WO1991011547A1 - Verfahren und vorrichtung zum schnellspinnen von monofilamenten und damit hergestellte monofilamente - Google Patents
Verfahren und vorrichtung zum schnellspinnen von monofilamenten und damit hergestellte monofilamente Download PDFInfo
- Publication number
- WO1991011547A1 WO1991011547A1 PCT/CH1991/000027 CH9100027W WO9111547A1 WO 1991011547 A1 WO1991011547 A1 WO 1991011547A1 CH 9100027 W CH9100027 W CH 9100027W WO 9111547 A1 WO9111547 A1 WO 9111547A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- monofilaments
- friction
- friction element
- friction surface
- monofilament
- Prior art date
Links
Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/12—Stretch-spinning methods
- D01D5/16—Stretch-spinning methods using rollers, or like mechanical devices, e.g. snubbing pins
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/29—Coated or structually defined flake, particle, cell, strand, strand portion, rod, filament, macroscopic fiber or mass thereof
- Y10T428/2913—Rod, strand, filament or fiber
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/29—Coated or structually defined flake, particle, cell, strand, strand portion, rod, filament, macroscopic fiber or mass thereof
- Y10T428/2913—Rod, strand, filament or fiber
- Y10T428/298—Physical dimension
Definitions
- the present invention relates to a method for high-speed spinning a family of thermoplastic monofilaments with a single titer of 1 to 30 dtex and a device for carrying out the method, as well as the monofilaments produced thereafter.
- Fine monofilaments up to about 33 dtex are spun at spinning speeds of less than 1000 m / min, cooled with blown air, wound up and drawn separately in a second operation at about 750 m / min.
- the object of the invention is to provide a process for the production of fine monofilaments which achieves and / or improves the properties of known monofilaments without a separate stretching process at high winding speeds.
- Another object is to vary the method in such a way that desired properties of the monofilaments can be achieved by the setting parameters of the device.
- the above-mentioned object is achieved in that the melt-spun monofilaments are passed directly over a friction element during the cooling by means of blown air ", then are spin-prepared and wound up.
- the winding speed is 3000 to 6000 m / min., Preferably 4000 to 5000 m / min.
- thermoplastics such as all kinds of polyesters, polyamides, in particular those known as nylon 66 or nylon 6, and also polyacrylic, polyvinylidene fluoride, made of polyethylene or polypropylene.
- the device for carrying out the method essentially consists of a friction element which is arranged between the spinneret and the device for the preparation application.
- the friction element is preferably fork-shaped formed, rotatable and movable in its distance from the spinneret.
- the two opposite friction surfaces, an upper friction surface and a lower friction surface are arranged axially parallel.
- a friction element which has been set and fixed once at a distance from the spinneret can be rotated about its axis continuously or in fixed steps in such a way that a desired tension can be provided on the thread lying between the friction surfaces.
- the gradual adjustment has the advantage that the desired positions can be precisely re-adjusted at any time and a constant, reproducible thread tension is guaranteed.
- the friction element can consist of a plurality of pins which have a cylindrical but also an oval surface. However, other bodies with curved surfaces can also be used.
- a distance of the friction elements from the spinneret that is 20 to 280 cm, depending on the desired final titer of the monofilament.
- the twist angle ⁇ between the thread path and the common axis of the friction element surfaces should be 0 to 40 degrees of angle and the wrap angle of the friction element / monofilament should be 50 "to 150 *.
- the monofilament produced by the process should also meet the following conditions. a) an elongation of 20-45% b) a strength of 36-60 cN / tex c) a cooking shrinkage of 2-15% d) an irregularity of ⁇ 1% Uster and e) a uniform and round cross-section.
- the invention is to be illustrated schematically on the basis of a drawing.
- Fig. 1 The arrangement of the friction elements according to the invention in the region of a blow shaft with several monofilaments.
- a spinneret is shown schematically at 1 in FIG.
