WO2011122556A1 - 流体動圧軸受装置およびその組立方法 - Google Patents
流体動圧軸受装置およびその組立方法 Download PDFInfo
- Publication number
- WO2011122556A1 WO2011122556A1 PCT/JP2011/057631 JP2011057631W WO2011122556A1 WO 2011122556 A1 WO2011122556 A1 WO 2011122556A1 JP 2011057631 W JP2011057631 W JP 2011057631W WO 2011122556 A1 WO2011122556 A1 WO 2011122556A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- outer member
- thrust bearing
- bearing surface
- fluid dynamic
- radial
- Prior art date
Links
Images


























Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K5/00—Casings; Enclosures; Supports
- H02K5/04—Casings or enclosures characterised by the shape, form or construction thereof
- H02K5/16—Means for supporting bearings, e.g. insulating supports or means for fitting bearings in the bearing-shields
- H02K5/167—Means for supporting bearings, e.g. insulating supports or means for fitting bearings in the bearing-shields using sliding-contact or spherical cap bearings
- H02K5/1672—Means for supporting bearings, e.g. insulating supports or means for fitting bearings in the bearing-shields using sliding-contact or spherical cap bearings radially supporting the rotary shaft at both ends of the rotor
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C17/00—Sliding-contact bearings for exclusively rotary movement
- F16C17/10—Sliding-contact bearings for exclusively rotary movement for both radial and axial load
- F16C17/102—Sliding-contact bearings for exclusively rotary movement for both radial and axial load with grooves in the bearing surface to generate hydrodynamic pressure
- F16C17/107—Sliding-contact bearings for exclusively rotary movement for both radial and axial load with grooves in the bearing surface to generate hydrodynamic pressure with at least one surface for radial load and at least one surface for axial load
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/02—Parts of sliding-contact bearings
- F16C33/04—Brasses; Bushes; Linings
- F16C33/06—Sliding surface mainly made of metal
- F16C33/10—Construction relative to lubrication
- F16C33/1025—Construction relative to lubrication with liquid, e.g. oil, as lubricant
- F16C33/106—Details of distribution or circulation inside the bearings, e.g. details of the bearing surfaces to affect flow or pressure of the liquid
- F16C33/107—Grooves for generating pressure
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/02—Parts of sliding-contact bearings
