KR20200053470A - 공작기계 - Google Patents
공작기계 Download PDFInfo
- Publication number
- KR20200053470A KR20200053470A KR1020207003837A KR20207003837A KR20200053470A KR 20200053470 A KR20200053470 A KR 20200053470A KR 1020207003837 A KR1020207003837 A KR 1020207003837A KR 20207003837 A KR20207003837 A KR 20207003837A KR 20200053470 A KR20200053470 A KR 20200053470A
- Authority
- KR
- South Korea
- Prior art keywords
- axis
- movement
- axis direction
- tool
- main shaft
- Prior art date
Links
- 230000001105 regulatory effect Effects 0.000 claims description 9
- 238000000034 method Methods 0.000 claims description 5
- 230000002194 synthesizing effect Effects 0.000 abstract 1
- 238000003754 machining Methods 0.000 description 9
- 238000003801 milling Methods 0.000 description 2
- 230000001052 transient effect Effects 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 230000001276 controlling effect Effects 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000003786 synthesis reaction Methods 0.000 description 1
Images



Classifications
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/414—Structure of the control system, e.g. common controller or multiprocessor systems, interface to servo, programmable interface controller
- G05B19/4142—Structure of the control system, e.g. common controller or multiprocessor systems, interface to servo, programmable interface controller characterised by the use of a microprocessor
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/182—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by the machine tool function, e.g. thread cutting, cam making, tool direction control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B3/00—General-purpose turning-machines or devices, e.g. centre lathes with feed rod and lead screw; Sets of turning-machines
- B23B3/22—Turning-machines or devices with rotary tool heads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B3/00—General-purpose turning-machines or devices, e.g. centre lathes with feed rod and lead screw; Sets of turning-machines
- B23B3/30—Turning-machines with two or more working-spindles, e.g. in fixed arrangement
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/402—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by control arrangements for positioning, e.g. centring a tool relative to a hole in the workpiece, additional detection means to correct position
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/35—Nc in input of data, input till input file format
- G05B2219/35406—Decompose axis movement, group components, interpolate separately, superpose pulses
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/37—Measurements
- G05B2219/37407—Detect position of detector contact point relative to reference on tool
Abstract
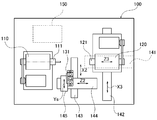
공작기계에 있어서, X축으로 경사하여 교차한 방향(Ys축)을 따라 이동하는 공구대를 이용한 중첩제어에서, 공작기계(100)는 주축(111)을 가지는 주축대(110) 및 주축(111)의 축심 방향과 평행한 Z3축을 가지는 주축(121)을 가지는 주축대(120)와, 주축대(110, 120)에 대해서 이동하는 터릿(131)과, 터릿(131)의 움직임을 기준으로 주축대(120)를 중첩제어하는 제어장치(150)를 구비하고, 터릿(131)은 Z축으로 각각 직교하고, 서로 직각 이외의 각도로 교차하는 X축의 방향과 Ys축의 방향으로 각각 이동 가능하고, 제어장치(150)는 Ys축 방향으로의 이동과 X축의 방향으로의 이동을 합성함으로써, 터릿(131)을 Ys축 및 X축과는 상이한 Y축 방향으로 이동시킴과 동시에, 중첩제어할 때는 주축대(120)에 대해서, Y축 방향으로의 이동에 따른 X축 방향으로의 이동을 규제하도록 제어한다.
Description
본 발명은, 공작기계에 관한 것이다.
가공 대상물을 가공하는 복수의 주축대를 가지는 자동선반 등의 공작기계의 경우, 소정의 주축대의 주축에 유지된 가공 대상물을 공구로 가공하는 공구대의 이동에 대응하고, 다른 주축대를 중첩제어에 의해서 이동시킴으로써, 다른 주축대에 유지된 가공 대상물을 공구대의 공구로 동시에 가공할 수 있다 (예를 들면, 특허문헌 1참조).
한편, 공구대가 X축(예를 들면, 수평 방향)과, X축에 대해 경사하고, 직교하지 않고 교차하는 방향의 경사Y축(Ys축이라 함)에 각각 따라 이동 가능하도록 되어 있는 경우, 공구대를 X축 방향과 직교하는 Y축 방향(예를 들면, 연직 방향)으로 이동시킬 때는 X축 방향과 Ys축 방향과의 이동을 합성할 필요가 있다.
그러나, 상술한 중첩제어를 수행하는 경우, 공구대의 Y축 방향으로의 이동에 따른 X축 방향으로의 이동에 의해, 중첩제어되는 주축대가 X축 방향으로 이동함으로써, 공구대와 주축대의 위치관계를 해치는 경우가 있을 수 있다.
