RU2300579C2 - Способ нанесения покрытия на поверхность металлического материала, устройство для его осуществления и полученное изделие - Google Patents
Способ нанесения покрытия на поверхность металлического материала, устройство для его осуществления и полученное изделие Download PDFInfo
- Publication number
- RU2300579C2 RU2300579C2 RU2005106284/02A RU2005106284A RU2300579C2 RU 2300579 C2 RU2300579 C2 RU 2300579C2 RU 2005106284/02 A RU2005106284/02 A RU 2005106284/02A RU 2005106284 A RU2005106284 A RU 2005106284A RU 2300579 C2 RU2300579 C2 RU 2300579C2
- Authority
- RU
- Russia
- Prior art keywords
- coating
- metal
- layer
- strip
- coating layer
- Prior art date
Links
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/30—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer
- C23C28/32—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one pure metallic layer
- C23C28/322—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one pure metallic layer only coatings of metal elements only
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/30—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer
- C23C28/32—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one pure metallic layer
- C23C28/321—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one pure metallic layer with at least one metal alloy layer
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/30—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer
- C23C28/34—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one inorganic non-metallic material layer, e.g. metal carbide, nitride, boride, silicide layer and their mixtures, enamels, phosphates and sulphates
- C23C28/345—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one inorganic non-metallic material layer, e.g. metal carbide, nitride, boride, silicide layer and their mixtures, enamels, phosphates and sulphates with at least one oxide layer
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/30—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer
- C23C28/34—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one inorganic non-metallic material layer, e.g. metal carbide, nitride, boride, silicide layer and their mixtures, enamels, phosphates and sulphates
- C23C28/345—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one inorganic non-metallic material layer, e.g. metal carbide, nitride, boride, silicide layer and their mixtures, enamels, phosphates and sulphates with at least one oxide layer
- C23C28/3455—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one inorganic non-metallic material layer, e.g. metal carbide, nitride, boride, silicide layer and their mixtures, enamels, phosphates and sulphates with at least one oxide layer with a refractory ceramic layer, e.g. refractory metal oxide, ZrO2, rare earth oxides or a thermal barrier system comprising at least one refractory oxide layer
Landscapes
- Chemical & Material Sciences (AREA)
- Inorganic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Metallurgy (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Organic Chemistry (AREA)
- Ceramic Engineering (AREA)
- Physical Vapour Deposition (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
- Solid-Phase Diffusion Into Metallic Material Surfaces (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Abstract
Изобретение относится к нанесению покрытий на металлические поверхности. Способ включает нанесение покрытия из металла или металлического сплава. Первый слой покрытия наносят толщиной, меньшей или равной 2,5 мкм. Затем проводят термическую обработку первого слоя покрытия при помощи средств быстрого нагрева путем доведения поверхности первого слоя покрытия до температуры, находящейся в пределах от 0,8Tf до Tf, где Tf - температура плавления металла или металлического сплава, из которого наносят первый слой покрытия. Затем наносят второй слой покрытия из металла или металлического сплава толщиной, меньшей или равной 1 мкм. Заявлен также материал, содержащий указанные слои. Предложено также устройство для нанесения покрытия на металлический материал в виде полосы, которое содержит средство для протягивания полосы и средство для нанесения покрытия. По пути движения протягиваемой полосы последовательно установлены следующие средства. Средство для нанесения на полосу первого слоя, средство быстрого нагрева полосы, выполненное с возможностью нагрева поверхности первого слоя до вышеуказанной температуры, средство нанесения на полосу второго слоя металла или металлического сплава. Техническим результатом изобретения является создание способа и устройства, позволяющих получать трехмерные визуальные эффекты на поверхности из металлического материала. 3 н. и 21 з.п. ф-лы, 6 ил.
Description
Настоящее изобретение относится к нанесению покрытия на металлические поверхности. В частности, оно касается способов нанесения покрытия на поверхность металлического материала для придания ей трехмерного визуального эффекта.
Такой визуальный эффект может быть достигнут при помощи голограмм, которые получают путем записи и воспроизведения изображения при помощи двух лазерных лучей на фоточувствительном высококонтрастном носителе. Такими носителями являются, например, термопластические пленки, фотополимеры, фоточувствительные пленки и т.д.
До настоящего времени, чтобы получить трехмерный визуальный эффект на металлической поверхности, единственным способом являлось наклеивание или совместное ламинирование на упомянутой поверхности фоточувствительного носителя, типа вышеупомянутых носителей. Основное распространение эта технология получила для декорирования металлической упаковочной тары из стали или алюминия, и ее недостатком является то, что металлургическое предприятие-производитель вынуждено прибегать к услугам постороннего поставщика для поставки фоточувствительного носителя. Кроме того, существует опасность отделения носителя от упаковки или его разрушения во время операций обработки и манипуляций после наклеивания или совместного ламинирования.