- F16C33/04—Brasses; Bushes; Linings
- F16C33/06—Sliding surface mainly made of metal
- F16C33/12—Structural composition; Use of special materials or surface treatments, e.g. for rust-proofing
- F16C33/128—Porous bearings, e.g. bushes of sintered alloy
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/02—Parts of sliding-contact bearings
- F16C33/04—Brasses; Bushes; Linings
- F16C33/06—Sliding surface mainly made of metal
- F16C33/14—Special methods of manufacture; Running-in
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C43/00—Assembling bearings
- F16C43/02—Assembling sliding-contact bearings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2220/00—Shaping
- F16C2220/02—Shaping by casting
- F16C2220/04—Shaping by casting by injection-moulding
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2220/00—Shaping
- F16C2220/20—Shaping by sintering pulverised material, e.g. powder metallurgy
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2226/00—Joining parts; Fastening; Assembling or mounting parts
- F16C2226/10—Force connections, e.g. clamping
- F16C2226/12—Force connections, e.g. clamping by press-fit, e.g. plug-in
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2226/00—Joining parts; Fastening; Assembling or mounting parts
- F16C2226/10—Force connections, e.g. clamping
- F16C2226/14—Force connections, e.g. clamping by shrink fit, i.e. heating and shrinking part to allow assembly
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2226/00—Joining parts; Fastening; Assembling or mounting parts
- F16C2226/30—Material joints
- F16C2226/40—Material joints with adhesive
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2360/00—Engines or pumps
- F16C2360/46—Fans, e.g. ventilators
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K2205/00—Specific aspects not provided for in the other groups of this subclass relating to casings, enclosures, supports
- H02K2205/03—Machines characterised by thrust bearings
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K2213/00—Specific aspects, not otherwise provided for and not covered by codes H02K2201/00 - H02K2211/00
- H02K2213/09—Machines characterised by the presence of elements which are subject to variation, e.g. adjustable bearings, reconfigurable windings, variable pitch ventilators