본 발명은 상기 사정을 감안하여 이루어진 것으로, X축 방향과 X축에 직교하지 않는 경사한 방향으로의 이동축을 구비하고, 양 이동축의 합성에 의해 Y축 방향으로 이동하는 공구대의 Y축 방향으로의 이동에 따른, 중첩제어에 의한 주축대의 이동을 규제할 수 있는 공작기계를 제공하는 것을 목적으로 한다.
본 발명은, X축 방향으로 이동가능한 주축대와, 상기 X축 방향과 상기 X축 방향으로 경사하여 교차하는 방향의 이동축을 가지며, 상기 주축대에 대해서 이동가능한 공구대와, 상기 공구대와 상기 주축대의 이동의 중첩제어를 수행하는 제어부를 구비하고, 상기 공구대는, 2개의 상기 이동축을 따른 이동의 합성에 의해 상기 Y축 방향으로 이동가능하고, 상기 제어부는 상기 공구대의 상기 Y축 방향의 이동에 따른 상기 주축대의 상기 중첩제어에 기초하는 이동을 규제하는 규제수단을 가지는 공작기계이다.
본 발명에 따른 공작기계에 따르면, X축 방향과 X축에 직교하지 않는 경사한 방향으로의 이동축을 구비하고, 양 이동축의 합성에 의해서 Y축 방향으로 이동하는 공구대의 Y축 방향으로의 이동에 따른, 중첩제어에 의한 주축대의 이동을 규제함으로써, 공구대와 주축대와의 위치관계를 유지할 수 있다.
도 1은, 본 발명의 일 실시형태인 공작기계를 나타내는 평면도이다.
도 2는, 터릿(turret)을 Z3축 방향에서 본 측면도이다.
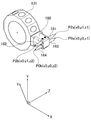
도 3은, 공구가 장착된 툴 홀더가 터릿에 부착된 상태를 나타내는 사시도이다.
도 4는, 상대적으로 작은 시정수(時定數)(TX2)에서, 그리고 이동속도가 상대적으로 빠른 X2축 이동수단과, 상대적으로 큰 시정수(TYs)에서, 그리고 이동속도가 상대적으로 늦은 Ys축 이동수단과의, 이동속도의 과도적인 변화를 나타내는 그래프이다.
도 5는, 시정수(TX2)를 시정수(TYs)와 동일한 값으로 설정한 경우의, X2축 이동수단과 Ys축 이동수단과의, 이동속도의 과도적인 변화를 나타내는 그래프이다.
도 2는, 터릿(turret)을 Z3축 방향에서 본 측면도이다.
도 3은, 공구가 장착된 툴 홀더가 터릿에 부착된 상태를 나타내는 사시도이다.
도 4는, 상대적으로 작은 시정수(時定數)(TX2)에서, 그리고 이동속도가 상대적으로 빠른 X2축 이동수단과, 상대적으로 큰 시정수(TYs)에서, 그리고 이동속도가 상대적으로 늦은 Ys축 이동수단과의, 이동속도의 과도적인 변화를 나타내는 그래프이다.
도 5는, 시정수(TX2)를 시정수(TYs)와 동일한 값으로 설정한 경우의, X2축 이동수단과 Ys축 이동수단과의, 이동속도의 과도적인 변화를 나타내는 그래프이다.
이하, 본 발명에 따른 공작기계의 실시형태에 대해서 설명한다. 도 1은 본 발명의 일 실시형태인 공작기계(100)를 나타내는 평면도이다. 공작기계(100)는, NC의 자동선반이며, 도 1에 나타낸 바와 같이, 2개의 주축(111, 121)을 구비한다. 일방의 주축(111)(이하, 제1 주축(111)이라 함)은 고정된 주축대(110)에 설치되어 있다. 제1 주축(111)은, 예를 들면, 막대 형상의 워크(가공 대상물)를, 제1 주축(111)의 축심 방향을 따라 송출 가능하도록 파지할 수 있다.
타방의 주축(121)(이하, 제2 주축(121)이라 함)은 제1 주축(111)에 대향하는 방향으로 주축대(120)에 설치되어 있다. 제2 주축(121)은 축심 방향인 Z3축이, 제1 주축의 축심 방향에 평행이 되도록 배치되어 있다. 주축대(120)는 Z3축 방향을 따라 이동 가능함과 동시에, Z3축에 직교하는 수평 방향(X3축 방향)으로 이동 가능하도록 설치되어 있다.
공작기계(100)는 주축대(120)를 Z3축 방향으로 이동시키는 Z3축 이동수단(141)과, 주축대(120)를 X3축 방향으로 이동시키는 X3축 이동수단(142)을 구비한다. Z3축 이동수단(141) 및 X3축 이동수단(142)은 모두, 전동모터와 전동모터 축의 회전에 동기하여 회전하는 볼 나사에 의해 구성되어 있다. 각 볼 나사는 Z3축 방향, X3축 방향으로 연장되어 있다.
