KR880002342B1 - 전착 연삭 공구 - Google Patents
전착 연삭 공구 Download PDFInfo
- Publication number
- KR880002342B1 KR880002342B1 KR1019840006160A KR840006160A KR880002342B1 KR 880002342 B1 KR880002342 B1 KR 880002342B1 KR 1019840006160 A KR1019840006160 A KR 1019840006160A KR 840006160 A KR840006160 A KR 840006160A KR 880002342 B1 KR880002342 B1 KR 880002342B1
- Authority
- KR
- South Korea
- Prior art keywords
- electrodeposition
- electrodeposited
- abrasive
- abrasive particles
- grinding tool
- Prior art date
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B3/00—Sharpening cutting edges, e.g. of tools; Accessories therefor, e.g. for holding the tools
- B24B3/02—Sharpening cutting edges, e.g. of tools; Accessories therefor, e.g. for holding the tools of milling cutters
- B24B3/06—Sharpening cutting edges, e.g. of tools; Accessories therefor, e.g. for holding the tools of milling cutters of face or end milling cutters or cutter heads, e.g. of shank type
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D15/00—Electrolytic or electrophoretic production of coatings containing embedded materials, e.g. particles, whiskers, wires
- C25D15/02—Combined electrolytic and electrophoretic processes with charged materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B3/00—Sharpening cutting edges, e.g. of tools; Accessories therefor, e.g. for holding the tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D18/00—Manufacture of grinding tools or other grinding devices, e.g. wheels, not otherwise provided for
- B24D18/0018—Manufacture of grinding tools or other grinding devices, e.g. wheels, not otherwise provided for by electrolytic deposition
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/02—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent
- B24D3/04—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially inorganic
- B24D3/06—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially inorganic metallic or mixture of metals with ceramic materials, e.g. hard metals, "cermets", cements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/02—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent
- B24D3/04—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially inorganic
- B24D3/06—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially inorganic metallic or mixture of metals with ceramic materials, e.g. hard metals, "cermets", cements
- B24D3/10—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially inorganic metallic or mixture of metals with ceramic materials, e.g. hard metals, "cermets", cements for porous or cellular structure, e.g. for use with diamonds as abrasives
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Ceramic Engineering (AREA)
- Inorganic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Polishing Bodies And Polishing Tools (AREA)
Abstract
내용 없음.
Description
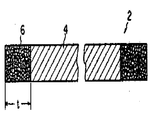
제1도는 본 발명에 따라 제조된 전착 연삭 공구의 한 실시예의 단면도.
제2도는 종래 전착 연삭 공구의 전착 연삭재 입자층의 면을 현미경 사진으로 찍은 도면.
제3도는 본 발명 전착 연삭 공구를 제조하기 위한 전착 단계의 한 예를 도식적으로 나타낸 간이 단면도.
제4도는 본 발명에 따라 제조된 전착 연삭 공구의 한 실시예에서 연삭제 층의 면을 현미경 사진으로 찍은 도면.
제5도는 실시예 A-1 내지 실시예 A-7과 비교예 A-1에 사용되는 전착 연삭 공구의 형태를 도시한 단면도.
제6도는 실시예 A-1 내지 실시예 A-7과 비교예 A-1에 사용되는 전착 연삭 공구의 전착된 연삭재층의 자유단부의 형상을 도시한 부분 사시도.
제7도는 전착된 연삭재 층에서의 기공 채적율과 연삭면 조도 간의 관계를 보여주는 다이어그램.
제8도는 전착된 연삭재 층에서의 기공 채적율과 파괴 하중 관계를 보여주는 다이어그램.
제9도는 실시예 B-1과 비교예 B-1에 사용되는 전착 공구의 형태를 도시한 단면도.
* 도면의 주요부분에 대한 부호의 설명
4 : 지지부재 6 : 전착된 연삭재 층
10 : 전해역 14 : 절연재료
16 : 양극 22 : 연삭재 입자
30 : 전착된 연삭재 층 36 : 자유 단부
37 : 커트 40 : 스텐너스 강 디스크
42 : 전착된 연삭재 층
본 발명은 전착된 연삭공구에 관한 것으로서, 전착 연삭재 입자, 특히 초연삭재 입자에 의해 입자 직경 보다 적어도 3배의 두께를 가진 연삭재 층을 가지는 전착 연삭 공구에 관한 것이다.
전착 연삭재 입자, 특히 자연 또는 합성 다이아몬드 연삭재 입자나 입방 질소붕소 연삭 입자와 같은 초연삭재 입자에 의해 형성된 연삭재 층을 가지는 연삭 공구가 지금까지 제안되어 왔고 또 단단하고 취성의 재료에 어려운 연삭 및 절삭에 실제 적용되었다. 통상의 전착 연삭 공구은 지지부재 상의 연삭재 입자의 한 층만을 전착함으로써 얻어지며, 개개의 연삭재 입자의 내지
내지 이 결합체, 즉 용착 금속으로 부터 돌출한다. 그러나, 그와 같은 형태의 전착 연삭 공구는 본래 단지 한 연삭재 층의 존재가 그 유효수명을 짧게한다는 결점이 있다. 그래서 최근에는 전착 연삭재 입자에 의해 형성된 연삭재 층을 상당한 두께, 예를 들어 연삭재 입자의 직경의 수십배 두께를 가지는 전착 공구가 제안되어 왔고 상업적으로 인정되고 있다.
이 결합체, 즉 용착 금속으로 부터 돌출한다. 그러나, 그와 같은 형태의 전착 연삭 공구는 본래 단지 한 연삭재 층의 존재가 그 유효수명을 짧게한다는 결점이 있다. 그래서 최근에는 전착 연삭재 입자에 의해 형성된 연삭재 층을 상당한 두께, 예를 들어 연삭재 입자의 직경의 수십배 두께를 가지는 전착 공구가 제안되어 왔고 상업적으로 인정되고 있다.