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Power Engineering (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Chemical & Material Sciences (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Sliding-Contact Bearings (AREA)
- Mounting Of Bearings Or Others (AREA)
Abstract
Description
本願の発明者らは、前記課題を種々検討した結果、ラジアル軸受面とスラスト軸受面を備えた外方部材を板材のプレス加工により形成することと、ラジアル軸受面とスラスト軸受面を備えた内方部材を焼結金属製とするという着想に至った。
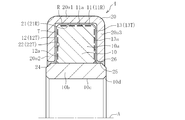
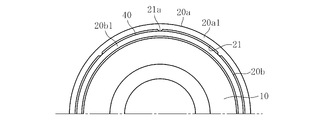
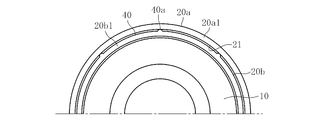
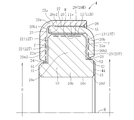
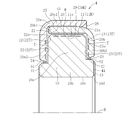
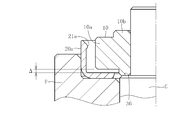
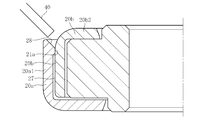
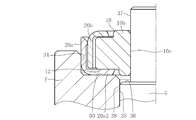
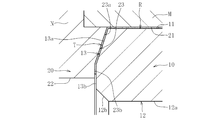
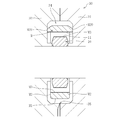
本願第2発明は、ラジアル軸受面、ラジアル軸受面の軸方向一方側に形成した一方のスラスト軸受面、及び、ラジアル軸受面の軸方向他方側に形成した他方のスラスト軸受面を備えた外方部材と、外方部材の半径方向内側に配置され、外方部材のラジアル軸受面及びスラスト軸受面のそれぞれに対向するラジアル軸受面及びスラスト軸受面を備えた内方部材とからなり、外方部材のラジアル軸受面と内方部材のラジアル軸受面との間にラジアル軸受隙間を形成し、かつ外方部材のスラスト軸受面と内方部材のスラスト軸受面との間にスラスト軸受隙間を形成し、これらのラジアル軸受隙間及びスラスト軸受隙間に潤滑油を介在させた流体動圧軸受装置において、外方部材が外側の外方部材と内側の外方部材とからなり、内側の外方部材にはラジアル軸受面と一方のスラスト軸受面が形成され、外側の外方部材には他方のスラスト軸受面が形成されると共に、内方部材の少なくともラジアル軸受面とスラスト軸受面を形成する部分が焼結金属からなるものであって、外側の外方部材の内周面と内側の外方部材の外周面とが嵌合されて組み立てられ、外側の外方部材の内周面と内側の外方部材の外周面の少なくとも一方に仮固定のための凸部を設けたことを特徴とするものである。
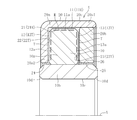
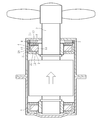
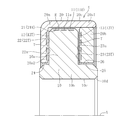
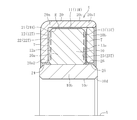
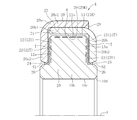
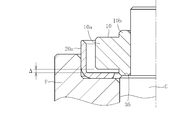
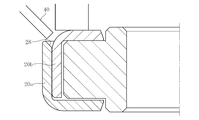
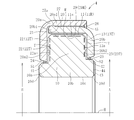
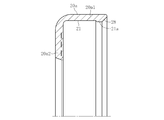
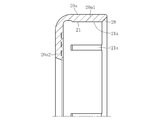
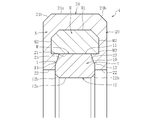
本願第3発明は、金属で形成された内方部材と、内方部材の外径側に配され、内方部材の外周面と径方向で対向する大径内周面、大径内周面の軸方向両側に設けられた小径内周面、及び、大径内周面と小径内周面との間に設けられ、内方部材の軸方向両端面と軸方向で対向する一対の肩面を有する外方部材と、内方部材の回転に伴って内方部材の外周面と外方部材の小径内周面との間に形成されるラジアル軸受隙間と、内方部材の軸方向両端面と外方部材の肩面との間に形成されるスラスト軸受隙間とを備えた流体動圧軸受装置であって、外方部材が、内方部材をインサート部品とした樹脂の射出成形品である流体動圧軸受装置を提供する。
以下に、本願第1発明の実施の形態を図1~17に基づいて説明する。
次に、本願第2発明の実施の形態を図18~33に基づいて説明する。
次に、本願第3発明の実施形態を図34~46に基づいて説明する。
2 回転軸
3 モータロータ
4 流体動圧軸受装置
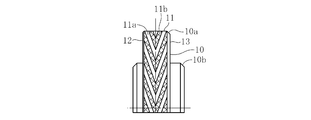
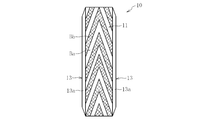
10 内方部材
10a 突出部
10b スリーブ部
11a 動圧溝
11R ラジアル軸受面
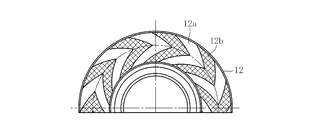
12a 動圧溝
12T スラスト軸受面
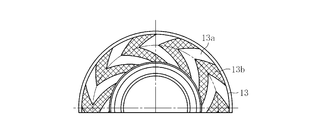
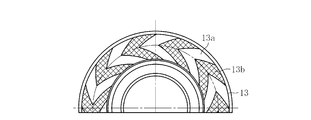