Задачей настоящего изобретения является создание способа, позволяющего получать трехмерные визуальные эффекты на поверхности из металлического материала без нанесения на эту поверхность фоточувствительного носителя.
В этой связи объектом настоящего изобретения является способ нанесения покрытия на поверхность металлического материала, имеющего кристаллическую структуру, включающий нанесение покрытия из металла или металлического сплава, отличающийся тем, что первый слой покрытия наносят толщиной меньшей или равной 2,5 мкм, затем проводят термическую обработку первого слоя покрытия при помощи средств быстрого нагрева путем доведения поверхности первого слоя покрытия до температуры, находящейся в пределах от 0,8Tf до Tf, где Tf - температура плавления металла или металлического сплава, из которого наносят первый слой покрытия, затем наносят второй слой покрытия из металла или металлического сплава толщиной, меньшей или равной 1 мкм.
Предпочтительно, металл или металлический сплав, из которого наносят первый и второй слои покрытия, имеет температуру плавления ниже или равную 700°С.
Первый и второй слои покрытия могут быть выполнены из одного материала.
В качестве металлического материала, на поверхность которого наносят покрытие, используют углеродистую сталь, нержавеющую сталь, алюминий или один из его сплавов
Первый слой покрытия может быть нанесен электроосаждением или вакуумным осаждением.
В качестве средства быстрого нагрева используют устройство, обеспечивающее нагрев инфракрасным излучением, или обеспечивающее индукционный нагрев, или обеспечивающее плазменно-дуговой нагрев в присутствии инертного газа, или обеспечивающее нагрев ионной бомбардировкой в присутствии инертного газа.
Нанесение второго слоя покрытия осуществляют электроосаждением или вакуумным осаждением.
Первый и/или второй слои покрытия выполняют из олова или из алюминия.
После нанесения второго слоя покрытия наносят прозрачную минеральную пленку.
Предпочтительно, прозрачную минеральную пленку наносят плазменно-реактивным осаждением.
Минеральная пленка может быть выполнена из металлического оксида или из смеси металлических оксидов.
Оксиды металлов выбирают из группы, содержащей оксиды хрома, титана, кремния, цинка, олова.
Металлический материал выполняют в виде протягиваемой полосы, при этом этапы способа осуществляют в непрерывном режиме при помощи установок, последовательно размещенных на пути перемещения протягиваемой ленты.
Другим объектом является устройство для нанесения покрытия на металлический материал в виде полосы, содержащее средство для протягивания полосы и средство для нанесения покрытия, при этом по пути движения протягиваемой полосы последовательно установлены следующие средства:
- средство для нанесения на полосу первого слоя металла или металлического сплава;
- средство быстрого нагрева полосы, выполненное с возможностью нагрева поверхности первого слоя до температуры в пределах от 0,8Tf до Тf где Tf - температура плавления металла или металлического сплава, из которого наносят первый слой покрытия;
- средство нанесения на полосу второго слоя металла или металлического сплава.
Устройство дополнительно содержит средство нанесения на полосу прозрачной минеральной пленки, размещенное за средством нанесения второго слоя покрытия.
Еще одним объектом является металлический материал, содержащий, по меньшей мере, на одной из своих поверхностей металлическое покрытие с трехмерным изображением, сформированное непосредственно на упомянутой поверхности металла, при этом материал получен в соответствии с вышеописанным способом.
Как будет пояснено ниже, настоящее изобретение состоит в получении требуемого трехмерного визуального эффекта путем осуществления ряда операций обработки поверхности самого металлического материала. Таким образом, получают многослойное покрытие, которое не может быть отделено от металлического материала и может быть выполнено металлургическим предприятием, производящим материал основы. Кроме своих эстетических качеств, это покрытие имеет много преимуществ технического порядка и позволяет производителю металлического материала полностью контролировать процесс декорирования.
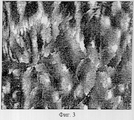
Настоящее изобретение будет более очевидно из нижеследующего описания со ссылками на прилагаемые фигуры 1-6, на которых показан внешний вид различных покрытий, получаемых при помощи различных вариантов способа в соответствии с настоящим изобретением.
Исходным материалом является металлический материал, такой как углеродистая сталь, нержавеющая сталь, либо алюминий или один из его сплавов, и т.д. Он имеет, например, форму пластины или намотанной в рулон полосы. В последнем случае обработку, описание которой следует ниже, можно осуществлять, разматывая полосу и непрерывно протягивая ее в установке, в которой при помощи различных устройств, установленных последовательно на пути движения полосы, осуществляют различные этапы обработки. Для получения требуемого эстетического эффекта необходимо, чтобы используемый в качестве подложки металлический материал имел кристаллографическую структуру.
