KR890001486B1 - 광학 도파관 섬유 성형 방법 - Google Patents
광학 도파관 섬유 성형 방법 Download PDFInfo
- Publication number
- KR890001486B1 KR890001486B1 KR8202506A KR820002506A KR890001486B1 KR 890001486 B1 KR890001486 B1 KR 890001486B1 KR 8202506 A KR8202506 A KR 8202506A KR 820002506 A KR820002506 A KR 820002506A KR 890001486 B1 KR890001486 B1 KR 890001486B1
- Authority
- KR
- South Korea
- Prior art keywords
- particulate material
- glass
- core
- core member
- preform
- Prior art date
Links
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/01—Manufacture of glass fibres or filaments
- C03B37/02—Manufacture of glass fibres or filaments by drawing or extruding, e.g. direct drawing of molten glass from nozzles; Cooling fins therefor
- C03B37/025—Manufacture of glass fibres or filaments by drawing or extruding, e.g. direct drawing of molten glass from nozzles; Cooling fins therefor from reheated softened tubes, rods, fibres or filaments, e.g. drawing fibres from preforms
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/01—Manufacture of glass fibres or filaments
- C03B37/012—Manufacture of preforms for drawing fibres or filaments
- C03B37/014—Manufacture of preforms for drawing fibres or filaments made entirely or partially by chemical means, e.g. vapour phase deposition of bulk porous glass either by outside vapour deposition [OVD], or by outside vapour phase oxidation [OVPO] or by vapour axial deposition [VAD]
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Geochemistry & Mineralogy (AREA)
- Life Sciences & Earth Sciences (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Manufacture, Treatment Of Glass Fibers (AREA)
- Glass Compositions (AREA)
- Optical Fibers, Optical Fiber Cores, And Optical Fiber Bundles (AREA)
- Glass Melting And Manufacturing (AREA)
- Optical Integrated Circuits (AREA)
- Surface Treatment Of Glass Fibres Or Filaments (AREA)
- Mechanical Coupling Of Light Guides (AREA)
- Securing Of Glass Panes Or The Like (AREA)
- Window Of Vehicle (AREA)
- Apparatus For Radiation Diagnosis (AREA)
- Diaphragms For Electromechanical Transducers (AREA)
- Peptides Or Proteins (AREA)
- Document Processing Apparatus (AREA)
- Input Circuits Of Receivers And Coupling Of Receivers And Audio Equipment (AREA)
- Toys (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
Abstract
내용 없음.
Description
제 1 도는 본 발명을 수행하기 위한 장치의 개략도.
제 2 도는 본 발명에 따른 장치의 다른 실시예를 도시한 도면.
제 3 도는 첨가제의 유속을 버너 위치의 함수로서 나타낸 그래프.
제 4 도는 본 발명에 따른 장치의 또 다른 실시예를 도시한 도면.
제 5 도는 연속적인 섬유 인발 공정을 도시한 도면.
제 6 도는 초기의 예형 성형단계에서의 맨드릴과 예형의 단면도.
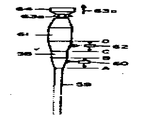
제 7 도는 광학 도파관 예형의 성형에 사용된 본 발명에 따른 장치를 도시한 도면.
* 도면의 주요부분에 대한 부호의 설명
10 : 맨드릴 12 : 척크(chuck)
14 : 인발 메카니즘 16 : 버너
20 및 34 : 미립자 물질 32 : 수으트(soot) 증착장치
본 발명은 광학 도파관 섬유의 제조 방법에 관한 것이다.
광학 도파관 섬유는 지난 10년동안 크게 개량되었다. 손실이 매우 낮은 섬유는, 매우 순수한 물질을 성형시키는 화학적 증착법(CVD)에 의해 성형되는 것이 일반적이다. 이 방법에 따르면, 일시적 맨드릴의 외측면에, 또는 관(이 관은 후에 피복물질의 적어도 일부를 형성하게 된다)의 내측면상에 유리층을 증착시키거나, 또는 이들 기술을 결합시킴으로써 광학 도파관이 예형(preform)을 성형할 수 있다. 이러한 2가지 CVD방법의 구체적인 예에 대해서 이하에 간단히 설명하겠다.
내부 증기상 산화법이라고 불리는 CVD방법의 한가지 예에 따르면, 반응물 증기를 산화 매질과 함께 중공(中空)의 원통형 기질을 통해 유동시킨다. 기질 및 함유된 증기 혼합물을 기질에 대하여 길이방향으로 이동하는 열원에 의해 가열하여서, 이동하는 가열지역의 기질관내에 설정되도록 한다. 가열지역내에 생긴 미립자 물질의 부유물을 하향 이동시켜서 이것의 적어도 일부가 기질의 내부표면위에 얹혀지도록 하고, 이것을 용융시켜서 연속적인 유리형 증착물을 형성시킨다. 최종적인 광학 도파관 섬유의 피복 및 코어 물질로서의 역할을 하는 적당한 층을 증착시킨 후에, 유리관의 온도를 일반적으로 증가시켜서 이 관이 붕괴되도록 한다. 그후 이때 형성된 인발 블랭크(draw blank)를 공지 기술에 따라 인발(引拔)하여서, 바람직한 직경을 가진 광학 도파관 섬유를 형성하는 것이다.
CVD방법의 다른 예에서는, 반응물 성분의 증기를 불꽃속으로 도입하여 산화시켜서, 유리 미립자 물질 또는 수우트(soot)를 형성시키고, 이를 맨드릴로 보낸다. 이와 같이 유리 수우트의 피막을 형성하는 소위 불꽃가수분해법 또는 외부 증기상 산화법은 미합중국 특허 제3,737,292호, 제3,823,995호, 제3,884,550호, 제3,957,474호 및 제4,135,901호에 상세하게 기재되어 있다. 스텝형 광학 도파관의 섬유를 형성하기 위해서는, 제 1 피막보다 낮은 굴절률을 갖는 제 2 피막을 제 1 피막의 외주면상에 가하여준다. 그래디언트형 광섬유를 형성하기 위해서는, 미합중국 특허 제3,823,995호에 기재된 바와 같이 굴절률이 점점 낮아지도록 되어 있는 다수의 층을 출발부재에 가하여준다. 그래디언트형 광섬유에는 피복 물질의 피막이 제공될 수도 있다. 다수의 피막이 맨드릴위에 형성된 후에, 맨드릴을 제거하고 이때 형성된 관상의 예형을 압밀로(consolidation furnace)내에 점차로 삽입한다. 압밀로의 온도는 유리 수우트 입자를 용융시키기에 충분할 정도로 높으므로, 수우트 예형은 입자 경계가 존재하지 않는 조밀한 유리 본체로 압밀된다. 미합중국 특허 제3,957,474호에 기재된 외부 증기상 산화법의 한가지 실시예에서는, 출발 로드(rod)가 최종적인 섬유의 코어를 형성한다. 증착된 피복 수으트는 코어 로드의 표면에 압밀되며, 이와 같이 압밀된 블랭크를 광학 도파관 섬유로 인발하는 것이다.
광학 도파관 예형을 형성하는 CVD방법에 의하면 매우 낮은 감쇠도를 갖는 광학 도파관 섬유를 형성할 수 있는 있지만, 이 섬유는 비교적 값이 비싸다. 또한, 내부 증기상 산화법에 의해 형성될 수 있는 예형의 크기는 비교적 제한된다. 중공의 원통형 기질관의 길이는, 반응 온도로 가열될 수 있으면서도 2개의 분리된 척크(chuck)사이에 지지될 수 있는 길이로 제한된다. 이 방법에서는, 기질관의 직경도 역시 제한된다.