제1 주축(111)과 제2 주축(121) 사이에는 터릿 공구대(131)(이하, 터릿(131)이라 함)가 축(C) 방향으로 회전 및 위치결정 가능하게 설치되어 있다. 터릿(131)에는 축(C) 방향의 주위면에 형성된 복수(본 실시예에 있어서는, 일례로서 12)의 터릿면에, 바이트나 드릴 등의 공구를 유지(保持)한다. 터릿(131)은 도 2에 나타낸 바와 같이, 터릿 이동수단(147)에 의해 제1 주축(111)과 제2 주축(121) 각각 대해 이동 가능하도록 설치되어 있다.
터릿 이동수단(147)은 X3축과 평행한 X2축 방향으로 연장된 레일(146a)과, 레일(146a)에 실려 X2축 방향으로 이동가능한 기대(基臺)(146b)와, 기대(146b)에 실려 Z1축 및 Z3축과 평행한 Z2축 방향으로 이동가능한 중간대(146c)와, 중간대(146c)에 실려 Z2축에 직교하고, X2축에 직교하지 않는 Ys축 방향으로 이동가능한 지지대(146d)를 구비한다. 터릿(131)은 지지대(146d)에, Z2축으로 평행한 축(C) 방향으로 회전 가능하도록 설치되어 있다. 여기서, Ys축은 Z2축에 직교하는 연직 방향인 Y축 방향에 대해서 경사한 방향으로 연장되고, X축 방향으로 경사하고 교차한다.
또한, 터릿 이동수단(147)은 터릿(131)을 X2축 방향으로 이동시키는 X2축 이동수단(143)과, 터릿(131)을 Z2축 방향으로 이동시키는 Z2축 이동수단(144)과, 터릿(131)을 Ys축 방향으로 이동시키는 Ys축 이동수단(145)을 구비한다. 따라서, 터릿(131)은 Z2축 방향, X2축 방향 및 Ys축 방향으로의 3개의 이동축을 가지며, 주축대(110, 120)에 대해서 각 이동축을 따라 이동가능하다. X2축 이동수단(143), Z2축 이동수단(144) 및 Ys축 이동수단(145)은 모두, 전동모터와 전동모터의 축의 회전에 동기하여 회전하는 볼 나사에 의해 구성되어 있다. 각 볼 나사는 X2축 방향, Z2축 방향, Ys축 방향으로 연장되어 있다.
X2축 이동수단(143)에 의해 X2축 방향으로 이동되는 기대(146b)에 Z2축 이동수단(144)이 실리고, Z2축 이동수단(144)에 의해 Z2축 방향으로 이동되는 중간대(146c)에 Ys축 이동수단(145)이 실리는 구성이 된다. 그리고, Ys축 이동수단(145)에 의해 Ys축 방향으로 이동되는 지지대(146d)에 터릿(131)이 실려 있다.
또한, 공작기계(100)는 터릿(131)의 회전구동과 더불어, Z3축 이동수단(141), X3축 이동수단(142), X2축 이동수단(143), Z2축 이동수단(144), Ys축 이동수단(145)의 각 동작 등을 제어하는 제어장치(150)를 구비한다. 제어장치(150)는 종래와 동일하게, 터릿(131)을 소정의 회전위치로 선회시키고, 제 2주축(121), 터릿(131)을 특정 위치에 이동시키도록 제어할 수 있다.
공작기계(100)는 제어장치(150)의 제어에 의해 터릿(131)을 축(C) 방향으로 회전시키고, 특정의 터릿면에 유지된 공구를 선택하여 제2 주축(121), 터릿(131)을 특정 위치로 이동시킴으로써, 선택된 공구로 제1 주축(111)에 유지된 워크 또는 제2 주축(121)에 유지된 워크를 가공할 수 있다.
터릿(131)에, 제1 주축(111)에 유지된 워크를 가공하는 공구와, 제2 주축(121)에 유지된 워크를 가공하는 공구를 장착하고, 터릿(131)의 회전에 의해 하나의 공구를 대응하는 제1 주축(111) 또는 제2 주축(121)에 대해서 선택함으로써, 다른 하나의 공구가 제2 주축(121) 또는 제1 주축(111)에 대해서 선택되도록 양 공구를 배치할 수 있다.
공작기계(100)는 제1 주축(111)에 유지된 워크에 대해서 미리 설정된 가공을 수행하기 위해서, 터릿(131)의 이동을 제어할 때, 제어장치(150)가 터릿(131)과 제2 주축(121)의 이동을 중첩 제어함으로써, 제1 주축(111)에 유지된 워크의 가공과 동시에, 제2 주축(121)에 유지된 워크에 대해서도 가공할 수 있다.