13a 動圧溝
13T スラスト軸受面
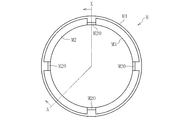
20 外方部材
20a 外側外方部材
20b 内側外方部材
21a 凸部
22a 動圧溝
22T スラスト軸受面
23a 動圧溝
23T スラスト軸受面
27a 凸部
29R ラジアル軸受面
40 ノズル
44 識別溝
A 外径寸法
B 外径寸法
F 固定治具
G 移動治具
H 軸線
R ラジアル軸受隙間
T スラスト軸受隙間
Claims (21)
- ラジアル軸受面とその軸方向両側に形成したスラスト軸受面を備えた外方部材と、この外方部材の内径側に配置され、前記ラジアル軸受面とスラスト軸受面のそれぞれに対向するラジアル軸受面とスラスト軸受面を備えた内方部材とからなり、前記外方部材と内方部材のラジアル軸受面間にラジアル軸受隙間を形成し、かつスラスト軸受面間にスラスト軸受隙間を形成し、これらの軸受隙間に潤滑油を介在させた流体動圧軸受装置において、
前記外方部材が、板材のプレス加工により成形された部材を有し、このプレス加工により前記ラジアル軸受面と少なくとも片側のスラスト軸受面が形成されていると共に、前記内方部材の少なくともラジアル軸受面とスラスト軸受面を形成する部分が焼結金属からなることを特徴とする流体動圧軸受装置。 - 前記内方部材のラジアル軸受面および前記外方部材のスラスト軸受面に、それぞれ動圧溝が形成されていることを特徴とする請求項1に記載の流体動圧軸受装置。
- 前記内方部材のラジアル軸受面およびスラスト軸受面の両方に動圧溝が形成され、前記外方部材のラジアル軸受面およびスラスト軸受面は平滑な面であることを特徴とする請求項1に記載の流体動圧軸受装置。
- 前記内方部材のラジアル軸受面の動圧溝が転造加工により形成されていることを特徴とする請求項2又は3に記載の流体動圧軸受装置。
- 前記外方部材のスラスト軸受面の動圧溝が前記プレス加工により形成されていることを特徴とする請求項2に記載の流体動圧軸受装置。
- 前記外方部材が第1外方部材と第2外方部材の2つの部材から形成され、第1外方部材が、円筒部及び該円筒部の軸方向一端に設けられた半径方向部とを有する縦断面略L字形状で、円筒部の内周面にラジアル軸受面が、半径方向部の内側面にスラスト軸受面が形成されると共に、第2外方部材が円盤形状で、その内側面にスラスト軸受面が形成されたものであって、前記円盤形状の第2外方部材の外周面が前記第1外方部材の円筒部の内周面に嵌合されていることを特徴とする請求項1~5のいずれか1項に記載の流体動圧軸受装置。
- 前記外方部材が第1外方部材と第2外方部材の2つの部材から形成され、これら2つの部材がいずれも円筒部及び該円筒部の一端に設けられた半径方向部とを有する縦断面形状略L字形状であり、第1外方部材の半径方向部の内側面にスラスト軸受面が形成されると共に、第2外方部材の円筒部の内周面にラジアル軸受面が、半径方向部の内側面にスラスト軸受面が形成されたものであって、第1外方部材の円筒部の内周面に第2外方部材の円筒部の外周面が嵌合されていることを特徴とする請求項1~5のいずれか1項に記載の流体動圧軸受装置。
- 前記第1外方部材と第2外方部材が、回転方向を識別するために、異なる色相の表面を有することを特徴とする請求項6又は請求項7に記載の流体動圧軸受装置。
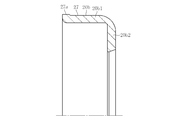
- 第1外方部材の円筒部の端面が第2外方部材の半径方向部の外側面より下がった位置にあることを特徴とする請求項6~8のいずれか1項に記載の流体動圧軸受装置。
- 前記第1外方部材の円筒部の内周面と第2外方部材の円筒部の外周面のいずれか一方に凸部が設けられていることを特徴とする請求項6~9のいずれか1項に記載の流体動圧軸受装置。
- 前記内方部材が、ラジアル軸受面とスラスト軸受面を形成する部分と、軸に嵌合する部分とからなり、当該2つの部分を一体の部材で構成したことを特徴とする請求項1~10のいずれか1項に記載の流体動圧軸受装置。
- 前記内方部材が、ラジアル軸受面とスラスト軸受面を形成する部分と、軸に嵌合する部分とからなり、当該2つの部分が別体の部材で構成され、前記ラジアル軸受面とスラスト軸受面を形成する部材が焼結金属からなることを請求項1~10のいずれか1項に記載の流体動圧軸受装置。
- 前記内方部材のラジアル軸受面とスラスト軸受面を形成する部分の焼結金属を、銅鉄系とし、銅の配合比率が20~80%であることを特徴とする請求項11又は請求項12に記載の流体動圧軸受装置。
- 前記内方部材のラジアル軸受面とスラスト軸受面を形成する部分の焼結金属は、少なくともラジアル軸受面の表面開孔率が2~20%であることを特徴とする請求項11~13のいずれか1項に記載の流体動圧軸受装置。
- 内部に潤滑油を入れた後、使用温度範囲を超える温度で油量調整が施されていることを特徴とする請求項1~14のいずれか1項に記載の流体動圧軸受装置。
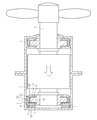
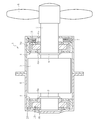
- 請求項1~15のいずれか1項に記載の流体動圧軸受装置を軸方向に離隔して配置し、隣り合う流体動圧軸受装置の間にモーターロータを配置してなる換気扇用モータ。