Перед нанесением покрытия известным способом осуществляют полировку поверхности материала, чтобы устранить любые поверхностные загрязнения.
Первым этапом способа является нанесение первого слоя покрытия из металла (например, олова или алюминия) или металлического сплава, предпочтительно с низкой температурой плавления Tf порядка 700°С или ниже. Это покрытие должно иметь толщину, меньшую или равную 2,5 мкм. Предпочтительно его наносят при помощи способа электроосаждения или способа вакуумного осаждения. Среди применяемых способов нанесения покрытия можно упомянуть известные способы вакуумного осаждения из паровой фазы, магнетронного напыления, ионного плакирования, ионного самоиндукционного плакирования (self-induced ion plating).
Вторым этапом способа является термическая обработка первого слоя покрытия при помощи средства быстрого нагрева, такого как инфракрасные лампы, индуктор, плазменно-дуговой нагреватель или ионную бомбардировку с применением инертного газа, такого как благородный газ. Эта термическая обработка должна нагреть поверхность первого покрытия до температуры, находящейся в пределах от 0,8Tf до Tf. Для того чтобы она проходила в кинетических условиях, совместимых с ее осуществлением на полосе, движущейся со скоростью порядка 100 м/мин, предпочтительно, чтобы Tf была ниже или равна 700°С.
Третьим этапом способа является нанесение второго слоя покрытия из металлического элемента или сплава, идентичного материалу первого слоя покрытия или отличающегося от него. Этот слой покрытия может иметь толщину, не превышающую 1 мкм. Его наносят при помощи тех же способов, что и первый слой покрытия.
Предпочтительно (но не обязательно) способ может содержать четвертый этап, во время которого на второй слой покрытия наносят прозрачную минеральную пленку. Для этого предпочтительно используют такие материалы, как оксиды аустенитной нержавеющей стали, хрома, титана, кремния, цинка, олова (не ограничительный перечень) и их смеси. Нанесение этой прозрачной минеральной пленки может быть осуществлено любыми известными способами, при этом наиболее предпочтительным является способ плазменно-реактивного нанесения. Если эта пленка имеет толщину, меньшую или равную 1 мкм, то можно получить цветное покрытие при помощи интерференционного эффекта минеральной пленки. В зависимости от коэффициента рефракции наносимого материала можно получать зеленый, желтый, синий, фиолетовый и красный цвета. Как правило, эта прозрачная пленка обеспечивает видимость дополнительной глубины трехмерным рисункам, полученным в результате трех первых этапов способа.
Для появления рисунков на поверхности подложки, как уже было указано, необходимо, чтобы она имела кристаллографическую структуру. Действительно, зарождение рисунков при отверждении металлических покрытий происходит на основе преференциальных узлов на поверхности подложки, существующих только при условии наличия у подложки кристаллографической структуры.
Размер полученных рисунков зависит от количества энергии, использующейся во время второго этапа способа и от толщины покрытия: рисунки будут тем больше, чем больше количество энергии и/или значение этой толщины. Использование металла или сплава с низкой точкой плавления (700°С или меньше) в качестве материала покрытия на первом этапе способа позволяет осуществить металлургическую трансформацию покрытия во время второго этапа в течение очень короткого промежутка времени. Упомянутые выше способы нагрева позволяют получить необходимое количество энергии за минимальное время.
Способ в соответствии с настоящим изобретением имеет несколько преимуществ по сравнению с получением трехмерных визуальных эффектов при помощи фоточувствительных носителей, наносимых на металлическое изделие. Как уже было указано выше, он позволяет производителю полностью контролировать весь процесс. Поскольку в данном случае покрытие, генерирующее трехмерный визуальный эффект, является неотъемлемой частью носителя, то исчезает возможность его отслоения во время последующих операций обработки и манипуляций. Кроме того, в частности, если способ осуществляют в полном варианте, состоящем из четырех этапов, полученное покрытие улучшает устойчивость подложки против поверхностной коррозии. Покрытие имеет также более высокую устойчивость к ультрафиолетовым лучам и температуре. На нем в меньшей степени остаются следы от пальцев. Оно имеет высокую поверхностную твердость, что делает его более прочным по отношению к царапинам. Оно легко поддается очистке и отличается хорошей стойкостью к моющим средствам и к механическим воздействиям. Наконец, при использовании соответствующего металла для покрытия (например, олова) оно может быть совместимым с пищевыми продуктами.
Далее следует описание различных примеров осуществления способа в соответствии с настоящим изобретением. Они были реализованы на листах из мягкой стали размером 200×200 мм и толщиной 0,7 мм. Предварительно эти листы подвергли обезжириванию известным влажным способом (растворитель, перемешиваемый ультразвуком). После этого производят ионное травление листов аргонной плазмой в вакуумном реакторе, который в дальнейшем использовали во время различных этапов осуществления способа в соответствии с настоящим изобретением.
