KR20140057563A - 적층체 제조장치 및 적층체의 제조방법 - Google Patents
적층체 제조장치 및 적층체의 제조방법 Download PDFInfo
- Publication number
- KR20140057563A KR20140057563A KR1020147004966A KR20147004966A KR20140057563A KR 20140057563 A KR20140057563 A KR 20140057563A KR 1020147004966 A KR1020147004966 A KR 1020147004966A KR 20147004966 A KR20147004966 A KR 20147004966A KR 20140057563 A KR20140057563 A KR 20140057563A
- Authority
- KR
- South Korea
- Prior art keywords
- laminate
- thickness
- band
- film
- belt
- Prior art date
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/10—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the pressing technique, e.g. using action of vacuum or fluid pressure
- B32B37/1027—Pressing using at least one press band
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/02—Apparatus or processes for manufacturing printed circuits in which the conductive material is applied to the surface of the insulating support and is thereafter removed from such areas of the surface which are not intended for current conducting or shielding
- H05K3/022—Processes for manufacturing precursors of printed circuits, i.e. copper-clad substrates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2309/00—Parameters for the laminating or treatment process; Apparatus details
- B32B2309/02—Temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2309/00—Parameters for the laminating or treatment process; Apparatus details
- B32B2309/08—Dimensions, e.g. volume
- B32B2309/10—Dimensions, e.g. volume linear, e.g. length, distance, width
- B32B2309/105—Thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2311/00—Metals, their alloys or their compounds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2311/00—Metals, their alloys or their compounds
- B32B2311/12—Copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2311/00—Metals, their alloys or their compounds
- B32B2311/24—Aluminium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/16—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating
- B32B37/20—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating involving the assembly of continuous webs only
- B32B37/203—One or more of the layers being plastic
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/15—Position of the PCB during processing
- H05K2203/1545—Continuous processing, i.e. involving rolls moving a band-like or solid carrier along a continuous production path
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Laminated Bodies (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Abstract
본 발명은, 가열조건에 의하지 않고 두꺼운 적층체를 안정하게 연속생산하는 것이 가능한 적층체 제조장치 및 적층체의 제조방법을 제공한다. 상하 한 쌍으로 배치된 엔드리스 벨트(2a, 2b)의 내측영역에 액압 플레이트(3)가 배치되고, 엔드리스 벨트(2a, 2b)의 사이에 복수의 시트재료(11∼13)를 연속적으로 반송하고, 액압 플레이트(3)에 의하여 엔드리스 벨트(2a, 2b)를 사이에 두고 시트재료(11∼13)를 열압착하여 적층체(10)를 형성하는 적층체 제조장치(1)에 있어서, 엔드리스 벨트(2a, 2b)의 적어도 일방의 시트재료(11∼13)와 접촉하는 측의 면의 양단부에, 1매의 두께가 200㎛ 이하의 내열성 수지필름을 착탈 가능하도록 장착하여 적층체(10)의 10∼190%의 두께의 띠 모양 스페이서(5)를 형성한다.
Description
본 발명은, 1쌍의 엔드리스 벨트(endless belt)의 사이에서 시트재료(sheet材料)를 열압착(熱壓着)하여 적층체(積層體)를 형성하는 적층체 제조장치 및 적층체의 제조방법에 관한 것이다. 더 상세하게는, 더블벨트 프레스 장치(double belt press 裝置)를 사용하여 300㎛ 이상의 두꺼운 적층체를 형성하는 기술에 관한 것이다.
전자부품의 기판재료 등의 적층체를 연속적으로 제조할 때에는, 예를 들면 1쌍의 엔드리스 벨트의 사이에서 시트재료를 열압착하여 적층체를 형성하는 소위 더블벨트 프레스 장치가 사용되고 있다. 이 더블벨트 프레스 장치는, 연속적인 가압을 가능하도록 하기 위하여 엔드리스 벨트를 사용하고 있고, 벨트의 내측에 배치된 롤(roll)에 의하여 가열·가압하는 것, 금속박(金屬箔)에 전류를 흐르게 하여 발열(發熱)시키는 것(특허문헌1 참조), 가열에어 등의 가열매체에 의하여 벨트를 가열·가압하는 것(특허문헌2 참조) 등이 있다.