터릿(131)에는 툴 홀더(160)를 통해 각 공구가 장착된다. 예를 들면, 도 3에 나타낸 바와 같이, 툴 홀더(160)에는 제1 주축(111)의 워크를 가공하는 공구(161, 163)가 장착되고, 제2 주축(121)의 워크를 가공하는 공구(162, 164)가 장착되어 있다.
본 실시형태에 있어서, 공구(161)의 날끝(刃先)과 공구(162)의 날끝, 및 공구(163)의 날끝과 공구(164)의 날끝은, 각각 X축 방향(X2축 및 X3축으로 평행한 방향)의 위치 및 Y축 방향의 위치가 동일하고, Z축 방향(Z2축 및 Z3축으로 평행한 방향)의 위치가 상이하다. 또한, 공구(161)의 날끝에 대한 공구(163)의 날끝 및 공구(162)의 날끝에 대한 공구(164)의 날끝은 X축 방향의 위치는 동일하고, Y축 방향의 위치가 상이하다.
중첩제어가 수행되는 상태를 유지하고, 공구(161)를 공구(163)로 변경하는 경우, 터릿(131)은 공구(163)의 날끝을 공구(161)의 날끝 위치(P2a)로 이동한다.
공구(161)에서 공구(163)로 선택변경은 터릿(131)을 Y축 방향으로 이동시킴으로써 수행할 수 있다. 공구(161)에서 공구(163)로 선택 변경함에 따라, 공구(162)에서 공구(164)로 선택이 변경된다. 터릿(131)의 Y축 방향으로의 이동은 Ys축 이동수단(145)에 의한 Ys축 방향을 따른 이동과, X2축 이동수단(143)에 의한 X2축 방향을 따른 이동의 합성이동에 의해 이루어진다.
터릿(131)의 Y축 방향으로의 이동 시, Ys축 이동수단(145)의 동작에 따라 X2축 이동수단(143)이 동작하고, 터릿(131)의 X2축 방향으로의 이동이 발생한다. 제어장치(150)는 중첩제어가 수행되는 상태를 유지하고, 터릿(131)을 Y축 방향으로 이동시키는 경우, 중첩제어에 따른 터릿(131)의 Y축 방향의 이동에 따른 X2축 이동수단(143)의 동작에 대응하는 X3축 이동수단(142)에 의한 제2 주축(121)의 이동을 규제하도록 제어한다.
이로 인해, Y축 방향으로 나란한 공구(161, 163)에서의 가공을 전환(切替)하고, 공구(162, 164)에서의 가공을 전환하는 경우에도, 그 전환 시의 터릿(131) 이동에 X3축 이동수단이 추종하지 않으므로, 전환되어 새롭게 기준위치로 배치된 공구(163)에 대해서, 제2 주축(121)의 위치가 어긋나는 것을 방지하고, 중첩제어로 제2 주축(121)을 적절히 이동시킬 수 있다. 이와 같이, 제어장치(150)는 터릿(131)의 Y축 방향의 이동에 따른 X축 방향으로의 이동을, 주축대(120)의 중첩제어에 기초하는 이동에서는 수행하지 않도록 규제하는 규제수단으로서 기능한다.
제어장치(150)가 규제수단으로 기능할 때의 제어로서는, 예를 들면, 터릿(131)의 Y축 방향으로의 이동 시, 제2 주축(121)의 중첩제어에 기초하는 이동을, 터릿(131)의 X축 방향의 좌표위치를 기준으로 수행하도록 구성할 수 있다. 터릿(131)에 대해서 공구(164)의 날끝 위치는 미리 결정되어 있으므로, 터릿(131)에 장착되는 공구(164)의 날끝 위치가, 제2 주축(121)의 중첩제어에 기초하는 이동의 기준위치로 설정된다. 중첩제어를 수행하는 기준위치를 공구(164)의 날끝 위치로 설정함으로써, 터릿(131)의 Y축 방향의 이동에 따른, 제2 주축(121)의 중첩제어에 기초하는 이동규제의 제어를 간단하게 수행할 수 있다.
제어장치(150)가 규제수단으로서 기능할 때의 제어는, 터릿(131)의 Y축 방향으로의 이동에 따른 제2 주축(121)의 중첩제어에 기초하는 X축 방향으로의 이동 방향과 반대 방향으로, 중첩제어에 기초하는 X축 방향으로의 이동량 (거리 또는 좌표)만큼 가산하고, 위치결정을 제어하여 이동시키도록 해도 좋다. 이 경우, 제어장치(150) 내부에서 처리되어 중첩제어를 중단하지 않고, 가공을 위한 터릿(131)에 대한 제2 주축(121)의 상대적인 이동과 동일한 처리로 실현할 수 다.