예형의 크기를 증가시키거나 또는 예형이 형성되는 동안에 이 예형으로부터 섬유를 연속적으로 인발하면, 섬유의 제조가격을 낮출 수가 있다. 이들 2가지의 경비 절감 방법에 의하면, 섬유의 단위 길이에 대한 예형의 취급 및 처리단계의 수효가 감소된다.
외부 증기상 산화법은 경비 절감을 위해 쉽게 변형될 수가 있다. 초기에는, 예형의 직경을 크게함으로써 예형이 크게 만들어졌다. 이것은, 버너를 수우트 예형을 따라 길이방향으로 횡단시킨 다음, 반경을 증가시키는 부가적인 층을 여기에 추가시킴으로써 이루어졌었다. 그후에, 한개 혹은 다수의 버너 또는 기타의 수우트 증착 노즐을 출발부재를 향해 축방향으로 배향시키는 축 방법이 개발되었다. 증착된 수우트층의 두께가 증가됨에 따라서, 출발 부재는 버너로 부터 멀리 이동된다. 축방향 증기상 산화법은 미합중국 특허 제3,966,446호, 제4,017,288호, 제4,135,901호, 제4,224,046호 및 4,231,774호에 기재되어 있다.
축방향 증기상 산화법에 의해 코어를 형성하고, 방사상 내향을 향하는 유리 수우트의 흐름에 의해 피복층을 코어에 동시에 증착시키는 혼합 방법은 미합중국 특허 제3,957,474호와 제4,062,655호에 기재되어 있다. 코어가 형성되면, 이 코어는 이것을 형성하였던 버너 또는 노즐로 부터 회수된다. 피복은 고정된 버너 또는 노즐에 의해 증착된다.
증기상 산화법에 의해 광학 도파관 섬유를 형성하는 연속적인 방법은 슐츠(P.C. Schultz)에게 허여된 미합중국 특허 제4,230,472호, 영국 특허원 제2,023,127A호 및 브랭큰쉽(M.G. Blankenship)의 명의로 1980년 6월 2일자 출원된 미합중국 특허원 제155,422호에 기재되어 있다.
슐츠의 특허에 따르면, 연속적인 코어 부재를 길이방향으로 이동시키면서 미립자 물질의 접착성 피막을 여기에 동시에 기하여줌으로써, 균일한 두께의 연속적이고 균질한 점착성 피막을 형성시킨다. 이와 같이 형성된 복합체를 동시에 또는 차후에 가열함으로써 점착성 피막을 소결 또는 압밀시켜서 고체 블랭크를 형성시키고, 이 고체 블랭크를 이 물질의 인발온도로 가열하고 인발하여서 단면적을 감소시키면, 실질적으로 연속적인 광학 도파관의 형성된다. 코어 부재는 코어를 구성하고, 압밀된 피막은 최종적인 광학 도파관의 피복을 구성한다. 점착성 피막을 소결 또는 압밀시켜서 고체 블랭크를 형성한 다음에 별도의 공정에서 인발할 수도 있고, 또는 연속 공정의 일부로서 차후에 인발할 수도 있다. 다른 방법으로서는, 구조물을 1회 가열시키는 방법을 사용하는 소결 또는 압밀단계의 직후에 광학 도파관을 인발할 수도 있다.
영국 특허원 제2,023,127A호에 따르면, 나(裸) 섬유 코어를 가열된 유리 로드로 부터 인발한다. 유리 미립자를 증착시킴에 의해 코어 섬유상에 피복을 형성하고, 그후에 이를 가열함으로써 압밀된 유리 피복을 형성시킨다.
브랭큰쉽의 특허 출원서에는, 광학 도파관 예형에 적합한 물품을 형성하는 연속적인 방법에 대해서 기재되어 있다. 출발부재 또는 유인판(bait)을 준비하고 출발 부재의 외면에 미립자 물질을 가하여 피막을 형성시킴으로써, 예형을 형성한다. 피막을 길이 방향으로 이동시키면서 이와 동시에 부가적인 미립자 물질을 피막에 가하여 예형 본체를 형성시키고, 그후 이 예형 본체를 길이방향으로 이동시킨다. 예형 본체를 길이방향으로 이동시키고 그 단부에 부가적인 미립자 물질을 가하여 주는 동안, 출발 부재를 예형 본체로부터 연속적으로 제거하여서 예형 본체내의 길이방향의 구멍을 남겨 놓는다. 이렇게 형성된 예형을 그 후에 가열 및 압밀하고 인발하면, 광학 도파관 섬유가 얻어진다.
상술한 바와 같은 CVD 방법에서 증착 속도를 결정하는 중요하고 제한적인 요소는, 수우트 입자가 실려지는 가스 흐름의 온도에 관련된다. 심킨스(P.G. Simkins) 등에 의한 “열 편승(Thermophoresis) : 변형된 화학적 증착에 있어서의 대량 이송 매카니즘”[저어널 오브 어플라이드 피직스(Journal of Applied Physics), 제50권 제 9 호(1979년 9월) 5676-5681면]을 참조하기 바란다. 열 편승은 수우트 입자들을 가스 흐름의 고온부분으로부터 저온 부분을 향해 구동시킨다. 예형의 표면은 이를 둘러싸고 있는 가스 흐름보다 통상적으로 저온이기 때문에, 수우트 입자들은 열 편승의 작용에 의하여 예형 표면을 행해 구동된다. 예형 표면의 온도와 이를 둘러싸고 있는 가스 흐름의 온도가 거의 같으면, 온도 구배가 낮아진다. 그러므로, 열 편승 효과는 최소로 되고, 증착 속도도 느려진다. 그러나, 예형의 표면 온도가 낮으면, 커다란 열 구배로 인한 열 편승 효과에 의하여 증착 속도가 비교적 빠르게 된다.
상술한 바와 같은 종래 기술에서, 버너는 예형위의 하나의 위치를 연속적으로 향하게 된다. 그러므로, 예형 표면이 가열되고, 이 예형 표면과 수우트 함유 가스 흐름 사이의 작은 온도 구배에 의하여 증착 속도가 제한된다.
따라서, 본 발명의 목적은 광학 도파관 섬유를 제조하기 위한 증기상 산화법의 증착 효율을 개량하려는 것이다.
간단하게 말하면, 본 발명의 방법은 다음과 같다. 버너 등의 수단에 의해 유리 미립자 물질의 흐름을 원통형 코어 부재의 측방향 표면으로부터 보내어 줌으로써, 이 표면에 제 1 피막을 형성시킨다. 코어 부재를 회전운동시키고, 또한 버너에 대해 한쪽 방향으로 길이방향으로 운동시킨다. 또한, 버너를 코어 부재의 길이방향의 일부분에 대하여 진동시킨다. 코어 물질에 대한 버너는 길이방향 운동 및 진동 운동이 결합되면 코어 물질의 일부에 미립자 물질이 소정의 두께로 쌓여지는데, 이 미립자 물질의 두께는 상술한 소정의 두께로부터 점점 가늘어져서, 코어 물질에 대한 버너의 전동 운동이 일어나는 지역에서는 그 두께가 0의 값에 수렴하게 된다. 코어 물질에 대한 버너의 진동 운동에 의하면 버너가 연속적으로 통과하는 사이에 수우트 예형이 냉각되므로 열 편승이 향상되어서 증착 속도가 증가하게 된다. 버너와 코어 물질 사이의 연속적인 길이방향 운동에 의하면 비교적 긴 예형이 형성되거나 예형이 연속적으로 제조될 수 있으므로, 필요에 따라서 섬유를 이로부터 연속적으로 인발해 낼 수 있다.