- a friction element 3 is arranged between the spinneret 1 and a winder 7.
- the height of the friction element 3, as indicated by arrows, is adjustable.
- the friction element 3 consists of a friction surface 4 and a friction surface 5, which are arranged around an axis 8.
- the friction element 3 is rotatable so that a monofilament 2 or a family of monofilaments which is passed between the friction surface 4 and the friction surface 5 and which is represented by the monofilaments 2 and 2 'delimiting the thread family are subjected to a frictional force can.
- a device 6 for applying a spin finish is provided between the friction element 3 and the winder 7.
- Fig. 2 the rotatability of the friction element is indicated by arrows.
- Fig. 2a the monofilament 2 passes between the friction surface 4 and the friction surface 5.
- Figure 2b the friction element 3 and the friction surfaces 4 and 5 are shown in side view.
- FIG. 3 the height adjustment of the Reib comprise ⁇ 3 as a whole unit and that of the friction surface 5 compared to 4 is indicated by the double arrows.
- Fig. 3a the thread leads between the frosted surface 4 and the friction surface 5.
- Figure 3b is a side view of Figure 3a.
- Fig. 4b is a side view of Fig. 4a.
- a group of threads emerges from the spinneret 1, consisting of the monofilaments 2, 2 'delimiting the group, which run parallel through the friction element at high speed and are stretched over the friction surface 4 and the friction surface 5 by means of the winder 7.
- a suitable spin preparation 6 is applied on the path between the friction element 3 and the winder 7. If necessary, a godet can also be arranged between the friction element and the winder.
- the resulting monofilament is a finished product for further processing.
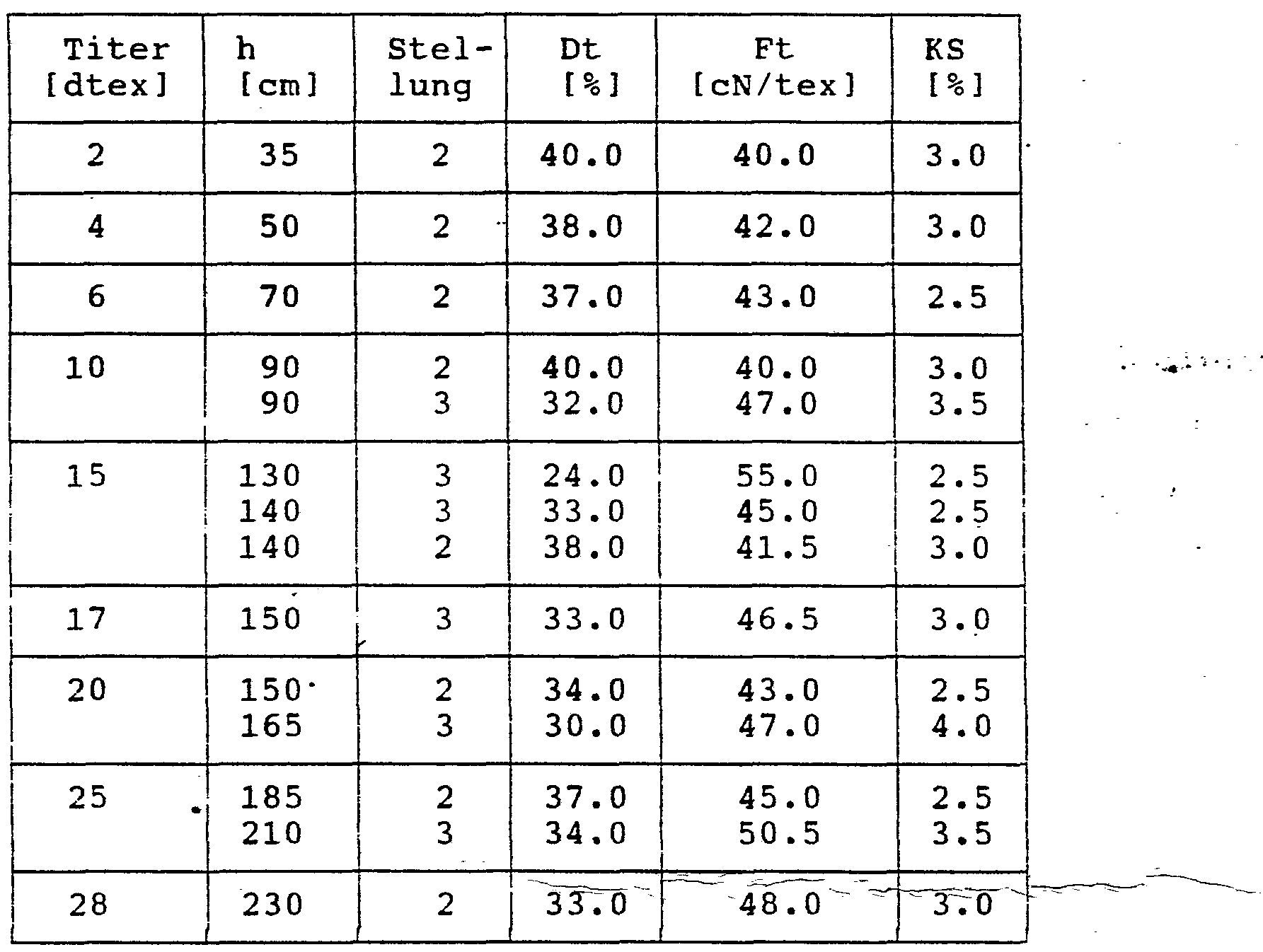
- Polyester with a Vl of 74 dl / g and a melt temperature of approx. 287 * C is extruded through a spinneret 1 x 6 / 0.33 / 4D and drawn off at a speed of 5000 m / min and blowing air with 0.25 - 0.4 m / s cooled.
- the distance between the spinneret and the friction element is 30-160 cm, depending on the titer.
- a spinning preparation is applied to the thread at a distance of h + 40 cm.
- the adjustment of the friction elements (Fig. 2) was carried out in three different stages, 0 ⁇ , 20 * and 40 °, measured against the direction of the thread. The measurement results are shown in Table 1. (Winding speed 5000 m / min)
- the wrap angle is (friction element according to FIG. 2) when in position
- Table 2 shows the yarn parameters of a test with a winding speed of 4000 m / min. summarized. Other spinning conditions as in Example 1.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Spinning Methods And Devices For Manufacturing Artificial Fibers (AREA)