- ラジアル軸受面とその軸方向両側に形成したスラスト軸受面を備えた外側部材と、この外方部材の内径側に配置され、前記ラジアル軸受面とスラスト軸受面のそれぞれに対向するラジアル軸受面とスラスト軸受面を備えた内方部材とから構成されており、前記外方部材と内方部材のラジアル軸受面間にラジアル軸受隙間を形成し、かつ前記外方部材と内方部材のスラスト軸受面間にそれぞれスラスト軸受隙間を形成し、前記外方部材が、第1外方部材と第2外方部材の2つの部材からなり、それぞれの内側面に前記スラスト軸受面が形成された流体動圧軸受装置の組み立て方法であって、
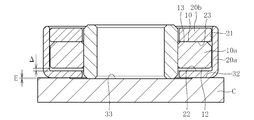
前記第1外方部材のスラスト軸受面に前記内方部材の一方のスラスト軸受面を当接させた後、前記内方部材を前記第1外方部材から前記スラスト軸受隙間の合計量だけ離隔させ、その状態で、前記内方部材の他方のスラスト軸受面に前記第2外方部材のスラスト軸受面が当接するまで、前記第2外方部材を前記第1外方部材に押し込むことを特徴とする流体動圧軸受装置の組み立て方法。 - 前記内方部材が、ラジアル軸受面とスラスト軸受面を有する突出部と、回転軸に嵌合するスリーブ部とを別体に備え、
前記第1外方部材のスラスト軸受面に前記内方部材の突出部の一方のスラスト軸受面を当接させた後、前記スリーブ部を前記突出部に圧入することを特徴とする請求項17に記載の流体動圧軸受装置の組み立て方法。 - 前記第1外方部材のスラスト軸受面に内方部材の突出部の一方のスラスト軸受面を当接させる工程は、載置面と底面を備えた第1治具の載置面上に前記第1外方部材を設置し、この第1外方部材のスラスト軸受面に当接するよう前記内方部材の突出部を挿入し、その後、前記スリーブ部を、その端面が第1治具の底面に当接するまで突出部に圧入することにより行い、
その後、前記第1治具とは異なる載置面と底面を備えた第2治具の載置面上に、第1外方部材と内方部材のセットを設置し、前記スリーブ部の端面を第2治具の底面に当接させることにより、前記内方部材を第1外方部材から前記スラスト軸受隙間の合計量だけ隔離させることを特徴とする請求項18に記載の流体動圧軸受装置の組み立て方法。 - 前記内方部材が一体構造であり、前記第1外方部材のスラスト軸受面に内方部材の一方のスラスト軸受面を当接させる工程は、固定治具と移動治具を使用して行われ、固定治具の上に前記第1外方部材を設置し、この第1外方部材のスラスト軸受面に当接するよう内方部材を挿入し、その後、移動治具により前記内方部材を第1外方部材から前記スラスト軸受隙間の合計量だけ上方に隔離させることを特徴とする請求項17に記載の流体動圧軸受装置の組み立て方法。
- 前記第2外方部材を第1外方部材に押し込んだ状態で、接着剤を注入することを特徴とする請求項17~20のいずれか1項に記載の流体動圧軸受装置の組み立て方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201180016768.2A CN102844576B (zh) | 2010-03-29 | 2011-03-28 | 流体动压轴承装置及其组装方法 |
| EP11762780.2A EP2554859B1 (en) | 2010-03-29 | 2011-03-28 | Fluid dynamic bearing unit and assembly method for same |
| US13/580,091 US9154012B2 (en) | 2010-03-29 | 2011-03-28 | Fluid dynamic bearing device and assembly method for same |
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010-074454 | 2010-03-29 | ||
| JP2010074454A JP2011208670A (ja) | 2010-03-29 | 2010-03-29 | 流体動圧軸受装置及びその製造方法 |
| JP2010-103394 | 2010-04-28 | ||
| JP2010103394A JP5528897B2 (ja) | 2010-04-28 | 2010-04-28 | 流体動圧軸受装置およびその組み立て方法 |
| JP2010186055A JP2012042035A (ja) | 2010-08-23 | 2010-08-23 | 流体動圧軸受装置およびその組立方法 |
| JP2010-186055 | 2010-08-23 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2011122556A1 true WO2011122556A1 (ja) | 2011-10-06 |
Family
ID=44712252
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2011/057631 WO2011122556A1 (ja) | 2010-03-29 | 2011-03-28 | 流体動圧軸受装置およびその組立方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US9154012B2 (ja) |
| EP (1) | EP2554859B1 (ja) |
| CN (1) | CN102844576B (ja) |
| WO (1) | WO2011122556A1 (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5335621B2 (ja) | 2009-08-28 | 2013-11-06 | Ntn株式会社 | すべり軸受およびこれを備えるすべり軸受ユニット、並びにこの軸受ユニットを備えるモータ |