이하, 첨부도면을 참조하면서 본 발명을 더욱 구체적으로 설명하면 다음과 같다.
제 1 도에서, 실리카 또는 그외의 다른 고온 내화성 물질로 된 맨드릴(10)은 척크(12)에 고정되어 있으며, 이 척크(12)는 화살표(14a) (14b)로 각각 표시된 바와 같이 메카니즘(14)에 의해 회전하거나 길이방향 축을 따라 이동한다. 맨드릴(10)은 처음에 예컨대 불꽃 가수분해 버너(16)과 같은 축방향 수우트 증착 수단의 부근에 배치되므로 그 단부면은 버너로부터 방출되는 미세한 수우트 입자의 경로내에 있게 된다. 최종적인 예형의 코어 부분(22)를 형성하게 될 미립자 물질의 점착성 피막은 처음에 맨드릴의 단부면에 배치된다. 미립자 물질(20)은 광학 도파관의 코어에 적합한 임의의 물질이어도 좋지만, 도파관 피복의 굴절률보다 높은 굴절률을 가져야 한다. 증착 수단(16)에 구성 성분을 전달하기에 적합한 수단은, 예컨대 미합중국 특허 제3,826,560호, 제1,148,621호 및 제4,173,304호 등에 기재된 바와 같은 공지된 임의의 수단일 수 있다.
미립자 물질이 맨드릴의 단부면에 증착되고 이러한 증착이 계속되면, 다공성(porous)의 예형 코어 부분이 형성된다. “다공성 예형”이란, 유리 또는 증착되는 물질의 작은 입자들이 서로 부착되어서 그 사이에 약간의 공간이 형성되는 비교적 다공성의 본체를 의미한다. 단부면(24)는 미립자 물질의 증착에 의해 연속적으로 새롭게 형성된다. 증착 수단(16)은 길이방향 이동에 관한 한도내에서는 실제적으로 고정되어 있기 때문에, 출력 부재(10)은 단부면(24) 위에 미립자 물질이 쌓여지는 속도에 대응하는 속도로 화살표(14b)의 방향으로 그 길이방향 축을 따라 이동함으로써 단부면(24)가 증착 수단(16)으로부터 비교적 고정된 거리에 있도록 하여 주는 것이 바람직하다. 이러한 고정된 거리를 유지하기 위해서는, 미합중국 특허 제4,062,665호의 제 8 도에 도시된 것과 같은 수단을 사용하여도 좋다.
수우트 증착 수단(16)은, 코어 부재로 향할 수 있는 미립자 물질의 흐름을 제공하는 평면 버너, 리본 버너, 링 버너 등을 비롯한 임의의 수우트 증착용 버너로 구성될 수 있다. 적당한 버너의 예는 미합중국 특허 제3,563,345호와 제1,165,223호에 기재되어 있다. 또한, 증착 수단(16)은 레이저 비임과 같은 수단에 의해 가열되어서 수우트 흐름을 형성하게 되는 반응물 증기를 방출하는 미합중국 특허 제3,957,474호에 기재된 것과 같은 노즐로 구성될 수 있다. 수우트 증착용 버너가 바람직하기 때문에, 이하에서는 이러한 형태의 수우트 증착 수단에 관련하여 설명하기로 한다.
본 발명에서는, 버너가 단부면(24)의 주위에서 회전하도록 되어 있다. 버너의 회전은 출발 부재(12)의 회전에 부가하여서, 또는 그 대신에, 또는 출발 부재의 회전과의 임의의 결합에 의하여 이루어질 수 있다. 축방향 증기상 산화법에 의해 다공성 예형 코어 부분을 혀성하기에 적합한 다른 수단들은, 예를 들어 상술한 미합중국 특허 제3,957,474호, 제3,966,446호, 제4,062,665호, 제4,017,228호 및 제4,224,046호에 기재되어 있다.
최종적인 예형의 피복(30)을 형성하게 될 미립자 물질의 점착성 피막은 수우트 증착 수단(32)에 의해 증착된다. 이 수우트 증착 수단(32)도 역시 버너, 노즐등으로 구성될 수 있다. 버너(32)는 코어 부분(22)의 주위에 배치된 다수의 버너로 구성될 수 있고, 이 버너들은 예형 축의 주위에서 회전할 수 있다. 바람직한 실시예에서는, 버너(16) (32)가 예형 축의 주위를 회전하는 것이 아니라, 예형이 형성될 때에 이 예형의 화살표(14a)의 방향으로 회전한다. 미립자 물질(34)는 광학 도파관 섬유의 피복에 적합한 임의의 물질일 수 있는데, 이것의 특징은 광학적인 순도 및 코어 물질의 굴절률보다 낮은 굴절률이다.
본 발명에 따르면, 버너(32)는 예형의 길이방향 축을 따라 앞뒤로 이동하다. 버너(32)의 이러한 진동 운동은 인발 메카니즘(14)에 의한 화살표(14b)의 방향으로의 맨드릴(10)의 이동에 의해 야기되는 예형에 대한 이 버너의 균일한 상대적인 운동에 중첩된다. 그 결과, 피복이 증착되는 초기에 원추형 지역(36)이 형성되며, 버너(32)가 피복 수우트를 증착하는 피복(30)의 부분에는 원추형 지역(38)이 형성된다. 버너(32)의 진동 운동이 없으면, 코어 부분(22)과 피복 부분(30)의 외면 사이의 테이퍼 된 지역의 세로 길이는 버너에 의해 발생된 수우트 흐름의 폭에 의해 결정된다.
코어 부분(22)를 따른 버너(32)의 길이방향 진동은 수우트 증착 속도를 증가시킨다. 상술한 바와 같이, 열편승 힘은 버너에 의해 방출된 고온 가스로부터의 수우트 입자들을 저온의 예형 표면을 향해 구동시킨다. 버너(32)가 종래의 기술에서와 같이 고정 상태로 유지되면, 수우트 흐름은 수우트가 방금 증착되었던 예형의 비교적 고온 지역으로 연속적으로 보내어지게 될 것이다. 이 상태에서, 버너에 의해 방출되는 수우트는 이 수우트가 향하게 되는 예형 지역으로 강하게 유인되지는 않는다. 그러므로, 방출된 수우트의 많은 부분은 원래의 경로로부터 벗어나서 예형 위에 증착되지 못하게 된다. 그러나, 본 발명에서는, 버너(32)가 예형의 축을 따라 앞뒤로 진동하기 때문에, 버너에 의해 방출되는 수우트 입자는 예형의 비교적 저온 부분을 향하게 된다. 그러므로, 수우트 입자에 작용하는 열 편승 힘은 더욱 커지게 되어서, 증착 효율이 증가하는 것이다.