- Prostheses (AREA)
- Artificial Filaments (AREA)
Abstract
Description


Claims
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP91903030A EP0466868B1 (de) | 1990-02-05 | 1991-02-05 | Verfahren zum schnellspinnen von monofilamenten und damit hergestellte monofilamente |
| DE59107297T DE59107297D1 (de) | 1990-02-05 | 1991-02-05 | Verfahren zum schnellspinnen von monofilamenten und damit hergestellte monofilamente |
| BR919104410A BR9104410A (pt) | 1990-02-05 | 1991-02-05 | Processo e dispositivo para fiacao em alta velocidade de um conjunto de filamentos termoplasticos,e monofilamentos produzidos a partir dos mesmos |
| KR1019910701246A KR920701536A (ko) | 1990-02-05 | 1991-02-05 | 모노필라멘트의 고속 방적 방법 및 장치, 및 그에 의해 제조된 모노필라멘트 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH354/90-9 | 1990-02-05 | ||
| CH35490 | 1990-02-05 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO1991011547A1 true WO1991011547A1 (de) | 1991-08-08 |
Family
ID=4185113
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/CH1991/000027 WO1991011547A1 (de) | 1990-02-05 | 1991-02-05 | Verfahren und vorrichtung zum schnellspinnen von monofilamenten und damit hergestellte monofilamente |
Country Status (8)
| Country | Link |
|---|---|
| US (2) | US5266254A (de) |
| EP (1) | EP0466868B1 (de) |
| JP (1) | JPH04506550A (de) |
| KR (1) | KR920701536A (de) |
| BR (1) | BR9104410A (de) |
| CA (1) | CA2049989A1 (de) |
| DE (1) | DE59107297D1 (de) |
| WO (1) | WO1991011547A1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5518670A (en) * | 1993-10-22 | 1996-05-21 | Bayer Aktiengesellschaft | Continuous process for melt-spinning monofilaments |
| US6036895A (en) * | 1996-01-03 | 2000-03-14 | Bayer Faser Gmbh | Process and device for the formation of monofilaments produced by melt-spinning |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0658222A1 (de) * | 1993-07-02 | 1995-06-21 | Rhone-Poulenc Viscosuisse Sa | Verfahren zur herstellung von schmutzabweisenden und abrasionsbeständigen monofilamenten und deren verwendung |
| US20030050692A1 (en) * | 2000-12-22 | 2003-03-13 | Avantec Vascular Corporation | Delivery of therapeutic capable agents |
| DE102009042229A1 (de) * | 2009-09-18 | 2011-04-14 | Oerlikon Textile Gmbh & Co. Kg | Vorrichtung zum Schmelzspinnen, Behandeln und Aufwickeln eines multifilen Fadens |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB712779A (en) * | 1951-03-14 | 1954-07-28 | Perfogit Spa | Improved method of and apparatus for drawing or stretching textile filaments especially of synthetic materials |
| EP0176937A2 (de) * | 1984-09-27 | 1986-04-09 | Norddeutsche Faserwerke GmbH | Verfahren zum Herstellen von Glattgarn |