이들 중에서도 특히 액압방식(液壓方式)의 더블벨트 프레스 장치는, 벨트의 내측으로부터 직접 액압에 의하여 벨트면을 가압하고, 벨트의 사이에 협지(挾持)한 적층체를 면압(面壓)에 의하여 가압할 수 있기 때문에, 전체 면에 있어서 균질의 적층체를 연속하여 제조할 수 있다. 이 때문에 플렉시블 기판(flexible 基板) 등의 얇은 금속박 적층체의 제조에 이용되고 있고, 종래, 특정의 석출경화형 스테인레스강 벨트(析出硬化型 stainless鋼 belt)를 이용함으로써 적층체의 표면평활성(表面平滑性)의 향상을 도모한 더블벨트 프레스 장치 등도 제안되어 있다(특허문헌3 참조).
한편 더블벨트 프레스 장치를 사용하여 두꺼운 적층체를 제조하는 방법도 제안되어 있다(예를 들면 특허문헌4∼6 참조). 예를 들면 특허문헌4에 기재된 열대책 동장력판(熱對策 銅張力板)에서는, 더블벨트 프레스 장치에 의하여 두께가 5∼40㎛의 열압착성 다층 폴리이미드 필름(熱壓着性 多層 polyimide film)과, 두께가 5㎛∼2mm의 금속판이나 세라믹판을 적층하고 있다.
또한 특허문헌5에 기재된 방법에서는, 더블벨트 프레스 장치에 의하여 유리섬유를 에폭시(epoxy) 등의 열경화성 수지(熱硬化性 樹脂)에 의하여 경화시킨 섬유강화 열경화성 수지판(FRP)을 기재(基材)로 하여, 두께가 0.5∼0.7mm 정도의 전기용 동박적층판(銅箔積層板)을 형성하고 있다. 또한 특허문헌6에 기재된 방법에서는, 적층재료의 양측에 띠 모양 금속박판(金屬薄板)을 배치함으로써 열매(熱媒)의 누설을 방지하면서 두께가 0.1∼2.0mm의 전자기기용의 금속박 부착 적층판을 형성하고 있다.
그러나 상기한 종래의 더블벨트 프레스 장치에는, 두꺼운 적층체 특히 가공두께가 300㎛ 이상의 적층체를 연속적으로 안정하게 제조할 수 없다는 문제점이 있다. 특히 액압방식의 더블벨트 프레스 장치의 경우에 두꺼운 적층체를 형성하려고 하면, 가압액의 누설이 발생하여 벨트에 의한 가열·가압이 불안정하게 된다.
한편 특허문헌5에 기재된 적층판의 제조방법에서는, 엔드리스 벨트의 폭방향 양단에, 표면의 전체 둘레에 걸쳐서 띠 모양 테이프를 부착함으로써 비교적 두께가 두꺼운 동박적층체(銅箔積層體)를 제조하고 있다. 이 방법에서 사용하고 있는 더블벨트 프레스 장치는, 가열가압방식이 열매에 의한 액압방식이 아니기 때문에 가압액의 누설에 의한 면가압력(面加壓力)의 불안정화의 염려는 없지만, 연속운전에 의한 벨트온도의 상승 및 강하의 반복에 따라 잔주름이나 편차가 발생하기 쉽게 되어 내구성(耐久性)도 떨어진다는 문제점이 있다.
또한 특허문헌6에 기재된 적층판의 제조방법에서는, 띠 모양 금속박판을 배치함으로써 가압액의 누설방지를 도모하고 있지만, 이 방법은 열경화성 수지를 경화시키기 위하여 필요한 온도인 180도 정도의 비교적 저온의 조건에서의 운전을 상정하고 있어, 고온조건에서의 가공에는 적절하지 않다. 예를 들면 폴리이미드 필름 등의 내열성 필름(耐熱性 film)과 금속박을 적층하는 경우에 가열온도를 300도 이상으로 하는 경우가 있지만, 이러한 고온의 조건에서 가압과 압력제거(depressurization)를 반복하였을 경우에 띠 모양 금속박판에 소성변형(塑性變形)이 발생한다.
그리고 이 상태에서 반복하여 사용하면, 띠 모양 금속박판이 금속박편(金屬薄片)으로서 서서히 탈락하여 스페이서(spacer)로서의 효과가 얻어지지 않게 된다. 이와 같이 특허문헌6에 기재되어 있는 방법에서는, 특히 가공온도가 고온인 경우에 액압의 불안정성이라는 문제를 해결할 수 없어, 두꺼운 적층체를 안정하게 연속생산하는 것은 곤란하다.