제 2 도에 도시된 바와 같이, 이 장치는 미립자 물질의 또 하나의 층(45)를 형성하기 위한 부가적인 버너(44)를 갖출 수도 있다. 이 도면에서, 제 1 도에서와 유사한 소자들은 동일한 참조부호에 프라임(')을 붙여서 표시하였다. 예형의 축을 길이방향으로 따르는 버너(44)의 진동 운동은 원추형의 테이퍼 지역(46)을 형성한다. 버너(44)에 의해 증착되는 수우트(48)는 수우트(34')와 동일한 조성을 갖는 것일 수도 있고 상이한 조성을 갖는 것일 수도 있다.
제 2 도에 도시된 반응물 전달 시스템은 미합중국 특허 제4,173,305호에 기재된 것이다. SiCl4공급원(49)는 계량 펌프(50)을 거쳐서 혼합 장치(51)에 접속된다. GeCl4공급원(52)는 계량 펌프(53)을 거쳐서 혼합 장치(51)에 접속된다. 혼합 장치의 상세한 설명에 대하여서는, 미합중국 특허 제4,173,305호를 참조하기 바란다. 펌프(50) (53)을 통해 흐르는 반응물의 양은 유량 제어기(54)에 의해 제어된다. 산소는 질량 제어기(55)에 의해 혼합 장치(51)에 공급된다.
비교적 직경이 작은 코어 부분을 갖는 단일 모우드 광학 도파관 예형을 형성하기 위해서는 예를 들어, GeO2첨가된 SiO2코어를 버너(16')에 의해 형성되는 한편, 순수한 SiO2로 구성된 피복 수우트의 층을 버너(32')(44)에 의해 증착될 수도 있다.
상술한 단일 모우드 섬유 예형에 비해 코어 부분의 직경이 비교적 큰 스텝형 섬유의 예형을 형성하기 위해서는, 버너(16' (32')는 동일한 조성을 갖는 코어 유리 수우트를 증착할 수 있고, 버너(44)는 피복 수우트의 피막을 만들 수 있다.
그래디언트형 섬유 예형을 형성하기 위해서는, 버너(32')로 공급되는 반응물 증기의 조성을 이 버너의 위치에 따라 변화시킬 수 있다. 유량 제어기(54)와 버너(32')를 연결하는 점선(56)은, 버너(32')의 위치를 나타내는 신호가 이 유량 제어기(54)에 제공된다는 사실을 나타내는 것이다. 이러한 실시예에서, 버너(16')는 예형코어의 중심부를 형성하는 수우트(20')를 만든다. 예를 들어, 수우트(20')는 예컨대 GeO2와 같은 1종류 이상의 첨가제 산화물이 첨가된 SiO2로 구성될 수도 있다. 버너(32')는 예형 코어의 나머지 부분을 형성한다. 따라서, 이 버너(32')가 그 진동 우동시에 위치(A0에 도달하면 최대량의 첨가제 산화물을 포함하는 수우트 흐름이 발생되며, 버너(32')가 위치(B0에 도달하면 다소 적은 양의 첨가제 물질을 포함하는 수우트 흐름이 발생된다. 이러한 사실은, 예를 들어 제 3 도의 그래프에 도시된 방법으로 버너의 위치에 따라 계량 펌프(53)을 통과하는 GeCl4의 유량을 변화시키는 한편, 계량 펌프(50)을 통과하는 SiCl4의 유량을 일정하게 유지시킴으로써 이루어질 수 있다. 수우트(34')내의 최대의 첨가제 농도는 수우트(20')의 경우에 비하여 약간 적어야 한다.
제 4 도의 실시예에서, 수우트의 피막(58)은 버너(60)에 의해 맨드릴(59) 위에 증착되고, 피막(61)은 버너(62)에 의해 피막(58)의 표면위에 증착된다. 이 분야에 공지된 바와 같이, 맨드릴(59)는 증착되는 물질과 양립할 수 있는 팽창계수를 가진 유리, 세라믹 등과 같은 물질로 형성될 수 있다. 맨드릴(59)는 척크(64)에 의해 화살표(63a) (63b)로 표시한 바와 같이 회전되고 길이방향으로 이동된다. 버너(60)은 위치(A)와 위치(B)의 사이에서 진동하고, 버너(62)는 위치(C)와 위치(D)의 사이에서 진동한다. 다공성 예형을 압밀하기 전에 맨드릴(59)를 예형으로부터 제거하려고 할 때에는, 미합중국 특허 제4,233,052호에 기재된 바와 같이, 유리 수우트를 맨드릴 표면에 증착하기 전에 이 맨드릴 표면을 탄소 수우트 층으로 피복할 수도 있다.
맨드릴(59)는 광학 도파관 섬유의 코어 부분으로서 사용되기에 적합한 굴절률을 갖고 있는 고순도 유리 로드로 구성될 수 있다. 예를 들어, 이 로드는 일정한 기울기로 변하는 굴절률을 가질 수도 있고 균일한 굴절률을 가질 수도 있다. 이러한 실시예에서, 코어 유리보다 낮은 굴절률을 가진 하나 또는 그 이상의 피복 유리 수우트층을 코어 유리 로드위에 증착시킨 후에 압밀시켜서, 광학 도파관 섬유를 인발하기에 적합한 고체의 유리 인발 블랭크를 형성할 수도 있다.
상술한 방법에 따라 제조되는 예형이 적당한 길이로 되면, 이들 예형을 증착 장치로부터 제거되는 압밀로로 이송하며, 이들 예형은 압밀로내에서 유리 수우트 입자를 압밀하기에 충분히 높은 온도로 가열됨으로써, 고체의 유리 광학 도파관 인반 블랭크가 형성된다. 그러나, 이 공정이 광학 도파관 섬유를 연속적으로 제조하기 위한 것이라면, 제 5 도에 도시된 것과 같은 장치가 사용될 수도 있다. 이 장치는 미합중국 특허 제4,230,472호 및 제1980년 6월 2일자로 “연속적으로 제거할 수 있는 출발 부재를 가진 광학 도파관 예형의 성형 방법 및 장치”라는 명칭으로 출원된 미합중국 특허 제155,422호에 제시돈 것과 유사하다. 수우트 예형(67)은 수단(68)에 의해 지지되고 회전되는 한편, 리일(70)에 의해 화살표(69)의 방향으로 길이방향으로 이동된다. 수단(68)은, 예를 들어, 예형(67)을 둘러싸고 있고 구조물을 지지, 회전 및 이동시키도록 장착된 다수의 로울러로 구성될 수도 있다. 이러한 지지 로울러 수단은 이 분야에 공지되어 있다. 히터(71)은, 다공성 예형을 고체의 유리 로드(72)로 압밀시키기에 충분한 온도로 이 다공성 예형을 가열시킨다. 압밀된 로드는, 상술한 수단(68)과 유사한 수단(73)에 의해 지지되고 회전된다. 압밀된 로드(72)는 히터(74)들의 사이로 통과하며, 이때 이 로드의 온도는 그 재질의 인발 온도로 증가되어서, 광학 도파관 섬유(75)로 인발되어 리일(70)에 감겨진다. 이와 같이, 본 발명에 따라서 형성되는 예형은 동시에 섬유로 입발될 수 있는 것이다.
