KR910003000B1 - 전자 부품 장착 장치 - Google Patents
전자 부품 장착 장치 Download PDFInfo
- Publication number
- KR910003000B1 KR910003000B1 KR1019850009838A KR850009838A KR910003000B1 KR 910003000 B1 KR910003000 B1 KR 910003000B1 KR 1019850009838 A KR1019850009838 A KR 1019850009838A KR 850009838 A KR850009838 A KR 850009838A KR 910003000 B1 KR910003000 B1 KR 910003000B1
- Authority
- KR
- South Korea
- Prior art keywords
- electronic component
- signal
- vacuum
- chip element
- mounting
- Prior art date
Links
Images



Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/04—Mounting of components, e.g. of leadless components
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/04—Mounting of components, e.g. of leadless components
- H05K13/0404—Pick-and-place heads or apparatus, e.g. with jaws
- H05K13/0413—Pick-and-place heads or apparatus, e.g. with jaws with orientation of the component while holding it; Drive mechanisms for gripping tools, e.g. lifting, lowering or turning of gripping tools
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/408—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by data handling or data format, e.g. reading, buffering or conversion of data
- G05B19/4083—Adapting programme, configuration
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/08—Monitoring manufacture of assemblages
- H05K13/081—Integration of optical monitoring devices in assembly lines; Processes using optical monitoring devices specially adapted for controlling devices or machines in assembly lines
- H05K13/0813—Controlling of single components prior to mounting, e.g. orientation, component geometry
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/36—Nc in input of data, input key till input tape
- G05B2219/36503—Adapt program to real coordinates, software orientation
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/37—Measurements
- G05B2219/37572—Camera, tv, vision
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/45—Nc applications
- G05B2219/45083—Manipulators, robot
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/5313—Means to assemble electrical device
- Y10T29/53174—Means to fasten electrical component to wiring board, base, or substrate
- Y10T29/53178—Chip component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/5313—Means to assemble electrical device
- Y10T29/53191—Means to apply vacuum directly to position or hold work part
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/5313—Means to assemble electrical device
- Y10T29/53261—Means to align and advance work part
Abstract
내용 없음.
Description
제1도는 본 발명에 따른 전자 부품 장차가 장치의 관련도.
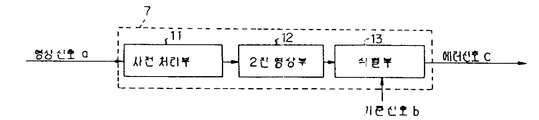
제2도는 제1도의 영상 신호 처리기의 내부 구조를 나타내는 선도.
제3도는 영상 센서가 선형 CCD(charge coupled device) 반도체일 경우 식별부의 동작을 나타내는 그림.
제4도는 반도체 칩 본체의 코너를 나타내는 그림.
* 도면의 주요부분에 대한 부호의 설명
1 : 부품 공급 장치 2 : 칩 소자
3 : 장착부 4 : 진공 고정 장치
5 : 스텝 모우터(step motor) 6 : 영상센서(image sensor)
9 : XY 테이블 10 : 인쇄 배선 회로 기판
본 발명은 인쇄 배선 회로 기판에 전자 회로 소자의 일부인 칩 소자를 장착하는 전자 부품 장착 장치에 관한 것으로서, 상세하게는 영상 처리에 의해 준비된 칩 소자의 위치 에러를 검출하고, 에러를 보상하고, 또한 인쇄 배선 회로 기판 상에 정확한 위치로 칩 소자를 설치하는 그런 장치에 관한 것이다. 나아가서, 본 발명은 어떠한 형상의 부품도 취급할 수 있다.
종래의 칩 소자 장착 장치에서, 진공 고정 장치에 의해 견인되는 칩 소자의 위치 조정은 인쇄 배선 회로 기판 상에 설치되기 전에 소위, 센터링(centering)이라 말하는 기계적인 위치 조정 방법에 의해 수행된다. 예컨대, 일본 특히 공개 공보 57-5395에 기재된 전자 부품 장착 장치에서, 장착용 헤드는 그 선단에 2개의 고정용 못을 가지는데, 하나는 헤드에 고정되고 다른 하나는 헤드 축선에 고정된 축선에 의해 회전 가능하게 지지된다. 장착되는 칩 소자는 2개의 고정을 못에 의해 고정되며 그 다음 위치 조정은 기계적으로 수행된다. 다른 예로서, 일본 특허 공개 공보 54-80558중에 기재된 자동 혼성 회로 기판 조립 장치가 있는데, 이것의 위치 조정 장치는 스핀들에 의해 자유롭게 회전 가능하게 지지되어 있는, 1쌍의 로케이터(하나는 X축선 로케이터 또 하나는 Y축선 로케이터로 칭함)를 가지며, 스핀들의 선단에 견인된 칩 소자는 로케이터 선단부에 의해 고정되며, 또한 위치 조정은 기계적으로 수행되게끔 되어 있다.