본 발명은 상당한 두께로 전착된 연삭재 층을 가지는 종래 전착 연삭 공구로 연삭과 절삭에 관해 광범위한 실험과 조사를 실시했다. 상기 작업에서 상당한 두께의 전착 연삭재 층을 가지는 전착 연삭 곡구는 연삭 또는 절삭의 정밀도와 효율에 관해서 완전히 만족스럽지 못하고 아직도 이러한 점에서 개선의 여지가 있음이 발견되었다.
따라서, 본발명의 주 목적은 전착 연삭재 입자에 의해 형성된 연삭재 층을 상당한 두께로 하고, 연삭이나 절삭의 정밀도와 효율이 종래보다 개선된 전착 연삭 공구를 제공하는데 있다.
또 본 발명자의 주 목적은 전착 연삭재 입자에 의해 형성된 연삭재 층을 상당한 두께로 하고, 연삭이나 절삭의 구조에 관해 실험과 조사를 행했고 현 다음과 같은 놀라운 사실을 발견했다. 과거에,는 단단하고 위성의 재료에 어려운 연삭이나 절삭시 전착 초연삭재에 의해 형성된 연삭재 층을 가지는 연삭 공구에서, 상당히 큰 힘이 연삭이나 절삭 중 연삭재 입자에 가해지기 때문에 연삭재 입자는 가능한 한 확고히 유지되어야 한다는 것이 인식되어 왔다. 이러한 인식에 기초하여 요착금속에 가능한 많이 전착 연삭재 입자간의 공간을 채우는 것이 바람직하다고 고려되어 왔고, 따라서 전착 연삭재 층에서의 기공을 작게 하고 연삭재 입자의 결합도를 최대화시키게 된다. 본 발명자는 상기 종래의 생각과는 달리, 그와 같은 전착연삭 공구에서 연삭이나 절삭의 정밀도 및 효율운 전착된 연삭재 층에서 구정 체적율로 기공을 분산시킴으로써 현저히 증가될 수 있음을 알아냈다.
본 발명자에 의해 발견된 상기 사실에 기초하여, 본 발명은 연삭재 입자 직경의 적어도 3배의 전착 두께로 연삭재 입자를 전착함으로써 형성된 연삭재 층을 가지는 전착 연삭 곡구를 제공하며, 상기 연삭재 층은 10내지 70%의 체적율로 분산된 기공을 가진다.
본 발명 전착 연삭 공구의 양호한 실시예에서, 기공의 체적율운 20내지 60%이다. 요구되는 범위로 기공의 체적율을 용이하게 조정하기 위하여 전착된 연삭재 입자의 적어도 일부는 전착전에 금속 필름으로 피복된다.
본 발명에 따라 제조된 전착 연삭 공구의 전형적인 예를 도시하는 제1도에서, 도시된 전착 연삭 공구(2)는 보통 지지부재(4)와 전착 연삭재 츨(6)으로 이루어진다.
도시된 실시예에서, 디스크형 지지부재(4) 외주면 상에 연삭재 입자를 전착시켜 환형으로 형성된다. 전착 ㅍ 층(6)의 전착 두께(t)는 ㅍ 입자 직경의 적어도 3배가 되어야 하는 것은 필수적이다. 만일 두께(t)가 연삭재 입자 직경의 3배 보다 작다면 연삭재 입자는 전착된 연삭재 층(6)에서 하나 또는 두 층으로만 존재한다. 그래서, 전착 연삭 곡구(2)의 유효수명은 대단히 짧아지고, 본 발명에 따라 제조된 전착 연삭 공구(2)에서 대단히 중요한 기공에 관한 요구조건을 만족 시키기가 불가능한 것은 아니지만 대단히 어렵다.
연삭재 입자의 크기는 보통 미합중국 메시수로 표현된 입자크기로서 정해진다. 본원에 사용되는 "연삭재 입자 직경"이란 입자 직경을 정의하는 데 사용되는 메시의 사각 개구의 한 쪽 길이를 말한다. 예를 들어, 연삭재 입자의 크기가 미합중국 메시수 320이면, "연삭재 입자 직경"은 미합중국 320메시의 사각 개구의 한쪽 길이인 44μm이다. 반도체 위이퍼, 렌즈 또는 페라이트와 같이 단단하고 취성의 재료나 센더스트, 초경합금 및 강과 같은 금속 재료에 어려운 연삭이나 절삭에서, 전착된 연삭재 입자는 자연 또는 합성 다이어몬드 연삭재 입자 또는 입방 질화붕소 연삭재 입자인 것이 바람직하다. 연삭재 입자의 입경은 전착 연삭 공구(2)를 사용하는 목적에 따라 적절히 선택될 수 있다.
본 발명에 따라 제조된 전착 연삭 공구에서 기공은 전착 연삭재 층(6)에서 10내지 70%, 양호하게는 20내지 60%의 체적율로 분산되는 것이 필수적이다. 기공은 전착된 전연삭재 층(6)에서 완전 균일하게 분산되는 것이 바람직하다. 그것은 전 범위에 걸쳐 다수의 작은 폐쇄 기공이나 큰 기공을 될 수 있다. 또는 두 가지 형태의 기공이 함께 존재할 수 있다. 다음의 기술로 부터 명백한 바와 같이 전착된 연삭재 층(6)에서의 가공 체적율이 10%이하라면, 연삭이나 절삭의 충분한 정밀도가 얻어질 수 없고, 연삭이나 절삭의 충분한 효율도 얻어질 수 없다. 한편, 전착된 연삭재 층(6)의 기공 체적율이 70%를 넘으면, 전착 연삭재 층(6)의 강도는 매우 낮아지고 과도한 연삭재 입자가 전착된 연삭재 층(6)으로 부터 떨어져 나간다. 그 결과, 연삭이나 절삭의 효율은 떨어지고, 전착 연삭 공구(2)의 유효수명은 심하게 단축된다. 전착된 연삭재 층(6)에서의 기공 체적율이 10내지 70%, 양호하게는 20내지 60%이면 연삭이나 절삭의 충분한 정밀도와 효율이 얻어질 수 있다. 본 발명자는 본원의 특징을 다음과 같은 이유를 들고 있다. 종래 전착 연삭 공구에서는 전착된 연삭재 층에서의 기공 체적율이 거의 0에, 또는 극히 낮으면 연삭재 입자 사이의 틈은 결합제, 즉 용착 금속으로 채워진다. 이 구조에서 용착 금속에 의해 연삭재 입자를 유지하는 힘은 과도하게 세고, 연삭재 입자는 연삭이나 절삭시 전착된 연삭재 층으로 부터 거의 떨어져 나가지 않는다.