| JP6100046B2 (ja) * | 2013-03-19 | 2017-03-22 | Ntn株式会社 | 流体動圧軸受装置およびこれを備えるモータ |
| JP6189065B2 (ja) * | 2013-03-25 | 2017-08-30 | Ntn株式会社 | 流体動圧軸受装置およびその組立方法 |
| US10424988B2 (en) * | 2013-04-05 | 2019-09-24 | General Electric Company | Downhole electric submersible pumps with high rotordynamic stability margin |
| EP2803875B1 (en) * | 2013-05-13 | 2019-03-13 | Aktiebolaget SKF | Landing bearing and magnetic bearing assembly |
| EP2803874B1 (en) * | 2013-05-13 | 2019-08-14 | Aktiebolaget SKF | Landing bearing and magnetic bearing assembly |
| JP6502068B2 (ja) * | 2014-11-20 | 2019-04-17 | Ntn株式会社 | 流体動圧軸受装置の製造方法 |
| EP3104031B1 (en) * | 2015-06-10 | 2019-08-07 | MAHLE International GmbH | Sliding element comprising a flexible adhesive |
| DE102018220462A1 (de) * | 2018-11-28 | 2020-05-28 | Hanon Systems Efp Deutschland Gmbh | Elektrisch angetriebene Maschine, insbesondere Pumpe |
| TWI715450B (zh) * | 2020-02-25 | 2021-01-01 | 建準電機工業股份有限公司 | 軸承系統及其止推板 |
| CN112128246B (zh) * | 2020-09-22 | 2022-08-12 | 东南大学 | 一种轴向小孔常压供水动静压螺旋槽推力轴承 |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10311331A (ja) * | 1997-05-09 | 1998-11-24 | Matsushita Seiko Co Ltd | スラスト軸受 |
| JP2000249142A (ja) | 1999-03-03 | 2000-09-12 | Nsk Ltd | 転がり軸受 |
| JP2001132738A (ja) * | 1999-11-02 | 2001-05-18 | Seiko Instruments Inc | フランジ付シャフトの組立方法、及び流体動圧軸受 |
| JP2004108550A (ja) * | 2002-09-20 | 2004-04-08 | Koyo Seiko Co Ltd | 動圧軸受装置 |
| JP2004353871A (ja) * | 1996-12-25 | 2004-12-16 | Ntn Corp | 動圧型多孔質含油軸受 |
| JP2006189081A (ja) * | 2005-01-05 | 2006-07-20 | Ntn Corp | 流体軸受装置 |
| JP2007024089A (ja) * | 2005-07-12 | 2007-02-01 | Ntn Corp | 動圧軸受装置およびモータ |
| JP2007051717A (ja) * | 2005-08-18 | 2007-03-01 | Ntn Corp | 動圧軸受装置の製造方法 |
| JP2007162950A (ja) * | 2001-11-13 | 2007-06-28 | Ntn Corp | 流体軸受装置 |
| JP2008190711A (ja) * | 2006-07-21 | 2008-08-21 | Ntn Corp | 動圧軸受装置の製造方法 |
| JP2008267531A (ja) * | 2007-04-23 | 2008-11-06 | Ntn Corp | 動圧軸受装置の製造方法 |
| JP2008298235A (ja) * | 2007-06-01 | 2008-12-11 | Ntn Corp | 流体軸受装置及びその組み立て方法 |
| JP2009008160A (ja) * | 2007-06-28 | 2009-01-15 | Nippon Densan Corp | 流体動圧軸受機構、流体動圧軸受機構の製造方法およびモータ |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5941646A (en) | 1996-12-25 | 1999-08-24 | Ntn Corporation | Hydrodynamic type porous oil-impregnated bearing and bearing device |