Пример 1
На первом этапе способа в соответствии с настоящим изобретением лист покрывают слоем олова толщиной 0,8 мкм путем магнетронного напыления в атмосфере аргона под давлением 10-3 мбар (0,1 Па). Ток мишени равен 0,9 А, и напряжение мишени равно 450 В. Скорость нанесения олова составляет 0,25 мкм/мин.
На втором этапе способа в соответствии с настоящим изобретением лист подвергают термической обработке аргонной плазмой под давлением 10-3 мбар (0,1 Па). Сообщаемая ионам аргона энергия равна 400 эВ, а доза ионного облучения, полученная листом, равна 4,7.1022 ионов Ar+/м2. Лист выполняет роль катода. Поверхность олова нагревают до температуры порядка 210°С.
На третьем этапе магнетронным напылением наносят оловянное покрытие толщиной 0,4 мкм в тех же экспериментальных условиях, что и первое покрытие.
На четвертом этапе производят нанесение прозрачной пленки из глинозема толщиной 0,1 мкм при помощи плазменно-химического осаждения из паровой фазы (CVD). Нанесение осуществляют в атмосфере из гексаметилдисилоксана (HMDSO) и кислорода под давлением 10-3 мбар (0,1 Па). Используют ток частотой 50 кГц и мощностью 100 Вт. Скорость нанесения составляет 1,0 мкм/мин.
При помощи этого способа получают покрытие, внешний вид которого показан на фиг.1, обладающее антикоррозийными свойствами, не оставляющее следов от пальцев, легко очищаемое и имеющее высокую поверхностную твердость. Оно обладает прочностью к повышенным механическим, химическим и термическим воздействиям.
Пример 2
На упомянутый стальной лист наносят покрытие в условиях, идентичных условиям из примера 1 в том, что касается трех первых этапов. На четвертом этапе получают цветную титановую пленку при помощи реактивного магнетронного напыления титановой мишени. Ее толщина равна 0,05 мкм. Ее получают в условиях атмосферы О2/Ar при РО2/РAr=0,4, при этом общее давление равно 5·10-3 мбар (10,5 Па), а мощность равна 1,7 кВт. Таким образом, получают покрытие, показанное на фиг.2, обладающее свойствами, аналогичными свойствам покрытия из примера 1, и, кроме того, имеющее цветность синего оттенка в силу коэффициента рефракции оксида титана (2,5), а также особые свойства, присущие оксиду титана, то есть высокую химическую инертность, высокую жаропрочность, устойчивость к химическим воздействиям и способность к самоочистке, обеспечиваемую каталитическим эффектом разрушения веществ, содержащих углерод и кислород, в присутствии ультрафиолетового излучения.
Пример 3
На упомянутый лист из мягкой стали наносят покрытие в тех же условиях, что и в примере 2, за исключением того, что толщину первого оловянного покрытия увеличивают до 1,2 мкм и повышают дозу ионов, получаемую первым слоем олова во время второго этапа способа. Эта доза достигает в данном случае 9,4·1022 ионов Ar+/м2. Поверхность олова нагревают до температуры порядка 235°С. Результат показан на фиг.3.
Пример 4
На упомянутый лист из мягкой стали наносят покрытие в тех же условиях, что и в примере 2, за исключением того, что, как и в примере 3, повышают дозу ионов, полученную первым слоем, до 9,4·1022 ионов Ar+/м2, а толщину пленки оксида титана увеличивают до 0,8 мкм. Результат показан на фиг.4.
Необходимо отметить, что увеличение энергии, применяемой на втором этапе обработки, приводит к существенному увеличению размера рисунков.
Пример 5
На упомянутый стальной лист наносят покрытие в тех же условиях, что и в примере 1, за исключением того, что на втором этапе используют две инфракрасные лампы для нагрева подложки и ее первого оловянного слоя и что на второй слой олова не наносят оксид. В результате осуществляют только три первых этапа способа, необходимых для получения требуемого трехмерного визуального эффекта. Нагрев слоя олова является статичным и длится 8 минут в ламповой печи при температуре 200°С. Результат показан на фиг.5.
Пример 6
На очень тонкий лист мягкой стали толщиной 0,2 мм и размером 200×200 мм при помощи электроосаждения наносят слой олова, получая при этом лист «белой жести», который обычно используют в области пищевых продуктов. Второй и третий этапы способа в соответствии с настоящим изобретением осуществляют в условиях, идентичных условиям примера 2. При этом не осуществляют четвертый этап обработки в соответствии с настоящим изобретением. Результат показан на фиг.6.
