WO2012073812A1 - メラミン化粧板 - Google Patents
メラミン化粧板 Download PDFInfo
- Publication number
- WO2012073812A1 WO2012073812A1 PCT/JP2011/077161 JP2011077161W WO2012073812A1 WO 2012073812 A1 WO2012073812 A1 WO 2012073812A1 JP 2011077161 W JP2011077161 W JP 2011077161W WO 2012073812 A1 WO2012073812 A1 WO 2012073812A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- resin
- decorative board
- melamine
- melamine decorative
- surface layer
- Prior art date
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/42—Layered products comprising a layer of synthetic resin comprising condensation resins of aldehydes, e.g. with phenols, ureas or melamines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/02—Layered products essentially comprising sheet glass, or glass, slag, or like fibres in the form of fibres or filaments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/02—Layered products essentially comprising sheet glass, or glass, slag, or like fibres in the form of fibres or filaments
- B32B17/04—Layered products essentially comprising sheet glass, or glass, slag, or like fibres in the form of fibres or filaments bonded with or embedded in a plastic substance
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10743—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing acrylate (co)polymers or salts thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/1077—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing polyurethane
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B29/00—Layered products comprising a layer of paper or cardboard
- B32B29/02—Layered products comprising a layer of paper or cardboard next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B33/00—Layered products characterised by particular properties or particular surface features, e.g. particular surface coatings; Layered products designed for particular purposes not covered by another single class
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/16—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer formed of particles, e.g. chips, powder or granules
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F13/00—Coverings or linings, e.g. for walls or ceilings
- E04F13/07—Coverings or linings, e.g. for walls or ceilings composed of covering or lining elements; Sub-structures therefor; Fastening means therefor
- E04F13/08—Coverings or linings, e.g. for walls or ceilings composed of covering or lining elements; Sub-structures therefor; Fastening means therefor composed of a plurality of similar covering or lining elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/02—2 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/02—Coating on the layer surface on fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/12—Coating on the layer surface on paper layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/101—Glass fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/102—Oxide or hydroxide
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2305/00—Condition, form or state of the layers or laminate
- B32B2305/07—Parts immersed or impregnated in a matrix
- B32B2305/076—Prepregs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/306—Resistant to heat
- B32B2307/3065—Flame resistant or retardant, fire resistant or retardant
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/554—Wear resistance
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/558—Impact strength, toughness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2451/00—Decorative or ornamental articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2479/00—Furniture
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/249921—Web or sheet containing structurally defined element or component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/25—Web or sheet containing structurally defined element or component and including a second component containing structurally defined particles
- Y10T428/254—Polymeric or resinous material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/26—Web or sheet containing structurally defined element or component, the element or component having a specified physical dimension
- Y10T428/266—Web or sheet containing structurally defined element or component, the element or component having a specified physical dimension of base or substrate
Definitions
- the present invention relates to a melamine decorative board.
- This application claims priority based on Japanese Patent Application No. 2010-267733 filed in Japan on November 30, 2010, the contents of which are incorporated herein by reference.
- a melamine decorative board is a decorative board with a surface layer (decorative layer) having a melamine resin formed on the surface, and it is hard and has good water resistance, stain resistance, and scratch resistance. It has been used in various fields such as vehicle interior applications. Since a melamine decorative board using a general melamine resin has a high surface hardness, it is not suitable for post-form (secondary molding) processing applications such as bending. However, in recent years, a melamine resin for post-forms corresponding to bending applications has been developed, and a post-form decorative board using the post-form decorative plates can be heated and bent and has been used for applications such as doors.
- Patent Document 1 discloses a decorative melamine board in which aluminum is combined with a surface layer made of melamine resin-impregnated paper using a melamine resin for post-form.
- a non-combustible melamine decorative board that is widely used as a kitchen panel material in the melamine decorative board, and among these, a non-combustible melamine decorative board with a decorative board specification using a glass fiber substrate and aluminum hydroxide fine powder, etc. Has become the mainstream.
- the present invention has been made in view of the above problems, and is a melamine decorative board that maintains excellent surface hardness of a melamine resin, has excellent nonflammability, can be used for thinning, and has excellent bending workability at room temperature. It is intended to provide.
- a melamine decorative board having a structure in which a surface layer and a core material layer are laminated,
- the surface layer has a surface layer base supporting a resin containing a melamine resin on the first surface side serving as a design surface and supporting the solid content of the thermoplastic emulsion resin on the second surface side in contact with the core material layer.
- Consists of surface layer material made of material The melamine decorative board, wherein the core material layer is composed of a glass cloth or a core material layer material made of a glass cloth-based prepreg.
- thermoplastic emulsion resin includes emulsion resin particles having an average particle size of 30 to 100 nm.
- the solid content of the thermoplastic emulsion resin is described in any one of the above (1) to (5), which includes urethane acrylic composite particles having a heterophase structure of an acrylic resin and a urethane resin in a single particle. Melamine decorative board.
- the urethane acrylic composite particle according to (6) which is an aqueous clear type having a core-shell structure in which an acrylic component is a core and a urethane component is a shell.
- the prepreg having the glass cloth as a base material is obtained by impregnating a glass cloth with a resin composition containing a thermoplastic resin in a solid content of 10 to 50% by mass, any of the above (1) to (7)
- the melamine decorative board as described in one.
- the said melamine decorative board as described in said (8) in which the said thermoplastic resin contains an acrylic resin and / or a urethane resin.
- a melamine decorative board that maintains the surface hardness of the melamine resin, is excellent in nonflammability, can cope with thinning, and is excellent in bending workability at room temperature.
- the melamine decorative board of the present invention is a melamine decorative board having a structure in which a surface layer and a core material layer are laminated, and the surface layer is a resin containing a melamine resin on the first surface side which becomes a design surface Is formed of a surface layer material composed of a surface layer base material supporting the solid content of the thermoplastic emulsion resin on the second surface side in contact with the core material layer, and the core material layer is made of glass cloth or glass cloth. It is characterized by being comprised with the core material layer material which consists of a prepreg which uses as a base material.
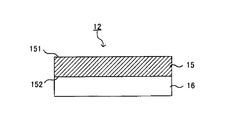
- FIG. 1 shows the configuration of a melamine decorative board 12 composed of a surface layer 15 and a core material layer 16.
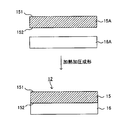
- FIG. 2 shows the manufacturing method of a melamine decorative board 12 .
- the melamine decorative board 12 is obtained by superposing the surface layer material 15A and the core material layer material 16A, and laminating them by heating and pressing.
- the surface layer 15 is composed of a surface layer material 15A, and this surface layer material 15A is disposed on the design surface (exposed surface) side of the melamine decorative board 12 of the present invention.
- 15 A of surface layer materials carry
- the surface layer base material supports the resin.
- the resin adheres to the surface of the base material (carrier) or is impregnated in the voids inside the base material and is supported after the molding of the surface layer material. It means that the resin is capable of exhibiting the performance of the resin.
- the resin may not be uniformly distributed on the surface of the base material and the inside of the base material.