후자의 장치에서, 칩 소자가 위치 조정 되었을 경우, 칩 소자는 소정위치가 장착되기 앞서 어떤 접착제로 적용된 인쇄 배선 회로 기판에 장착된다. 반면에, 전자의 장치에서는, 부품 공급부로부터 운반된 칩 소자는 선단이 상부에 면한 상기 장착용 헤드에 인계된다. 이 상태에서, 위치 조정은 상기 설명한 바와같이 수행된다. 다음, 선단에 견인된 칩 소자와 더불어, 장착용 헤드는 인쇄 배선 회로 기판에 하방으로 회전하기 시작하며 회전하면서 접착제가 장착 목적을 위해 칩 소자에 적용된다. 장착용 헤드는 선단에 있는 칩 소자가 인쇄 배선 회로 기판에 면하여서, 설계된 바로서 장착되었을 때 정지한다.
또한, 이들 장치에서, 진공 고정 장치의 일종으로서 장착용 헤드 또는 스핀들은 칩 소자가 진공 수준 탐지기에 의해 선단에 견인되어 있는 여부를 검출한다.
그러나, 상술한 종래의 장치에서는, 다음의 문제들이 결점으로써 지적된다.
서로 다른 크기 및 형상의 다양한 칩 소자를 장착하기 위해 다종의 상이한 기계식 고정 장치가 마련되어야만 한다. 이것은 용이한 취급상 불필요한 것이다.
보다 정밀한 위치 조정을 위해, 기계 고정 장치에 대한 고정확도의 기계 공구 기술이 요구된다.
이런 류의 고정 장치에 의해 칩 소자를 기계적으로 고정 또는 지지하는 것은 칩 소자의 손상의 원인이 되기 쉽다.
불연속 트랜지스터(discrete tramsitor)와 같은 돌출 단자를 가지는 부품은 이런 형식의 고정 장치로써 고정되기 어렵다.
또한, 종래의 전자 부품 장착 장치에서, 칩 소자는 우선 장착 헤드(고정 장치의 일종)에 인계된다. 이것은 칩 소자가 기판에 도달하기 전에 낙하되는 원인이 될 수 있다.
따라서, 본 발명의 목적은 새롭게 개선된 장치를 제공하므로써 종래의 전자 부품 장착 장치의 단점 및 규제를 극복하는데 있다.
또한 본 발명의 목적은 부품에 손상을 입히지 않고 어떠한 형상의 부품도 장착할 수 있는 전자 부품 장착 장치를 제공하는 데 있다.
상기 및 기타 목적은, 테이프 상에 운반되는 전자 부품(2)을 흡입하는 진공 고정 장치(4), 상기 진공 고정 장치(4)를 지니고서 수평으로 이동하는 캐리어(3), 부품의 위치에 응하는 신호를 제공하기 위해 상기 진공 고정 장치(4)에 의해 흡입된 상기 전자 부품의 사진을 찍는 비데오 카메라, 상기 신호에 따른 에러 신호를 제공하는 영상 신호 처리기(7), 인쇄 배선 회로 기판(10)과 전자 부품(2)의 상관 관계를 보정하기 위해 보정 신호를 제공하는 NC 제어 장치(8), 전자 부품이 설치되고 상기 전자 부품과 상기 인쇄 배선 회로 기판간의 상대위치가 상기 NC 제어 장치(8)의 출력에 따라 조정되는 인쇄 배선 회로 기판(10)을 갖춘 XY테이블로 구성된 전자 부품 장착 장치에 의해 달성된다.
본 발명의 상기 및 기타 목적, 특징 및 부수의 장점은 다음의 설명 및 첨부 도면에 의해 더욱 명확하게 이해될 것이다.
제1도는 본 발명의 구현에, 예컨대, 전자 부품 장착 장치를 나타내는 관련도이다. 제1도에서, 부호 1은 테이프 리일(1b)로부터 인출창(1c)에 각 단의 테이프(1a)의 이동으로하나씩 테이프(1a)에 의해 유지된 다수의 칩 소자(2)를 공급하는 부품 공급부를 나타낸다. 테이프(1a)는, 차례로, 테이프(1a)의 전 길이에 따라 거의 일정한 간격으로 그들 사이에 칩 소자를 확고하게 유지시킨 2∼3개의 테이프로 구성된다. 인출창(1c)에서, 칩 소자를 덮은 테이프(1a)의 상부 테이프가 제거되어 차후 설명되는 진공 고정 장치(4)가 칩 소자를 인출하게끔 한다. 부호 3은 제1도에 도시하지 않은 운반 장치 상에 지지된 캐리어 또는 장착부를 나타내며, 장착부(3)는 수평면 및 수직 방향으로 이동할 수 있다. 상기 운반 장치의 스텝 모우터에 의해, 장치의 작용은 NC 제어 장치(8)로부터 보내진 신호에 의해 제어되며, 장착부(3)는 영상 장치(6)의 영상 위치를 통하여 부품 공급부(1)의 인출 위치와 XY 테이블(9)의 장착 위치간의 수평 평면을 이동한다. 또한, 인출 위치와 장착 위치에서, 장착부(3)는 상하 운동으로 세트되게끔 제어된다. 장착부(3)는 공기압 흡입 작용에 의해 칩 소자를 견인하는 진공 고정 장치(4)와 방향으로 진공 고정 장치(4)와 방향으로 진공 고정 장치(4)의 경사각을 제어하는 스텝 모우터(5)를 갖추고 있다. 진공 고정 장치(4)는 칩 소자(2)가 견인되는 선단부와 선단부가 칩 소자를 유지하는지 여부를 검출하는 포토 센서(photo sensor : 제1도중 도시하지 않음)을 가진다. 제1도에서, 풀리(5a)는 스텝 모우터(5)의 회전축에 고정되며, 풀리(5b)도 역시 진공 고정 장치(4)의 θ방향의 회전축 상에 고정되며, 이들 풀리 간의 벨트(5c)에 의해, 스텝 모우터(5)의 구동력이 진공 고정 장치(4)를 NC 제어 장치(8)로 부터 보내진 제어 신호에 대응하는 소망의 각도 위치를 취하게 한다.