Пример 7
На первом этапе способа в соответствии с настоящим изобретением лист покрывают слоем алюминия толщиной 0,6 мкм при помощи магнетронного напыления в аргонной атмосфере под давлением 10-3 мбар (0,1 Па). Ток мишени равен 1,8 А, и напряжение мишени равно 355 В. Скорость нанесения слоя алюминия составляет 0,33 мкм/мин.
На втором этапе способа в соответствии с настоящим изобретением лист подвергают термической обработке аргонной плазмой под давлением 10-3 мбар (0,1 Па). Энергия, сообщаемая ионам аргона, равна 280 эВ, и доза ионного облучения равна 18,4·1022 ионов Ar+/м2. Поверхность листа, покрытую алюминием, в конце обработки нагревают до температуры 615°С.
На третьем этапе при помощи магнетронного напыления наносят оловянное покрытие в тех же экспериментальных условиях, что и на третьем этапе примера 1.
В этих условиях получают покрытие, имеющее внешний вид, идентичный покрытию из примера 1.
Пример 8
Нанесение покрытия из олова на упомянутый лист мягкой стали осуществляют в тех же условиях, что и в примере 3 для двух первых этапов. На третьем этапе при помощи магнетронного напыления наносят алюминиевое покрытие в тех же экспериментальных условиях, что и на первом этапе примера 7, за исключением того, что толщина алюминиевого покрытия составляет 0,4 мкм.
В этих условиях получают покрытие, имеющее внешний вид, идентичный внешнему виду покрытия из примера, показанного на фиг.3.
Примеры материалов подложки и различных покрывающих ее слоев, а также условия ее выполнения, не носят ограничительного характера. Специалист может разработать различные варианты в зависимости от требуемых свойств конечного изделия.
Если требуется получить трехмерный визуальный эффект только на одном или нескольких участках поверхности металлического материала, то в этом случае можно кашетировать материал одной или несколькими масками, закрывающими зоны, не предназначенные для нанесения покрытия, во время различных осуществляемых операций обработки.
Claims (24)
1. Способ нанесения покрытия на поверхность металлического материала, имеющего кристаллическую структуру, включающий нанесение покрытия из металла или металлического сплава, отличающийся тем, что первый слой покрытия наносят толщиной, меньшей или равной 2,5 мкм, затем проводят термическую обработку первого слоя покрытия при помощи средств быстрого нагрева путем доведения поверхности первого слоя покрытия до температуры, находящейся в пределах от 0,8Tf до Tf, где Tf - температура плавления металла или металлического сплава, из которого наносят первый слой покрытия, затем наносят второй слой покрытия из металла или металлического сплава толщиной, меньшей или равной 1 мкм.
2. Способ по п.1, отличающийся тем, что металл или металлический сплав, из которого наносят первый и второй слои покрытия, имеет температуру плавления ниже или равную 700°С.
3. Способ по п.1, отличающийся тем, что первый и второй слои покрытия выполняют из одного материала.
4. Способ по п.1, отличающийся тем, что в качестве металлического материала, на поверхность которого наносят покрытие, используют углеродистую сталь.
5. Способ по п.1, отличающийся тем, что в качестве металлического материала, на поверхность которого наносят покрытие, используют нержавеющую сталь.
6. Способ по п.1, отличающийся тем, что в качестве металлического материала, на поверхность которого наносят покрытие, используют алюминий или один из его сплавов.
7. Способ по п.1, отличающийся тем, что первый слой покрытия наносят электроосаждением.
8. Способ по п.1, отличающийся тем, что первый слой покрытия наносят вакуумным осаждением.
9. Способ по п.1, отличающийся тем, что в качестве средства быстрого нагрева используют устройство, обеспечивающее нагрев инфракрасным излучением.
10. Способ по п.1, отличающийся тем, что в качестве средства быстрого нагрева используют устройство, обеспечивающее индукционный нагрев.
11. Способ по п.1, отличающийся тем, что в качестве средства быстрого нагрева используют устройство, обеспечивающее плазменно-дуговой нагрев в присутствии инертного газа.
12. Способ по п.1, отличающийся тем, что в качестве средства быстрого нагрева используют устройство, обеспечивающее нагрев ионной бомбардировкой в присутствии инертного газа.
13. Способ по п.1, отличающийся тем, что нанесение второго слоя покрытия осуществляют электроосаждением.
14. Способ по п.1, отличающийся тем, что нанесение второго слоя покрытия осуществляют вакуумным осаждением.
15. Способ по п.1, отличающийся тем, что первый и/или второй слои покрытия выполняют из олова.
16. Способ по п.1, отличающийся тем, что первый и/или второй слои покрытия выполняют из алюминия.
17. Способ по п.1, отличающийся тем, что после нанесения второго слоя покрытия наносят прозрачную минеральную пленку.