공작기계(100)의 각 축의 이동수단의 시정수(時定數)는 이동수단을 빨리 이동시키기 위해서 각각 미리 작은 값(최소값)으로 설정되어 있다. X2축 방향의 시정수(TX2)는 Ys축 방향의 시정수(TYs)보다 작고, X2축 방향으로의 일정한 이동속도(VX2)는 Ys축 방향으로의 일정한 이동속도(VYs)보다 크게 설정되어 있다.
여기서, X2축 이동수단(143)에 의한 X2축 방향으로의 이동 시의 시정수(TX2)는, 터릿(131)의 X2축 방향으로의 이동속도가 0에서 일정한 이동속도(VX2)에 도달하기까지의 시간이며, 시정수(TX2)가 작을수록, 일정한 이동속도(VX2)에 도달하기까지 필요로 하는 시간이 짧아지며, 시정수(TX2)가 클 수록, 일정한 이동속도에 도달하기까지 필요로 하는 시간이 길어진다.
마찬가지로, Ys축 이동수단(145)에 의한 Ys축 방향으로의 이동 시의 시정수(TYs)는, 터릿(131)의 Ys축 방향으로의 이동속도가 0에서 일정한 이동속도(VYs)에 도달하기까지의 시간이며, 시정수(TYs)가 작을수록, 일정한 이동속도(VYs)에 도달하기까지 필요로 하는 시간이 짧아지며, 시정수(TYs)가 클 수록, 일정한 이동속도(VYs)에 도달하기까지 필요로 하는 시간이 길어진다.
따라서, 미리 설정된 시정수(시정수(TYs)보다 작은 값으로 설정된 시정수(TX2))인 채로, X2축 이동수단(143)과 Ys축 이동수단(145)을 동시에 동작시킨 경우, 도 4에 나타낸 바와 같이, X2축 이동수단(143)에 의한 X2축 방향으로의 이동속도(VX2)는 Ys축 이동수단(145)에 의한 Ys축 방향으로의 이동속도(VYs)보다 빨리 이동속도(VX2)에 도달한다.
Ys축 방향으로의 이동속도(VYs)는 X2축 방향으로의 이동속도(VX2)보다 늦게 이동속도(VYs)에 도달한다. 이 때문에, 2개의 축을 동시에 동작시킨 경우, X2축 방향으로의 이동속도(VX2)와 Ys축 방향으로의 이동속도(VYs)에서 합성(벡터 합)된 Y축 방향의 이동속도(도 4에 있어서 굵은 파선으로 도시)는 시간(t1)까지는 X2축 방향의 증가에 따른 이동속도가 되고, 시간(t2)이 되었을 때 일정한 이동속도(V1)에 도달한다.
여기서, 본 실시형태의 공작기계(100)는 X2축 방향으로의 이동과 Ys축 방향으로의 이동을 조합하여 터릿(131)을 Y축 방향으로 이동시킬 때, 제어장치(150)가 시정수(TX2)와 시정수(TYs)를 동일하게 설정하고, X2축 방향으로의 이동이 상쇄되어 Y축 방향을 따른 이동이 되도록, X2축 이동수단(143)에 의한 X2축 방향으로의 이동속도(VX2)와 Ys축 이동수단(145)에 의한 X2축 방향 분속도(VYs(X2))가, 방향이 반대이고, 절대치가 동일하게 되도록 양쪽의 이동속도를 조정한다.
구체적으로는, 시정수(TX2)를 시정수(TYs)에 맞추어 크게 하고, 시정수(TX2)와 시정수(TYs)를 동일하게 설정하고, 그리고 X2축 방향의 이동이 상쇄되도록 X2축 이동수단(143)에 의한 X2축 방향으로의 이동속도(VX2)를, Ys축 이동수단(145)에 의한 X2축 방향 분속도(VYs(X2))와 동일하게 되도록 조정한다.
이와 같이, 2개의 시정수(TX2), 시정수(TYs)가 동일한 값으로 설정되고, 그리고, 양 이동축을 따른 이동 시의 각각의 이동속도를, 동일 시간의 이동에 따라 X2축 방향의 이동이 상쇄되도록 양 축의 이동수단(143, 145)의 이동속도가 조정됨으로써, X2축 이동수단(143)과 Ys축 이동수단(145)을 동시에 동작시킨 경우, 도 5에 나타낸 바와 같이, 시간(t1)과 시간(t2)이 동일한 시간으로 이동속도(VX2)와 이동속도(VYs)에 도달하고, Ys축 방향으로의 이동과 X2축 방향으로의 이동의 합성이 Y축 방향을 따른다.
따라서, 본 실시형태의 공작기계(100)는 X2축 방향으로의 이동과 Ys축 방향으로의 이동을 조합하여 터릿(131)을 Y축 방향으로 이동시켰을 때, Y축 방향으로의 이동속도가 일정한 이동속도에 도달할 때까지의 기간에 있어서, X2축 방향으로의 이동성분을 발생시키지 않고, Ys축 방향으로의 이동속도와 X2축 방향으로의 이동속도의 합성이 Y축 방향으로의 일정한 이동속도(V2)에 도달하도록, Y축 방향을 따른다.