부호 6은 TV 카메라와 같은 영상 장치를 나타내는 것으로, 이것은 부품 공급부(1)의 위치와 칩 소자가 장착되는 인쇄 배선 회로 기판(10) 지지용 XY 테이블(9)의 위치 사이의 소정 위치에 놓여진다. 영상 장치(6)는 진공 고정 장치(4)의 선단에 의해 견인된 칩 소자(2)의 비데오 영상을 취하여 출력으로서 얻어지는 영상 신호를 보낸다. 이것은 영상 신호 a로 표기된다. 부호 7은 칩 소자(2)의 위치 및 폭 등과 같은 것을 측정하기 위해 영상 장치(6)으로부터 보내진 영상 신호(a)를 처리하는 영상 신호 처리기를 나타내는 것으로, 기준 위치를 나타내는 NC 제어장치(8)로부터의 기준 신호(b)와 측정치를 비교한다. 따라서, 영상 신호처리기(7)는 칩 소자(2)의 위치 에러를 검출하여 X축, Y축 및 θ방향의 에러를 지시하는 보정 신호(c)를 보낸다.
제2도는 영상 신호 처리기(7)를 보이는 블록선도이다. 영상 신호 처리기(7)는 사전 처리부(11), 2진 영상부(12) 및 식별부(13)로 구성된다. 사전 처리부(11)는 영상 장치(6)로부터 보내진 영상 신호(a)를 중복하여, DC부품 재생과 같은 필요한 사전 처리를 행하며 2진 영상부(12)에 결과를 보낸다. 2진 영상부(12)는 비교 장치 및 그와 결합된 장치들로 구성되며, 이 장치는 입력 영상 신호를 어떤 슬라이싱 수준(slicing level)과 비교하여 2진 영상 신호를 발생시킨다. 이 2진 영상 신호는 식별부(13)에 보내진다. 식별부(13)는 이 2진 영상 신호와 영상 신호(a)의 동시성 신호로부터 얻어진 신호를 가진 칩 소자(2)의 위치 및 폭을 추정한다. 또한, 식별부(13)는 NC 제어 장치(8)로 부터 보내진 기준 신호(b)를 기초로 한 기준 위치의 데이터와 칩 소자(2)의 위치, 폭 등으로서, 칩 소자(2)의 X축, Y축 및 θ방향의 위치 에러를 부여하는 "식별산정"을 수행한다. 이 결과치는 NC 제어 장치에 보정 신호(c) 또는 에러 신호로써 보내진다.
NC 제어 장치(8)는 장착되는 칩 소자의 장착 시이퀸스 및 소망 운동을 명령하는 제어 프로그램 진공 고정 장치(4)의 포토 센서의 출력 신호, 영상 신호 처리기(7)로부터 보내진 보정신호(c)를 가진 모든 시스템 동작을 제어한다. 즉, NC 제어 장치(8)는 상술한 바의 운동으로 제어 프로그램이 장착부(3)의 진공 고정 장치(4)를 명령하고 세트시키는 바로서 운반 장치의 스텝 모우터를 제어하며, 또한 영상 신호처리기(7)에 의해 공급된 보정 신호(c)로부터 XY 테이블(9)과 스텝 모우터(5)에 장착 방향 제어 신호를 발생시키며 또한 장착 방향 보정을 위한 신호를 보낸다. XY 테이블(9)은 그 상부면에 인쇄 배선 회로 기판(10)을 지지하며, 위치 설정을 위해 NC 제어 장치(8)로부터 보내진 대응하는 장착 방향 제어 신호에 의해 동작되는 X축 및 Y축 운동을 제어하는 2개의 스텝 모우터를 갖는다.
그럼 본 구현예의 동작을 설명하기로 한다.
우선, 초기에 부품 공급부(1) 근처의 위치에 고정되어 있는 장착부(3)의 진공 고정 장치(4)는 선단부에서 칩 소자(2)를 견인하기 위해 하강되도록 제어하는 NC 제어 장치(8)의 명령에 의해 부품 공급부(1)의 인출창(1c)을 지나 인출위치로 이동된다. 진공 고정 장치(4)의 포토 센서로부터 보내진 신호를 받아드릴 때 NC 제어 장치(8)는 진공 고정 장치(4)의 선단부가 칩 소자(2)를 견인하는 것을 입증하며 또한 운반 작용을 지속하기 위해 운반 장치에 명령을 보낸다. 따라서, 장착부(3)의 진공 고정 장치(4)는 그 선단에 견인된 칩 소자(2)와 더불어, 인출 위치로 승강하여 비데오 영상이 영상 장치(6)에 의해 취해진 위치로 이동하도록 제어 된다.