따라서, 연삭재 입자는 그 자체 예리하게 되는 재생 작용을 거의 진전하지 않고 연삭이나 절삭은 마모된 연삭재 입자에 의해 수행된다. 이것은 아마 종래 전착 연삭 공구의 연삭이나 절삭의 정밀도가 불충분하게 되는 원인이 된다. 반대로, 기공이 전착연삭재 층(6)에서 10내지 70%, 양호하게는 20내지 60%의 체적율로 분산되면, 용착 금속에 의해 연삭재 입자를 유지하는 힘은 적절하게 약하고, 연삭재 입자는 연삭이나 절삭시 전착된 연삭재 층(6)으로 부터 적절히 떨어져 나가고, 자체 예리작용을 적절히 진전 시킨다. 이것에 의해서 아마 본 발명 연삭 공구의 연삭이나 절삭의 정밀도 및 효율은 충분하게 될 것이다. 게다가, 기공이 10내지 70%, 양호 하게는 20내지 60%의 체적율로 분산되면, 연삭이나 절삭칩은 그 속에 분산된 기공의 존재 때문에 쉽게 배출될 수 있다. 또, 기공의 존재에 의해서 열분산 효율은 증가하고, 냉각수의 흐름을 좋게하고 따라서 높은 냉각 효과를 제공하게 된다. 이것은 아마 본 발명 연삭 공구가 연삭이나 절삭의 향상된 정밀도 및 효율을 가지는 다른 이유이다. 전착된 연삭재 층(6)에서의 기공의 체적율이 70%를 넘으면, 용착 금속에 의해 연삭재 입자를 유지하는 임은 과도하게 감소되고, 연삭재 입자는 전착된 연삭재 층(6)으로 부터 과도하게 떨어져 나간다. 따라서, 연삭이나 절삭의 효율은 감소되고 전착 연삭재 층(6)자체의 강도는 매우 낮아져서 전착 연삭 공구(2)의 유효 수명을 과도하게 단축한다.
종래 전착 연삭 공구의 제조시, 연삭재 입자를 직접 전해액 속에 교반하여 현탁시키고 지지부재에 전착시킨다. 지지부재상에 축적된 연삭재 입자는 용착 금속으로 붙어 그 결과 전착된다. 따라서, 연삭재 입자간의 틈은 용착 금속으로 채워지고, 전착된 연삭재 층에는 기공이 거의 존재하지 않는다. 혹은 존재하더라도 기공은 대단히 적다. 제2도는 니켈이온을 포함한 전해액에 미합중국 메시수 4000의 합성 다이아몬드 연삭재 입자를 교반하여 현탁시켜 본래 주지된 전착법으로 지지부재에 전착하여 형성된 전착 연삭재 층의 면의 현미경 사진(1500배)을 나타낸다. 제2도에서 전착된 연삭재 층에는 기공이 거의 존재하지 않음을 알 수 있다.
전착 연삭재 층(6)에서의 소요의 기공분산은 예를 들어 다음과 같은 방법으로 전착 연삭재 층(6)을 형성함으로써 달성될 수 있다. 전착 단계전에 개개의 연삭재 입자에 니켈, 구리 또는 티타늄과 같은 적절한 금속 필름으로 피복한다. 연삭재 입자의 피복은, 예를 들어 금속 이온을 함유한 무전해 도금액에서 연삭 입자를 혼합하고 예정된 온도에서 무전해 도금액을 흔들어서 하는 부전해 도금법에 의해 수행될 수 있고 따라서, 연삭재 입자는 금속 필름으로 도금된다. 다른 방법으로서, 연삭재 입자의 금속 필름 피복은 주지된 증착법, 스퍼터링(sputtering)법 또는 화학증착법에 의해 수용될 수 있다. 이와 같이 금속 필름으로 피복된 연삭재 입자는 전해액에 교반되어 현탁되어서 전착된다. 전착단계의 한 뎨가 제3도에 간단히 도시되어 있다. 제3도에 도시된 전착장치에서 니켈이온을 함유한 공지의 전해액(10)이 전해셀(8)에 담겨 있다. 절연재료로 된 디스크형 지지부재(4)가 기부 스탠드(12)의 상부 외부 가장자리부는 지지부재로 덮히지 않고 노출된다. 원형 니켈 양극(16)은 전해액(10)에 침지되어 있다. 스위치(18)와 직류전원(20)은 양극(16)과 지지부재(4)사이에 연결된다. 이러한 전착장치에서, 상술한 방법으로 금속 필름으로 피복된 연삭재 입자(22)를 전해액(10)속에 넣는다. 이때 연삭재 입자(22)를 현탁시키기 위해 적절한 교반기구(도시되지 않음)로 전해액(10)을 교반한다. 이 때, 양극(16)과 지지부재(4)간에 직류전압을 인가하기 위하여 스위치(18)을 닫는다.