제어장치(150)는 터릿(131)을 Y축 방향으로 이동시키지 않고, Ys축 이동수단(145)과 X2축 이동수단(143)을 독립하여 동작시키는 경우, 시정수(TX2)를 최소값의 시정수(TX2)로 설정하고, 단시간에 이동속도(VX2)로 도달시켜 X2축 이동수단(143)의 이동을 빠르게 시킬 수 있다.
본 실시형태의 공작기계(100)는 시정수(TX2)가 시정수(TYs)보다 작은 값으로 설정되어 있으나, 이와는 반대로, 시정수(TYs)가 시정수(TX2)보다 작은 값으로 설정되어 있는 것은, Y축 방향으로 이동시킬 때 제어장치(150)가 상대적으로 작은 쪽의 시정수(TYs)를 상대적으로 큰 쪽의 시정수(TX2)에 맞추도록, 시정수(TYs)를 시정수(TX2)와 동일한 값으로 설정하면 좋다.
본 실시형태의 공작기계(100)와 같이, X2축 방향의 이동 시 시정수(TX2) 또는 Ys축 방향의 이동 시의 시정수(TYs), 및 X2축 방향의 이동속도(VX2) 또는 Ys축 방향의 이동속도(VYs)의 전환은, 터릿(131)이 Y축 방향으로 이동하는 동작인지의 여부에 따라 실시하는 것 이외에, 가공 종류에 따라 수행하는 것도 가능하다.
예를 들면, 선삭(旋削) 가공을 수행할 때는 제어장치(150)가 시정수(TX2)를 미리 설정된 최소값의 시정수로 설정하고, 회전 공구를 이용하여 가공(예를 들면, 밀링가공)을 수행할 때는 각 축 방향의 이동속도를 조정함과 동시에, 시정수(TX2)를 시정수(TYs)와 동일한 값으로 설정해도 좋다.
또한, 주축이 회전하고 있을 때는, 제어장치(150)가 시정수(TX2)를 미리 설정된 최소값의 시정수로 설정하고, 주축은 회전하지 않고 터릿(131)에 설치된 회전 공구가 회전하고 있을 때는, 각 축 방향으로의 이동속도를 조정함과 동시에, 시정수(TX2)를 시정수(TYs)와 동일한 값으로 설정해도 좋다.
또한, 터릿(131)에 부착되는 공구를 유지하는 홀더 종류를 나타내는 정보에 따라, X2축 방향의 이동 시의 시정수(TX2)를 미리 설정된 최소값의 시정수로 설정하거나, 또는 시정수(TYs)와 동일한 값으로 설정함과 동시에, 각 축 방향으로의 이동속도를 조정하도록 제어장치(150)가 전환되어도 좋다.
즉, 공구 홀더의 종류가 외형 바이트 홀더 또는 내경 바이트 홀더를 나타내는 정보일 때는 선삭 가공이므로, 제어장치(150)가 시정수(TX2)를 미리 설정된 최소값의 시정수로 설정하고, 회전 공구 유닛을 나타내는 정보일 때는 밀링 가공과 같은 회전 공구를 이용한 가공이므로, 제어장치(150)가 각 축 방향으로의 이동속도를 조정함과 동시에, 시정수(TX2)를 시정수(TYs)와 동일한 값으로 설정해도 좋다.
또한, 가공 동작을 나타내는 가공 모드에 대응하여, 선삭 가공인지 또는 회전 공구를 이용한 가공인지를 판정하고, 선삭 가공을 나타내는 가공 코드가 설정되어 있을 때는, 제어장치(150)가 시정수(TX2)를 미리 설정된 최소값의 시정수로 설정하고, 회전 공구를 이용한 가공을 나타내는 가공 코드가 설정되어 있을 때는, 제어장치(150)가 각 축 방향으로의 이동속도를 조정함과 동시에, 시정수(TX2)를 시정수(TYs)와 동일한 값으로 설정해도 좋다.
(관련 출원의 상호 참조)
본 출원은 2017년 9월 12일, 일본 특허청에 출원된 특원 2017-174455에 기초하여 우선권을 주장하고, 그 모든 개시는 완전히 본 명세서에서 참조에 의해 편입된다.
Claims (6)
- X축 방향으로 이동가능한 주축대와,
상기 X축 방향과 상기 X축 방향으로 경사하여 교차하는 방향의 이동축을 가지며, 상기 주축대에 대해서 이동가능한 공구대와,
상기 공구대와 상기 주축대의 이동의 중첩제어를 수행하는 제어부를 구비하고,
상기 공구대는 2개의 상기 이동축을 따른 이동의 합성에 의해 상기 X축에 직교하는 Y축 방향으로 이동 가능하고,
상기 제어부는 상기 공구대의 상기 Y축 방향의 이동에 따른, 상기 주축대의 상기 중첩제어에 기초하는 이동을 규제하는 규제수단을 가지는 공작기계.