영상 장치(6)는 진공 고정 장치(4)의 선단부에 견인된 칩 소자(2)의 위치 및 형상의 비데오 영상을 발생시켜 비데오 신호, 이를테면 영상 신호(a)를 영상 신호 처리기(7)에 보낸다. 영상 신호 처리기(7)는 NC 제어 장치(8)로부터 보내진 상기 영상 신호(a) 및 기준 신호(b)를 가진 칩 소자(2)의 위치 에러를 검출하여 NC 제어 장치(8)에 X축, Y축 및 θ방향의 보정값을 지시하는 보정 신호(c)를 보낸다. 보정 신호(c)로부터 NC 제어 장치(8)는 장착 방향 제어 신호를 발생시키기 위해 제어 프로그램의 대응 명령 값에 대한 각 보정값을 추가하며, 이 신호는 장착부(3)의 스텝 모우터(5)에 보내진다. 이런 방도로 해서, 장착부(3)의 진공 고정 장치(4)는 스텝 모우터에 의해 대응 장착 방향 제어 신호로 상술된 각도 위치(θ)를 취하며, XY 테이블(9)의 장착 위치로 이동하게끔 제어된다. XY 테이블(9)은 X축 방향 및 Y축 방향의 장착 방향 제어 신호를 기초로 하여, 상부면에 놓여있는 인쇄 배선 회로 기판(10)의 위치 고정을 위해 2개의 스텝 모우터에 의해 이동된다. 테이블(9)의 장착 위치에 있는 장착부(3)의 진공 고정 장치(4)는 하강되도록 제어되어서 선단부에 견인된 칩 소자(2)가 인쇄 배선 회로 기판(10)의 규정 위치에 압력에 의해 장착되어지며, 이것에 어떤 접착제가 사전에 적용된다. 다음, 공기압을 낮추면서, 진공 고정 장치(4)가 장착 위치에 올려지게끔 제어된다. 칩 소자(2)과 인쇄 배선 회로 기판(10) 상에 진공 고정 장치(4)의 포토 센서의 출력 신호에 의해 장착되는 것을 입증하면서, NC 제어 장치(8)는 명령을 보내어 장착부(3)의 진공 고정 장치(4)가 부품 공급부(1)의 인출 위치로 이동하게끔 한다. 이런 동작 진행 중, 장착부(3)의 진공 고정장치(4)는 제2의 칩 소자를 인출하며, 또한 이것의 장착은 앞서와 같은 방도로 수행된다. 인쇄 배선 회로 기판상에 대한 전 칩 소자의 장착은 상기 설명한 장착 동작을 반복하므로써 이루어진다.
제3도는 영상 센서가 선형 CCD(charge coupled device) 반도체일 경우의 식별부(13)의 동작을 나타낸다. 이 경우, 서로 직각으로 위치한 1쌍의 CCD 장치가 이용되어서, X, Y 방향의 에러가 검출된다. 제3도중 커브는 영상 센서(6)의 출력 신호를 나타내는데, 여기서 수평축은 시간, 수직축은 신호 수준을 나타내며, 펄스의 폭(W)은 전자 부품의 폭에 관계된다. 펄스의 상승부(R 또는 R')는 전자 부품의 위치를 나타낸다. 말하자면 상승부 R'를 기준 신호의 상승부 R과 일치시키기에 충분하다. 기준 신호의 정보는 영상 신호 처리기(7)에 저장된다고 가정한다. 따라서, 상승부(R')를 가지는 측정 신호가 영상 센서로부터 영상 신호 처리기(7)에 적용될 때, 영상 신호 처리기(7)는 측정 신호의 상승부(R')와 기준 신호의 상승부(R)과의 시간을 비교한다. 이 차이(R'-R)는 전자 부품의 위치의 에러이며, XY 테이블이 이동하므로써 에러가 보정된다.
수직 관계로 있는 1쌍의 센서가 제공되는 한, 양 X, Y 방향의 에러는 보정된다.
비데오 카메라와 같이 평면의 화상(picture)을 취할 수 있는 2차 센서(quadratic sensor)가 이용되는 경우, X 방향 및 Y 방향 에러뿐만 아니라 위치에 대한 각도의 에러도 검출된다. 이 경우, 카메라의 관망 범위가 부품의 크기에 비해 좁기 때문에 에러는 정확하게 검출된다. 가급적, 카메라는 부품의 코너에서 화상을 취한다. 부품의 반도체 칩(2)일 경우, 제4도에 나타낸 바와 같이, 카메라는 코너 2a 및/또는 2b에 걸쳐 있는 화상을 취하며, 이 코너는 칩 본체의 코너와 1쌍의 직각 리이드 선을 포함한다. 리이드선이 칩 본체에 비해 광체가 나기 때문에 리이드선은 부품의 위치를 나타내는 데 이용된다. 2차 센서를 위한 신호 처리기(7)의 예로써, 일본의 도오쿄오 덴시 공업(주)의 VMS-201 제품에 의해 가능하다. 영상 신호 처리기에 의해 측정된 부품의 위치에 대한 에러가 XY 테이블(9)을 제어하는 NC 제어 장치(8)에 적용된다.
