KR930012189B1 - 마찰 · 잡음 감쇠용 삽입물을 나사선이 감긴 케이블에 부착시키는 방법 - Google Patents
마찰 · 잡음 감쇠용 삽입물을 나사선이 감긴 케이블에 부착시키는 방법 Download PDFInfo
- Publication number
- KR930012189B1 KR930012189B1 KR1019870003819A KR870003819A KR930012189B1 KR 930012189 B1 KR930012189 B1 KR 930012189B1 KR 1019870003819 A KR1019870003819 A KR 1019870003819A KR 870003819 A KR870003819 A KR 870003819A KR 930012189 B1 KR930012189 B1 KR 930012189B1
- Authority
- KR
- South Korea
- Prior art keywords
- cable
- thread
- wound
- threads
- collected
- Prior art date
Links
Images





Classifications
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B3/00—General-purpose machines or apparatus for producing twisted ropes or cables from component strands of the same or different material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H81/00—Methods, apparatus, or devices for covering or wrapping cores by winding webs, tapes, or filamentary material, not otherwise provided for
- B65H81/06—Covering or wrapping elongated cores
- B65H81/08—Covering or wrapping elongated cores by feeding material obliquely to the axis of the core
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B5/00—Making ropes or cables from special materials or of particular form
- D07B5/005—Making ropes or cables from special materials or of particular form characterised by their outer shape or surface properties
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B7/00—Details of, or auxiliary devices incorporated in, rope- or cable-making machines; Auxiliary apparatus associated with such machines
- D07B7/02—Machine details; Auxiliary devices
- D07B7/14—Machine details; Auxiliary devices for coating or wrapping ropes, cables, or component strands thereof
- D07B7/145—Coating or filling-up interstices
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C1/00—Flexible shafts; Mechanical means for transmitting movement in a flexible sheathing
- F16C1/02—Flexible shafts; Mechanical means for transmitting movement in a flexible sheathing for conveying rotary movements
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T74/00—Machine element or mechanism
- Y10T74/19—Gearing
- Y10T74/19949—Teeth
- Y10T74/19953—Worm and helical
Abstract
내용 없음.
Description
제1a도는 점착물 침착으로 회전하는 나사선이 감긴 케이블에 가는실(filament)을 감음을 도시한 도면.
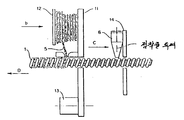
제1b도 케이블의 저항가열로 회전하는 나사선이 감긴 케이블상에 가는실을 감음을 도시한 도면.
제2a도는 나사선이 감긴 케이블이 회전하지 않는 때 가는실을 감음을 도시한 도면.
제2b, 2c도는 화살표 B, C방향에서의 제2a도를 도시한 도면.
*도면의 주요부분에 대한 부호의 설명
1 : 나사선이감긴케이블(pitched cable) 3 : 운반대
5 : 가는실 6 : 노즐
8, 9 : 전극활차바퀴 11, 14 : 플레이트(plate)
12 : 스푸우(spool) 13 : 평형물
본 발명은 나사선이 감긴 케이블에 마찰과 잡음을 줄이도록 삽입물(내마모성재로 모아져 있는 가는실)을 넣기 위한 방법에 관한 것이다.
본 명세서에서 "나사선이 감긴 케이블(pitched cable)"이라 함은 쇠줄에 고정되며 일정하고 실과 같은 피치를 갖는 나선형 도선이 감기어진 기어 케이블을 말한다.
이와 같이 나사선이 감긴 케이블은 동작시 랙과 피니언 구동장치에 의해 예를 들어 피니언식 맞물리기로 사용된다. 이같은 구성요소는 모우터 자동차 해지붕(sunroofs)을 구동시키기 위해 이같은 구성을 사용하는 것으로 알려져 있으며, 나사선이 감긴 케이블이 튜브내에서 안내되는 가요성 기억랙의 기능을 떠맡는다. 해지붕에서 사용된 이들 나사선이 감긴 케이블의 상태는 독일특허 제1,283,031호와 제1,575,715호 그리고 독일공개공보 제3,124,444호에 확인된다.