본 발명의 방법 및 장치에 의해 이루어진 증착 속도의 개선을 설명하기 위해 다음의 실험을 행하였다. 원통형 맨드릴을 선반내에 수평위치로 지지시켰다. 미합중국 특허 제4,165,223호에 기재된 형태의 버너를 한개 사용하였다. 내측 차단 및 외측 차단 산소 유속은 각각 35slm 및 10.0slm 이었다. 사용된 단지 하나의 반응물인 SiCl4를, 미합중국 특허 제3,826,560호에 기재된 형태의 저장소내에 37℃로 유지시켰다. 1.75slm의속도로 유출되는 산소는 액체 SiCl4를 통해 거품이 생기게 하였도, 약 1.75 ml의 속도로 유지시켰다. 1.75slm의 속도로 유출되는 간소와 SiCl4증기의 혼합물을 버너에 공급하였다. 버너의 표면은 맨들의 중심으로부터 약 120mm 덜어진 거리에 유지시켰다. 1개소(組)의 실험에서는 고정된 버너에 의해 실리카 수우트를 맨드릴상에 증착시킨다. 다른 조의 실험에서는, 그외의 모든 다른 상태를 동일하게 유지시키면서, 버너를 1.75cm/sec의 속도로 각각의 맨드릴 25cm 부분을 따라 앞뒤로 이동시킴으로써 실리카 수우트를 맨드릴상에 증착시켰다. 이러한 2개조의 실험에서, 수우트는 10분간 증착되었다. 2개의 상이한 형태의 맨드릴, 즉 비경이 51mm인 봉규산과과 직경이 19mm인 석영관이 사용되었다. 이와 같은 2가지의 크기의 맨드릴에 대해 여러가지의 회전 속도를 사용하였다. 수우트 증착 처리의 전후에 맨드릴을 메들리(Mettler) 개방식 팬 저울로 무게를 재었다.
52mm관을 사용할 때에는, 연료가스(CH4)와 산소를 각각 11.0slm 및 11.2a의 속도로 버너에 유동시켰다. 이 관에 실리카 수우트를 증착하기 전에, 이 관을 버너에 의해 3분동안 예열시키서, 이 관의 표면이 안정된 온도로 되도록 하였다. 이 실험의 결과는 다음의 표 1에 나타나 있다.
[표 1]

19mm의 유인관을 사용할 때에는, 관의 부피가 작기 때문에 단지 1분동안만 예열하였다. 또한, 버너로 향하는 연료 가스 및 산소의 유속을 표 2에 작성된 값에 따라 감소시켜서, 불꽃 온도를 감소시켰다. 주어진 맨드릴을 회전속도에 있어서, 연료 가수 및 산소의 유속은 버너가 이동하는 경우 및 고정된 경우의 각각의 시험에 있어서 모두 동일하였다.
[표 2]
연료-산소 유속(sim)-19mm관

직경이 19mm인 관을 사용한 실험의 결과는 표 3에 나타나 있다.
[표 3]

고정 버너의 경우에 비하여, 이동 버너를 사용함으로써 얻어진 개선선율(%)는 표 1과 표 3에 나타나 있다. 맨드릴의 회전속도가 비교적 느릴 때에 가장 크게 개선된다. 그러므로, 본 발명의 방법과 장치에서 사용된 이동 버너에 의해 층을 증착할 때에는, 맨들링의 회전속도가 10 내지 50RPM 정도인 것이 바람직하다.
본 발명에 따라 스텝형 섬유를 제조하는 방법의 한가지 에를 다음과 같다. 제 6 도와 제 7 도에는 맨드릴(79)를 수직위치로 지지하기 위한 척크(78)이 도시되어 있다. 척크(78)은, 화살표(80a) (80b)로 표시된 바와 같이 맨드릴(79)를 회전시키고 동시에 수직 상향으로 이동시키는 인발 메카니즘에 연결되어 있다. 제6도는 예형(81)의 초기 성형시의되어서 성형시의 단면도이고, 제7도는 충분한 양의 예형(81)이 형성되어서 외부 피복의 표면(82)가 최종적인 직경에 도달하였을 때의 단면도이다.
반응물 전달 시스템과 수우트 증착 시스템은 제 7 도에 도시되어 있다. SiC4를 함유한 고압 저장소(83)은 히터(84)에 의해 40℃의 온도로 유지된다. GeCl4를 함유한 고압 저장소(85) 는 히터(86)에 의해 45℃의 온도로 유지된다. 조절 밸브(87) (88)은, 저장소(83) (85)내의 압력이 1,000Torr로 되도록 이들 저장소(83) (85)로의 산소의 유동을 조절한다.
버너(89)(90)(92)(92)(93은 미합중국 특허 제4,165,223호에 기재된 형태의 불꽃 가수분해형 버너이다. 버너(89) (90)은 수우트 예형의 코어 부분(94)의 밑에 약 125mm 떨어져서 배치된다. 버너(91)이 지점(A)에 배치될 때, 이 버너(91)은 코너 부분(94)의 측면으로부터 약 145mm 떨어져서 배치된다. 버너(92) (93)은 외부피복의 표면(82)로부터 약 125mm 떨어져 배치된다. 보조 버너(96)은 코어 부분(94)의 단부에 배치되고, 보조 버너(98) (98)은 피복의 원추형 표면(99)와 코어 부분(94)가 만나는 지역에 배치된다. 버너 (89) (90)은 코어 부분(94)를 형성하는 수우트(89') (90')를 방출하고, 버너(91)은 예형(81)의 피복 부분을 형성하는 수우트(91')를 방출한다. 버너(92) (93)은 불꽃 가수분해형 버너이기는 하지만, 이들 버너(92) (93)은 단순히 피복 수우트를 경화시키기 위한 보조 가열 버너로서만 사용되었다. 보조 가열 버너(96) (97) (98)도 역시 수우트를 경화시키기 위해 사용된다. 가장 작은 직경의 원추형 표면(99)의 지역위에 증착되는 수우트 입자 부분(89') (90')는, 입자들이 매우 느슨하게 결합된다는 점에서 통상적으로 “연질화(soft)”된다. 만약에 이 상태로 계속 유지된다면, 연질화된 수우트로 된 고리형 부분이 최종적인 예형에 형성될 것이며, 이 부분은 압밀처리중에 부서지게 될 것이다. 버너(96) (97) (98)은 주로 연질화된 수우트 입자들이 서로 강하게 접착되도록 이들 입자를 가열함으로써 상술한 바와 같은 문제점을 제거시키기 위한 목적으로 사용된다.
저장소(83) (85)로 유입되는 산소는 이 저장소내에 배치된 액체 반응물을 통해 거품으로 되어서, 이 액체 반응물의 기지(旣知)의 비율을 연행하게 된다. 밸브(100) (101) (102)는 버너(91) (90) (89)로 각각 유동하는 산소-SiCl4증기 혼합물의 양을 제어한다. 밸브(103) (104)는 버너(90) (89)로 각각 전달되는 산소-GeCl2증기 혼합물의 양을 제어한다. 여러가지 버너들에 대한 유속(리터/분)은 표 4에 기재되어 있다.