그 결과, 지지부재(4)의 두 측면은 절연재료로 덮혀 있고 단지 그 외주면만 노출되어 있기 때문에 니켈은 지지부재(4)의 외주면에 용착하기 시작한다. 그 사이 전해액에 현탁된 연삭재 입자(22)는 차차 내려와 기부 스탠드(12)의 상부 외주 가장자리부 상에 떨어진다.연삭재 입자(22)가 지지부재94)의 외주면 상에 용착된 니켈과 접촉허면, 용착된 니켈에 의해 결합된다. 연삭재 입자(22)는 금속필름 피복을 가지기 때문에 니켈 역시 연삭재 입자상의 금속필름 피복에 용착하기 시작한다. 따라서, 떨어진 다른 연삭재 입자(22)가 이미 결합된 연삭재 입자(22)와 접속하면, 다른 연삭재 입자(22)는 용착된 니켈에 의해 이미 결합된 연삭재 입자(22)에 결합된다. 이러한 방식으로, 연삭재 입자(22)는 연속적으로 지지부재(4)의 외주면에 결합되어 전착된 연삭재 입자층(6)은 형성한다. 최종 전착 연삭재 층(6)에서 니켈은 이미 결합된 연삭재 입자(22)늬 금속 필름 피복에 용착하기 때문에 연삭재 입자(22)에 결합된다. 따라서, 기공은 전착된 연삭재 층(6)에서 완전 균일하게 분산된다. 전착된 연삭재 층(6)에서의 기공 체적율은, 전해액(10)에 포함된 연삭재 입자(22)의 농도, 전해액(10)의 교반정도, 직류값(따라서, 니켈 용착 속도)을 변화 시킴으로써 적절히 조정될 수 있다. 게다가, 전착 연삭재 층(6)을 형성한 후, 연삭재 입자(22)를 포함하지 않는 전해액을 전착 연삭재 층(6)을 통해 통과하거나 또는 니켈이온을 포함하는 무전해 도금액을 전착 연삭재 층(6)을 통해 통과시켜 전착 연삭재 층(6)에서의 공간에 니켈을 용착하면서, 다시 전착을 수행함으로써 전착 연삭재 층(6)에서의 기공 체적율을 소요의 값으로 충분히 규일하게 감소 시킬 수 있다. 전착 연삭재 층(6)이 상기와 같은 방식으로 소요의 두께(t)와 폭(w)으로 형성된 후에는 전착 연삭 공구(2)가 얻어진다. 이 때 지지부재(4)의 두 측면으로 부터 절연 재료를 떼어내고, 전착 연삭재 층(6)의 외면을 적절한 방법으로 소요의 형상으로 다듬는다. 이와같이 하여, 전착 연삭 공구(2)가 완성된다.
상기 전착단계에서, 금속필름은 전해액에 포함된 모든 연삭재 입자(22)에 피복된다. 비록 금속필름 피복을 가지는 연삭재 입자를 사용하여 전착이 행해지고 금속필름으로 피복되지 않은 연삭 입자도 전해액에 함께 사용된다 하더라도 기공 역시 전착된 연삭재 층에서 분산될 수 있다. 이 경우, 전착 연삭재 층에서의 기공 체적율은, 전해액에 포함된 금속 피복된 연삭재 입자와 피복되지 않은 연삭재 입자간의 비율을 변화시킴으로써 조정될 수 있다. 게다가, 금속필름으로 피복되거나 또는 피복되지 않은 연삭재 입자의 혼합물과, 니켈, 구리 또는 티타늄 입자와 같은 적절한 금속 입자를 포함시켜 전착 피복이 행해질 때라도 기공은 전착 연삭재 층에서 분산될 수 있다. 이 경우 전착된 연삭재 층의 기공의 체적율은 역시 전해액에 포함된 연삭재 입자의 양 및 금속입자의 양 사이의 비를 변화시킴으로써 조정될 수 있다.
제4도는 무전해 도금법으로 미합중국 메시수 4000의 합성 다이아몬드 연삭자 입자를 피복하고 또 제3도를 참고하여 상술한 바와 같은 동일 전착 단계로 처리해서 형성된 전착 연삭재 층면의 현미경 사진(1500배)이다. 제4도에서 기공은 전착된 연삭재 층에서 완전 균일하게 분산되어 있음을 쉽게 알 수 있다. 제2도와 제4도를 비교해 보면 종래 전착 연삭 공구에서의 기공없는 전착층과 본 발명 전착 연삭 공구에서의 속에 분산된 기공을 포함하는 전착 연삭재 층간의 구조상의 현저한 차이가 바로 나타난다. 제4도에 도시된 전착 연삭재 층에서의 기공 체적율은 50%였다. 그와 같은 기공의 체적율은, (1) 샘플을 준비하기 위하여 전착된 연삭재 층의 일부를 절단하고 기공 속으로 물이 들어가는 것을 막기 위하여 파라핀으로 샘플의 기공을 봉합하며, (2) 샘플을 물에 담그고 샘플의 총체적율을 측정하여, (3) 파라핀을 녹여서 제거하기 위하여 샘플을 가열하며, (4) 질산을 사용하여 샘플내의 니켈을 용해 제거하고 샘플내의 합성 다이아몬드 연삭재 입자의 무게를 측정하고, (5) 니켈의 체적과 샘플 무게로 부터 샘플내의 합성 다이아몬드 연삭재 체적과 상기(3) 및 (4)에서 측정된 합성 다이어몬드 연삭재 입자의 무게를 계산하고, (6) 샘플의 총체적, 니켈의 체적 및 합성 다이어몬드 연삭재 입자의 체적으로 부터 기공 체적을 계산한다.
상기 기술에서 본 발명 전착 연삭 공구는 특수형의 전착 연삭 공구(2)를 참고하여 기술 되었다. 그러나, 지지부재와 본 발명 전착 연삭 공구의 전착 연삭재 층의 형상은 사용 목적에 따라 변할 수 있다. 전착 연삭재 층으로만 된 전착 연삭 공구는 역시 본 발명의 범위를 벗어남이 없이 전착 연삭재 층을 형성한 후 녹이거나 지지부제를 제거함으로써 형성될 수 있다.
다음의 실시예와 비교예로서 본 발명을 더욱 명확히 기술한다.