그러나 이들 구동장치는 나사선이 감긴 케이블이 안내 튜브내에서 덜걱덜걱 소리가 나는 단점을 가지며, 이같은 불필요한 잡음을 억누르기 위해 독일공개공보 제3,124,444호에서 나사선이 감긴 케이블을 잡음을 줄이는 발포성 중합체층으로 코팅시킴이 밝혀져 있다.
또한 독일특허 제1,283,031호 및 제1,575,715호에서는 벗겨지지 않은 물질로 만들어진 짧은 섬유로 안내튜브의 내측벽을 채우기 위해 동단부를 향하도록 함이 제의된다.
그러나 이들 두 제안은 실시의 변형이 대단히 어려운 단점을 갖는다. 나사선이 감긴 케이블파 내측벽 사이에 균일한 발포성 중합체층을 삽입시킴과 튜브 내측벽을 균일하게 채움은 나사선이 감긴 케이블과 튜브사이에 균일하고 잡음을 감소시키는 삽입물을 끼우기가 성공되리라는 보장없이 상당한 공학적 노력을 필요로 한다.
종전기술의 단점을 고려해 보건데, 본 발명의 목적은 그와 같은 나사선이 감긴 케이블에 간단한 방법으로 삽입물을 끼우도록 함을 제공하는 것이다.
이같은 목적은 본 발명의 두 실시예에 의해 달성되는데, 내마모성재로 모아져 있는 가는실이 나사선이 감긴 케이블 나사선(2)사이의 요홈내로 감기어진다(이하에서 "모아져 있는(flocked)"이란 내 마모성재의 삽입물이 모아짐을 의미한다.)
제1실시예에서, 점착물이 나사선이 감긴 케이블 나사선 사이로 삽입되며, 다음 모아져 있는 가는실 테이프가 나사선 사이에서 감긴다.
다른 한 실시예에서, 모아져 있는 가는실이 열가소성재로 되어 있으며, 나사선이 감긴 케이블이 열가소성 물질의 용융점 이상의 온도로 높여진다. 모아져 있는 가는실이 나사선 사이에서 감겨진 때 솜부스러기 또는 헤어가 금속에 융합 부착된다.
이들 방법은 가는실이 균일하게 모아진다면 나사선이 감긴 케이블내 어느곳에서나 같은 솜털 두께가 달성 될 수 있으며 가는실 권선이 상업상 실행하기가 매우 용이한 특별한 장점을 갖는다. 모아져 있는 가는실 대신 유사한 테이프가 또한 사용될 수 있으며, 어떤 경우에는 테이프 또는 가는 실이 충분히 두껍고 탄성적이기 때문에 내마모성재로 모아져 있도록 함이 전혀 필요하지 않을 수도 있다.
테이프 또는 가는실은 더 이상의 조임이 불필요하도록 단단히 감기어지거나 점착물이 나선이 감긴 케이블상에 침착되어(되도록 가는실 또는 테이프를 감기 이전에) 나사선 사이의 요홈내에 가는실이 적절히 고정되도록 하거나 나사선이 감긴 케이블이 가는실의 용융점으로 가열되어 나선의 요홈내에서 가는실이 녹도록 된다.
가는실의 침착 또는 감기는 상업상 여러방식으로 수행된다. 나사선이 감긴 케이블이 회전하도록 되고 가는실 또는 테이프 공급용기인 스푸울(spool)이 멈추어 있도록 하거나 나사선이 감긴 케이블이 멈추어 있고 스푸울이 케이블 둘레로 회전하도록 되기도 한다.
다음의 제2동작으로, 케이블이 멈추어 있고 스푸울이 케이블을 따라 이동하거나, 그렇지 않으면 나사선이 감긴 케이블이 멈추어 있는 스푸울로부터 이동하도록 된다.
두 부분의 이같은 회전 및 병진운동은 적절한 방법으로 혼합될 수 있다.