[표 4]

맨드릴(79)는, 외부 직경이 19mm이고 길이가 1.2mm인 석영관이었다. 코어 수우트가 증착되는 관의 단부는 동그스름하게 불꽃 가공되었다. 관(79)의 둥그스름한 단부는, 안정 상태로 있는 동안의 코어 부분(94)의 둥그스름한 단부와 거의 동일한 형태이어야만 한다. 5시간 동안의 천체 증착 시간후에, 마무릴 처리된 예형(81)의 길이는 500mm이었다. 수우트 증착처리를 하는 동안, 위치(A)와 위치(B) 사이에서의 버너(91)의 평균 진동 속도는 250mm 분이었다. 버너(91)의 전체 이동거리는 190mm이었다. 보조 가열 버너 (92) (93)은 200mm/분의 평균속도로 이들 버너(92) (93)을 위치(B)와 위치(C)의 사이에서 진동시키는 공통적인 플래트폼위에 장착되었다.
예형(81)은 헬륨이 10lpm의 속도로 유동되는 로내에서 약 1550℃의 온도로 압밀되었다. 로에 대한 예형의 공급속도는 약 380mm/시간이었다. 압밀된 인발 블랭크를 종래의 섬유 인발로내에 장착한 다음, 그 단부를 그 재질의 인발 온도로 가열하였다. 최종적인 섬유의 직경은 약 125μm이었고, 코어의 직경은 약 50μm이었다. 각각 1,000m씩의 3개 리일의섬유를 인발하였다. 첫번째 리일의 섬유는 850nm에서 2,90dB/km의 감쇠도를 나타내었고, 1060nm에서는 1.54dB/km의 감쇠도를 나타내었다. 세번째 리일은 850nm에서 5.57dB/km의 감쇠도를 나타내었고, 1060에서 3.98dB/km의 감쇠도를 나타내었다.
Claims (21)
- 기다란 원통형 코어 부재를 준비하고, 이 코어 부재의 측면을 향해 유리 미립자 물질의 흐름을 이송하여 상기 측면상에 소정 두께의 피막을 형성시키고, 상기 미립자 물질의 흐름에 대하여 상기 코어 부재를 회전시킴과 동시에 이 코어 부재를 상기 미립자 물질의 흐름에 대하여 한쪽 방향으로 길이방향으로 이동시키는 것으로 이루어지는 다공성 유리 예형을 성형하는 방법에 있어서, 상기 소정의 두께로 부터 0의 값으로 두께가 점차 수렴하는 피막이 상기 미립자 물질의 흐름의 왕복 운동 지역에 증착되고 형성되도록 상기 코어 부재의 길이의 일부분에, 대하여 상기 미립자 물질의 흐름을 왕복운동시키는 단계를 포함하고, 이때 동일한 크기의 각각의 왕복운동 주기에서는 상기 코어 부재의 한쪽 방향으로의 길이방향 운동으로 인해 선행 주기에서와 다른 코어 부재 길이의 부분을 거치도록 됨으로써, 상기 흐름의 연속적인 왕복운동에 의하여 상기의 수렴된 피막이 형성되도록 되어 있음을 특징으로 하는, 다공성 유리 예형을 성형하는 방법.
- 제 1 항에 있어서, 적어도 하나의 단부면을 가진 출발부재를 사용하고, 이 출발부재를 길이 방향으로 이동시키고 유리 미립자 물질의 점착성 피막을 이 출발 부재에 연속적으로 인가하는 동안에 이 유리 미립자 물질의 점착성 피막을 상기 단부면에 기하여줌으로써 상기 코어 부재가 제공되는 것을 특징으로 하는 방법.
- 제 1 항에 있어서, 상기 코어 부재의 굴절률이 이 코어 부재의 측면에 가하여진 피막의 굴절률보다 큰 것을 특징으로 하는 방법.
- 제 1 항에 있어서, 굴절률을 변화시키기 위한 최소한 1종의 첨가제 산화물을 함유하는 유리 미립자 물질이 상기 코어의 상기 측면에 증착되고, 이 첨가제 산화물의 농도는 상기 미립자 물질의 흐름의 상기 왕복 운동의 한쪽 끝에서 최대로 되고 이 왕복운동의 반대쪽 끝에서 최소로 되는 것을 특징으로 하는 방법.
- 제4항에 있어서, 형성된 코어-피복 예형을 고온 로에 연속적으로 공급하여 압밀시킴으로써 고체의 불랭크를 형성하고, 이렇게 형성된 구조물을 그 물질의 인발 온도로 가열하고, 이렇게 형성된 가열된 구조물을 인발함으로써 그 단면적을 감소시켜 연속적인 광학 도파관 섬유를 형성하는 것을 특징으로 하는 방법.
- 제 1 항에 있어서, 상기 유리 미립자 물질이, 코어 부재로서의 역할을 하는 고순도 유리의 기다란 로드의 측면에 증착되는 것을 특징으로 하는 방법.
- 제 2 항에 있어서, 상기 출발부재가 일시적인 맨드릴로 구성되는 것을 특징으로 하는 방법.
- 제 4 항에 있어서, 상기 1종의 첨가제의 농도가, 왕복운동 경로를 따르는 상기 유리 미립자 물질의 흐름의 위치의 함수인 것을 특징으로 하는 방법.
- 제 4 항에 있어서, 상기 유리 미립자 물질의 흐름이 왕복운동하는 상기 다공성 예형의 부분은 원추형으로 되어 있고, 이 미립자 물질의 흐름이 최소 반경을 가진 원추형 표면 지역을 향해 보내질 때에 이 미립자 물질의 굴절률이 최대로 되도록 상기 첨가제 산화물의 농도가 변화되는 것으 특징으로 하는 방법.
- 다공성 원통형 유리 예형을 성형하기 위한 장치에 있어서, 기다란 원통형 코어 부재(10,59,79)를 지지하기 위한 수단(12,64,78)과, 상기 코어 부재의 측면을 향해 유리 미립자 물질의 제 1의 흐름을 이송시킴으로써 이 측면상에 제 1의 피막(30,30',58,82)를 형성시키기 위한 수단(32,32',60,91)과, 상기 코어 부재를 상기 미립자 물질 발생수단에 대하여 회전시키기 위한 수단(14,64,78)과, 상기 코어부재를 상기 미립자 물질 발생수단에 대하여 한쪽 방향으로 길이방향으로 이동시키기 위한 수단(14,64,78)과, 상기 미립자 물질 이송수단을 상기 코어 부재의 길이의 일부분에 대하여 왕복 운동시키기 위한 수단으로 구성된 것을 특징으로 하는 다공성 원통형 유리 예형을 성형하는 장치.
- 제 2 항에 있어서, 상기 코어 부재의 굴절률이, 이 코어 부재의 측면에 가하여진 피막의 굴절률보다 큰 것을 특징으로 하는 방법.
- 제 2 항에 있어서, 굴절률을 변화시키기 위한 최소한 1종의 첨가제 산화물을 함유하는 유리 미립자 물질이 상기 코어의 상기 측면에 증착되고, 이 첨가제 산화물의 농도는 상기 미립자 물질의 흐름의 상기 왕복운동의 한쪽 끝에서 최대로 되고 이 왕복운동의 반대쪽 끝에서 최소로 되는 것을 특징으로 하는 방법.
- 제 3 항에 있어서, 굴절률을 변화시키기 위한 최소한 1종의 첨가제 산화물을 함유하는 유리 미립자 물질이 상기 코어의 상기 측면에 증착되고, 이 첨가제 산화물의 농도는 상기 미립자 물질의 흐름의 상기 왕복운동의 한쪽 끝에서 최대로 되고 이 왕복운동의 반대쪽 끝에서 최소로 되는 것을 특징으로 하는 방법.