[실시예 A-1 내지 A-7]
제5도에 도시된 형상을 가지는, 특히 실선으로 도시된 부분(26)과 2점 쇄선으로 도시된 부분(28)을 가지는 거의 컵형인 알루미늄 지지부재(24)를 만들었다. 미합중국 메시수 4000을 가지는 합성 다이어몬드 연삭재 입자에 무전해 도금법으로 니켈을 도금한다. 이 때 경사하면(30)을 제외한 지지부재(24)의 면에 절연재료를 덮었다. 니켈 이온을 포함하는 전해액에 지지부재(24) 상부를 밑으로 담근다. 동시에 양극으로서 니켈판을 전해액에 넣느느다. 니켈 피복된 합성 다이어몬드 연삭재 입자를 전해액에 교반하여 현탁하고 전착이 시작됐다. 그 결과, 지지부재(24)의 경사하면(30)상에 전착된 ㅍ층(32)이 형성됐다. 지지부재(24)와 경사 하면(30)에 형성된 전착 연삭재 층(32)을 전해액에서 꺼내고, 지지부재(24)의 2점 쇄선으로 표시된 부분(28)의 면으로 부터 절연층을 벗겨낸다. 지지부재(24)의 부분(28)을 녹이고 제거하기 위하여 지지부재924)와 전착 연삭재 입자층(32)을 수산화나트륨 수용액에 담근다. 이 때 지지부재(24)의 제거된 부분에 의해서 지지된 전착 연삭재 층(32)의 자유 단부(36)상에는 원주상으로 이격된 커트(37)가 형성됐다.
상기 과정에 따라, 제5도에 도시된 형상을 가지면서, 전착 연삭재 층(32)의 기공 체적율이 각각 약 10%, 20%, 30%, 40%, 50%, 60%, 70%인 본 발명 실시예 A-1 내지 A-7의 전착 연삭 공구를 만들었다.
실시예 A-1 내지 A-7의 각 전착 연삭 공구에서 전착 연삭재 층(32)의 전착 두께(t)는 0.35mm였다. 지지부재(24)의 중심축과 전착 연삭재 층(32)에 의해 형성된 각도(α)는 135℃이고 전착 연삭재 층(32)의 자유단부의 외경(D)은 200mm이다. 커트(37)를 형성하기 전에, 전착 연삭재 층(32)의 자유단부(36)는 제6도의 2점 쇄선으로 도시한 바와 같이 원주상의 연속 파형이다(따라서, 지지부재(24)의 용해 및 제거부분도 원주상의 연속파형이다). 커트(37)를 형성함으로써 자유단부는 제6도 실선으로 도시된 형상으로 된다. 제6도에서 β=60℃, w=1mm, d=1mm이다.
실시예 A-1 내지 A-7의 각 전착 연삭 공구를 연삭재의 회전축에 고정하여 회전시킨다. 실리콘 위이퍼(고순도 실리콘 반도체 기판)를 연삭재의 작업대에 고정하고, 회전축에 거의 수직인 작업대를 움직임으로써 실리콘 위이퍼의 한 면이 연삭되었다. 실리콘 위이퍼의 한 면의 연삭 깊이는 15μ m이고 연삭 부위에 대해 냉각수를 보냈다.
실리콘 웨이퍼의 연삭면 조도를 측정하고 제7도 다이어그램에 도시되어 있다.
실시예 A-1 내지 A-7의 각 전착 연삭 공구에 대하여, 전착 연삭재 층에 가해진 하중을 점차 증가시키고, 전착 연삭재 층이 파괴할 시의 하중을 측정했다. 그 결과가 제8도 다이어그램에 도시되어 있다.
[비교예 A-1]
비교를 위해서 합성 다이어몬드 연삭재 입자를 니켈로 피복하지 않고 전해액에 직접 넣고, 실시예 A-1 내지 A-7과 같은 방법으로 전착을 수행했다. 이와같이, 기공 체적율이 거의 0인 전착 연삭재 층(32)을 가진 전착 연삭 공구를 얻었다.
비교예 A-1의 최종 전착 연삭 공구를 사용하여 실리콘 위이퍼의 한면을 연삭하고 실시예 A-1 내지 A-7과 같은 방법으로 실리콘 위이퍼의 연삭면의 조도를 측정했다. 그 결과가 제7도 다이어그램에 도시되어 있다.
비교예 A-1의 최종 연삭 공구의 전착 연삭재 층(32)의 파괴 하중을 실시예 A-1내지 A-7과 같은 방법으로 측정했다. 그 결과가 제8도 다이어그램에 도시되어 있다.
각 실시예 A-1 내지 A-7과 비교예 A-1의 전착 연삭 공구로 실리콘 웨이퍼의 한 면을 연삭한 정밀도를 도시한 제7도에서 전착 연삭재 층(32)의 기공체적율이 증가함에 따라, 연삭 정밀도는 증가하고, 전착 연삭재 층(32)의 기공 체적율이 10%, 특히 20%를 넘을 때 연삭 정밀도는 현저히 증가한다는 것을 알 수 있다.
또, 각 실시예 A-1 내지 A-7과 비교예 A-1에서 전착 연삭 공구의 전착 연삭재 층(32)의 파괴 하중을 도시하는 제8도에서, 전착 연삭재 층(32)의 기공체적율이 증가함에따라 층(32)에서의 파괴 하중은 상당히 낮아진다는 것을 알 수 있다.
[실시예 B-1]
미합중국 메시쉬 4000을 가진 합성 다이어몬드 연삭재 입자를 무전해 도금법으로 나켈 피복한다. 이 때, 전측면과 하면 그 상부면의 중심 부위에서 절연 재료로 피복된 스텐레스 강 디스크(40)를 지지부재로서 사용하고, 제3도를 참고한 상기 방법에 따라 니켈 이온을 포함하는 전해액에서 전착을 행함으로써, 환형 전착 연삭재 층(42)을 전해액에서 꺼내ㅈ다. 스텐레스 강 디스크(40)로 부터 전착 연삭재 층(42)을 떼어 낸다. 제9도에 도시된 환형 전착 연삭재 층(42)으로만 이루어진 실시예 B-1 전착 연삭 공구를 만들기 위하여 전착 연삭재 층(42)의 내부 및 외부 원누면을 다듬는다. 전착 연삭 공구의 외경 (D1)은 52mm, 그 내경(D2)은 40mm, 그 전착 두께(t)는 0.02mm, 층(42)에서의 기공 체적율은 약 40%였다.