여기에서 본 발명은, 가열조건에 의하지 않고 두꺼운 적층체를 안정하게 연속생산하는 것이 가능한 적층체 제조장치 및 적층체의 제조방법을 제공하는 것을 주목적으로 한다.
본 발명자는, 상기한 과제를 해결하기 위하여 실험을 하여 열심히 검토한 결과, 이하에 나타내는 지견(知見)을 얻었다. 액압방식의 더블벨트 프레스 장치에 의하여 가공두께가 두꺼운 적층체를 형성하는 경우에 특히 총두께가 300㎛ 이상의 적층체를 형성하는 경우에는, 벨트의 주로 폭방향의 양단부에 휘어짐이 발생하고 있다는 것을 알았다.
그리고 이 벨트의 휘어짐에 의하여 시트재료보다 외측에 위치하고 벨트의 내측 양단부에서 가압액압(加壓液壓)을 유지하는 금속제 밀폐부재(밀폐 프레임)와 벨트의 사이에 간극이 발생하여, 금속제 밀폐부재가 기능을 하지 않게 되어 가압액의 누설이 발생하고 있었다. 또 그 가압액의 누설이 불안정하게 증대되기 때문에, 액압이 불안정하게 되어 압착하여야 할 적층체에 안정하게 면가압을 할 수 없다는 것을 알았다.
여기에서 본 발명자는, 더 검토를 하여 내열성 수지필름을 적층한 특정 두께의 띠 모양 스페이서를, 적어도 일방의 엔드리스 벨트의 시트재료측의 면에 장착함으로써 가공두께가 두꺼운 경우에도 벨트의 휘어짐을 방지할 수 있다는 것을 찾아내어 본 발명에 이르렀다. 또 특허문헌5에 기재된 제조방법에 있어서, 연속운전에 의하여 상기한 문제가 발생하는 이유는, 띠 모양 스페이서에, 섬유 모양의 기재에 불소계 수지를 함침(含浸)시킨 것과 같이 미끄러지기 쉽고 또한 엔드리스 벨트를 구성하는 강재(鋼材)와의 선열팽창계수(線熱膨脹係數)의 차이가 큰 재료를 사용하고 있기 때문이라고 생각된다.
즉 본 발명에 관한 적층체 제조장치는, 상하 한 쌍으로 배치된 엔드리스 벨트와, 상기 엔드리스 벨트의 각각의 내측영역에 배치된 열압착장치를 구비하고, 상기 엔드리스 벨트의 사이에 복수의 시트재료를 연속적으로 반송하고, 상기 열압착장치에 의하여 상기 엔드리스 벨트를 사이에 두고 상기 시트재료를 열압착하여 적층체를 형성하는 적층체 제조장치로서, 형성되는 적층체의 두께가 300㎛∼2mm이고,
상기 엔드리스 벨트의 적어도 일방에는, 상기 시트재료와 접촉하는 측의 면의 양단부에, 띠 모양 스페이서로서 1매의 두께가 200㎛ 이하의 내열성 수지필름이 착탈 가능하도록 장착되어 있고, 상기 띠 모양 스페이서의 총두께가 상기 적층체의 두께의 10∼190%인 것이다.
이 장치에서는, 상기 엔드리스 벨트에, 띠 모양 스페이서로서 상기 내열성 수지필름이 2층 이상 포개어져 있어도 좋다.
또한 상기 내열성 수지필름에는, 예를 들면 폴리이미드 필름을 사용할 수 있다.
또한 상기 띠 모양 스페이서의 총두께는 275㎛ 이상이더라도 좋다.
본 발명에 관한 적층체의 제조방법은, 상하 한 쌍으로 배치된 엔드리스 벨트의 사이에 복수의 시트재료를 연속적으로 반송하고, 상기 엔드리스 벨트의 각각의 내측영역에 배치된 열압착장치에 의하여 상기 엔드리스 벨트를 사이에 두고 상기 시트재료를 열압착하여 적층체를 형성하는 방법으로서, 상기 엔드리스 벨트의 적어도 일방의 상기 시트재료와 접촉하는 측의 면의 양단부에, 총두께가 상기 적층체의 두께의 10∼190%가 되도록, 1매의 두께가 200㎛ 이하의 내열성 수지필름을 착탈 가능하게 장착하여 띠 모양 스페이서를 형성하고, 상기 띠 모양 스페이서 부착 엔드리스 벨트를 사용하여 두께가 300㎛∼2mm의 적층체를 형성한다.