18. Способ по п.17, отличающийся тем, что прозрачную минеральную пленку наносят плазменно-реактивным осаждением.
19. Способ по п.17, отличающийся тем, что минеральную пленку выполняют из металлического оксида или из смеси металлических оксидов.
20. Способ по п.19, отличающийся тем, что оксиды металлов выбирают из группы, содержащей оксиды хрома, титана, кремния, цинка и олова.
21. Способ по любому из пп.1-20, отличающийся тем, что металлический материал выполняют в виде протягиваемой полосы, при этом этапы способа осуществляют в непрерывном режиме при помощи установок, последовательно размещенных на пути перемещения протягиваемой полосы.
22. Устройство для нанесения покрытия на металлический материал в виде полосы, содержащее средство для протягивания полосы и средство для нанесения покрытия, отличающееся тем, что по пути движения протягиваемой полосы последовательно установлены следующие средства: средство для нанесения на полосу первого слоя металла или металлического сплава, средство быстрого нагрева полосы, выполненное с возможностью нагрева поверхности первого слоя до температуры в пределах от 0,8Tf до Tf, где Tf - температура плавления металла или металлического сплава, из которого наносят первый слой покрытия, средство нанесения на полосу второго слоя металла или металлического сплава.
23. Устройство по п.22, отличающееся тем, что оно дополнительно содержит средство нанесения на полосу прозрачной минеральной пленки, размещенное за средством нанесения второго слоя покрытия.
24. Металлический материал, содержащий, по меньшей мере, на одной из своих поверхностей металлическое покрытие с трехмерным изображением, сформированное непосредственно на упомянутой поверхности металла, отличающийся тем, что покрытие получено способом по п.1.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR02/09952 | 2002-08-05 | ||
| FR0209952A FR2843130B1 (fr) | 2002-08-05 | 2002-08-05 | Procede de revetement de la surface d'un materiau metallique, dispositif pour sa mise en oeuvre et produit ainsi obtenu |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2005106284A RU2005106284A (ru) | 2005-07-27 |
| RU2300579C2 true RU2300579C2 (ru) | 2007-06-10 |
Family
ID=30129694
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2005106284/02A RU2300579C2 (ru) | 2002-08-05 | 2003-08-04 | Способ нанесения покрытия на поверхность металлического материала, устройство для его осуществления и полученное изделие |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US20060096674A1 (ru) |
| EP (1) | EP1527208A2 (ru) |
| JP (1) | JP2005534812A (ru) |
| CN (1) | CN1681966A (ru) |
| AU (1) | AU2003274221A1 (ru) |
| BR (1) | BR0313580A (ru) |
| CA (1) | CA2495457A1 (ru) |
| FR (1) | FR2843130B1 (ru) |
| PL (1) | PL373077A1 (ru) |
| RU (1) | RU2300579C2 (ru) |
| WO (1) | WO2004015169A2 (ru) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2515714C1 (ru) * | 2012-11-19 | 2014-05-20 | Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования "Национальный исследовательский университет "МЭИ" (ФГБОУ ВПО "НИУ "МЭИ", Московский энергетический институт, МЭИ | Способ нанесения нанокомпозитного покрытия на поверхность стального изделия |
| RU2583209C2 (ru) * | 2013-05-27 | 2016-05-10 | Тиссен Крупп Рассельштайн ГмбХ | Способ и устройство для нанесения металлического покрытия на стальной лист и стальной лист, снабженный таким покрытием |
| RU2584105C2 (ru) * | 2012-02-14 | 2016-05-20 | Ниппон Стил Энд Сумитомо Метал Корпорейшн | Плакированная толстолистовая сталь для горячего прессования и способ горячего прессования плакированной толстолистовой стали |
| RU2586377C2 (ru) * | 2010-10-06 | 2016-06-10 | Тата Стил Эймейден Бв | Способ получения слоя сплава железо-олово на тароупаковочной стальной подложке |
| RU2590787C2 (ru) * | 2012-01-23 | 2016-07-10 | ТиссенКрупп Рассельштайн ГмбХ | Способ улучшения металлического покрытия на стальной ленте |