실시예 B-1 전착 연삭 공구를 절삭기의 회전축에 고정하고 회전시킨다. 단결정 페라이트 판을 절삭기의 작업대에 고정하고, 작업대를 움직임으로써 단결정 페라이트 판의 면에 홈을 판다. 작엄대의 이동속도, 늑 홈파는 속도는 10mm/sec이고, 홈 길이는 50μ m였다. 단결정 페라이트 판에 형성된 홈을 현미경으로 관찰했고, 칩핑은 2μ m미만 이었다.
[비교예 B-1]
비교를 위해서, 합성 다이어몬드 연삭재 입자를 니켈 피복하지 않고 직업 전해액에 넣고 기공체적율이 거의 0인 전착 연삭재 층(42)을 형성하기 위하여 전착을 수행한 것 이외에는, 실시예 B-1가 같은 방법으로 비교예 B-1 전착 연삭 공구를 만들었다.
상기 연삭 공구를 사용하여, 작업대의 이동속도를 3mm/sec로 변경한 것 외에는, 실시예 B-1과 같은 방법으로 단결정 페라이트 판의 면에 홈을 팠다. 현미경 관찰에서 페라이트 판에 형성된 홈에서 약 20μ m의 칩핑이 생긴다는 것이 보였다.
실시예 B-1과 비교예 B-1의 전착 연삭 공구로 단결정 페라이트 판의 면상의 홈 관찰로 부터, 전착 연삭재 층(42)에서 기공이 규정 체적율로 분산되는 본 발명 전착 연삭 공구는 고속에서 고절삭 효율로 절삭할 수 있고 칩핑을 감소 시키며, 따라서 절삭 정밀도를 증가시킴을 알 수 있다.
[실시예 C-1]
전착 단계시 니켈 피복 합성 다이어몬드 연삭재 입자와 비피복 합성 다이어몬드 연삭재 입자를 2 : 1의 체적 비율로 혼합하고, 혼합물을 교반하면서 전해액에서 현탁시키는 것 외에는, 실시예 A-1 내지 A-7과 거의 같은 방법으로 실시예 C-1전착 연삭 공구를 만들었다. 전착 연삭재 층(32)에서의 기공 체적율은 약 40%였다.
실시예 C-1전착 연삭 공구를 하용하여 실리콘 위이퍼의 한 면을 연삭하였다. 실리콘 위이퍼의 절삭면의 조도는 0.07μ m였다.
실시예 A-1 내지 A-7과 같은 방법으로 측정된 전착 연삭재 층(32)의 파괴 하중은 0.9k㎏f/㎟였다.
[실시예 D-1]
전착 단계시 니켈 피복 합성 다이어몬드 연삭재 입자와 비피복 합성 다이어몬드 연삭재 입자를 2 : 1의 체적비율로 혼합하고, 혼합물을 전해액에서 교반하면서 현탁시키는 것 외에는, 실시예 B-1 과 거의 같은 방법으로 실시예 D-1 전착 연삭 공구를 만들었다. 최종 전착 연삭 공구의 전착층(42)에서의 기공체적율은 약 40%였다.
실시예 D-1 전착 연삭 공구를 사용하여 단결정 페라이트 판의 면에 실시예 B-1과 거의 같은 방법으로 홈을 팠다. 현미경 관찰에서 단결정 페라이트 판에 형성된 홈에서의 칩핑은 2μ m미만 임이 보여졌다.
[실시예 E-1]
전착 단계시 비피복 합성 다이어몬드 입자와 미합중국 메시수 2000의 구리입자를 3 : 1의 체적비율로 혼합하고, 혼합물을 전해액에서 교반하면서 현탁시킨것 외에는, 실시예 A-1 내지 A-7과 가의 같은 방법으로서 실시예 E-1 전착 연삭 공구를 만들었다. 최종 전착 연삭 공구의 전착 연삭재 층(32)에서의 기공 체적율은 약 40%였다.
실시예 E-1 전착 연삭 공구를 사용하여 실리콘 위이퍼의 한 면을 실시예 A-1 내지 A-7과 거의 같은 방법으로 연삭하였다. 실리콘 웨이퍼의 연삭면의 조도는 0.1μm였다.
실시예 A-1 내지 A-7과 같은 방법으로 측정된 실시예 E-1 전착 연삭 공구의 전착 연삭재 층(32)의 파괴 하중은 1.1㎏f/㎟였다.
[실시예 F-1]
전착 단계시 비피복 합성 다이어몬드 입자와 미합중국 메시수 2000의 구기 입자를 3 : 1의 체적비율로 혼합하고, 혼합물을 전해액에서 교반하면서 현탁시킨 것 외에는, 실시예 B-1과 가의 같은 방법으로서 실시예 F-1 전착 연삭 공구를 만들었다. 최종 전착 연삭 공구의 전착 연삭재 층(42)에서의 기공 체적율은 약 40%였다.
실시예 F-1 전착 연삭 공구를 사용하여 실시예 B-1과 거의 같은 방법으로 단결정 페라이트 판의 한면에 홈을 팠다. 현미경 관찰에서 페라이트 판에 형성된 홈에서의 칩핑은 2μm미만 임이 보여졌다.
Claims (9)
- 연삭재 입자 직경의 적어도 3배 크기의 전착 두께로 연삭재 입자를 전착해서 형성된 연삭재 층을 가지고, 상기 연삭재 층은 10내지 70%의 체적율로 분산된 기공을 가지는 것을 특징으로 하는 전착 연삭 공구.
- 제1항에 있어서, 기공 체적율이 20내지 60%인 것이 특징인 전착 연삭 공구.
- 제1항에 있어서, 연삭재 입자는 초연삭 입자인 것이 특징인 전착 연삭 공구.