이 제조방법에서는, 상기 엔드리스 벨트에, 띠 모양 스페이서로서 상기 내열성 수지필름을 2층 이상 포개어도 좋다.
또한 상기 내열성 수지필름으로서 폴리이미드 필름을 사용하더라도 좋다.
또한 상기 띠 모양 스페이서의 총두께는, 예를 들면 275㎛ 이상으로 할 수 있다.
또한 수지필름과 금속박 또는 금속판을 300∼400도의 온도에서 열압착하여 금속박 적층체를 형성하더라도 좋다. 이 경우에 폴리이미드 필름 또는 전방향족 폴리에스테르 필름과, 구리 또는 구리합금, 알루미늄 또는 알루미늄 합금, 또는 스테인레스강으로 이루어지는 금속박 또는 금속판을 적층할 수도 있다.
본 발명에 의하면, 엔드리스 벨트의 적어도 일방에, 1매의 두께가 200㎛ 이하의 내열성 수지필름을 사용한 특정 두께의 띠 모양 스페이서를 착탈 가능하도록 장착하고 있기 때문에, 가열조건에 의하지 않고 두꺼운 적층체를 안정하게 연속생산할 수 있다.
도1은, 본 발명의 제1실시형태의 적층체 제조장치의 구성을 도식적으로 나타내는 측면도이다.
도2는, 도1에 나타내는 적층체 제조장치(1)의 벨트 폭방향에 있어서의 단면도이다.
도3은, 도1에 나타내는 액압 플레이트(3)의 구성을 나타내는 평면도이다.
도4는, 본 발명의 제2실시형태의 적층체의 제조방법을 도식적으로 나타내는 사시도이다.
도5는, 본 발명의 제2실시형태의 제1변형예의 적층체의 제조방법을 도식적으로 나타내는 측면도이다.
도6은, 본 발명의 제2실시형태의 제2변형예의 적층체의 제조방법을 도식적으로 나타내는 측면도이다.
도2는, 도1에 나타내는 적층체 제조장치(1)의 벨트 폭방향에 있어서의 단면도이다.
도3은, 도1에 나타내는 액압 플레이트(3)의 구성을 나타내는 평면도이다.
도4는, 본 발명의 제2실시형태의 적층체의 제조방법을 도식적으로 나타내는 사시도이다.
도5는, 본 발명의 제2실시형태의 제1변형예의 적층체의 제조방법을 도식적으로 나타내는 측면도이다.
도6은, 본 발명의 제2실시형태의 제2변형예의 적층체의 제조방법을 도식적으로 나타내는 측면도이다.
이하, 본 발명을 실시하기 위한 구체적인 내용에 대하여 첨부된 도면을 참조하여 상세하게 설명한다. 또 본 발명은, 이하에서 설명하는 실시형태에 한정되는 것은 아니다.
(제1실시형태)
[전체 구성]
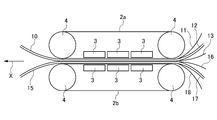
우선 본 발명의 제1실시형태에 관한 적층체 제조장치(積層體 製造裝置)에 대하여 설명한다. 도1은 본 실시형태의 적층체 제조장치의 구성을 도식적으로 나타내는 측면도이고, 도2는 그 벨트 폭방향에 있어서의 단면도이다. 또 도1에 있어서의 화살표(x)는, 적층체를 구성하는 각 시트재료(sheet材料)의 진행방향을 나타내고 있다.
도1에 나타내는 바와 같이 본 실시형태의 적층체 제조장치(1)는, 액압방식(液壓方式)의 더블벨트 프레스 장치(double belt press 裝置)이며, 상하방향으로 한 쌍의 엔드리스 벨트(endless belt)(2a, 2b)가 드럼(drum)(4)에 의하여 회전할 수 있도록 배치되어 있고, 이들의 사이에 적층체를 구성하는 각 시트재료(11∼13)가 반송된다. 또한 각 엔드리스 벨트(2a, 2b)의 내측영역에는, 각각 열압착장치(熱壓着裝置)인 액압 플레이트(液壓 plate)(3)가 배치되어 있고, 이들 액압 플레이트(3)에 의하여 엔드리스 벨트(2a, 2b)를 통하여 각 시트재료(11∼13)가 열압착된다.