| RU2627076C2 (ru) * | 2012-03-30 | 2017-08-03 | Тата Стил Эймейден Б.В. | Подложка с покрытием для упаковочных применений и способ получения упомянутой подложки |
| RU2747812C1 (ru) * | 2017-12-19 | 2021-05-14 | Арселормиттал | Стальная подложка с покрытием, нанесенным в результате погружения в расплав |
| RU2799379C1 (ru) * | 2019-06-05 | 2023-07-05 | Арселормиттал | Способ изготовления сборки |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2199425A1 (fr) | 2008-12-18 | 2010-06-23 | ArcelorMittal France | Générateur de vapeur industriel pour le dépôt d'un revêtement d'alliage sur une bande métallique (II) |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2315740A (en) * | 1941-06-16 | 1943-04-06 | Standard Steel Spring Co | Protected metal article and process of producing the same |
| JPS5420940B2 (ru) * | 1973-04-03 | 1979-07-26 | ||
| SE378118B (ru) * | 1974-03-14 | 1975-08-18 | Nordstjernan Rederi Ab | |
| JPS54110936A (en) * | 1978-02-21 | 1979-08-30 | Nippon Steel Corp | Highly anticorposive composite organic film-coated steel |
| JPS61119667A (ja) * | 1984-11-14 | 1986-06-06 | Sumitomo Electric Ind Ltd | アルミニウム薄層の蒸着方法 |
| LU86738A1 (fr) * | 1987-01-16 | 1988-08-23 | Centre Rech Metallurgique | Procede pour ameliorer les proprietes d'un substrat pourvu d'un revetement a base de zinc |
| US5073403A (en) * | 1987-12-10 | 1991-12-17 | Nkk Corporation | Aluminum-plated steel sheet for cans |
| JPH01177363A (ja) * | 1987-12-29 | 1989-07-13 | Nkk Corp | 缶用光沢ドライ鍍金鋼板 |
| DE3931565C1 (ru) * | 1989-09-22 | 1991-01-24 | Dornier Luftfahrt Gmbh, 8000 Muenchen, De | |
| US5270081A (en) * | 1990-02-02 | 1993-12-14 | Mtu Motoren-Und Turbinen-Union Muenchen Gmbh | Iron-base alloy structural component having a corrosion-inhibiting coating, and method of producing the coating |
| US5397652A (en) * | 1992-03-27 | 1995-03-14 | The Louis Berkman Company | Corrosion resistant, colored stainless steel and method of making same |
| FR2708290B1 (fr) * | 1993-07-27 | 1995-10-20 | Lorraine Laminage | Traitement de surface d'une tôle d'acier galvanisée à chaud avant sa mise en peinture. |
| BE1007964A6 (fr) * | 1994-01-25 | 1995-11-28 | Centre Rech Metallurgique | Procede de revetement d'une bande d'acier galvanisee. |
| JPH07243025A (ja) * | 1994-03-03 | 1995-09-19 | Kobe Steel Ltd | 意匠性に優れた表面処理材及びその製造方法 |
| DE19523637C2 (de) * | 1994-12-27 | 1997-08-14 | Mtu Friedrichshafen Gmbh | Verfahren zur Herstellung einer Korrosionsschutzbeschichtung, Substrat mit einer Korrosionsschutzbeschichtung sowie Verwendung eines solchen Substrats |
| DE19527515C1 (de) * | 1995-07-27 | 1996-11-28 | Fraunhofer Ges Forschung | Verfahren zur Herstellung von korrosionsgeschütztem Stahlblech |
| US6322859B1 (en) * | 1998-11-06 | 2001-11-27 | Riverwind, Llc. | Aesthetic enhancement of substrates |
| DE19852271A1 (de) * | 1998-11-13 | 2000-05-18 | Edelhoff Adolf Feindrahtwerk | Verfahren zur Herstellung verzinnter Drähte |
| JP4085502B2 (ja) * | 1999-02-10 | 2008-05-14 | 三菱電機株式会社 | 被覆鋼板、冷蔵庫 |
-
2002
- 2002-08-05 FR FR0209952A patent/FR2843130B1/fr not_active Expired - Fee Related
-
2003
- 2003-08-04 PL PL03373077A patent/PL373077A1/xx unknown
- 2003-08-04 CN CN03821783.XA patent/CN1681966A/zh active Pending
- 2003-08-04 CA CA002495457A patent/CA2495457A1/fr not_active Abandoned
- 2003-08-04 US US10/522,688 patent/US20060096674A1/en not_active Abandoned
- 2003-08-04 JP JP2004526971A patent/JP2005534812A/ja active Pending
- 2003-08-04 EP EP03758204A patent/EP1527208A2/fr not_active Withdrawn
- 2003-08-04 BR BR0313580-2A patent/BR0313580A/pt not_active IP Right Cessation
- 2003-08-04 AU AU2003274221A patent/AU2003274221A1/en not_active Abandoned
- 2003-08-04 RU RU2005106284/02A patent/RU2300579C2/ru not_active IP Right Cessation
- 2003-08-04 WO PCT/FR2003/002457 patent/WO2004015169A2/fr active Application Filing