- 제12항에 있어서, 형성된 코어-피복 예형을 고온 로에 연속적으로 공급하여 압밀시킴으로써 고체의 블랭크를 형성하고, 이렇게 형성된 구조물을 그 물질의 인발 온도로 가열하고, 이렇게 형성된 가열된 구조물을 인발함으로써 그 단면적을 감소시켜 연속적인 광학 도파관 섬유를 형성하는 것을 특징으로 하는 방법.
- 제13항에 있어서, 형성된 코어-피복 예형을 고온 로에 연속적으로 공급하여 압밀시킴으로써 고체의 블랭크를 형성하고, 이렇게 형성된 구조물을 그 물질의 인발 온도로 가열하고, 이렇게 형성된 가열된 구조물을 인발함으로써 그 단면적을 감소시켜 연속적인 광학 도파관 섬유를 형성하는 것을 특징으로 하는 방법.
- 제 3 항에 있어서, 상기 유리 미립자 물질이, 코어 부재로서의 역할을 하는 고순도 유리의 기다란 로드의 측면에 증착되는 것을 특징으로 하는 방법.
- 제 4 항에 있어서, 상기 유리 미립자 물질이, 코어 부재로서의 역할을 하는 고순도 유리의 기다란 로드의 측면에 증착되는 것을 특징으로 하는 방법.
- 제 5 항에 있어서, 상기 유리 미립자 물질이, 코어 부재로서의 역할을 하는 고순도 유리의 기다란 로드의 측면에 증착되는 것을 특징으로 하는 방법.
- 제 3 항에 있어서, 상기 출발부재가 일시적인 맨드릴로 구성되는 것을 특징으로 하는 방법.
- 제 4 항에 있어서, 상기 출발부재가 일시적인 맨드릴로 구성되는 것을 특징으로 하는 방법.
- 제 5 항에 있어서, 상기 출발부재가 일시적인 맨드릴로 구성되는 것을 특징으로 하는 방법.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US06/270,235 US4378985A (en) | 1981-06-04 | 1981-06-04 | Method and apparatus for forming an optical waveguide fiber |
| US270235 | 1981-06-04 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR840000443A KR840000443A (ko) | 1984-02-22 |
| KR890001486B1 true KR890001486B1 (ko) | 1989-05-04 |
Family
ID=23030465
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR8202506A KR890001486B1 (ko) | 1981-06-04 | 1982-06-04 | 광학 도파관 섬유 성형 방법 |
Country Status (14)
| Country | Link |
|---|---|
| US (1) | US4378985A (ko) |
| EP (1) | EP0067050B1 (ko) |
| JP (1) | JPS589835A (ko) |
| KR (1) | KR890001486B1 (ko) |
| AT (1) | ATE15638T1 (ko) |
| AU (1) | AU552026B2 (ko) |
| BR (1) | BR8203318A (ko) |
| CA (1) | CA1201942A (ko) |
| DE (1) | DE3266345D1 (ko) |
| DK (1) | DK159922C (ko) |
| ES (1) | ES8306466A1 (ko) |
| FI (1) | FI68607C (ko) |
| IL (1) | IL65961A (ko) |
| NO (1) | NO153192C (ko) |
Families Citing this family (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT1155119B (it) * | 1982-03-05 | 1987-01-21 | Cselt Centro Studi Lab Telecom | Procedimento e dispositivo per la produzione di preforme per fibre ottiche |
| JPS6059178B2 (ja) * | 1982-03-12 | 1985-12-24 | 日本電信電話株式会社 | 光フアイバ用母材の製造方法 |
| US4507135A (en) * | 1982-08-02 | 1985-03-26 | Corning Glass Works | Method of making optical fiber preform |
| US4726827A (en) * | 1982-09-29 | 1988-02-23 | Corning Glass Works | Method and apparatus for producing an optical fiber preform |
| US4568370A (en) * | 1982-09-29 | 1986-02-04 | Corning Glass Works | Optical fiber preform and method |
| US4714488A (en) * | 1982-09-29 | 1987-12-22 | Corning Glass Works | Apparatus for producing an optical fiber preform |
| US4639079A (en) * | 1982-09-29 | 1987-01-27 | Corning Glass Works | Optical fiber preform and method |
| JPS59222589A (ja) * | 1983-05-30 | 1984-12-14 | Hitachi Ltd | 金属の腐食抑制剤 |
| JPS59227737A (ja) * | 1983-06-09 | 1984-12-21 | Fujikura Ltd | 光フアイバおよびその製造方法 |
| JPS60186429A (ja) * | 1984-03-01 | 1985-09-21 | Sumitomo Electric Ind Ltd | 光フアイバ用母材の製造方法 |
| JPS60191028A (ja) * | 1984-03-07 | 1985-09-28 | Sumitomo Electric Ind Ltd | 高純度ガラス体の製造方法 |
| JPS6126532A (ja) * | 1984-07-13 | 1986-02-05 | Sumitomo Electric Ind Ltd | 光フアイバ−用母材の製造方法 |
| JPS6148437A (ja) * | 1984-08-17 | 1986-03-10 | Sumitomo Electric Ind Ltd | GeO↓2−SiO↓2系ガラス母材の製造方法 |
| JPS6172644A (ja) * | 1984-09-19 | 1986-04-14 | Sumitomo Electric Ind Ltd | 低損失光フアイバの製造方法 |
| NL8403380A (nl) * | 1984-11-07 | 1986-06-02 | Philips Nv | Werkwijze en inrichting voor het verdichten van een voorgevormd poreus lichaam uit materiaal, waarvan het hoofdbestanddeel uit sio2 bestaat. |
| JPS61254242A (ja) * | 1985-05-01 | 1986-11-12 | Sumitomo Electric Ind Ltd | 原料供給装置 |
| US4604118A (en) * | 1985-08-13 | 1986-08-05 | Corning Glass Works | Method for synthesizing MgO--Al2 O3 --SiO2 glasses and ceramics |
| US5028246A (en) * | 1986-02-03 | 1991-07-02 | Ensign-Bickford Optical Technologies, Inc. | Methods of making optical waveguides |
| US5180410A (en) * | 1990-07-30 | 1993-01-19 | Corning Incorporated | Method of making polarization retaining fiber |
| US5116400A (en) * | 1990-09-20 | 1992-05-26 | Corning Incorporated | Apparatus for forming a porous glass preform |
| US5211732A (en) * | 1990-09-20 | 1993-05-18 | Corning Incorporated | Method for forming a porous glass preform |
| JPH05273426A (ja) * | 1991-12-06 | 1993-10-22 | Sumitomo Electric Ind Ltd | 光導波膜の作製方法およびこれを用いた光導波路の作製方法 |
| US5318611A (en) * | 1992-03-13 | 1994-06-07 | Ensign-Bickford Optical Technologies, Inc. | Methods of making optical waveguides and waveguides made thereby |
| JP3053320B2 (ja) * | 1993-08-26 | 2000-06-19 | 信越化学工業株式会社 | 光ファイバ用多孔質ガラス母材の製造方法 |
| DE19628958C2 (de) * | 1996-07-18 | 2000-02-24 | Heraeus Quarzglas | Verfahren zur Herstellung von Quarzglaskörpern |
| JP3131162B2 (ja) * | 1996-11-27 | 2001-01-31 | 信越化学工業株式会社 | 光ファイバプリフォームの製造方法 |
| AU2002227157A1 (en) * | 2000-12-14 | 2002-06-24 | Corning Incorporated | Method and apparatus for continuously manufacturing optical preform and fiber |
| JP4742429B2 (ja) * | 2001-02-19 | 2011-08-10 | 住友電気工業株式会社 | ガラス微粒子堆積体の製造方法 |
| US20080053155A1 (en) * | 2006-08-31 | 2008-03-06 | Sanket Shah | Optical fiber preform having large size soot porous body and its method of preparation |