또한 도2에 나타내는 바와 같이 본 실시형태의 적층체 제조장치(1)에서는, 엔드리스 벨트(2a, 2b)의 적어도 일방(一方)의 시트재료(11∼13)에 접촉하는 측의 면의 양단부에, 내열성 수지필름(耐熱性 樹脂film)으로 이루어지는 띠 모양 스페이서(帶狀 spacer)(5)가 착탈 가능하도록 장착되어 있다. 이 적층체 제조장치(1)는, 얇은 적층체도 제조할 수 있지만, 두께가 300㎛∼2mm의 적층체를 제조하는 경우에 특히 적합하다.
[엔드리스 벨트(2a, 2b)]
엔드리스 벨트(2a, 2b)의 재질은, 스테인레스강(stainless鋼)이면 좋고 예를 들면 SUS 300번대, 400번대 및 600번대의 것을 사용할 수 있고, 특히 고온 하에서의 내력(耐力)의 점에서 SUS 600번대가 적합하다. 또한 그 두께나 폭도 특별하게 한정되는 것은 아니지만, 적층체의 안정적인 생산의 관점에서, 두께는 0.5∼3mm가 바람직하고, 더 바람직하게는 0.8∼2.4mm이다. 또한 동일한 이유에서, 엔드리스 벨트(2a, 2b)의 폭은 700∼1000mm로 하는 것이 바람직하다.
[액압 플레이트(3)]
도3은 액압 플레이트(3)의 구성을 나타내는 평면도이다. 도3에 나타내는 바와 같이 액압 플레이트(3)는, 그 가압면(加壓面)(31)이 엔드리스 벨트(2a)의 내면과 대항하도록 배치되어 있다. 또한 액압 플레이트(3)의 가압면(31)에는, 그 가장자리(32)를 따라 홈(33)이 형성되어 있고, 이 홈(33)에는 액압밀폐 프레임(液壓密閉 frame)(34)이 장착되어 있다.
그리고 액압밀폐 프레임(34)은 엔드리스 벨트(2a, 2b)에 접촉하고 있고, 액압 플레이트(3)의 가압면(31), 액압밀폐 프레임(34) 및 엔드리스 벨트(2a, 2b)에 의하여 형성되는 공간 내에 액체매체(液體媒體)가 충전(充塡)된다. 이 액체매체는 가공온도에 따라 적절하게 선택할 수 있지만, 예를 들면 400도에서의 연속운전에 견딜 수 있는 것을 사용하는 것이 바람직하다. 특히 정지로부터 연속운전까지의 광범위한 온도영역에 사용할 수 있도록 유동점(流動點)이 -45∼-15도의 것을 사용하는 것이 바람직하다.
또 액체매체를 가열하기 위한 장치는, 적층체 제조장치(1)의 내부에 설치되고 있더라도, 외부에 설치되어 있더라도 좋지만, 온도제어의 용이함으로부터 엔드리스 벨트(2a, 2b)의 근방에 설치되어 있는 것이 바람직하다.
[띠 모양 스페이서(5)]
띠 모양 스페이서(5)는, 1매의 두께가 200㎛ 이하의 내열성 수지필름 또는 내열성 수지층을 구비하는 내열필름으로 이루어지고, 총두께는 형성되는 적층체(10)의 두께의 10∼190%이다. 이 띠 모양 스페이서(5)는, 내열성 수지필름을 2층 이상 포갠 구성인 것이 바람직하지만, 1층으로 형성되어 있더라도 좋다. 또한 2종 이상의 내열성 수지필름을 적층하여 일체화하여 실질적으로 단층(單層)으로 되어 있는 것을 사용할 수도 있다. 다만 내열성 수지필름의 1매의 두께가 200㎛를 넘으면, 띠 모양 스페이서(5)의 권취 시작부(卷取 始作部)의 부분이 열압착을 하는 부분을 통과할 때에 스페이서 두께에 의한 단차에 기인하는 액체매체의 누설이 발생한다.
또한 띠 모양 스페이서(5)를, 내열성이 없는 수지필름 등과 같이 내열성 수지필름 이외의 재료로 구성하는 경우에 300도 이상의 가열에 있어서 띠 모양 스페이서가 현저하게 변형되어, 적층체(10)의 두께의 10∼190%의 두께를 유지하는 것이 어렵게 된다. 또한 띠 모양 스페이서(5)를, 알루미늄이나 스테인레스강 등의 금속재료만으로 형성하였을 경우에 내열성은 문제가 없지만, 소성(塑性) 회복이 모자라기 때문에 연속하여 사용할 때에 변형이 생겨서 손상되므로 상기한 두께를 확보할 수 없게 된다.