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2586377C2 (ru) * | 2010-10-06 | 2016-06-10 | Тата Стил Эймейден Бв | Способ получения слоя сплава железо-олово на тароупаковочной стальной подложке |
| RU2590787C2 (ru) * | 2012-01-23 | 2016-07-10 | ТиссенКрупп Рассельштайн ГмбХ | Способ улучшения металлического покрытия на стальной ленте |
| RU2584105C2 (ru) * | 2012-02-14 | 2016-05-20 | Ниппон Стил Энд Сумитомо Метал Корпорейшн | Плакированная толстолистовая сталь для горячего прессования и способ горячего прессования плакированной толстолистовой стали |
| RU2627076C2 (ru) * | 2012-03-30 | 2017-08-03 | Тата Стил Эймейден Б.В. | Подложка с покрытием для упаковочных применений и способ получения упомянутой подложки |
| RU2515714C1 (ru) * | 2012-11-19 | 2014-05-20 | Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования "Национальный исследовательский университет "МЭИ" (ФГБОУ ВПО "НИУ "МЭИ", Московский энергетический институт, МЭИ | Способ нанесения нанокомпозитного покрытия на поверхность стального изделия |
| RU2583209C2 (ru) * | 2013-05-27 | 2016-05-10 | Тиссен Крупп Рассельштайн ГмбХ | Способ и устройство для нанесения металлического покрытия на стальной лист и стальной лист, снабженный таким покрытием |
| RU2747812C1 (ru) * | 2017-12-19 | 2021-05-14 | Арселормиттал | Стальная подложка с покрытием, нанесенным в результате погружения в расплав |
| US11674209B2 (en) | 2017-12-19 | 2023-06-13 | Arcelormittal | Hot-dip coated steel substrate |
| RU2799379C1 (ru) * | 2019-06-05 | 2023-07-05 | Арселормиттал | Способ изготовления сборки |
Also Published As
| Publication number | Publication date |
|---|---|
| CN1681966A (zh) | 2005-10-12 |
| WO2004015169A3 (fr) | 2004-05-13 |
| PL373077A1 (en) | 2005-08-08 |
| US20060096674A1 (en) | 2006-05-11 |
| RU2005106284A (ru) | 2005-07-27 |
| FR2843130A1 (fr) | 2004-02-06 |
| CA2495457A1 (fr) | 2004-02-19 |
| BR0313580A (pt) | 2005-07-12 |
| EP1527208A2 (fr) | 2005-05-04 |
| WO2004015169A2 (fr) | 2004-02-19 |
| AU2003274221A1 (en) | 2004-02-25 |
| FR2843130B1 (fr) | 2004-10-29 |
| AU2003274221A8 (en) | 2004-02-25 |
| JP2005534812A (ja) | 2005-11-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3330143B2 (ja) | 低温プラズマおよび電着を使用した金属被覆方法 | |
| CA1269061A (en) | Process for the production of diamond-like carbon coatings | |
| JP4417840B2 (ja) | 常圧cvdによるチタニアコーティング | |
| RU2300579C2 (ru) | Способ нанесения покрытия на поверхность металлического материала, устройство для его осуществления и полученное изделие | |
| DE19983075T1 (de) | Organisches Substrat mit durch Magnetronzerstäubung gefällten optischen Lagen und Verfahren zur Herstellung desselben | |
| JP2006500624A (ja) | 割れに対する窒化チタンの脆弱性の低減 | |
| JPS5833101B2 (ja) | 耐熱性反射板 | |
| US20050258028A1 (en) | Thin-film coating for wheel rims | |
| KR20060052490A (ko) | 광학적 코팅층의 코팅방법 | |
| JP2006227344A (ja) | 光学積層部材およびその製造方法 | |
| EP1624087B1 (en) | A method for depositing thin layers of titanium dioxide on support surfaces | |
| JP2005534812A5 (ru) | ||
| RU2235802C1 (ru) | Способ изготовления гибкой зеркально отражающей структуры и структура, полученная этим способом | |
| JP2006131938A (ja) | 超撥水膜の製造方法および製造装置並びにその製品 | |
| JP2007507618A5 (ru) | ||
| KR0158538B1 (ko) | 기능성 다층 피복제품 | |
| RU2123540C1 (ru) | Способ защитно-декоративного нитридтитанового покрытия керамической посуды | |
| JPH0520510B2 (ru) | ||
| JP3252480B2 (ja) | 金属蒸着フィルムの製造方法 | |
| JPH03171503A (ja) | 反射鏡及びその製造方法 | |
| KR950014929B1 (ko) | 산화크롬 피막을 이용한 칼라 스테인레스 강판의 제조방법 | |
| WO2008152675A2 (en) | Method for depositing ag on glass supports or the like | |
| ATE96852T1 (de) | Verfahren zur herstellung von schichten mit hochharten und/oder reibarmen eigenschaften. | |
| EP0365687A1 (en) | Steel sheet having dense ceramic coating with excellent adhesion,smoothness and corrosion resistance and process for its production | |
| WO1984002875A1 (en) | A method of producing an optical component, and components formed thereby |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20090805 |