| DE3609209A1 (de) * | 1986-03-19 | 1987-09-24 | Akzo Gmbh | Verfahren zur herstellung schmelzgesponnener und molekularorientierend verstreckter, kristalliner filamente |
| DE3823337A1 (de) * | 1987-07-18 | 1989-01-26 | Barmag Barmer Maschf | Verfahren zum herstellen von glattgarn |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3511905A (en) * | 1967-08-22 | 1970-05-12 | Viscose Suisse Soc | Process for the preparation of synthetic polymer filaments |
| US3899562A (en) * | 1970-04-15 | 1975-08-12 | Vickers Zimmer Ag | Process for the production of mixed yarns |
| US3715421A (en) * | 1970-04-15 | 1973-02-06 | Viscose Suisse Soc D | Process for the preparation of polyethylene terephthalate filaments |
| DE2347801A1 (de) * | 1973-09-22 | 1975-04-10 | Metallgesellschaft Ag | Verfahren zur herstellung vororientierter endlosfaeden |
| JPS52137022A (en) * | 1976-05-12 | 1977-11-16 | Teijin Ltd | Production of synthetic fibers |
| DE2840988C2 (de) * | 1978-09-21 | 1986-01-23 | Akzo Gmbh, 5600 Wuppertal | Verfahren zur Herstellung von Monofilen |
| JPS5545644A (en) * | 1978-09-29 | 1980-03-31 | Microbial Chem Res Found | 6'-c-alkyl-3'-deoxykanamycin b or 6'-c-alkyl-3',4'-dideoxykanamycin b and their preparation |
| DE3173948D1 (en) * | 1980-02-18 | 1986-04-10 | Ici Plc | Process for forming a continuous filament yarn from a melt spinnable polyethylene terephthalat and novel polyester yarns produced by the process |
| DE3370976D1 (en) * | 1982-05-28 | 1987-05-21 | Asahi Chemical Ind | Easily dyeable polyethylene terephtalate fibre and process for preparing the same |
| JPS59125904A (ja) * | 1982-12-27 | 1984-07-20 | Teijin Ltd | 分繊用ポリエステルマルチフイラメントの製造法 |
| FR2540893B1 (fr) * | 1983-02-16 | 1985-11-08 | Rhone Poulenc Fibres | Procede simplifie de filage de polyamide a grande vitesse |
| DD273291A1 (de) * | 1983-06-30 | 1989-11-08 | Ulrich Worreschk | Anordnung zur erhoehung der kristallitorientierung in schnellgesponnenen polyesterfaeden |
| JPH0674526B2 (ja) * | 1984-04-10 | 1994-09-21 | 株式会社クラレ | 紡糸直結延伸ポリエステル糸の製造法 |
| DE3534079C2 (de) * | 1984-09-27 | 1986-08-07 | Norddeutsche Faserwerke GmbH, 2350 Neumünster | Verfahren zum Herstellen von Glattgarn |
| JPS6228404A (ja) * | 1985-07-26 | 1987-02-06 | シ−サ− スマ− パクハ | 合成材料の前延伸モノフイラメント糸の製造法 |
| JPH01111011A (ja) * | 1987-10-23 | 1989-04-27 | Unitika Ltd | ナイロン46繊維の製造方法 |
| DE3819913A1 (de) * | 1988-06-11 | 1989-12-21 | Davy Mckee Ag | Verfahren zur herstellung gleichmaessiger poy-filamente |
| US5087401A (en) * | 1988-11-24 | 1992-02-11 | Toray Industries, Inc. | Process for preparing polyester filamentary material |