본 실시형태의 적층체 제조장치(1)에서는, 가압과 압력제거(depressurization) 및 가열과 방열냉각이 반복하여 이루어지기 때문에, 연속생산에 있어서는 띠 모양 스페이서(5)의 피로(fatigue)나 열화(劣化)가 문제가 된다. 한편 내열성 수지필름은 피로에 대한 회복성이 우수하며, 또한 그것을 점착제나 접착제 등으로 고정하지 않고 정전기 등을 이용하여 엔드리스 벨트(2a, 2b)에 착탈 가능하도록 장착하면, 층 사이에서의 슬립 등의 작용에 의하여 우수한 회복성이나 쿠션성(cushion性)이 얻어진다. 그리고 스페이서(5)를, 내열성 수지필름을 점착제나 접착제 등을 사용하지 않고 2층 이상 포갠 구성으로 함으로써 회복성 및 쿠션성을 더 향상시킬 수 있다.
또한 띠 모양 스페이서(5)의 두께가 적층체(10)의 10% 미만인 경우 및 190%를 넘는 경우에는, 띠 모양 스페이서(5)와 적층체(10)의 두께 차이에 의하여 엔드리스 벨트(2a, 2b)에 휘어짐이 발생한다. 그리고 그 휘어짐의 크기에 금속으로 제작된 액압밀폐 프레임(34)이 추종하지 않아, 밀봉(seal) 기능이 저하되어 액체매체의 누설이 발생한다. 또 적층체(10)의 두께와 띠 모양 스페이서(5)의 두께 차이는 270㎛ 미만으로 하는 것이 바람직하고, 이에 따라 액체매체의 누설을 확실하게 억제할 수 있다.
또한 띠 모양 스페이서(5)의 두께는 275㎛ 이상인 것이 바람직하다. 이에 따라 띠 모양 스페이서(5)와 적층체(10)의 두께 차이에 의한 엔드리스 벨트(2a, 2b)의 휘어짐을 억제할 수 있기 때문에, 액압밀폐 프레임(34)의 밀봉 기능을 유지하여 액체매체의 누설을 방지할 수 있다.
띠 모양 스페이서(5)를 구성하는 내열성 수지필름의 소재는, 400도의 온도조건 하에서의 사용에 견딜 수 있는 재료이면 좋고, 예를 들면 폴리이미드 필름(polyimide film)이나 액정수지필름(液晶樹脂film) 등을 사용할 수 있다. 또한 띠 모양 스페이서(5)를 구성하는 내열성 수지필름에는, 내열성 및 내압성(耐壓性) 이외에, 엔드리스 벨트(2a, 2b)와 선열팽창계수(線熱膨脹係數)가 가까운 것을 사용하는 것이 바람직하다.
구체적으로는, 엔드리스 벨트(2a, 2b)가 스테인레스강(선열팽창계수 : 10 X 10-6∼18 X 10-6)으로 형성되어 있는 경우에 띠 모양 스페이서(5)는 폴리이미드 필름(선열팽창계수 : 18 X 10-6∼20 X 10-6)으로 형성하는 것이 바람직하다. 이에 따라 300도 이상에서 연속운전하였을 경우에서도, 엔드리스 벨트(2a, 2b)의 가열냉각에 의한 팽창 및 수축에서도 띠 모양 스페이서(5)가 추종할 수 있다.
또한 상기한 회복성의 관점에서, 띠 모양 스페이서(5)를 구성하는 내열성 수지필름은, 탄성율이 3GPa 이상인 것이 바람직하고, 이 탄성율의 관점에서도 폴리이미드 필름이 적합하다. 또한 폴리이미드 필름은 불소계 수지 등의 다른 내열성 수지필름에 비하여 내마모성에서도 우수하다.
또한 띠 모양 스페이서(5)의 폭은, 가공하는 적층체의 폭에 따라 적절하게 선택할 수 있지만, 피로 억제의 관점에서 20mm 이상인 것이 바람직하다. 한편 띠 모양 스페이서(5)는 폭이 넓은 것일수록 적합하지만, 그 폭이 200mm를 넘으면 적층체(10)를 형성할 수 있는 영역이 적어진다. 따라서 띠 모양 스페이서(5)의 폭은 20∼200mm인 것이 바람직하고, 더 바람직하게는 50∼150mm이다.