- 제1항에 있어서,
상기 규제수단은,
상기 중첩제어에 기초하는 이동의 방향과 반대 방향으로, 상기 중첩제어에 기초하는 이동의 양만큼 이동시킴으로써, 상기 주축대에 대해서 상기 중첩제어에 기초하는 이동을 규제하는 공작기계.
- 제1항에 있어서,
상기 규제수단은,
상기 중첩제어에 기초하는 이동이 수행되는 상기 공구대에 장착되는 공구의 날끝 위치를, 상기 중첩제어에서의 상기 주축대의 기준위치로 설정함으로써, 상기 주축대에 대해서 상기 중첩제어에 기초하는 이동을 규제하는 공작기계.
- 제1항 내지 제3항 중 어느 한 항에 있어서,
상기 공구대는, 상기 X축의 방향으로 이동하는 기대와, 상기 기대 상에 설치되고, 상기 X축 및 상기 Y축으로 각각 직교하는 Z축 방향으로 이동하는 중간대와, 상기 중간대 상에 설치된 상기 X축 방향으로 경사하여 교차하는 방향으로 이동하는 지지대를 구비한 이동수단의, 상기 지지대에 설치되어 있는 공작기계.
- 제1항 내지 제4항 중 어느 한 항에 있어서,
상기 제어부는 상기 공구대를 상기 Y축 방향으로 이동시킬 때는, 양 이동축을 따른 각각의 이동 시의 시정수를 동일하게 설정함과 동시에, 양 이동축을 따른 이동 시의 각각의 이동속도를, 동일 시간의 이동에 의해 X축 방향으로의 이동이 상쇄하도록 설정하는 공작기계.
- 제5항에 있어서,
상기 제어부는 상기 Y축 방향으로 이동시키지 않을 때는, 상기 양 이동축의 이동 시의 시정수를 서로 다른 값으로 설정하는 공작기계.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2017-174455 | 2017-09-12 | ||
| JP2017174455 | 2017-09-12 | ||
| PCT/JP2018/033431 WO2019054329A1 (ja) | 2017-09-12 | 2018-09-10 | 工作機械 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200053470A true KR20200053470A (ko) | 2020-05-18 |
| KR102613333B1 KR102613333B1 (ko) | 2023-12-14 |
Family
ID=65723275
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020207003837A KR102613333B1 (ko) | 2017-09-12 | 2018-09-10 | 공작기계 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US11484947B2 (ko) |
| EP (1) | EP3654122A4 (ko) |
| JP (1) | JP7073387B2 (ko) |
| KR (1) | KR102613333B1 (ko) |
| CN (1) | CN111052013B (ko) |
| TW (1) | TWI771490B (ko) |
| WO (1) | WO2019054329A1 (ko) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111644878B (zh) * | 2020-06-02 | 2021-07-16 | 大连理工大学 | 一种回转类零件在机精确快速找正装置及方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05138402A (ja) * | 1991-11-15 | 1993-06-01 | Okuma Mach Works Ltd | 複合加工旋盤 |
| JP2800124B2 (ja) | 1988-12-31 | 1998-09-21 | シチズン時計株式会社 | 数値制御工作機械の制御方法及びそのための制御装置 |
| JP4677062B2 (ja) * | 2000-03-10 | 2011-04-27 | シチズンホールディングス株式会社 | 数値制御旋盤及びこの数値制御旋盤によるワークの加工方法 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4071896A (en) | 1976-12-17 | 1978-01-31 | Koppers Company, Inc. | Numerical control system for finishing machines |
| DE3417042A1 (de) | 1984-05-09 | 1985-11-14 | Lenox Europa Maschinen GmbH, 7312 Kirchheim | Verfahren zur steuerung der lage der schneidkanten an einer laengsschneidevorrichtung fuer bahnen aus papier und dergleichen sowie entsprechende laengsschneidevorrichtung |
| JP3459516B2 (ja) | 1996-07-10 | 2003-10-20 | ファナック株式会社 | 数値制御装置による重畳制御方法 |
| JP3543571B2 (ja) * | 1997-10-08 | 2004-07-14 | 三菱電機株式会社 | 数値制御装置及びその制御方法 |
| JP3517403B2 (ja) | 2000-06-23 | 2004-04-12 | ヤマザキマザック株式会社 | 複合加工工作機械 |
| JP2002205202A (ja) | 2001-01-09 | 2002-07-23 | Murata Mach Ltd | Y軸機能付き工作機械 |
| US7249545B2 (en) * | 2001-05-15 | 2007-07-31 | Citizen Watch Co., Ltd. | Numerically controlled lathe and method of machining work by this numerically controlled lathe |
| JP4996327B2 (ja) * | 2007-05-12 | 2012-08-08 | 株式会社森精機製作所 | 工作機械 |
| JP2009028872A (ja) * | 2007-07-30 | 2009-02-12 | Star Micronics Co Ltd | 工作機械の移動制御装置 |