제1a도는 실과 같은 나사선(2)가 감긴 케이블(1)을 도시한 것이다. 스푸울(4)는 케이블 가까이에 운반대상에 회전할 수 있도록 지지되며 모아져 있는 가는실(5)의 공급을 계속 유지한다. 스푸울 가까이 운반대상에는 점착물을 나사선 사이 공간내로 밀어붙이도록 하는 노즐(6)이 있다.
가는실(5)는 화살표 B방향으로 케이블(1)을 회전시키므로써 감겨지며, 운반대(3)은 화살표 C방향으로 케이블에 평행하게 이동한다. 이와 같은 방법으로 가는실(5)는 스푸울(4)로부터 풀리며 실과 같은 나사선 사이로 감긴다. 이같은 감김은 나사선 사이의 노즐(6)로부터 점착물이 공급된 후에 수행된다.
나사선이 감긴 케이블이 화살표 B방향으로 회전하고, 또한 케이블이 화살표 D방향으로 이동하는 때 운반대(3)은 이동될 필요가 없다.
제1b도에서, 케이블(1)은 15인치 떨어진 전극활차바퀴(8,9) 사이의 케이블을 통하여 직선전류를 통과시키므로써 가열된다. 직류전류는 DC 전원(10)에 의해 발생된다. 약 3-5 암페어의 전류가 케이블을 약 섭씨 220도로 가열한다. 가열은 또한 불꽃으로도 또는 유도가열에 의한 전류로도 적용될 수 있다.
제 2a-2c도는 상기 방법을 수행하는 장치를 도시한 것이며, 이같은 장치에 의해 회전할 수는 없으나 갈이방향으로 이동가능한 나사선이 감긴 케이블이 모아져 있는 가는실을 공급받는다. 이같은 장치에서 나사선이 감긴 케이블(1)이 플레이트(11)을 통해 화살표 D방향으로 이동된다. 스푸울(12)는 상기 플레이트(11)에 고정되며, 플레이트(11)과 스푸울(12)가 화살표 U1 및 U2의 방향으로 축둘레에서 동축으로 회전한다. 평형물(13)은 필요한 무게평형을 제공한다. 플레이트(11)의 회전속도와 나사선이 감긴 케이블의 전진속도는 나사선(2)의 나사선 간격을 고려하여 가는실(5)를 정확히 나사선 사이에서 감겨지도록 상호 관계하여 사전 조절된다.
케이블(1)의 이동방향에서 볼때 플레이트(11) 정면에 또다른 플레이트(14)가 장착되어 점착물 침착을 위한 노즐(6)을 지지하도록 한다. 선택적으로 노즐(6)은 플레이트(11)의 뒷면에 장착되기도 한다.
본 발명의 기술적 배치는 본 발명 범위를 벗어나지 않는 한도에서 변경이 가능하며, 특히, 플레이트(11)은 권선기와 일체일수도 있다. 이같은 경우, 나사선을 감기 이전에 점착물이 점착되며, 이때 케이블이 환상의 다이(die)를 통해 통과하도록 되고 나사선이 감긴 케이블의 코어 케이블 전부를 스프레이(spray) 한다.
제1b도 실시예는 본 발명을 수행하는 최고의 방법이다.
제1a도에 도시된 바와 같은 점착물을 사용하는 때 점착물의 양을 사전에 정함이 어렵다. 너무 많은 점착물이 침착되며, 점착물이 나사선(5) 사이위로 올라오며, 가는실 위에서 내마모성재의 삽입물이 정화되도록 한다.
내마모성재로 모아져 있는 열가소성 가는실(5)의 용융점위로 케이블을 가열시킴으로써 상기 단점으로부터 벗어난 고착방법을 제공하게 된다.
이같은 최상의 방법에 따르면, 모아져 있는 열가소성 가는실(5)가 사용되며, 나사선(2)가 감긴 케이블(1)이 이같은 열가소성 물질의 용융점을 상회하는 온도로 상승되고, 그리고 삽입물 또는 헤어가 녹아서 케이블 금속에 부착되도록 가열된 나사선 사이에서 가는실(5)가 감겨진다.