상술한 구현에서, 장착부(3)의 진공 고정 장치(4)가 비데오 영상을 찍기 위해 영상 장치(6)의 전방의 영상 위치에 정지한다. 그러나, 거기에는 어떠한 변형에도 가능하다. 가령, 영상 장치(6)가 1차원 주사 형식의 비데오 카메라라면, 그리고 진공 고정 장치(4)가 비데오 카메라를 지나 일정한 속도로 움직일 때, 영상은 얻어진다. 또 다른 예로써, 영상 장치(6)가 진공 고정 장치(4)와 같은 속도로 이동하며 비데오 영상을 찍는 경우가 있다. 또 다른 예로써, 영상 장치(6)가 장착부(3)에 부착되어 전 시간 선단부에서 진공 고정 장치(4)에 의해 견인된 칩 소자의 형상에 대한 비데오 영상을 찍는 경우도 있다.
상술한 구현예는 장착용 칩 소자(2)의 위치 설정이 진공 고정 장치(4)와 XY 테이블(9)에 의해 수행되는 경우를 나타낸다. 위치 설정이 단지 진공 고정 장치에 의해, 또는 각도 위치 수정이 용이하게 되어 있는 XY 테이블 단독으로도 수행될 수 있다는 것도 말할 필요 없다.
상술한 구현예에서, 위치 설정을 위한 수단은 스텝 모우터로써 간단한 개방 루우프 제어에 의해 실현되나, 폐쇄 루우프 제어도 역시 응용된다.
본 발명의 다른 변형예로써, 각 칩 소자는 앞서의 위치 조정에 이용되기 위해 부품의 중앙에 자성 잉크로 인쇄된 마아커(maker)를 가지며, 자기 센서와 같은 마아커를 위한 검출기가 진공 고정 장치 둘레에 부착되며, 진공 고저어 장치(4)가 칩 소자(2)의 중심에 유인되게끔 제어가 형성된다. 칩 소자를 장착하기 위한 이러한 예비 처리는 칩 소자의 에러를 어느 정도 더 작게한다.
상술한 바와 같이, 본 발명에 의해, 칩 소자는 장착 처리에 의해 손상을 입지않고 인쇄 배선 회로 기판에 정밀하게 장착된다. 아울러, 전자 부품 장착 장치는 장치에 요구되는 공작 기계 기술이 종래의 기술에 비해 덜 정밀하게 구사하여도 되기 때문에 비용이 감소된다.
상기한 것으로부터, 전자 부품의 새롭게 개선된 장착 장치를 알 수 있다는 것은 자명하다. 기재된 구현에는 단순히 예시적인 것이지 본 발명의 범위를 한정하려는 것이 아니라는 것도 당연히 알 수 있다. 따라서, 본 발명의 범위를 나타내는 것으로서 명세서 보다는 첨부된 청구 범위로 참고되어야만 한다.
Claims (5)
- 인쇄 회로 기판 상에 전자 부품을 위치, 장착시키기 위해, 테이프상에서 운반되는 전자 부품(2)을 흡수하기 위한 진공 고정 장치(4), 상기 진공 고정 장치(4)를 운반하고 또한 픽업(pick up) 위치와 장착 위치간을 움직이는 캐리어(3), 부품의 위치에 응하는 신호를 제공하기 위해 상기 진공 고정 장치(4)에 의해 흡수된 상기 전자 부품의 화상을 받아들이는 영상 센서, 상기 신호에 따라 에러 신호를 제공하는 영상 신호 처리기(7), 인쇄 배선 회로 기판(10)과 전자 부품(2)간의 상관 관계를 수정하기 위해 보정 신호를 제공하는 NC 제어 장치, 전자 부품이 장착된 인쇄 배선 회로 기판(10)을 운반하는 XY 테이블로 구성되고, 상기 전자 부품과 상기 인쇄 배선 회로 기판간의 관련 위치가 상기 NC 제어 장치(8)의 출력에 따라 조정되는 전자 부품 장착 장치.
- 제1항에 있어서, 상기 전자 부품이 자체의 소정 위치에 자성 마크를 가지며, 상기 진공 고정 장치가 자기 센서를 가져서 자기 센서를 자성 마크에 일치시키므로써 전자 부품이 소정 위치에서 진공 고정 장치에 의해 픽업되는 전자 부품 장착 장치.
- 제1항에 있어서, 상기 진공 고정 장치가 광원과 프토 센서를 가져서 상기 광원으로부터 상기 센서로 통하는 광 비임을 차단하는 전자 부품이 진공 고정 장치에 의해 흡수되었는지를 검출하는 전자 부품 장착 장치.
- 제1항에 있어서, 상기 영상 센서가 선형 CCD 센서인 전자 부품 장착 장치.