- the surface layer base material is a sheet-like base material having a design surface formed on the first surface side 151.
- the material of the surface layer substrate is not particularly limited, but preferably, pulp, linter, synthetic fiber, glass fiber, or the like can be used, and if necessary, a titanium oxide-containing decorative paper containing a pigment such as titanium oxide. Etc. can be used.
- the basis weight of the surface layer substrate is not particularly limited, but is preferably 40 to 150 g / m 2 . If the basis weight is less than the lower limit, the coating treatment is difficult due to the problem of cutting and wrinkling in the resin impregnation step, and the resin impregnation amount to be supported on each of the first surface and the second surface is adjusted. It is also difficult to do.
- the basis weight exceeds the above upper limit, the impregnation amount of the resin carried by the surface layer base material becomes uneven, which reduces the flexibility of the melamine decorative board 12 and causes a decrease in productivity and cost. Therefore, it is not preferable.
- a resin containing a melamine resin is supported on the first surface side 151 of the surface layer base material.
- surface hardness suitable for the surface of the 1st surface side 151 of surface layer material 15A ie, a melamine decorative board surface.
- a melamine resin For example, what is obtained by making melamine and formaldehyde react under neutrality or weak alkali can be used.
- the reaction molar ratio of formaldehyde to melamine (the value of (molar amount of formaldehyde) / (molar amount of melamine), hereinafter may be simply referred to as “reaction molar ratio”) is not particularly limited.
- a value obtained by reacting at a value of ⁇ 4.0, preferably 1.0 to 2.0, more preferably 1.1 to 1.8 can be suitably used.
- the reaction molar ratio is less than the lower limit, unreacted components increase, resulting in a decrease in storage stability and cost.
- the reaction molar ratio exceeds the upper limit the resin flexibility after curing becomes significant.
- a melamine resin what is contained individually by 1 type can also be used, and what mixed and contained 2 or more types of melamine resins from which a reaction molar ratio, a weight average molecular weight, etc. differ can also be used.
- a melamine resin a commercially available thing, such as a melamine resin by Sumitomo Chemical Co., Ltd., can also be used.
- the weight average molecular weight of the melamine resin is not particularly limited, but is preferably 200 to 500, and particularly preferably 250 to 350. When the molecular weight is smaller than the lower limit value, the amount of unreacted components increases, and the storage stability is lowered. When the molecular weight is larger than the upper limit value, the impregnation property to the substrate is lowered.
- the weight average molecular weight can be measured, for example, by GPC (gel permeation chromatography, standard substance: converted to polystyrene).
- the content of the melamine resin in the resin supported on the first surface 151 of the surface layer material 15A is not particularly limited, but is 80 to 100% by mass, and particularly preferably 95 to 100% by mass. When the content of the melamine resin is less than the lower limit, the surface hardness and the stain resistance are lowered.
- the method of supporting the resin containing the melamine resin on the first surface side 151 of the surface layer base material is not particularly limited, but a resin varnish in which the resin is dissolved in a solvent is used, for example, a spray device, a shower device, Examples thereof include a method in which coating is performed using a known apparatus such as a kiss coater or a comma coater, followed by heating and drying at about 80 to 130 ° C.
- the resin-impregnated paper after heat drying preferably has 2 to 6% by mass of volatile matter (solvent) remaining when the weight of the entire resin-impregnated paper is 100% by mass.
- the solvent for dissolving the resin containing the melamine resin is not particularly limited, and examples thereof include water and methanol. Of these, water is preferred. Moreover, you may use a poor solvent in the range which does not exert a bad influence.
- the solid content of the resin varnish (all components excluding the solvent) is not particularly limited, but is preferably 30 to 70% by mass, and particularly preferably 45 to 60% by mass of the resin varnish. Thereby, the impregnation property to the base material of the resin varnish can be improved.
- the solid content of the thermoplastic emulsion resin is supported on the second surface side 152 which is the opposite side of the design surface of the surface layer base material.
- the thermoplastic emulsion resin is a resin that contains a thermoplastic resin and is dispersed in a solvent to form an emulsion.
- the solid content of the thermoplastic emulsion resin means a component obtained by removing the solvent from the thermoplastic emulsion resin.
- the solid content of the thermoplastic emulsion resin contains components present as emulsion resin particles, has adhesive properties with metals and various materials, and imparts flexibility to the melamine decorative board.
- the solid content of the thermoplastic emulsion resin is carried on the second surface side 152, whereby the adhesive strength between the surface layer 15 and the core material layer 16 can be improved, and the bending process of the melamine decorative board is performed. Can be improved.
- the solid content of the thermoplastic emulsion resin is not particularly limited.
- grains of a thermoplastic resin are mentioned.
- urethane acrylic composite particles are preferable.
- the urethane-acrylic composite particles mean those having a heterogeneous structure of an acrylic resin and a urethane resin in a single particle. Since each of the urethane resin and the acrylic resin has high adhesive strength with the core material layer, good adhesive strength with the core material layer can be expressed by using urethane acrylic composite particles.
- the urethane resin is particularly excellent in toughness, elasticity, and flexibility
- the acrylic resin is particularly excellent in transparency, durability, weather resistance, chemical resistance, and film forming property.
- “heterophasic structure” means a structure in which a plurality of phases composed of different types of resins exist in one particle, and examples thereof include a core-shell structure, a localized structure, and a sea-island structure.
- the arrangement state between the particles when the urethane acrylic composite particles are supported on the first surface side 151 of the surface layer material 15A is not particularly limited, and examples thereof include a linear structure. The structure of the particles and the arrangement state between the particles can be confirmed by, for example, a scanning electron microscope (SEM).
- the urethane acrylic composite particles are particularly preferably an aqueous clear type having a core-shell structure in which an acrylic component is a core and a urethane component is a shell. If the urethane-acrylic composite particles have the above-described core-shell structure, the surface outline becomes a urethane composition when supported on the second surface side 152 of the surface layer material 15A, and therefore the second surface side 152 of the surface layer material 15A. Has properties of both urethane resin and acrylic resin while imparting the properties of urethane resin to the outer shell.
- the term “aqueous clear” means that the resin solution is water-soluble, the coating film after the moisture is removed is non-aqueous, and the resin solution is transparent enough to clearly distinguish the underlying pattern. Means. Since the resin carried on the second surface side 152 of the surface layer material 15A is an aqueous clear type, the influence of the surface layer on the color tone of the design surface can be suppressed.
- solid content of a thermoplastic emulsion resin the thing in which one type in the said thermoplastic resin is contained independently can also be used, and the thing containing a mixture of two or more different thermoplastic resins is used. You can also In addition to the thermoplastic resin emulsion particles, the solid content of the thermoplastic emulsion resin may contain a small amount of a thickener, a penetration accelerator, an antifoaming agent, and the like, if necessary.
- the solid content of the thermoplastic emulsion resin preferably includes emulsion resin particles having an average particle diameter of 30 to 100 nm, and the average particle diameter of the emulsion resin particles is particularly preferably 60 to 90 nm.