| JP5373675B2 (ja) | 2010-03-17 | 2013-12-18 | シチズンホールディングス株式会社 | 工作機械 |
| US9026242B2 (en) | 2011-05-19 | 2015-05-05 | Taktia Llc | Automatically guided tools |
| JP5918562B2 (ja) | 2012-02-15 | 2016-05-18 | シチズンホールディングス株式会社 | 工作機械 |
| JP6297711B2 (ja) * | 2014-09-22 | 2018-03-20 | シチズン時計株式会社 | 工作機械及びこの工作機械の制御装置 |
| ES2906576T3 (es) * | 2014-10-08 | 2022-04-19 | Citizen Watch Co Ltd | Procedimiento para la fabricación de una rosca |
-
2018
- 2018-09-10 KR KR1020207003837A patent/KR102613333B1/ko active IP Right Grant
- 2018-09-10 WO PCT/JP2018/033431 patent/WO2019054329A1/ja unknown
- 2018-09-10 EP EP18855482.8A patent/EP3654122A4/en active Pending
- 2018-09-10 CN CN201880050790.0A patent/CN111052013B/zh active Active
- 2018-09-10 JP JP2019542042A patent/JP7073387B2/ja active Active
- 2018-09-10 US US16/645,936 patent/US11484947B2/en active Active
- 2018-09-12 TW TW107131977A patent/TWI771490B/zh active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2800124B2 (ja) | 1988-12-31 | 1998-09-21 | シチズン時計株式会社 | 数値制御工作機械の制御方法及びそのための制御装置 |
| JPH05138402A (ja) * | 1991-11-15 | 1993-06-01 | Okuma Mach Works Ltd | 複合加工旋盤 |
| JP4677062B2 (ja) * | 2000-03-10 | 2011-04-27 | シチズンホールディングス株式会社 | 数値制御旋盤及びこの数値制御旋盤によるワークの加工方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3654122A1 (en) | 2020-05-20 |
| TWI771490B (zh) | 2022-07-21 |
| EP3654122A4 (en) | 2021-04-14 |
| JP7073387B2 (ja) | 2022-05-23 |
| CN111052013A (zh) | 2020-04-21 |
| CN111052013B (zh) | 2022-12-23 |
| TW201921201A (zh) | 2019-06-01 |
| WO2019054329A1 (ja) | 2019-03-21 |
| US20200198016A1 (en) | 2020-06-25 |
| KR102613333B1 (ko) | 2023-12-14 |
| US11484947B2 (en) | 2022-11-01 |
| JPWO2019054329A1 (ja) | 2020-10-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4619620B2 (ja) | 自動旋盤 | |
| JP4997240B2 (ja) | 複数の刃物台を備える自動旋盤 | |
| KR101575780B1 (ko) | 간섭 체크 장치 및 간섭 체크 방법 및 간섭 체크 장치를 갖춘 공작기계 | |
| US8776357B2 (en) | System and method of synchronized machining | |
| US20200180035A1 (en) | Lathe | |
| WO2015114861A1 (ja) | 加工方法および工作機械の制御装置 | |
| JP2010262467A (ja) | 工作機械の制御装置 | |
| CN107872994B (zh) | 机床 | |
| KR20200053470A (ko) | 공작기계 | |
| US10343246B1 (en) | Automated machining apparatus having a workpiece holder with a rotatable turret that holds multiple workpieces | |
| JP6602310B2 (ja) | 工作機械 | |
| JP2008260109A (ja) | 自動旋盤及び旋盤制御用コンピュータプログラム | |
| JP6577861B2 (ja) | 工作機械 | |
| JP4763335B2 (ja) | 複数刃物台によるワークの同時加工方法 | |
| WO2019102561A1 (ja) | 工作機械 | |
| US11067962B2 (en) | Rotation of workpieces on a machine tool | |
| JP2021041512A (ja) | 複合加工機 | |
| JP6238819B2 (ja) | 工作機械 | |
| JPH11226870A (ja) | 数値制御加工装置 | |
| JP5314358B2 (ja) | 工作機械 | |
| JP2020049555A (ja) | 加工装置及び加工方法 | |
| JPH06114602A (ja) | 数値制御旋盤 | |
| JPH05138406A (ja) | 工作機械の複合加工方法 | |
| JPH05318202A (ja) | Nc工作機械及びその制御方法 | |
| JP2017174060A (ja) | 工作機械、及び加工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| E902 | Notification of reason for refusal | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right |