- 제1항에 있어서, 상기 영상 센서가 비데오 카메라인 전자 부품 장착 장치.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP59272763A JPS61152100A (ja) | 1984-12-26 | 1984-12-26 | 電子部品装着装置及びその方法 |
| JP84-272763 | 1984-12-26 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR860005572A KR860005572A (ko) | 1986-07-23 |
| KR910003000B1 true KR910003000B1 (ko) | 1991-05-11 |
Family
ID=17518402
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1019850009838A KR910003000B1 (ko) | 1984-12-26 | 1985-12-26 | 전자 부품 장착 장치 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US4675993A (ko) |
| JP (1) | JPS61152100A (ko) |
| KR (1) | KR910003000B1 (ko) |
| CA (1) | CA1240403A (ko) |
| DE (1) | DE3546216A1 (ko) |
| FR (1) | FR2575357B1 (ko) |
| GB (1) | GB2169422B (ko) |
Families Citing this family (65)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1986004479A1 (en) * | 1985-01-21 | 1986-07-31 | Fuji Machine Mfg. Co., Ltd. | Method of and apparatus for detecting electronic device-holding position and electronic device-mounting apparatus |
| USRE33974E (en) * | 1985-01-21 | 1992-06-30 | Fuji Machine Manufacturing Co., Ltd. | Method and apparatus for detecting hold-position of electronic component, and apparatus for mounting electronic component |
| JPS6297395A (ja) * | 1985-10-23 | 1987-05-06 | 三洋電機株式会社 | 電子部品の装着装置 |
| GB2183820A (en) * | 1985-11-09 | 1987-06-10 | Dynapert Precima Ltd | Electronic component placement |
| GB8626499D0 (en) * | 1986-11-06 | 1986-12-10 | Busm Co Ltd | Treating workpieces |
| US4738025A (en) * | 1986-12-23 | 1988-04-19 | Northern Telecom Limited | Automated apparatus and method for positioning multicontact component |
| GB8702618D0 (en) * | 1987-02-05 | 1987-03-11 | Dynapert Precima Ltd | Suction pick-up apparatus |
| GB8702619D0 (en) * | 1987-02-05 | 1987-03-11 | Dynapert Precima Ltd | Component supply means |
| JPH0787277B2 (ja) * | 1987-03-25 | 1995-09-20 | ティーディーケイ株式会社 | 表面実装部品の基板搭載方法 |
| JP2576123B2 (ja) * | 1987-05-29 | 1997-01-29 | ソニー株式会社 | 部品実装機 |
| US4875279A (en) * | 1987-08-21 | 1989-10-24 | E. I. Du Pont De Nemours And Company | Die attach pickup tools |
| US4914808A (en) * | 1987-10-16 | 1990-04-10 | Sanyo Electric Co., Ltd | Automatic electronic parts mounting apparatus for repeatedly mounting in forward and reverse sequences |
| US4866837A (en) * | 1987-12-03 | 1989-09-19 | Hughes Aircraft Company | Dual port alignment assembly station for attaching components to circuit boards |
| CA1320005C (en) * | 1988-06-16 | 1993-07-06 | Kotaro Harigane | Electronic component mounting apparatus |
| DE3823836A1 (de) * | 1988-07-14 | 1990-01-18 | Fraunhofer Ges Forschung | Verfahren zum vermessen von der bestueckung von leiterplatten dienenden bauelementen und einrichtung zur durchfuehrung des verfahrens |
| US5084962A (en) * | 1988-08-24 | 1992-02-04 | Tdk Corporation | Apparatus for and method of automatically mounting electronic component on printed circuit board |
| JP2776860B2 (ja) * | 1989-01-11 | 1998-07-16 | 株式会社日立製作所 | 電子部品装着装置及び装着方法 |
| JP2715517B2 (ja) * | 1989-02-03 | 1998-02-18 | ソニー株式会社 | 部品マウント装置 |
| JPH07120875B2 (ja) * | 1989-03-17 | 1995-12-20 | ティーディーケイ株式会社 | 電子部品装着装置及びその方法 |
| JPH02284885A (ja) * | 1989-04-27 | 1990-11-22 | Nissan Motor Co Ltd | ワーク位置決め装置の位置教示方法 |
| JPH02303100A (ja) * | 1989-05-17 | 1990-12-17 | Matsushita Electric Ind Co Ltd | 部品装着方法 |
| JP2620646B2 (ja) * | 1989-06-07 | 1997-06-18 | 三洋電機株式会社 | 電子部品自動装着装置 |
| US5342460A (en) * | 1989-06-13 | 1994-08-30 | Matsushita Electric Industrial Co., Ltd. | Outer lead bonding apparatus |
| JP2805854B2 (ja) * | 1989-06-28 | 1998-09-30 | 松下電器産業株式会社 | 電子部品実装方法 |
| JP2712642B2 (ja) * | 1989-10-03 | 1998-02-16 | 松下電器産業株式会社 | 部品傾き検出方法 |
| JP2773307B2 (ja) * | 1989-10-17 | 1998-07-09 | 松下電器産業株式会社 | 電子部品の実装方法 |
| US4941255A (en) * | 1989-11-15 | 1990-07-17 | Eastman Kodak Company | Method for precision multichip assembly |
| US4980971A (en) * | 1989-12-14 | 1991-01-01 | At&T Bell Laboratories | Method and apparatus for chip placement |
| GB9000726D0 (en) * | 1990-01-12 | 1990-03-14 | Automation Tooling Syst | System for mounting components on circuit boards |
| JPH07105637B2 (ja) * | 1990-05-31 | 1995-11-13 | 三洋電機株式会社 | 部品装着装置 |