| US5171504A (en) * | 1991-03-28 | 1992-12-15 | North Carolina State University | Process for producing high strength, high modulus thermoplastic fibers |
-
1991
- 1991-02-05 KR KR1019910701246A patent/KR920701536A/ko not_active Application Discontinuation
- 1991-02-05 CA CA002049989A patent/CA2049989A1/en not_active Abandoned
- 1991-02-05 JP JP3503024A patent/JPH04506550A/ja active Pending
- 1991-02-05 DE DE59107297T patent/DE59107297D1/de not_active Revoked
- 1991-02-05 WO PCT/CH1991/000027 patent/WO1991011547A1/de not_active Application Discontinuation
- 1991-02-05 BR BR919104410A patent/BR9104410A/pt not_active Application Discontinuation
- 1991-02-05 EP EP91903030A patent/EP0466868B1/de not_active Revoked
- 1991-02-05 US US07/761,935 patent/US5266254A/en not_active Expired - Fee Related
-
1993
- 1993-04-27 US US08/050,157 patent/US5431999A/en not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB712779A (en) * | 1951-03-14 | 1954-07-28 | Perfogit Spa | Improved method of and apparatus for drawing or stretching textile filaments especially of synthetic materials |
| EP0176937A2 (de) * | 1984-09-27 | 1986-04-09 | Norddeutsche Faserwerke GmbH | Verfahren zum Herstellen von Glattgarn |
| DE3609209A1 (de) * | 1986-03-19 | 1987-09-24 | Akzo Gmbh | Verfahren zur herstellung schmelzgesponnener und molekularorientierend verstreckter, kristalliner filamente |
| DE3823337A1 (de) * | 1987-07-18 | 1989-01-26 | Barmag Barmer Maschf | Verfahren zum herstellen von glattgarn |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5518670A (en) * | 1993-10-22 | 1996-05-21 | Bayer Aktiengesellschaft | Continuous process for melt-spinning monofilaments |
| US5785997A (en) * | 1993-10-22 | 1998-07-28 | Bayer Aktiengesellschaft | Continuous process for melt-spinning monofilaments |
| US6036895A (en) * | 1996-01-03 | 2000-03-14 | Bayer Faser Gmbh | Process and device for the formation of monofilaments produced by melt-spinning |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0466868B1 (de) | 1996-01-24 |
| EP0466868A1 (de) | 1992-01-22 |
| JPH04506550A (ja) | 1992-11-12 |
| DE59107297D1 (de) | 1996-03-07 |
| CA2049989A1 (en) | 1991-08-06 |
| KR920701536A (ko) | 1992-08-12 |
| US5431999A (en) | 1995-07-11 |
| US5266254A (en) | 1993-11-30 |
| BR9104410A (pt) | 1992-04-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2747803C2 (de) | ||
| DE60316432T2 (de) | Verfahren zum schnellspinnen von hochfesten polyamidfilamenten | |
| DE19653451C2 (de) | Verfahren zur Herstellung eines Polyester-Multifilamentgarnes | |
| EP0754790A2 (de) | Verfahren und Vorrichtung zum Heizen eines synthetischen Fadens | |
| DE69518988T2 (de) | Verfahren zur herstellung eines polyesterendlosfilamentgarnes, verwendung des filamentgarnes und davon hergestelltes cord | |