- the solid content of the thermoplastic emulsion resin is preferably water-insoluble. As a result, the solid content of the thermoplastic emulsion resin is transferred to the first surface side 151 of the surface layer material 15A and mixed with the melamine resin supported on the first surface side 151, so that the first surface It can prevent that the surface performance by the melamine resin of the side 151 is impaired.
- the method of supporting the solid content of the thermoplastic emulsion resin on the second surface side 152 of the surface layer base material is not particularly limited, and a resin containing a melamine resin is applied to the first surface side 151 of the surface layer base material. It can carry out similarly to the above-mentioned method to carry
- the resin-impregnated paper after heat drying preferably contains 2 to 6% by mass of volatile matter when the total weight of the resin-impregnated paper is 100% by mass. This facilitates the handling of the resin-impregnated paper and improves the design appearance and surface gloss of the decorative board by improving the resin flow of the melamine resin carried on the first surface side 151 at the time of thermoforming. It becomes.
- thermoplastic emulsion resin Although it does not specifically limit as a solvent used for the said thermoplastic emulsion resin, For example, water etc. are mentioned. Moreover, you may use a poor solvent in the range which does not exert a bad influence.
- the solid content (all components excluding the solvent) of the thermoplastic emulsion resin is not particularly limited, but is preferably 25 to 60% by mass, particularly preferably 30 to 45% by mass, of the thermoplastic emulsion resin. Thereby, the impregnation property to the base material of the said thermoplastic emulsion resin can be improved.
- the melamine decorative board 12 is formed by laminating the core material layer 16 on the second surface side 152 of the surface layer 15.
- the core material layer 16 is constituted by a core material layer material 16A made of glass cloth or a prepreg based on glass cloth. Thereby, heat resistance, incombustibility, rigidity, etc. can be provided to a melamine decorative board.
- a glass cloth For example, a glass woven fabric, a glass nonwoven fabric, etc. are mentioned, Among these, a glass woven fabric is preferable from the point of nonflammability and intensity
- glass which comprises a glass cloth E glass, C glass, A glass, S glass, D glass, NE glass, T glass, H glass etc. are mentioned, for example. Among these, T glass is preferable. Thereby, the thermal expansion coefficient of a glass cloth can be made small.
- the weight of the glass cloth is not particularly limited, but it is necessary to satisfy “there should be no cracks / penetration after combustion”, which is the non-flammability conformity requirement of Article 2, Item 9 of the Building Standards Act.
- the basis weight is preferably 100 g / m 2 or more.
- the upper limit of a weight does not require a restriction
- the prepreg is not particularly limited.
- a prepreg obtained by impregnating the above glass cloth with a resin composition containing a thermoplastic resin or the like can be used.
- the resin composition is not particularly limited as long as the interlayer adhesion strength between the second surface side 152 of the surface layer 15 and the core material layer 16 is sufficient for forming the melamine decorative board 12,
- the thermoplastic resin is preferably contained in a solid content of 10 to 50% by mass, particularly preferably 20 to 35% by mass. Thereby, the interlayer adhesive strength between the second surface side 152 of the surface layer 15 and the core material layer 16 can be improved.
- thermoplastic resin is not particularly limited, and examples thereof include an acrylic resin, a urethane resin, an ethylene vinyl acetate resin, and a styrene butadiene rubber (SBR). Of these, acrylic resins and urethane resins are preferable.
- the prepreg can be produced by a conventionally known method.
- the prepreg can be obtained by impregnating a glass cloth similar to the glass cloth described above with a varnish obtained by dissolving the resin composition in a solvent and drying the glass cloth.
- the core material 16A can further improve the adhesive strength and achieve a high normal temperature bending workability by further supporting a thermoplastic emulsion resin on the surface in contact with the surface layer material 15A.
- the solid content of the thermoplastic emulsion resin carried on the surface of the core material 16A in contact with the surface layer material 15A is not particularly limited as long as it provides flexibility and does not affect the calorific value and gas toxicity during combustion.
- the average particle size of the emulsion resin particles contained in the solid content of the thermoplastic emulsion resin is not particularly limited, and may be water-soluble or water-insoluble.
- the thickness of the core material layer 16 is preferably 100 ⁇ m or more. Thereby, sufficient heat resistance and nonflammability can be imparted to the melamine decorative board 12. Further, the upper limit of the thickness is not particularly limited, but the thickness and weight of the melamine decorative board 12 increase as the thickness increases, and the cost increases. Therefore, the upper limit of the thickness is set within an allowable range in the design of the final product. Is preferably 350 ⁇ m or less. Therefore, the thickness of the core material layer 16 is preferably 100 ⁇ m or more and 350 ⁇ m or less.
- the melamine decorative board 12 is obtained by superposing the above-described surface layer material 15A and the core material layer material 16A in a predetermined order, and laminating them by heating and pressing.
- the conditions for heat-press molding the melamine decorative board 12 are not particularly limited, but for example, it can be carried out at a temperature of 130 to 150 ° C., a pressure of 2 to 8 MPa, and a time of 10 to 60 minutes.
- it can be mirror finished by overlapping a mirror finish plate on the first surface side of the surface layer material 15A, and by overlapping an emboss plate or an emboss film, It can be embossed.
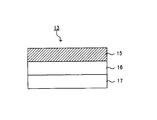
- the melamine decorative board of this invention is not limited to the form of the melamine decorative board 12 shown in FIG.1 and FIG.2.
- the surface layer 15 is formed by laminating another core material layer material on the lower side of the core material layer and laminating two core material layers.
- the core material layer 16 and the core material layer 17 can also be configured as a three-layer structure.
- the outermost layer may have a support layer 19.
- the protective layer 18 is not particularly limited.
- a paper base material having a basis weight of 10 to 50 g / m 2 contains a melamine resin alone, or is selected from aluminum hydroxide, magnesium hydroxide, or silica. It can be obtained by impregnating a resin composition containing a melamine resin with an inorganic filler to be obtained and drying it.
- the support layer 19 is not particularly limited.
- the support layer 19 can be used for the same base material as that used for the surface layer base material, on the first surface side or the second surface side of the surface layer material.
- a prepreg impregnated with a resin, a metal foil, or the like can be used.
- the melamine decorative board of the present invention can be bent with a minimum bending radius of 10 mmR or less at room temperature (usually about 20 to 30 ° C.), but is not particularly limited.
- the minimum bend radius R is the minimum at which 100% non-defective product can be obtained without causing defects such as cracking even if the room temperature bending process is repeatedly performed in one direction along a mold having a curved portion with a radius R. Means the radius R of the mold.
- Example 1 Using a titanium oxide-containing decorative paper (Dai Nippon Printing Co., Ltd.) having a basis weight of 80 g / m 2 as the surface layer base material, an emulsion of urethane acrylic composite particles (on the second surface side of the titanium oxide-containing decorative paper) “SU-100” manufactured by Chuo Rika Kogyo Co., Ltd., average particle diameter: 84 nm, dispersion medium: water) was applied so that the solid content was 40 g / m 2, and then the first surface side of the decorative paper ( After coating melamine resin (reaction molar ratio 1.4, resin solid content 50% by mass) to 50 g / m 2 on the design surface side), it is dried for 90 seconds with a hot air dryer at 120 ° C., A surface layer material having a resin ratio of 53% and a volatile content of 3% was obtained.