적절한 모아져 있는 가는실(5)은 엡실론 카프로락탐(epsilon caprolactam)과 6-6 나일론과 같은 폴리아미드 가는실로부터 만들어진다.
제1b도 전극바퀴(8,9) 사이의 공간은 필요한 양의 가열이 케이블(1)에 적용가능하도록 가변적이나, 특히 그와 같은 공간은 15인치이고 3-5암페어가 적용되며, 케이블이 섭씨 약 220도로 가열된다.
Claims (6)
- (a) 나사선(2)가 감겨져 고정되며 이들 나사선이 여러개의 나사와 같은 일정한 간격의 피치(pitch)를 갖도록된 기어 케이블(1)을 제공하고, (b) 나사선(2)가 감긴 이 케이블(1)을 열가소성의 가는실(5)의 용융온도 이상으로 가열시키며, (c) 이와 같이 가열된 케이블(1)의 나사선(2) 사이로 내마모성재로 모아져있는 상기 가는실(5)를 감아서 케이블에 부착시킴을 포함함을 특징으로 하는 마찰, 잡음 감쇠용 삽입물을 나사선이 감긴 케이블에 부착시키는 방법.
- 제6항에 있어서, 직류 전류가 일정한 길이의 케이블(1)에 가해져서 상기 가열을 제공하도록 함을 특징으로 하는 방법.
- 제7항에 있어서, 상기 열가소성의 내마모성재로 모아져 있는 가는실이 폴리아미드임을 특징으로 하는 방법.
- 제8항에 있어서, 상기 폴리아미드가 6-6 나일론임을 특징으로 하는 방법.
- 제8항에 있어서, 상기 폴리아미드가 엡실론 카프로락탐(epsilon caprolactam)임을 특징으로 하는 방법.
- 제7항에 있어서, 상기 일정한 약 5인치이며, 상기 케이블(1)이 약 섭씨 220도로 가열됨을 특징으로하는 방법.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19863614241 DE3614241A1 (de) | 1986-04-26 | 1986-04-26 | Verfahren zum anbringen einer reibungs- und geraeuschmindernden zwischenlage auf einem steigungskabel |
| DEP3614241.7 | 1986-04-26 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR870010250A KR870010250A (ko) | 1987-11-30 |
| KR930012189B1 true KR930012189B1 (ko) | 1993-12-24 |
Family
ID=6299638
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1019870003819A KR930012189B1 (ko) | 1986-04-26 | 1987-04-21 | 마찰 · 잡음 감쇠용 삽입물을 나사선이 감긴 케이블에 부착시키는 방법 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US4849038A (ko) |
| EP (1) | EP0243882B1 (ko) |
| JP (1) | JPH0718105B2 (ko) |
| KR (1) | KR930012189B1 (ko) |
| CA (1) | CA1297087C (ko) |
| DE (1) | DE3614241A1 (ko) |
| ES (1) | ES2021297B3 (ko) |
Families Citing this family (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3924121A1 (de) * | 1989-07-20 | 1991-01-24 | Meflex Telecontrol Gmbh & Co | Verfahren zum umkleiden einer definierten laenge eines steigungskabels mit einer kunststoffschicht |
| EP0629737A1 (de) * | 1993-06-18 | 1994-12-21 | meflex Telecontrol GmbH & Co. | Verfahren zum Herstellen eines Steigungskabels mit Dämmlage |
| JP3226893B2 (ja) * | 1999-03-23 | 2001-11-05 | 日本ケーブル・システム株式会社 | 防音有歯ケーブル |
| ATE547638T1 (de) * | 2001-08-20 | 2012-03-15 | Suhner Intertrade Ag | Biegsame welle mit geräuschminderdem teil |
| US7477674B2 (en) * | 2005-11-14 | 2009-01-13 | The Boeing Company | High-gain solid-state laser |
| DE102007041233B4 (de) | 2007-08-30 | 2009-04-23 | W.H. Küster GmbH & Co KG | Steigungskabel mit Flockfaden |
| US8382596B2 (en) * | 2009-04-03 | 2013-02-26 | S. S. White Technologies Inc. | Low noise flexible shaft |
| US8162761B2 (en) | 2009-04-03 | 2012-04-24 | S.S. White Technologies Inc. | Low interface noise rotary shaft tips |
| JP2010255657A (ja) * | 2009-04-21 | 2010-11-11 | Hi-Lex Corporation | 有歯ケーブル、有歯ケーブルを備えたケーブル装置および移動体の移動システム |
| JP5680542B2 (ja) * | 2009-09-25 | 2015-03-04 | 株式会社ハイレックスコーポレーション | 有歯ケーブル、有歯ケーブルを備えたケーブル装置および移動体の移動システム |