| US6536983B1 (en) * | 2000-01-20 | 2003-03-25 | Engineered Controls International Inc. | Crimp joint for pressure containing gas and fluid distribution devices |
| DE10024953A1 (de) * | 2000-05-22 | 2001-11-29 | Richter Chemie Tech Itt Gmbh | Kreiselpumpe mit Magnetkupplung |
| US7048444B2 (en) | 2001-11-13 | 2006-05-23 | Ntn Corporation | Fluid lubricated bearing device |
| US7296931B2 (en) | 2002-11-13 | 2007-11-20 | Ntn Corporation | Fluid lubricated bearing device |
| US20070230843A1 (en) | 2006-01-06 | 2007-10-04 | Tetsuya Kurimura | Fluid lubricated bearing device |
| US20040120619A1 (en) * | 2002-12-18 | 2004-06-24 | Dong-Yeh Chai | Independent rotational supportive pad with use of flat bearing ring plate for CRT/TFT-LCD/PDP television monitor, computer monitor, stereo speaker, laptop computers and dinner dishes |
| JP3686665B2 (ja) * | 2004-07-28 | 2005-08-24 | Ntn株式会社 | 動圧型軸受ユニット及びその製造方法 |
| CN102588428B (zh) | 2005-01-05 | 2014-12-10 | Ntn株式会社 | 流体润滑轴承装置和具有其的电机 |
| JP2006342975A (ja) * | 2006-09-25 | 2006-12-21 | Ntn Corp | 動圧型軸受装置 |
| DE102007019642B4 (de) | 2007-04-26 | 2014-09-04 | Minebea Co., Ltd. | Fluiddynamisches Lagersystem |
| WO2010004828A1 (ja) * | 2008-07-08 | 2010-01-14 | Ntn株式会社 | 流体動圧軸受装置 |
| JP5335621B2 (ja) * | 2009-08-28 | 2013-11-06 | Ntn株式会社 | すべり軸受およびこれを備えるすべり軸受ユニット、並びにこの軸受ユニットを備えるモータ |
-
2011
- 2011-03-28 US US13/580,091 patent/US9154012B2/en not_active Expired - Fee Related
- 2011-03-28 CN CN201180016768.2A patent/CN102844576B/zh not_active Expired - Fee Related
- 2011-03-28 WO PCT/JP2011/057631 patent/WO2011122556A1/ja active Application Filing
- 2011-03-28 EP EP11762780.2A patent/EP2554859B1/en not_active Not-in-force
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004353871A (ja) * | 1996-12-25 | 2004-12-16 | Ntn Corp | 動圧型多孔質含油軸受 |
| JPH10311331A (ja) * | 1997-05-09 | 1998-11-24 | Matsushita Seiko Co Ltd | スラスト軸受 |
| JP2000249142A (ja) | 1999-03-03 | 2000-09-12 | Nsk Ltd | 転がり軸受 |
| JP2001132738A (ja) * | 1999-11-02 | 2001-05-18 | Seiko Instruments Inc | フランジ付シャフトの組立方法、及び流体動圧軸受 |
| JP2007162950A (ja) * | 2001-11-13 | 2007-06-28 | Ntn Corp | 流体軸受装置 |
| JP2004108550A (ja) * | 2002-09-20 | 2004-04-08 | Koyo Seiko Co Ltd | 動圧軸受装置 |
| JP2006189081A (ja) * | 2005-01-05 | 2006-07-20 | Ntn Corp | 流体軸受装置 |
| JP2007024089A (ja) * | 2005-07-12 | 2007-02-01 | Ntn Corp | 動圧軸受装置およびモータ |
| JP2007051717A (ja) * | 2005-08-18 | 2007-03-01 | Ntn Corp | 動圧軸受装置の製造方法 |