- 제3항에 있어서, 연삭재 입자는 자연 또는 합성 다이어몬드 연삭재 입자인 것이 특징인 전착 연삭 공구.
- 제3항에 있어서, 연삭재 입자는 입방 질화불소 연삭재 입자인 것이 특징인 전착 연삭 공구.
- 제1항 내지 제5항 중 어느 한 항에 있어서, 전착 하기전 전착 연삭재 입자의 적어도 일부가 금속필름으로 피복되는 것이 특징인 전착 연삭 공구.
- 제6항에 있어서, 전착 하기전 전착 연삭재 입자의 거의 모두가 금속필름으로 피복되는 것이 특징인 전착 연삭 공구.
- 제6항에 있어서, 전착 연삭재 입자는 전착전에 금속필름으로 피복된 것과 피복되지 않은 것으로 이루어져 있는 것이 특징인 전착 연삭 공구.
- 제1항에 있어서, 전착 연삭재 층은 연삭재 입자와 함께 전착된 금속 입자를 포함하는 것을 특징으로 하는 전착 연삭 공구.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP58187009A JPS6080562A (ja) | 1983-10-07 | 1983-10-07 | 電着砥石 |
| JP187009 | 1983-10-07 | ||
| JP???187009 | 1983-10-07 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR850003698A KR850003698A (ko) | 1985-06-26 |
| KR880002342B1 true KR880002342B1 (ko) | 1988-10-26 |
Family
ID=16198602
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1019840006160A KR880002342B1 (ko) | 1983-10-07 | 1984-10-05 | 전착 연삭 공구 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US4547998A (ko) |
| EP (1) | EP0139258B1 (ko) |
| JP (1) | JPS6080562A (ko) |
| KR (1) | KR880002342B1 (ko) |
| DE (1) | DE3462096D1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108422336A (zh) * | 2018-04-18 | 2018-08-21 | 郑州磨料磨具磨削研究所有限公司 | 一种多孔型电镀结合剂砂轮及其制备方法 |
Families Citing this family (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62173799A (ja) * | 1986-01-28 | 1987-07-30 | 富士通株式会社 | 高密度実装基板の製造方法 |
| JPH0818255B2 (ja) * | 1987-04-02 | 1996-02-28 | 三菱マテリアル株式会社 | 極薄刃砥石 |
| US4882878A (en) * | 1988-08-05 | 1989-11-28 | Benner Robert L | Grinding wheel |
| JPH02167671A (ja) * | 1988-12-21 | 1990-06-28 | Disco Abrasive Syst Ltd | カーボン入り電着砥石 |
| JPH02298421A (ja) * | 1989-05-09 | 1990-12-10 | Kaken:Kk | 回転鋸の歯部の構造およびその製造方法 |
| US5238544A (en) * | 1989-11-14 | 1993-08-24 | Canon Kabushiki Kaisha | Electro-deposition coated member, process for producing electro-deposition coated member, and electro-deposition coating composition used therefor |
| DE4010454A1 (de) * | 1990-03-31 | 1991-10-02 | Winter & Sohn Ernst | Hochgeschwindigkeitsschleifscheibe und verfahren der ausbildung |
| JPH04223876A (ja) * | 1990-12-26 | 1992-08-13 | Mitsubishi Materials Corp | レンズ研削用砥石 |
| US5313742A (en) * | 1991-01-11 | 1994-05-24 | Norton Company | Highly rigid composite shaped abrasive cutting wheel |
| HUT62831A (en) * | 1991-09-12 | 1993-06-28 | Gen Electric | Method for producing covered cubed leather-nitride abrasive grain, abrasive grain and grinding tool by using the same |
| FR2718379B3 (fr) * | 1994-04-12 | 1996-05-24 | Norton Sa | Meules super abrasives. |
| AU7468294A (en) * | 1994-08-24 | 1996-03-14 | National Industrial Technology Institute | Method for the deposition of diamond film on the electroless-plated nickel layer |
| US5436375A (en) * | 1994-08-26 | 1995-07-25 | Texaco Chemical Inc. | Reaction of isobutane with oxygen |
| US5564972A (en) * | 1994-09-21 | 1996-10-15 | Engis Corporation | Outside diameter finishing tool |
| US5588419A (en) * | 1994-12-16 | 1996-12-31 | Dynatex International | Semiconductor wafer hubbed saw blade |
| WO1996023630A1 (fr) * | 1995-02-01 | 1996-08-08 | Hiroshi Ishizuka | Arete de coupe superabrasive electroplaquee et son procede de fabrication |
| US6206759B1 (en) * | 1998-11-30 | 2001-03-27 | Micron Technology, Inc. | Polishing pads and planarizing machines for mechanical or chemical-mechanical planarization of microelectronic-device substrate assemblies, and methods for making and using such pads and machines |
| US6319108B1 (en) | 1999-07-09 | 2001-11-20 | 3M Innovative Properties Company | Metal bond abrasive article comprising porous ceramic abrasive composites and method of using same to abrade a workpiece |
| KR100310790B1 (ko) * | 1999-07-22 | 2001-10-18 | 윤호철 | 고전압 펄스 전원 장치를 이용한 연마 제품의 제조 장치 |
| JP4571821B2 (ja) * | 2004-05-19 | 2010-10-27 | 株式会社ディスコ | 電着砥石の製造方法 |
| US7927189B2 (en) * | 2004-08-16 | 2011-04-19 | United Technologies Corporation | Superabrasive tool |
| DE102004042384A1 (de) * | 2004-09-02 | 2006-03-09 | Mtu Aero Engines Gmbh | Schleifscheibe und Verfahren zur Herstellung derselben |
| US7883398B2 (en) * | 2005-08-11 | 2011-02-08 | Saint-Gobain Abrasives, Inc. | Abrasive tool |
| US7178517B1 (en) * | 2006-01-31 | 2007-02-20 | Fang-Chun Yu | Diamond saw blade for milling |
| MY151755A (en) * | 2007-12-28 | 2014-06-30 | Shinetsu Chemical Co | Outer blade cutting wheel and making method |