상기한 띠 모양 스페이서(5)는, 적어도 일부가 엔드리스 벨트(2a, 2b)를 사이에 두고 액압 플레이트(3)의 액압밀폐 프레임(34)과 대치하는 위치에 배치된다. 그리고 띠 모양 스페이서(5)는, 엔드리스 벨트(2a, 2b)를 사이에 두고 액압밀폐 프레임(34)의 바로 하측영역 또는 바로 상측영역에 있는 것이 바람직하다. 이에 따라 적층체(10)가 두꺼운 경우이더라도 엔드리스 벨트(2a, 2b)의 휘어짐을 억제하여, 액압밀폐 프레임(34)과 엔드리스 벨트(2a, 2b)의 밀착성을 유지할 수 있다. 그 결과 액체매체의 누설을 효율적이고 또한 확실하게 방지하여, 안정한 유압(油壓)(P)에 의하여 시트재료(11∼13)를 열압착할 수 있다.
또한 엔드리스 벨트(2a, 2b)의 휘어짐을 억제하기 위해서는, 띠 모양 스페이서(5)와 시트재료(11∼13)의 거리가 0mm인 것이 이상적(理想的)이지만, 시트재료(11∼13)에 사행(蛇行)이 발생하는 것도 있기 때문에, 이 상태에서의 연속생산은 곤란하다. 여기에서 띠 모양 스페이서(5)와 시트재료(11∼13)의 사이에는 일정한 거리를 설정하는 것이 바람직하다.
구체적으로는, 띠 모양 스페이서(5)와 시트재료(11∼13) 사이의 거리는 10∼40mm인 것이 바람직하고, 더 바람직하게는 12∼30mm이다. 이들의 거리가 10mm 미만인 경우에, 압착가공 시에 있어서의 사행에 의하여 시트재료(11∼13)와 띠 모양 스페이서(5)가 접촉하거나 시트재료(11∼13)가 띠 모양 스페이서(5)에 올라앉거나 하는 경우가 있다. 또한 이들의 거리가 40mm를 넘으면, 엔드리스 벨트(2a, 2b)에 휘어짐이 발생하기 쉽게 되어 액체매체의 액누설방지 효과가 저하된다.
띠 모양 스페이서(5)의 장착방법은, 특별하게 한정되는 것은 아니지만 예를 들면 엔드리스 벨트(2a, 2b)를 회전시키면서, 그 좌우 양단에 소정 폭의 내열성 수지필름을 소정 두께가 되도록 감는 방법이 있다. 이 때에 띠 모양 스페이서(5)에 와인딩 편차(winding deviation)나 와인딩 주름(winding wrinkle)이 발생하지 않도록 장력을 제어하면서 하는 것이 바람직하다.
또 1종의 수지로 구성된 내열성 수지필름 또는 2종 이상의 내열성 수지필름을 일체화하여 실질적으로 단층으로 한 필름을 1층으로 사용하는 경우에는, 승온·강온(昇溫·降溫)에 따르는 엔드리스 벨트(2a, 2b)의 길이방향의 변화에 띠 모양 스페이서(5)를 대응시키는 것이 바람직하다. 구체적으로는, 띠 모양 스페이서(5)를 장착할 때에 선팽창에 상당하는 길이로 또한 예비 길이를 더한 길이만큼 내열성 수지필름을 오버랩(overlap)시키는(포개어 장착하는) 것이 바람직하다.
이상에서 상세하게 설명한 바와 같이 본 실시형태의 적층체 제조장치(1)에서는, 1매의 두께가 200㎛ 이하의 내열성 수지필름을 사용하여 총두께가 적층체(10)의 10∼190%의 띠 모양 스페이서(5)를 형성하고, 이 띠 모양 스페이서(5)를, 엔드리스 벨트(2a, 2b)의 적어도 일방의 시트재료측 면의 양단부에 착탈 가능하도록 장착하고 있기 때문에, 저온 하에서뿐만 아니라 고온 하에 있어서도 두꺼운 적층체를 안정하게 연속생산할 수 있다.