- melamine resin reaction molar ratio 1.4, resin solid content 50% by mass
- the melamine resin is prepared by adding raw material melamine and formalin to a reaction kettle at a predetermined blending ratio, adding a catalyst, raising the temperature to the boiling point, performing a reflux reaction, and confirming that melamine dissolution has been completed,
- the resin solid content was adjusted by dehydration and synthesized by a method of cooling.
- a glass cloth having a thickness of 0.2 mm (“WEA 7628” manufactured by Nanya Plastic Co., Ltd.) as a core material layer is superimposed on the second surface side of the obtained surface layer material, and heated for 40 minutes at 140 ° C. and 2 MPa.
- the melamine decorative board (1) having a thickness of 0.3 mm was obtained by pressure molding.
- Example 2 Solid emulsion of urethane acrylic composite particles (“SU-100” manufactured by Chuo Rika Kogyo Co., Ltd., average particle size: 84 nm, dispersion medium: water) on 0.2 mm thick glass cloth (“WEA 7628” manufactured by Nanya Plastic Co., Ltd.) After coating 70 g / m 2 in minutes, it was dried with a hot air dryer at 120 ° C. for 150 seconds to prepare a prepreg with a resin ratio of 25% and a volatile content of 3%, and this was used as a core material layer Except that, a melamine decorative board (2) having a thickness of 0.3 mm was obtained in the same manner as in Example 1.
- Emulsion of urethane acrylic composite particles (“SU-100” manufactured by Chuo Rika Kogyo Co., Ltd., average particle size: 84 nm, dispersion medium: water) on the front and back surfaces of the titanium oxide-containing thin paper having a basis weight of 80 g / m 2 is 50 g / in solid content. after m 2 coated, dried for 60 seconds at 120 ° C. hot air dryer, the resin ratio is 40%, to produce a volatile fraction of 4% of the prepreg.
- Example 2 After combining the prepreg and the melamine decorative board obtained in Example 1 so as to sandwich a glass cloth base material thickness of 0.2 mm (“WEA 7628” manufactured by Nanya Plastic Co., Ltd.), the same heating as in Example 1 was performed. Molding was performed under pressure molding conditions to obtain a melamine decorative board (3) having a thickness of 0.4 mm.
- Comparative Example 1 Using the titanium oxide-containing decorative paper of the surface layer base material (basis weight 80 g / m 2 ) used in Example 1, coating was performed from the front and back surfaces of the decorative paper by the dip impregnation method, and a general-purpose melamine resin (reaction molar ratio of 1. 8 and a resin solid content of 52% by mass) was applied so that the resin solid content would be 100 g / m 2, and then dried in a hot air dryer at 120 ° C. for 90 seconds, the resin ratio was 55%, and the volatile content ratio was 6%. A surface layer material was obtained.
- a general-purpose melamine resin reaction molar ratio of 1. 8 and a resin solid content of 52% by mass
- the general-purpose melamine resin used for the surface layer was applied to bleached kraft paper with a basis weight of 200 g / m 2 (“DLP-195” manufactured by Toyo Fiber Co., Ltd.) by the dip impregnation method, followed by hot air drying at 130 ° C.
- a prepreg having a resin ratio of 50% and a volatile content of 4% was prepared by drying for 150 seconds in a machine.
- a melamine decorative board (4) having a thickness of 0.3 mm was obtained in the same manner as in Example 1 except that the obtained prepreg was used as a core material layer.
- Comparative Example 2 The thickness is the same as in Example 1 except that the same surface layer material as in Comparative Example 1 is used and a 0.2 mm thick polyester non-woven fabric (manufactured by Asahi Kasei Kogyo Co., Ltd., spunbond “IEL”) is used as the core material layer. A 0.3 mm melamine decorative board (5) was obtained.
- Boiling resistance test The treatment was carried out by a method based on the boiling resistance test of JIS K6902, and the presence or absence of delamination and delamination of the test piece after being immersed in boiling water for 2 hours was confirmed. 3. Contamination resistance test The treatment was carried out by a method based on the JIS K6902 contamination resistance test, and the presence or absence of residual contaminated material on the sample surface was confirmed. 4). Bending Formability Test According to the bending formability test (Method A) of JIS K6902, external bending and internal bending were performed at room temperature and 10 mmR, and the presence or absence of cracks on the decorative sheet surface was confirmed. 5. Surface hardness (pencil hardness) test An evaluation was performed by a pencil hardness test in accordance with JIS K5600.
- Comparative Example 1 since the melamine resin was used as the resin to be carried on the second surface side of the surface layer without using the solid content of the thermoplastic emulsion resin, the melamine decorative board (4) was inferior in room temperature bending workability. It was. Moreover, in Comparative Example 1 and Comparative Example 2, as a core material layer, a glass cloth or a prepreg having a glass cloth as a base material is not used. In Comparative Example 1, a prepreg having a craft paper base material is used. Since the polyester nonwoven fabric was used, the melamine decorative boards (4) and (5) were inferior in incombustibility.
- the surface layer carries a resin containing a melamine resin on the first surface side, Consists of a surface layer material consisting of a surface layer base material carrying the solid content of the thermoplastic emulsion resin on the surface side, and the core material layer is composed of a glass cloth or a core material layer material consisting of a prepreg based on a glass cloth. Therefore, it has excellent nonflammability, can cope with thinning, and has excellent bending workability at room temperature. Furthermore, the melamine decorative boards (1), (2) and (3) obtained in Examples 1 to 3 are excellent in surface hardness, boiling resistance, and stain resistance, which are the basic required quality of the decorative boards. It was.
- the melamine decorative board of the present invention has good bending workability and nonflammability, and can cope with thinning. And since the surface layer base material similar to the conventional decorative board can be used for the surface layer, it can be freely selected from abundant color patterns, and walls subject to the regulation of nonflammable materials in public facilities etc. It can be widely applied to various uses.