| CA2762278A1 (en) * | 2009-05-19 | 2010-11-25 | Saint-Gobain Abrasives, Inc. | Method and apparatus for roll grinding |
| US8708781B2 (en) | 2010-12-05 | 2014-04-29 | Ethicon, Inc. | Systems and methods for grinding refractory metals and refractory metal alloys |
| US9266220B2 (en) | 2011-12-30 | 2016-02-23 | Saint-Gobain Abrasives, Inc. | Abrasive articles and method of forming same |
| CA2773197A1 (en) * | 2012-03-27 | 2013-09-27 | Yundong Li | Electroplated super abrasive tools with the abrasive particles chemically bonded and deliberately placed, and methods for making the same |
| GB201523182D0 (en) | 2015-12-31 | 2016-02-17 | Element Six Uk Ltd | Super hard constructions & methods of making same |
| JP7184464B2 (ja) * | 2019-03-22 | 2022-12-06 | 株式会社ディスコ | 環状の砥石の製造方法 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2073678A (en) * | 1935-09-28 | 1937-03-16 | Bell Telephone Labor Inc | Cutting tool |
| US2730439A (en) * | 1953-03-19 | 1956-01-10 | Carborundum Co | Abrasive articles and method of making same |
| US2806772A (en) * | 1954-09-15 | 1957-09-17 | Electro Refractories & Abrasiv | Abrasive bodies |
| JPS56114664A (en) * | 1980-02-01 | 1981-09-09 | Disco Abrasive Sys Ltd | Manufacture of grindstone |
| US3640027A (en) * | 1969-07-25 | 1972-02-08 | Sel Rex Corp | Annular cutting blades |
| US3847568A (en) * | 1972-09-18 | 1974-11-12 | Mwa Co | Vitrified abrasive element |
| US3957593A (en) * | 1975-01-31 | 1976-05-18 | Keene Corporation | Method of forming an abrasive tool |
| US4086067A (en) * | 1975-03-12 | 1978-04-25 | International Telephone And Telegraph Corporation | Porous sintered abrasive articles and method of manufacture |
| JPS5248890A (en) * | 1975-10-17 | 1977-04-19 | Inoue Japax Res Inc | Method of fabricating electrolytic grinding grindstone |
| DD122664A1 (ko) * | 1975-10-29 | 1976-10-20 | ||
| JPS582034A (ja) * | 1981-06-29 | 1983-01-07 | Toshiba Corp | 半導体装置の製造方法 |
| JPS5811518A (ja) * | 1981-07-10 | 1983-01-22 | Sanyo Chem Ind Ltd | 重合体ポリオ−ルの製造法 |
| JPS5933514A (ja) * | 1982-08-20 | 1984-02-23 | Fujita Corp | 工場、倉庫内位置、経路表示装置 |
-
1983
- 1983-10-07 JP JP58187009A patent/JPS6080562A/ja active Granted
- 1983-12-28 US US06/566,374 patent/US4547998A/en not_active Expired - Lifetime
-
1984
- 1984-10-01 DE DE8484111718T patent/DE3462096D1/de not_active Expired
- 1984-10-01 EP EP84111718A patent/EP0139258B1/en not_active Expired
- 1984-10-05 KR KR1019840006160A patent/KR880002342B1/ko not_active IP Right Cessation
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108422336A (zh) * | 2018-04-18 | 2018-08-21 | 郑州磨料磨具磨削研究所有限公司 | 一种多孔型电镀结合剂砂轮及其制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US4547998A (en) | 1985-10-22 |
| KR850003698A (ko) | 1985-06-26 |
| JPS6080562A (ja) | 1985-05-08 |
| EP0139258B1 (en) | 1987-01-21 |
| DE3462096D1 (en) | 1987-02-26 |
| JPH0479792B2 (ko) | 1992-12-16 |
| EP0139258A1 (en) | 1985-05-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR880002342B1 (ko) | 전착 연삭 공구 | |
| JP4927534B2 (ja) | 高精密多粒度スライシングブレード | |
| PH12013000003A1 (en) | Dressing and manufacture of outer blade cutting wheel | |
| JP2522278B2 (ja) | 電鋳薄刃砥石 | |
| JPH0215977A (ja) | ダイヤモンド砥石とその製造方法 | |
| JPS6334069A (ja) | 砥石 | |
| JPH04105874A (ja) | 研磨用砥石およびそれを用いた研磨方法 | |
| JPH052291Y2 (ko) | ||
| JPH08309666A (ja) | 電着砥石およびその製造方法 | |
| JPH08309668A (ja) | 内周刃砥石の製造方法 | |
| JPH11188634A (ja) | 電鋳薄刃砥石およびその製造方法 | |
| JP4419485B2 (ja) | 研削砥石およびその製造方法 | |
| JPH0818255B2 (ja) | 極薄刃砥石 | |
| JPS62224576A (ja) | 電鋳薄刃砥石の製造方法 | |
| JPH0970759A (ja) | 切れ味に優れた超砥粒多孔質Ni電着砥石およびその製造法 | |
| JPS62213965A (ja) | 電鋳薄刃砥石およびその製造方法 | |
| JPH05237763A (ja) | 電着式砥石の目立て方法 | |
| TW202112497A (zh) | 環狀砥石 | |
| JP2004306220A (ja) | Cmpコンディショナ | |
| JPS6311280A (ja) | 電着薄刃砥石およびその製造方法 | |
| Gäbler et al. | Precision grinding of hard and superhard materials with CVD diamond grinding tools | |
| JPH10235563A (ja) | 超砥粒及びこれを利用した超砥粒ホイール | |
| JPH0398769A (ja) | 電着研磨シート | |
| JPH04223878A (ja) | レンズ研削用砥石およびその製造方法 | |
| JPH1190834A (ja) | 超砥粒砥石及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| G160 | Decision to publish patent application | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| FPAY | Annual fee payment |
Payment date: 20030724 Year of fee payment: 16 |
|
| EXPY | Expiration of term |