| EP0173221B1 (de) | Hochfestes Polyestergarn und Verfahren zu seiner Herstellung | |
| DE69515089T2 (de) | Heterofilament-Verbundgarn und verstärkte Bündel aus Heterofilamenten und Draht | |
| DE69117341T2 (de) | Vorrichtung zum Schmelzspinnen von synthetischen Polymeren | |
| DE1660244A1 (de) | Verfahren und Schmelzspinnkopf zur Herstellung von gekraeuselten Faeden durch Schmelzspinnen von thermoplastischen Polymeren mit Hilfe einer Spinnduese | |
| DE19746878B4 (de) | Verfahren zur Herstellung eines Mehrkomponentenfadens | |
| WO1991011547A1 (de) | Verfahren und vorrichtung zum schnellspinnen von monofilamenten und damit hergestellte monofilamente | |
| WO2001048279A2 (de) | Verfahren zum spinnstrecken von polymeren | |
| EP1352114A1 (de) | Verfahren zum spinnstrecken von schmelzgesponnenen garnen | |
| EP2737113B1 (de) | Verfahren und vorrichtung zur herstellung eines endlosen fadens | |
| DE2347801A1 (de) | Verfahren zur herstellung vororientierter endlosfaeden | |
| DE2313474C3 (de) | Verfahren zum Herstellen von Filamentgarn mit abstehenden Filamentenden | |
| EP1521869B1 (de) | Spinnverfahren | |
| DE2211843A1 (de) | Verwendung unverstreckter polyaethylenterephthalatfaeden | |
| DE2025815B2 (de) | Verfahren und Vorrichtung zum Strecken von synthetischen thermoplastischen Fäden aus organischem Polymerisat | |
| EP1819854B1 (de) | Verfahren und vorrichtung zum führen und verwirbeln eines multifilen fadens | |
| CH705306B1 (de) | Verfahren und Vorrichtung zur Herstellung eines HMLS-Garnes aus einer Polyesterschmelze. | |
| DE69803610T2 (de) | Hochorientierte Polymerfaser und Verfahren zu ihrer Herstellung | |
| EP1728902A1 (de) | Verfahren und Vorrichtung zur Herstellung von Kunstgras | |
| DE19829164A1 (de) | Elastanfäden und Verfahren zu ihrer Herstellung | |
| DE2246324A1 (de) | Verfahren zur herstellung von polyamidund polyesterfadengarn hoher festigkeit |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AK | Designated states |
Kind code of ref document: A1 Designated state(s): BR CA JP KR US |
|
| AL | Designated countries for regional patents |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FR GB GR IT LU NL SE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1991903030 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2049989 Country of ref document: CA |
|
| WWP | Wipo information: published in national office |
Ref document number: 1991903030 Country of ref document: EP |
|
| WWG | Wipo information: grant in national office |
Ref document number: 1991903030 Country of ref document: EP |
|
| WWW | Wipo information: withdrawn in national office |
Ref document number: 1991903030 Country of ref document: EP |