Landscapes
- Engineering & Computer Science (AREA)
- Architecture (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Laminated Bodies (AREA)
- Finishing Walls (AREA)
Abstract
Description
本願は、2010年11月30日に日本に出願された特願2010-267733号に基づき優先権を主張し、その内容をここに援用する。
一般的なメラミン樹脂を用いたメラミン化粧板は、表面硬度が硬いため、曲げ加工等のポストフォーム(二次成形)加工用途には不向きである。しかし、近年では、曲げ用途にも対応するポストフォーム用メラミン樹脂が開発され、これを用いたポストフォーム用化粧板は、加熱曲げができるようになり、扉等の用途に使用されてきた。さらに、フェノール樹脂を含浸させたクラフト紙やアルミニウム等をメラミン化粧板の裏貼りに使用することで、用途に合わせた様々な組み合わせのメラミン化粧板が製造されている。例えば、特許文献1には、ポストフォーム用メラミン樹脂を用いたメラミン樹脂含浸紙からなる表面層とアルミニウムを組み合わせたメラミン化粧板が開示されている。また、メラミン化粧板の中にはキッチンパネル材として普及する不燃性メラミン化粧板があり、これらの中で、ガラス繊維基材と水酸化アルミニウム微粉等を用いた化粧ボード仕様の不燃性メラミン化粧板が主流となっている。
また、上述の化粧ボード仕様の不燃性メラミン化粧板では、製品厚みが厚く、加熱下でも柔軟性を発現出来ず、高剛性であるため、不燃性と曲げ加工性が同時に要求される分野においては容易に実用化されない状況にある。
(1)表面層と芯材層とが積層された構造を有するメラミン化粧板であって、
前記表面層は、意匠面となる第1の面側にメラミン樹脂を含有する樹脂を担持し、前記芯材層と接する第2の面側に熱可塑性エマルジョン樹脂の固形分を担持する表面層基材からなる表面層材料で構成され、
前記芯材層は、ガラスクロス又はガラスクロスを基材とするプリプレグからなる芯材層材料で構成されることを特徴とする、メラミン化粧板。
(2)全体厚みが0.4mm以下である、上記(1)に記載のメラミン化粧板。
(3)前記芯材層の厚みが100μm~350μmである、上記(1)又は(2)に記載のメラミン化粧板。
(4)前記熱可塑性エマルジョン樹脂の固形分は、平均粒径が30~100nmのエマルジョン樹脂粒子を含む、上記(1)乃至(3)のいずれか一に記載のメラミン化粧板。
(5)前記熱可塑性エマルジョン樹脂の固形分は、非水溶性である、上記(1)乃至(4)のいずれか一に記載のメラミン化粧板。
(6)前記熱可塑性エマルジョン樹脂の固形分は、単一粒子内にアクリル樹脂とウレタン樹脂との異相構造を有するウレタンアクリル複合粒子を含む、上記(1)乃至(5)のいずれか一に記載のメラミン化粧板。
(7)前記ウレタンアクリル複合粒子は、アクリル成分をコアとし、ウレタン成分をシェルとするコアシェル構造を有する水性クリヤータイプである、上記(6)に記載のメラミン化粧板。
(8)前記ガラスクロスを基材とするプリプレグは、熱可塑性樹脂を固形分で10~50質量%含有する樹脂組成物をガラスクロスに含浸してなる、上記(1)乃至(7)のいずれか一に記載のメラミン化粧板。
(9)前記熱可塑性樹脂は、アクリル樹脂及び/又はウレタン樹脂を含有する、上記(8)に記載のメラミン化粧板。
(10)常温(通常20~30℃程度)での最小曲げ半径が10mmR以下の曲げ加工性を有する、上記(1)乃至(9)のいずれか一に記載のメラミン化粧板。
本発明のメラミン化粧板の構成の一例として、図1に、表面層15と芯材層16とから成るメラミン化粧板12の構成を示す。また、メラミン化粧板の製造方法の一例として、図2に、メラミン化粧板12の製造方法の一例を示す。図2に示す例では、メラミン化粧板12は、表面層材料15Aと芯材層材料16Aとを重ね合わせ、これを加熱加圧成形して積層することにより得られる。
表面層15は、表面層材料15Aで構成され、この表面層材料15Aは、本発明のメラミン化粧板12の意匠面(露出される側の面)側に配置される。表面層材料15Aは、意匠面となる第1の面側151にメラミン樹脂を含有する樹脂を担持し、前記芯材層16と接する第2の面側152に熱可塑性エマルジョン樹脂の固形分を担持する表面層基材からなるものである。
なお、本発明において表面層基材が樹脂を担持するとは、樹脂が基材(担体)の表面に付着し、又は、基材内部の空隙部に含浸され、表面層材料の成形後に担持させた樹脂の性能を発現することを可能にする状態であることを意味する。なお、樹脂は基材の表面及び基材の内部に均一に分布していなくてもよい。
前記表面層基材の坪量は特に限定されないが、40~150g/m2であることが好ましい。坪量が前記下限値未満であると、樹脂含浸工程での切れ、しわの問題から、塗工処理が困難であり、さらに第1の面と第2の面それぞれに担持させる樹脂含浸量を調整することも困難である。一方、坪量が前記上限値を超えると、表面層基材が担持する樹脂の含浸量にムラが生じ、メラミン化粧板12の柔軟性を低下させると共に、生産性低下、コスト高の原因となるため好ましくない。
メラミン樹脂としては、特に限定されないが、例えば、メラミンとホルムアルデヒドを中性又は弱アルカリ下において反応させて得られるものを用いることができる。メラミンに対するホルムアルデヒドの反応モル比((ホルムアルデヒドのモル量)/(メラミンのモル量)の値であり、以下、単に「反応モル比」ということがある。)は、特に限定されないが、1.0~4.0、好ましくは1.0~2.0、さらに好ましくは1.1~1.8として、反応させて得られたものを好適に用いることができる。反応モル比が前記下限値未満であると、未反応成分が増加し保存性低下、コスト高となり、前記上限値を超えると硬化後の樹脂柔軟性低下が著しくなる。なお、メラミン樹脂としては、1種類が単独で含まれるものを用いることもできるし、反応モル比や重量平均分子量等が異なる2種類以上のメラミン樹脂を混合して含むものを用いることもできる。
また、メラミン樹脂としては、住友化学(株)製のメラミン樹脂等、市販のものを用いることもできる。
熱可塑性エマルジョン樹脂の固形分は、エマルジョン樹脂粒子として存在する成分を含み、金属や各種素材との接着特性を有し、メラミン化粧板に柔軟性を付与する。従って、第2の面側152には、熱可塑性エマルジョン樹脂の固形分が担持することにより、表面層15と芯材層16との接着強度を向上させることができるとともに、メラミン化粧板の曲げ加工性を向上させることができる。
なお、熱可塑性エマルジョン樹脂の固形分としては、上記熱可塑性樹脂の中の1種類が単独で含まれるものを用いることもできるし、異なる2種類以上の熱可塑性樹脂を混合して含むものを用いることもできる。
また、熱可塑性エマルジョン樹脂の固形分には、上記熱可塑性樹脂のエマルジョン粒子以外にも、必要に応じて少量の増粘剤、浸透促進剤、消泡剤等を含んでいても良い。
前記熱可塑性エマルジョン樹脂の固形分(溶剤を除く全成分)は、特に限定されないが、前記熱可塑性エマルジョン樹脂の25~60質量%が好ましく、特に30~45質量%が好ましい。これにより、前記熱可塑性エマルジョン樹脂の基材への含浸性を向上させることができる。
メラミン化粧板12は、表面層15の第2の面側152に、芯材層16を積層してなる。
前記芯材層16は、ガラスクロス又はガラスクロスを基材とするプリプレグからなる芯材層材料16Aで構成される。これにより、メラミン化粧板に、耐熱性、不燃性、剛性などを付与することができる。
また、ガラスクロスを構成するガラスとしては、例えばEガラス、Cガラス、Aガラス、Sガラス、Dガラス、NEガラス、Tガラス、Hガラス等が挙げられる。これらの中でもTガラスが好ましい。これにより、ガラスクロスの熱膨張係数を小さくすることができる。
メラミン化粧板12は、上述した表面層材料15Aと芯材層材料16Aとを、所定の順序で重ね合わせ、これを加熱加圧成形して積層することにより得られる。
メラミン化粧板12を加熱加圧成形する条件としては特に限定されないが、一例を挙げると、温度130~150℃、圧力2~8MPa、時間10~60分間で実施することができる。
また、メラミン化粧板12の成形時に、表面層材料15Aの第1の面側に、鏡面仕上げ板を重ねることにより鏡面仕上げとすることができ、また、エンボス板又はエンボスフィルム等を重ねることにより、エンボス仕上げとすることができる。
前記保護層18は、特に限定されないが、例えば、坪量10~50g/m2の紙基材に、メラミン樹脂を単独で含有させるか、あるいは、水酸化アルミニウム、水酸化マグネシウム、またはシリカから選ばれる無機充填材をメラミン樹脂に含有させた樹脂組成物を含浸させ、これを乾燥することにより得ることができる。