| JP5148367B2 (ja) * | 2007-05-29 | 2013-02-20 | 信越化学工業株式会社 | 高周波誘導熱プラズマトーチを用いた光ファイバプリフォームの製造方法 |
| US10464838B2 (en) * | 2015-01-13 | 2019-11-05 | Asi/Silica Machinery, Llc | Enhanced particle deposition system and method |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3923484A (en) * | 1974-01-11 | 1975-12-02 | Corning Glass Works | Flame method of producing glass |
| NL165134B (nl) * | 1974-04-24 | 1980-10-15 | Nippon Telegraph & Telephone | Werkwijze voor de vervaardiging van een staaf als tussenprodukt voor de vervaardiging van een optische vezel en werkwijze voor de vervaardiging van een optische vezel uit zulk een tussenprodukt. |
| JPS52121341A (en) * | 1976-04-06 | 1977-10-12 | Nippon Telegr & Teleph Corp <Ntt> | Production of optical fiber base materials and production apparatus fo r the same |
| JPS5313932A (en) * | 1976-07-26 | 1978-02-08 | Nippon Telegr & Teleph Corp <Ntt> | Manufacture of optical fiber material |
| JPS5930658B2 (ja) * | 1977-06-17 | 1984-07-28 | 日本電信電話株式会社 | 径方向に屈折率の変化した円筒状ガラスの製造方法 |
| JPS54154361U (ko) * | 1978-04-19 | 1979-10-26 | ||
| US4249925A (en) | 1978-05-12 | 1981-02-10 | Fujitsu Limited | Method of manufacturing an optical fiber |
| US4230472A (en) * | 1979-02-22 | 1980-10-28 | Corning Glass Works | Method of forming a substantially continuous optical waveguide |
| DE3036915C2 (de) * | 1979-10-09 | 1987-01-22 | Nippon Telegraph And Telephone Corp., Tokio/Tokyo | Verfahren und Vorrichtung zur Herstellung von Lichtleitfaserausgangsformen sowie deren Verwendung zum Ziehen von Lichtleitfasern |
| US4310339A (en) * | 1980-06-02 | 1982-01-12 | Corning Glass Works | Method and apparatus for forming an optical waveguide preform having a continuously removable starting member |
-
1981
- 1981-06-04 US US06/270,235 patent/US4378985A/en not_active Expired - Lifetime
-
1982
- 1982-06-03 IL IL65961A patent/IL65961A/xx not_active IP Right Cessation
- 1982-06-03 CA CA000404369A patent/CA1201942A/en not_active Expired
- 1982-06-03 NO NO821842A patent/NO153192C/no unknown
- 1982-06-03 DK DK250782A patent/DK159922C/da not_active IP Right Cessation
- 1982-06-03 ES ES512820A patent/ES8306466A1/es not_active Expired
- 1982-06-04 KR KR8202506A patent/KR890001486B1/ko active
- 1982-06-04 DE DE8282302886T patent/DE3266345D1/de not_active Expired
- 1982-06-04 AT AT82302886T patent/ATE15638T1/de not_active IP Right Cessation
- 1982-06-04 AU AU84602/82A patent/AU552026B2/en not_active Ceased
- 1982-06-04 FI FI822002A patent/FI68607C/fi not_active IP Right Cessation
- 1982-06-04 EP EP82302886A patent/EP0067050B1/en not_active Expired
- 1982-06-04 JP JP57095063A patent/JPS589835A/ja active Granted
- 1982-06-04 BR BR8203318A patent/BR8203318A/pt not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| ES512820A0 (es) | 1983-06-01 |
| IL65961A0 (en) | 1982-09-30 |
| FI68607B (fi) | 1985-06-28 |
| AU552026B2 (en) | 1986-05-22 |
| DE3266345D1 (en) | 1985-10-24 |
| JPS589835A (ja) | 1983-01-20 |
| NO153192B (no) | 1985-10-21 |
| ATE15638T1 (de) | 1985-10-15 |
| CA1201942A (en) | 1986-03-18 |
| DK159922C (da) | 1991-05-21 |
| AU8460282A (en) | 1982-12-09 |
| US4378985A (en) | 1983-04-05 |
| KR840000443A (ko) | 1984-02-22 |
| ES8306466A1 (es) | 1983-06-01 |
| DK250782A (da) | 1982-12-05 |
| DK159922B (da) | 1990-12-31 |
| BR8203318A (pt) | 1983-05-24 |
| EP0067050A1 (en) | 1982-12-15 |
| IL65961A (en) | 1986-08-31 |
| FI68607C (fi) | 1985-10-10 |
| FI822002A0 (fi) | 1982-06-04 |
| NO153192C (no) | 1986-01-29 |
| JPH046653B2 (ko) | 1992-02-06 |
| EP0067050B1 (en) | 1985-09-18 |
| NO821842L (no) | 1982-12-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR890001486B1 (ko) | 광학 도파관 섬유 성형 방법 | |
| US4310339A (en) | Method and apparatus for forming an optical waveguide preform having a continuously removable starting member | |
| FI68391B (fi) | Vaesentligen kontinuerligt foerfarande foer framstaellning av ett aemne foer en optisk vaogledare | |
| JP2685543B2 (ja) | 光ファイバ・プリフォームの作成方法 | |
| US5110335A (en) | Method of glass soot deposition using ultrasonic nozzle | |
| US4568370A (en) | Optical fiber preform and method | |
| JP3306444B2 (ja) | ガラス物品の作成方法および装置 | |
| CA1258408A (en) | Method for producing glass preform for optical fiber | |
| US4388094A (en) | Method and apparatus for producing tubular glass article | |
| JP2549901B2 (ja) | 特に希土類でドーピングした光ファイバを製造するための内部ドーピング形透明ガラス管の製造方法 | |
| US4726827A (en) | Method and apparatus for producing an optical fiber preform | |
| US4714488A (en) | Apparatus for producing an optical fiber preform | |
| US4708726A (en) | Fabrication of a lightguide preform by the outside vapor deposition process | |
| US4639079A (en) | Optical fiber preform and method | |
| JP3517848B2 (ja) | 光ファイバ母材の製造方法 | |
| JP2005263557A (ja) | 多孔質ガラス母材の焼結方法及び焼結装置 | |
| JPS591222B2 (ja) | 光ファイバの製造方法 | |
| JPS59454B2 (ja) | 光伝送用ファイバ母材の製造方法 | |
| JPH04124044A (ja) | 石英系ガラス母材の製造方法 | |
| JPS62246836A (ja) | プリフオ−ム用ス−トの形成方法 | |
| JPS62132740A (ja) | 光フアイバ母材の製造方法 | |
| JP3169503B2 (ja) | 光ファイバ用多孔質ガラス母材の製造方法 | |
| JPH02304B2 (ko) | ||
| JPS5917054B2 (ja) | 光フアイバ母材の製造法 | |
| JPS6047215B2 (ja) | 光フアイバ用母材の製造方法 |