| US5113565A (en) * | 1990-07-06 | 1992-05-19 | International Business Machines Corp. | Apparatus and method for inspection and alignment of semiconductor chips and conductive lead frames |
| US5212881A (en) * | 1990-09-20 | 1993-05-25 | Tokico Ltd. | Electronic component mounting apparatus |
| US5257714A (en) * | 1990-11-20 | 1993-11-02 | International Business Machines Corporation | Method and apparatus for electronic component lead inspection |
| US5144747A (en) * | 1991-03-27 | 1992-09-08 | Integrated System Assemblies Corporation | Apparatus and method for positioning an integrated circuit chip within a multichip module |
| US5216804A (en) * | 1991-05-21 | 1993-06-08 | U.S. Philips Corp. | Method and device for placing a component on a printed circuit board |
| JP2997338B2 (ja) * | 1991-07-01 | 2000-01-11 | 株式会社テンリュウテクニックス | チップマウンタ |
| DE4209524A1 (de) * | 1992-03-24 | 1993-09-30 | Siemens Ag | Verfahren zur Lageerkennung und/oder Teilungsprüfung und/oder Koplanaritätsprüfung der Anschlüsse von Bauelementen und Bestückkopf für die automatische Bestückung von Bauelementen |
| US5547537A (en) * | 1992-05-20 | 1996-08-20 | Kulicke & Soffa, Investments, Inc. | Ceramic carrier transport for die attach equipment |
| JP2941617B2 (ja) * | 1993-10-21 | 1999-08-25 | 株式会社テンリュウテクニックス | 電子部品の部品データ記録装置およびそれを用いた電子部品の搬送組み付け装置 |
| US6024526A (en) * | 1995-10-20 | 2000-02-15 | Aesop, Inc. | Integrated prober, handler and tester for semiconductor components |
| JP3106345B2 (ja) * | 1995-10-23 | 2000-11-06 | 株式会社新川 | ワイヤボンディング装置 |
| US6085407A (en) * | 1997-08-21 | 2000-07-11 | Micron Technology, Inc. | Component alignment apparatuses and methods |
| US6141866A (en) * | 1998-02-25 | 2000-11-07 | International Business Machines Corporation | Universal tool for uniformly applying a force to a plurality of components on a circuit board |
| US6137281A (en) * | 1998-05-15 | 2000-10-24 | Lockheed Martin Corporation | Magnetic back-to-back locator |
| JP2002529907A (ja) | 1998-11-05 | 2002-09-10 | サイバーオプティクス コーポレーション | 改良された画像形成システムを備えた電子回路組立装置 |
| US6532395B1 (en) * | 1999-10-15 | 2003-03-11 | Data I/O Corporation | Manufacturing system with feeder/programming/buffer system |
| US6647303B1 (en) | 1999-10-15 | 2003-11-11 | Data I/O Corporation | Feeder/programming/buffer control system and control method |
| US6449523B1 (en) | 1999-10-15 | 2002-09-10 | Data I/O Corporation | Feeder/programming/buffer operating system |
| US6538244B1 (en) | 1999-11-03 | 2003-03-25 | Cyberoptics Corporation | Pick and place machine with improved vision system including a linescan sensor |
| WO2001068326A2 (en) * | 2000-03-10 | 2001-09-20 | Meta Controls, Inc. | Smart camera for controlling an actuator |
| US6985780B2 (en) * | 2000-03-10 | 2006-01-10 | Adept Technology, Inc. | Smart camera |
| US6605500B2 (en) | 2000-03-10 | 2003-08-12 | Infotech Ag | Assembly process |
| US6988008B2 (en) * | 2000-03-10 | 2006-01-17 | Adept Technology, Inc. | Smart camera |
| DE60137681D1 (de) | 2000-03-10 | 2009-04-02 | Infotech Ag | Verfahren und vorrichtung zum justieren eines bauelementes auf einem substrat unter verwendung von digitaler merkmaltrennung |
| US6535291B1 (en) * | 2000-06-07 | 2003-03-18 | Cyberoptics Corporation | Calibration methods for placement machines incorporating on-head linescan sensing |
| US6732003B1 (en) | 2000-08-07 | 2004-05-04 | Data I/O Corporation | Feeder/programming/loader system |
| JP2002198398A (ja) * | 2000-12-27 | 2002-07-12 | Shibuya Kogyo Co Ltd | ボンディング装置 |
| US6463359B2 (en) | 2001-02-20 | 2002-10-08 | Infotech Ag | Micro-alignment pick-up head |
| JP4307054B2 (ja) * | 2002-11-29 | 2009-08-05 | パナソニック株式会社 | 部品撮像装置 |
| US7472737B1 (en) * | 2003-01-15 | 2009-01-06 | Leannoux Properties Ag L.L.C. | Adjustable micro device feeder |
| AU2003902259A0 (en) * | 2003-05-13 | 2003-05-29 | Telezygology Inc. | Improved assembly system |
| JP5746610B2 (ja) * | 2011-12-22 | 2015-07-08 | ヤマハ発動機株式会社 | 部品撮像装置および同装置を備えた部品実装装置 |
| JP6413084B2 (ja) * | 2015-01-06 | 2018-10-31 | パナソニックIpマネジメント株式会社 | 電子部品供給装置 |
| JP6398082B2 (ja) | 2015-02-26 | 2018-10-03 | パナソニックIpマネジメント株式会社 | 部品実装方法および部品実装装置 |