前記支持層19は、特に限定されず、例えば、表面層基材に用いられるものと同様の基材に、表面層材料の第1の面側又は第2の面側に用いることができる上述の樹脂を含浸させてなるプリプレグや、金属箔等を用いることができる。
表面層基材として坪量80g/m2の酸化チタン含有化粧紙(大日本印刷(株)製)を用い、前記酸化チタン含有化粧紙の第2の面側に、ウレタンアクリル複合粒子のエマルジョン(中央理化工業社製「SU-100」、平均粒径:84nm、分散媒:水)を固形分で40g/m2となるように塗工し、続いて前記化粧紙の第1の面側(意匠面側)に、メラミン樹脂(反応モル比1.4、樹脂固形分50質量%)を50g/m2となる様に塗工した後、120℃の熱風乾燥機にて90秒乾燥し、樹脂比率が53%、揮発分率3%の表面層材料を得た。なお、前記メラミン樹脂は反応釜に原料メラミンとホルマリンを所定配合比率で仕込み触媒添加後、沸点まで昇温して還流反応し、メラミン溶解が完了したことを確認した上で、反応終点に達したら脱水処理にて樹脂固形分を調整し冷却する方法により合成した。
得られた表面層材料の第2の面側に、芯材層として厚み0.2mmのガラスクロス(南亜プラスチック社製「WEA7628」)を重ね合わせ、140℃、2MPaの条件で40分間加熱加圧成形して、厚さ0.3mmのメラミン化粧板(1)を得た。
厚さ0.2mmのガラスクロス(南亜プラスチック社製「WEA7628」)にウレタンアクリル複合粒子のエマルジョン(中央理化工業社製「SU-100」、平均粒径:84nm、分散媒:水)を固形分で70g/m2を塗工した後、120℃の熱風乾燥機にて150秒乾燥し、樹脂比率が25%、揮発分率3%のプリプレグを作製し、これを芯材層として用いたこと以外は、実施例1と同様にして厚さ0.3mmのメラミン化粧板(2)を得た。
坪量80g/m2の酸化チタン含有薄葉紙の表裏面にウレタンアクリル複合粒子のエマルジョン(中央理化工業社製「SU-100」、平均粒径:84nm、分散媒:水)を固形分で50g/m2塗工した後、120℃の熱風乾燥機にて60秒乾燥し、樹脂比率が40%、揮発分率4%のプリプレグを作製した。このプリプレグと実施例1で得られたメラミン化粧板とで、ガラスクロス基材厚さ0.2mm(南亜プラスチック社製「WEA7628」)を挟み込む形に組み合わせた後、実施例1と同一の加熱加圧成形条件下で成形し、厚さ0.4mmのメラミン化粧板(3)を得た。
実施例1で使用した表面層基材(坪量80g/m2)の酸化チタン含有化粧紙を用い、化粧紙の表裏面からディップ含浸方式で塗工し、汎用メラミン樹脂(反応モル比1.8、樹脂固形分52質量%)を樹脂固形分が100g/m2になる様に塗工した後、120℃の熱風乾燥機に90秒乾燥し、樹脂比率が55%、揮発分率6%の表面層材料を得た。
次に坪量200g/m2の晒しクラフト紙(東洋ファイバー(株)製「DLP-195」)に前記表面層に使用した汎用メラミン樹脂をディップ含浸方式で塗工した後、130℃の熱風乾燥機にて150秒乾燥し、樹脂比率が50%、揮発分率4%のプリプレグを作製した。得られたプリプレグを芯材層として用いたこと以外は、実施例1と同様にして厚さ0.3mmのメラミン化粧板(4)を得た。
比較例1と同様の表面層材料を用い、芯材層として厚み0.2mmポリエステル不織布(旭化成工業社製、スパンボンド「アイエル」)を用いたこと以外は、実施例1と同様にして厚さ0.3mmのメラミン化粧板(5)を得た。
1.不燃性試験
日本建築総合試験場の業務標準「防耐火性能試験・評価業務方法書」4.10 不燃性能試験・評価方法における、(2)ii)4.10.2 の発熱性試験・評価方法 及び 4.10.3 のガス有害性試験・評価方法、により実施した。
上記業務標準「防耐火性能試験・評価業務方法書」の上記項目には、建築基準法第2条第9号(不燃材料)の規定に基づく認定に係わる性能評価方法について記載されている。
2.耐煮沸性試験
JIS K6902の耐煮沸性試験に準拠した方法で処理を行い、沸騰水中に2時間浸漬後の試験片の膨れ、層間はく離の有無を確認した。
3.耐汚染性試験
JIS K6902の耐汚染性試験に準拠した方法で処理を行い、試料表面の汚染材料残りの有無を確認した。
4.曲げ成形性試験
JIS K6902の曲げ成形性試験(A法)に準拠し、室温、10mmRにて外曲げ及び内曲げ成形を行い、化粧シート表面の割れの有無を確認した。
5.表面硬度(鉛筆硬度)試験
JIS K5600に準拠した鉛筆硬度試験により評価を行った。

また、比較例1及び比較例2では、芯材層として、ガラスクロス又はガラスクロスを基材とするプリプレグを用いず、比較例1ではクラフト紙を基材としたプリプレグを用い、比較例2ではポリエステル不織布を用いたため、メラミン化粧板(4)、(5)は不燃性に劣った。
一方、実施例1~3で得られたメラミン化粧板(1)、(2)及び(3)は、表面層は、第1の面側にメラミン樹脂を含有する樹脂を担持し、第2の面側に熱可塑性エマルジョン樹脂の固形分を担持する表面層基材からなる表面層材料で構成され、芯材層は、ガラスクロス又はガラスクロスを基材とするプリプレグからなる芯材層材料で構成されているため、不燃性に優れ、薄膜化に対応でき、常温での曲げ加工性に優れていた。さらに、実施例1~3で得られたメラミン化粧板(1)、(2)及び(3)は、化粧板の基本的な要求品質である表面硬度、耐煮沸性、耐汚染性にも優れていた。
15 表面層
15A 表面層材料
151 第1の面側
152 第2の面側
16 芯材層
16A 芯材層材料
17 芯材層
18 保護層
19 支持層
Claims (10)
- 表面層と芯材層とが積層された構造を有するメラミン化粧板であって、
前記表面層は、意匠面となる第1の面側にメラミン樹脂を含有する樹脂を担持し、前記芯材層と接する第2の面側に熱可塑性エマルジョン樹脂の固形分を担持する表面層基材からなる表面層材料で構成され、
前記芯材層は、ガラスクロス又はガラスクロスを基材とするプリプレグからなる芯材層材料で構成されることを特徴とする、メラミン化粧板。 - 全体厚みが0.4mm以下である、請求項1に記載のメラミン化粧板。
- 前記芯材層の厚みが100μm~350μmである、請求項1又は2に記載のメラミン化粧板。
- 前記熱可塑性エマルジョン樹脂の固形分は、平均粒径が30~100nmのエマルジョン樹脂粒子を含む、請求項1乃至3のいずれか一項に記載のメラミン化粧板。
- 前記熱可塑性エマルジョン樹脂の固形分は、非水溶性である、請求項1乃至4のいずれか一項に記載のメラミン化粧板。
- 前記熱可塑性エマルジョン樹脂の固形分は、単一粒子内にアクリル樹脂とウレタン樹脂との異相構造を有するウレタンアクリル複合粒子を含む、請求項1乃至5のいずれか一項に記載のメラミン化粧板。
- 前記ウレタンアクリル複合粒子は、アクリル成分をコアとし、ウレタン成分をシェルとするコアシェル構造を有する水性クリヤータイプである、請求項6に記載のメラミン化粧板。
- 前記ガラスクロスを基材とするプリプレグは、熱可塑性樹脂を固形分で10~50質量%含有する樹脂組成物をガラスクロスに含浸してなる、請求項1乃至7のいずれか一項に記載のメラミン化粧板。
- 前記熱可塑性樹脂は、アクリル樹脂及び/又はウレタン樹脂を含有する、請求項8に記載のメラミン化粧板。
- 常温(通常20~30℃程度)での最小曲げ半径が10mmR以下の曲げ加工性を有する、請求項1乃至9のいずれか一項に記載のメラミン化粧板。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201180056139.2A CN103228449B (zh) | 2010-11-30 | 2011-11-25 | 三聚氰胺装饰板 |
| EP20110845057 EP2647503A4 (en) | 2010-11-30 | 2011-11-25 | DECORATIVE MELAMINE BOARD |
| US13/884,739 US10279571B2 (en) | 2010-11-30 | 2011-11-25 | Decorative melamine board |
| BR112013013005A BR112013013005A2 (pt) | 2010-11-30 | 2011-11-25 | prancha de melamina decorativa |
| KR1020137013617A KR101536490B1 (ko) | 2010-11-30 | 2011-11-25 | 멜라민 화장판 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010-267733 | 2010-11-30 | ||
| JP2010267733A JP5099206B2 (ja) | 2010-11-30 | 2010-11-30 | メラミン化粧板 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012073812A1 true WO2012073812A1 (ja) | 2012-06-07 |