| JP2008190711A (ja) * | 2006-07-21 | 2008-08-21 | Ntn Corp | 動圧軸受装置の製造方法 |
| JP2008267531A (ja) * | 2007-04-23 | 2008-11-06 | Ntn Corp | 動圧軸受装置の製造方法 |
| JP2008298235A (ja) * | 2007-06-01 | 2008-12-11 | Ntn Corp | 流体軸受装置及びその組み立て方法 |
| JP2009008160A (ja) * | 2007-06-28 | 2009-01-15 | Nippon Densan Corp | 流体動圧軸受機構、流体動圧軸受機構の製造方法およびモータ |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2554859A4 * |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102844576B (zh) | 2015-12-02 |
| CN102844576A (zh) | 2012-12-26 |
| US20120315169A1 (en) | 2012-12-13 |
| EP2554859B1 (en) | 2017-03-22 |
| EP2554859A1 (en) | 2013-02-06 |
| EP2554859A4 (en) | 2014-03-19 |
| US9154012B2 (en) | 2015-10-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2011122556A1 (ja) | 流体動圧軸受装置およびその組立方法 | |
| US9127710B2 (en) | Slide bearing, slide bearing unit with same, and motor with the bearing unit | |
| US20090092347A1 (en) | Fluid dynamic bearing device | |
| JP5528897B2 (ja) | 流体動圧軸受装置およびその組み立て方法 | |
| JP2012042035A (ja) | 流体動圧軸受装置およびその組立方法 | |
| JP2011208670A (ja) | 流体動圧軸受装置及びその製造方法 | |
| JP2016041958A (ja) | 軸受装置及びモータ | |
| WO2012043575A1 (ja) | 流体動圧軸受装置およびその組立方法 | |
| JP6087066B2 (ja) | 流体動圧軸受装置、及び、流体動圧軸受装置の製造方法 | |
| JP5832849B2 (ja) | 流体動圧軸受装置およびその製造方法 | |
| JPH0932856A (ja) | 滑り軸受及びその製造方法 | |
| JP6261922B2 (ja) | 流体動圧軸受装置及び内方部材の製造方法 | |
| JP4916941B2 (ja) | 流体軸受装置およびその製造方法 | |
| JP2006292161A (ja) | 軸受ユニットおよびその製造方法 | |
| JP6189065B2 (ja) | 流体動圧軸受装置およびその組立方法 | |
| JP2012072816A (ja) | 流体動圧軸受装置およびその組立方法 | |
| WO2012098797A1 (ja) | モータ | |
| JP6668098B2 (ja) | 流体動圧軸受装置 | |
| JP2011206121A (ja) | 歯科ハンドピース用流体動圧軸受装置および歯科ハンドピース | |
| CN117728617A (zh) | 一种轴承座及电机 | |
| JP2008303989A (ja) | 流体動圧軸受機構およびモータ | |
| JP2007255602A (ja) | 油圧ポンプ・モータ用ころ軸受 | |
| JP2004263746A (ja) | ころ軸受 | |
| JP2004060761A (ja) | ころ軸受 | |
| JP2010249217A (ja) | 流体軸受装置およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201180016768.2 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 11762780 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13580091 Country of ref document: US |
|
| REEP | Request for entry into the european phase |
Ref document number: 2011762780 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011762780 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1201005070 Country of ref document: TH |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 8817/CHENP/2012 Country of ref document: IN |