| KR101393791B1 (ko) * | 2011-09-23 | 2014-05-13 | 현대자동차주식회사 | Bldc모터의 워엄휠 기어 |
| ITBS20120098A1 (it) * | 2012-06-29 | 2013-12-30 | Filtes Internat S R L | Filato per indumenti di protezione, metodo per la sua realizzazione,indumento o tessuto |
| KR101508526B1 (ko) * | 2013-02-15 | 2015-04-07 | 주식회사 대동시스템 | 선루프용 케이블 유닛 및 이의 제조방법 |
| US8827820B1 (en) | 2013-03-19 | 2014-09-09 | S.S. White Technologies Inc. | Flexible shaft with interference fit capability |
| WO2016013110A1 (ja) * | 2014-07-25 | 2016-01-28 | グンゼ株式会社 | 複合部材 |
| DE102016104918A1 (de) | 2016-03-16 | 2017-09-21 | Küster Holding GmbH | Steigungskabel mit einem Mitnehmer und Verfahren zur Herstellung eines Steigungskabels mit einem Mitnehmer |
| US10533601B2 (en) * | 2017-03-10 | 2020-01-14 | S.S. White Technologies, Inc. | Casing for a flexible shaft assembly of a vehicle power seat adjuster |
| CN108591237B (zh) * | 2018-04-10 | 2021-08-17 | 上海高齐汽车配件有限公司 | 一种降低噪音用植绒软轴制作工艺 |
| DE102018125647B4 (de) | 2018-10-16 | 2022-10-27 | KÜSTER Unternehmensgruppe | Antriebskabel und Verfahren zu deren Herstellung |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2211790A (en) * | 1938-07-02 | 1940-08-20 | M R C Ltd | Flexible power transmission member |
| US2723705A (en) * | 1950-07-21 | 1955-11-15 | Owens Corning Fiberglass Corp | Method and apparatus for making reinforced plastic laminates |
| DE1283031B (de) * | 1965-04-02 | 1968-11-14 | Vdo Schindling | In einem Schutzrohr gefuehrte Welle |
| US3382662A (en) * | 1965-07-15 | 1968-05-14 | Wyomissing Corp | Covered elastomeric yarns |
| GB1256972A (ko) * | 1968-01-30 | 1971-12-15 | ||
| US3788918A (en) * | 1970-12-15 | 1974-01-29 | P Poulsen | Method for the continuous production of fiber reinforced plastic pipes of variable wall thickness |
| US4010054A (en) * | 1971-05-03 | 1977-03-01 | Albert L. Jeffers | Thermoplastic filament winding process |
| DE2326742C3 (de) * | 1973-05-25 | 1985-05-30 | Drahtseilwerk Saar GmbH, 6654 Kirkel | Verfahren zur Herstellung eines Drahtseils mit einer in einer Einbettung aus Kunststoff liegenden inneren Litzenlage |
| DE3015965C2 (de) * | 1980-04-25 | 1983-11-24 | Webasto-Werk W. Baier GmbH & Co, 8035 Gauting | Flexible Zahnstange mit Führungskörper |
| US4411168A (en) * | 1981-02-18 | 1983-10-25 | Nippon Cable System, Inc. | Inner cable |
| DE3124444C2 (de) * | 1981-06-22 | 1984-03-08 | Rockwell Golde Gmbh, 6000 Frankfurt | In einem Führungsrohr längsverschiebbares Antriebskabel |
| DE3442494C2 (de) * | 1984-11-22 | 1994-08-25 | Kuester & Co Gmbh | Verfahren zur Umkleidung eines eine Steigungswendel aufweisenden Steigungskabels mit einer Kunststoffschicht |
| DE3513093A1 (de) * | 1985-04-12 | 1986-10-23 | Gesellschaft für Steuerungstechnik mbH & Co, 6332 Ehringshausen | Verfahren zum anbringen einer reibungs- und geraeuschmindernden zwischenlage auf einem steigungskabel |
-
1986