Family
ID=46171750
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2011/077161 WO2012073812A1 (ja) | 2010-11-30 | 2011-11-25 | メラミン化粧板 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US10279571B2 (ja) |
| EP (1) | EP2647503A4 (ja) |
| JP (1) | JP5099206B2 (ja) |
| KR (1) | KR101536490B1 (ja) |
| CN (1) | CN103228449B (ja) |
| BR (1) | BR112013013005A2 (ja) |
| TW (1) | TWI510363B (ja) |
| WO (1) | WO2012073812A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015016255A1 (ja) * | 2013-07-31 | 2015-02-05 | 住友ベークライト株式会社 | メラミン化粧板およびメラミン化粧板の製造方法 |
| US20150050476A1 (en) * | 2013-04-18 | 2015-02-19 | Brook One Corporation | Burnthrough resistant laminate film |
| JP2016164242A (ja) * | 2015-03-06 | 2016-09-08 | 住友ベークライト株式会社 | メラミン化粧材およびメラミン化粧材の製造方法 |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5625884B2 (ja) * | 2010-12-21 | 2014-11-19 | 住友ベークライト株式会社 | 不燃性化粧パネル |
| EP2657015B1 (en) * | 2010-12-22 | 2017-06-14 | Sumitomo Bakelite Company, Ltd. | Surface layer material and melamine decorative laminate |
| KR20150133216A (ko) * | 2013-03-22 | 2015-11-27 | 스미또모 베이크라이트 가부시키가이샤 | 멜라민 수지 금속 화장판 및 멜라민 수지 금속 화장판의 제조 방법 |
| JP6263852B2 (ja) * | 2013-03-28 | 2018-01-24 | 住友ベークライト株式会社 | 化粧板の製造方法 |
| JP6413237B2 (ja) * | 2013-12-27 | 2018-10-31 | 住友ベークライト株式会社 | メラミン化粧材およびメラミン化粧材の製造方法 |
| WO2017164199A1 (ja) * | 2016-03-23 | 2017-09-28 | パナソニックIpマネジメント株式会社 | 表面化粧パネル及びこれを備えた化粧パネル |
| US11745475B2 (en) | 2016-08-19 | 2023-09-05 | Wilsonart Llc | Surfacing materials and method of manufacture |
| US10933608B2 (en) | 2016-08-19 | 2021-03-02 | Wilsonart Llc | Surfacing materials and method of manufacture |
| US11077639B2 (en) | 2016-08-19 | 2021-08-03 | Wilsonart Llc | Surfacing materials and method of manufacture |
| US11504955B2 (en) | 2016-08-19 | 2022-11-22 | Wilsonart Llc | Decorative laminate with matte finish and method of manufacture |
| US11020948B2 (en) | 2017-09-28 | 2021-06-01 | Wilsonart Llc | High pressure decorative laminate having a top layer of energy cured acrylated urethane polymer |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08512255A (ja) * | 1993-09-02 | 1996-12-24 | インターナショナル ペーパー カンパニー | 装飾表面層およびその製造方法 |
| JPH10305526A (ja) * | 1997-03-03 | 1998-11-17 | Sumitomo Bakelite Co Ltd | 化粧板 |
| JPH11268186A (ja) * | 1998-03-20 | 1999-10-05 | Sumitomo Bakelite Co Ltd | 化粧板の製造方法 |
| JP2001096702A (ja) | 1999-10-04 | 2001-04-10 | Sumitomo Bakelite Co Ltd | メラミン樹脂化粧シート |
| JP2005343153A (ja) * | 2004-06-07 | 2005-12-15 | Sumitomo Bakelite Co Ltd | メラミン樹脂化粧板およびその製造方法 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3589974A (en) * | 1968-04-24 | 1971-06-29 | Formica Corp | Decorative laminate surfaced with a compressed layer of a fibrillated acrylic fiber paper,said paper having been transparentized during a heat and pressure consolidation step and having been substantially free of any impregnating resin |
| DE3418282A1 (de) * | 1984-05-17 | 1985-11-21 | Hoechst Ag, 6230 Frankfurt | Dekorative platte mit verbesserten oberflaecheneigenschaften |
| JPH0624822B2 (ja) * | 1990-03-05 | 1994-04-06 | アイカ工業株式会社 | 化粧材 |
| EP0704303B1 (en) | 1994-04-12 | 2000-07-05 | Seiko Epson Corporation | Method and apparatus for ink jet recording |
| JP3029563B2 (ja) * | 1995-11-29 | 2000-04-04 | 住友ベークライト株式会社 | 金属コア両面化粧板 |
| JP3898256B2 (ja) | 1996-08-28 | 2007-03-28 | 大日本印刷株式会社 | 化粧シート |
| GB2337994A (en) * | 1998-06-01 | 1999-12-08 | Cray Valley Ltd | Binder for coating composition |
| KR100404132B1 (ko) * | 2000-11-17 | 2003-11-01 | 주식회사 메라톤 | 옵셋 인쇄지를 이용한 멜라민 화장판 및 그의 제조방법 |
| NL1023515C2 (nl) * | 2003-05-23 | 2004-11-24 | Trespa Int Bv | Decoratief paneel voor toepassing buitenshuis en werkwijze voor het vervaardigen hiervan. |
| JP2005068202A (ja) * | 2003-08-28 | 2005-03-17 | Aica Kogyo Co Ltd | メラミン樹脂組成物及びこれを用いたメラミン化粧板 |
| JP4417752B2 (ja) * | 2004-03-16 | 2010-02-17 | 住友ベークライト株式会社 | ポストフォーム化粧板及びその製造方法 |