| US9810972B2 (en) | 2015-03-27 | 2017-11-07 | Drexel University | Robot specimen photography mount |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3341030A (en) * | 1965-03-29 | 1967-09-12 | Eugene L Engels | Method and apparatus for positioning and orientating articles |
| US3453714A (en) * | 1967-02-10 | 1969-07-08 | Ibm | Vacuum operated chip placement head |
| US3422396A (en) * | 1967-06-26 | 1969-01-14 | Motorola Inc | Target information determining system |
| US3612955A (en) * | 1969-01-21 | 1971-10-12 | Bell Telephone Labor Inc | Circuit board containing magnetic means for positioning devices |
| US3838274A (en) * | 1973-03-30 | 1974-09-24 | Western Electric Co | Electro-optical article positioning system |
| JPS5537283A (en) * | 1978-09-08 | 1980-03-15 | Matsushita Electric Ind Co Ltd | Article shifter |
| JPS5588347A (en) * | 1978-12-27 | 1980-07-04 | Fujitsu Ltd | Automatic aligning system |
| JPS5649600A (en) * | 1979-09-28 | 1981-05-06 | Hitachi Ltd | Part supplying unit |
| JPS57164310A (en) * | 1981-04-03 | 1982-10-08 | Hitachi Ltd | Automatic assembling device |
| JPS587900A (ja) * | 1981-07-06 | 1983-01-17 | 株式会社東芝 | チップ素子の検知方法 |
| JPS58135403A (ja) * | 1982-02-05 | 1983-08-12 | Hitachi Ltd | 位置決め装置 |
| JPS58175894A (ja) * | 1982-04-08 | 1983-10-15 | 三洋電機株式会社 | 電子部品装着装置 |
| JPS59155199A (ja) * | 1983-01-26 | 1984-09-04 | 三洋電機株式会社 | 電子部品装着装置 |
| US4557386A (en) * | 1983-06-27 | 1985-12-10 | Cochlea Corporation | System to measure geometric and electromagnetic characteristics of objects |
| DE3340084C2 (de) * | 1983-11-05 | 1985-10-31 | Zevatech AG, Bellach | Vorrichtung zur Positionierung von Bauteilen auf einem Werkstück |
| JPS60132399A (ja) * | 1983-12-20 | 1985-07-15 | 松下電器産業株式会社 | 電子部品の位置規正方法 |
-
1984
- 1984-12-26 JP JP59272763A patent/JPS61152100A/ja active Granted
-
1985
- 1985-12-24 CA CA000498551A patent/CA1240403A/en not_active Expired
- 1985-12-24 GB GB08531811A patent/GB2169422B/en not_active Expired
- 1985-12-26 US US06/813,666 patent/US4675993A/en not_active Expired - Fee Related
- 1985-12-26 FR FR858519233A patent/FR2575357B1/fr not_active Expired
- 1985-12-26 KR KR1019850009838A patent/KR910003000B1/ko not_active IP Right Cessation
- 1985-12-27 DE DE19853546216 patent/DE3546216A1/de active Granted
Also Published As
| Publication number | Publication date |
|---|---|
| KR860005572A (ko) | 1986-07-23 |
| DE3546216C2 (ko) | 1991-12-12 |
| DE3546216A1 (de) | 1986-07-03 |
| US4675993A (en) | 1987-06-30 |
| GB2169422A (en) | 1986-07-09 |
| FR2575357B1 (fr) | 1989-03-24 |
| GB8531811D0 (en) | 1986-02-05 |
| CA1240403A (en) | 1988-08-09 |
| GB2169422B (en) | 1988-04-20 |
| JPH0344438B2 (ko) | 1991-07-05 |
| JPS61152100A (ja) | 1986-07-10 |
| FR2575357A1 (fr) | 1986-06-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR910003000B1 (ko) | 전자 부품 장착 장치 | |
| US5249356A (en) | Method and apparatus for mounting electronic component | |
| US5724722A (en) | Part state detecting device for mounter | |
| JP2001136000A (ja) | 装着装置の装着精度検出治具および装着精度検出方法 | |
| JP2009010167A (ja) | 部品移載装置 | |
| JP3265143B2 (ja) | 部品搭載方法および装置 | |
| JP2554424B2 (ja) | 部品装着装置 | |
| JP3115960B2 (ja) | 部品認識装置の基準点調整装置 | |
| JPH0766192B2 (ja) | 自動露光装置におけるワーク位置決め方法 | |
| JP3499316B2 (ja) | 実装機の校正データ検出方法及び実装機 | |
| JP3142720B2 (ja) | 実装機の位置補正方法及びその装置 | |
| JP4633912B2 (ja) | 電子部品装着装置 | |
| JP3075854B2 (ja) | 部品のリード浮き検出方法及びそれを使用した部品装着装置 | |
| JPH01122200A (ja) | 電子部品装着装置 | |
| JPH0683945A (ja) | 物品認識装置 | |
| WO2022244086A1 (ja) | 部品移載装置 | |
| JPH11126995A (ja) | 部品搭載装置 | |
| JP3564263B2 (ja) | 部品認識装置 | |
| KR100406058B1 (ko) | 테이프피더의 픽업센터 감지방법 | |
| JP2000124696A (ja) | 実装機における部品認識基準の位置ずれ検出方法及び同検出装置 | |
| JPH11204993A (ja) | 部品装着方法及び同装置 | |
| JPH10135695A (ja) | 電子部品装着装置 | |
| JPH11220293A (ja) | 部品装着方法及び同装置 | |
| JPH04167600A (ja) | 位置補正装置及び位置補正方法 | |
| JP3247920B2 (ja) | 電子部品実装装置の制御方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| G160 | Decision to publish patent application | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| FPAY | Annual fee payment |
Payment date: 19950330 Year of fee payment: 5 |
|
| LAPS | Lapse due to unpaid annual fee |