- 1986-04-26 DE DE19863614241 patent/DE3614241A1/de active Granted
-
1987
- 1987-04-13 US US07/037,542 patent/US4849038A/en not_active Expired - Lifetime
- 1987-04-21 KR KR1019870003819A patent/KR930012189B1/ko not_active IP Right Cessation
- 1987-04-21 CA CA000535220A patent/CA1297087C/en not_active Expired - Lifetime
- 1987-04-23 EP EP87105965A patent/EP0243882B1/de not_active Expired - Lifetime
- 1987-04-23 ES ES87105965T patent/ES2021297B3/es not_active Expired - Lifetime
- 1987-04-24 JP JP62100190A patent/JPH0718105B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| EP0243882A2 (de) | 1987-11-04 |
| ES2021297B3 (es) | 1991-11-01 |
| DE3614241A1 (de) | 1987-10-29 |
| EP0243882B1 (de) | 1991-01-23 |
| US4849038A (en) | 1989-07-18 |
| JPH0718105B2 (ja) | 1995-03-01 |
| JPS6328991A (ja) | 1988-02-06 |
| DE3614241C2 (ko) | 1990-05-03 |
| CA1297087C (en) | 1992-03-10 |
| KR870010250A (ko) | 1987-11-30 |
| EP0243882A3 (en) | 1988-11-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR930012189B1 (ko) | 마찰 · 잡음 감쇠용 삽입물을 나사선이 감긴 케이블에 부착시키는 방법 | |
| US3025205A (en) | Filament delivery systems and methods | |
| JPH09164594A (ja) | 塗料ローラ | |
| FR2606762B1 (fr) | Dispositif a commande manuelle pour l'enrubannage de pieces telles que notamment faisceaux de cables | |
| JPS62103914A (ja) | ケ−ブルを製造する方法および装置 | |
| US4645628A (en) | Production of optical cable | |
| AU2004281861A1 (en) | Method and apparatus for maintaining filaments in position in a filament winding process | |
| US4904321A (en) | Manufacture of a flexible core for an optical cable | |
| JPH05171581A (ja) | ワイヤにすべり力を与える方法と装置 | |
| EP3604187B1 (en) | Spun yarn take-up machine | |
| US3821058A (en) | Harness cable lacing tool | |
| US4206884A (en) | Method and apparatus for forming a wound strand package | |
| US3532579A (en) | Apparatus for continuously forming a tubular member of resin-impregnated fibers | |
| DE3513093A1 (de) | Verfahren zum anbringen einer reibungs- und geraeuschmindernden zwischenlage auf einem steigungskabel | |
| US3714769A (en) | Method and apparatus for continuously winding tape onto elongated body | |
| US2570929A (en) | Apparatus for taping cores | |
| CA1083393A (en) | Load bearing optical fiber cables | |
| CN210914753U (zh) | 一种智能纺织绕线用的绕线设备 | |
| US2971707A (en) | Cutover mechanisms for strand-reeling installations | |
| CN211945761U (zh) | 一种可调倾斜角度的电缆盘线装置 | |
| JPH07117635B2 (ja) | 光伝導体及びその製造装置並に製造方法 | |
| US3142450A (en) | Apparatus for winding strands on elongated members | |
| GB1196891A (en) | Apparatus for and a Method of Unwinding Wire and the like. | |
| EP0042248B1 (en) | Manufacture of composite shafts | |
| US2363871A (en) | Method of making electrical conductors |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| G160 | Decision to publish patent application | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| LAPS | Lapse due to unpaid annual fee |