| US20050266221A1 (en) * | 2004-05-28 | 2005-12-01 | Panolam Industries International, Inc. | Fiber-reinforced decorative laminate |
| JP4674101B2 (ja) * | 2005-03-10 | 2011-04-20 | アイカ工業株式会社 | 可撓性化粧板 |
| JP4812671B2 (ja) * | 2007-03-26 | 2011-11-09 | 三菱化学株式会社 | 化粧シート |
| CN101165075B (zh) * | 2007-09-07 | 2010-06-23 | 香港生产力促进局 | 聚氨酯-丙烯酸酯复合乳液及其制备方法 |
| JP4354003B2 (ja) | 2008-08-19 | 2009-10-28 | アイカ工業株式会社 | 不燃化粧板 |
| JP2010228179A (ja) * | 2009-03-26 | 2010-10-14 | Aica Kogyo Co Ltd | 化粧シート及び化粧板 |
| JP2010228116A (ja) * | 2009-03-26 | 2010-10-14 | Aica Kogyo Co Ltd | 転写シート、メラミン化粧板の製造方法及びメラミン化粧板 |
-
2010
- 2010-11-30 JP JP2010267733A patent/JP5099206B2/ja not_active Expired - Fee Related
-
2011
- 2011-11-25 KR KR1020137013617A patent/KR101536490B1/ko active IP Right Grant
- 2011-11-25 WO PCT/JP2011/077161 patent/WO2012073812A1/ja active Application Filing
- 2011-11-25 US US13/884,739 patent/US10279571B2/en active Active
- 2011-11-25 CN CN201180056139.2A patent/CN103228449B/zh not_active Expired - Fee Related
- 2011-11-25 BR BR112013013005A patent/BR112013013005A2/pt not_active IP Right Cessation
- 2011-11-25 EP EP20110845057 patent/EP2647503A4/en not_active Withdrawn
- 2011-11-28 TW TW100143523A patent/TWI510363B/zh not_active IP Right Cessation
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08512255A (ja) * | 1993-09-02 | 1996-12-24 | インターナショナル ペーパー カンパニー | 装飾表面層およびその製造方法 |
| JPH10305526A (ja) * | 1997-03-03 | 1998-11-17 | Sumitomo Bakelite Co Ltd | 化粧板 |
| JPH11268186A (ja) * | 1998-03-20 | 1999-10-05 | Sumitomo Bakelite Co Ltd | 化粧板の製造方法 |
| JP2001096702A (ja) | 1999-10-04 | 2001-04-10 | Sumitomo Bakelite Co Ltd | メラミン樹脂化粧シート |
| JP2005343153A (ja) * | 2004-06-07 | 2005-12-15 | Sumitomo Bakelite Co Ltd | メラミン樹脂化粧板およびその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2647503A4 * |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20150050476A1 (en) * | 2013-04-18 | 2015-02-19 | Brook One Corporation | Burnthrough resistant laminate film |
| WO2015016255A1 (ja) * | 2013-07-31 | 2015-02-05 | 住友ベークライト株式会社 | メラミン化粧板およびメラミン化粧板の製造方法 |
| JP2016164242A (ja) * | 2015-03-06 | 2016-09-08 | 住友ベークライト株式会社 | メラミン化粧材およびメラミン化粧材の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US10279571B2 (en) | 2019-05-07 |
| KR20140071950A (ko) | 2014-06-12 |
| JP5099206B2 (ja) | 2012-12-19 |
| TW201223755A (en) | 2012-06-16 |
| CN103228449A (zh) | 2013-07-31 |
| BR112013013005A2 (pt) | 2016-08-09 |
| JP2012116091A (ja) | 2012-06-21 |
| CN103228449B (zh) | 2015-10-14 |
| EP2647503A1 (en) | 2013-10-09 |
| TWI510363B (zh) | 2015-12-01 |
| EP2647503A4 (en) | 2014-07-16 |
| KR101536490B1 (ko) | 2015-07-13 |
| US20130230712A1 (en) | 2013-09-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5099206B2 (ja) | メラミン化粧板 | |
| JP6500330B2 (ja) | メラミン樹脂金属化粧板の製造方法 | |
| JP5201173B2 (ja) | 表面層材料及びメラミン化粧板 | |
| JP5487853B2 (ja) | 不燃性化粧板 | |
| WO2012086032A1 (ja) | 表面層材料及びメラミン化粧板 | |
| JP6179632B2 (ja) | 不燃性化粧パネル | |
| JP6484946B2 (ja) | メラミン化粧板およびメラミン化粧板の製造方法 | |
| JP5625884B2 (ja) | 不燃性化粧パネル | |
| JP5990966B2 (ja) | 不燃性化粧パネル | |
| JP5682380B2 (ja) | 不燃化粧板 | |
| JP5842673B2 (ja) | 化粧パネルの製造方法 | |
| JP6331806B2 (ja) | 化粧板 | |
| JP5641312B2 (ja) | 不燃化粧板 | |
| JP5488440B2 (ja) | 表面層材料及びメラミン化粧板 | |
| JP6969621B2 (ja) | メラミン樹脂化粧板 | |
| JP6443191B2 (ja) | メラミン化粧板 | |
| JP2022131555A (ja) | 化粧板 | |
| TWI474922B (zh) | 表面層材料及三聚氰胺裝飾薄板 | |
| JP6592917B2 (ja) | メラミン化粧材およびメラミン化粧材の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 11845057 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011845057 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13884739 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 20137013617 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112013013005 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 112013013005 Country of ref document: BR Kind code of ref document: A2 Effective date: 20130524 |