(제2실시형태)
[전체 구성]
다음에 본 발명의 제2실시형태에 관한 적층체의 제조방법에 대하여 설명한다. 도4는 본 실시형태의 적층체의 제조방법을 도식적으로 나타내는 사시도이다. 또 도4에 있어서는, 도1에 나타내는 적층체 제조장치(1)의 구성요소와 동일한 것에는 동일한 부호를 붙이고, 그에 대한 상세한 설명은 생략한다. 도4에 나타내는 바와 같이 본 실시형태의 적층체의 제조방법에서는, 예를 들면 상기한 제1실시형태의 적층체 제조장치(1) 등을 사용하여 두께가 300㎛∼2mm의 적층체(20)를 형성한다.
구체적으로는, 상하 한 쌍으로 배치된 엔드리스 벨트(2a, 2b)의 사이에 복수의 시트재료를 연속적으로 반송하고, 엔드리스 벨트(2a, 2b)의 각각의 내측영역에 배치된 열압착장치에 의하여 엔드리스 벨트(2a, 2b)를 통하여 시트재료를 열압착하여 적층체를 형성한다. 그리고 이 때에 엔드리스 벨트(2a, 2b)의 적어도 일방은 띠 모양 스페이서(5)가 부착된 엔드리스 벨트로 한다.
[시트재료]
본 실시형태의 적층체의 제조방법에서는, 예를 들면 수지필름(22)과, 금속박(金屬箔) 또는 금속판(金屬板)(21, 23)과의 적층체(20)를 형성한다. 적층체(20)가 전자회로용 기판재료인 경우에, 수지필름(22)은 300도 이상에서 가소화(可塑化)하는 것이면 좋고 예를 들면 폴리이미드 필름이나 전방향족 폴리에스테르 필름(全芳香族 polyester film) 등을 사용할 수 있다.
이들의 수지필름(22)은 단층이더라도 복층이더라도 좋지만, 적층체(20)가 전자회로용 기판재료인 경우에 금속박 또는 금속판(21, 23)과의 접착력 및 치수안정성의 관점에서, 필름 표면에 열가소성 성분을 구비하고, 내부는 비열가소성 성분으로 구성된 것이 적합하다. 또한 예를 들면 일본의 우베 인더스트리즈 주식회사(UBE INDUSTRIES, LTD)의 제품 유피렉스(UPILEX) VT 등의 열압착성 폴리이미드 수지필름은, 표면에 열가소성 폴리이미드를, 내부에 비열가소성 폴리이미드를 시임리스(seamless)로 배치하고 있기 때문에 특히 바람직하다.
한편 적층체(20)가 전자회로용 기판재료인 경우에는, 금속박(21, 23)으로서는 구리 또는 구리합금으로 이루어지는 압연박(壓延箔), 전해박(電解箔), 알루미늄박, 알루미늄 합금박, 스테인레스강으로 이루어지는 박(箔)이 적합하게 사용된다. 금속판(21, 23)의 경우에도 마찬가지로 구리, 구리합금, 알루미늄, 알루미늄 합금 또는 스테인레스강으로 이루어지는 판상체(板狀體)를 사용할 수 있다.
[가공조건]
상기한 폴리이미드 필름 또는 전방향족 폴리에스테르 필름을 사용하여 요구물성(要求物性)을 충족하는 금속박 적층체를 안정적으로 생산하기 위해서는, 가열온도를 300도 이상, 압착압력을 2.5MPa 이상으로 하는 것이 바람직하다. 이에 따라 예를 들면 금속박(21, 23)에 동박(銅箔)을 사용하였을 경우에 박리강도(peeling intensity)를 0.8N/mm 이상으로 할 수 있다. 또 가공온도는 315도 이상으로 하는 것이 바람직하다.
또 상기한 각 조건을 달성하기 위해서는, 액체매체의 유량(누설량(漏泄量))을 10L/분 이하로 억제하고, 이 상태를 유지할 필요가 있다. 이에 따라 압착압력 및 가열온도를 상기한 값의 범위에서 안정하게 제어할 수 있다.
여기에서 「액체매체의 유량」이라는 것은, 가열된 액체매체가 펌프에 의하여 액압 플레이트(3)의 가압면(31), 액압밀폐 프레임(34) 및 엔드리스 벨트(2a, 2b)에 의하여 형성되는 공간 내로 반송되는 양이다. 또한 「액체매체의 누설량」이라는 것은, 상기한 공간으로부터 누출된 액체매체가 다시 펌프나 가열장치로 되돌려지는 양이다. 본 실시형태의 적층체의 제조방법에 있어서는, 액체매체를 순환시키고 있기 때문에 액체매체의 유량과 누설량은 기본적으로 동일한 양이 된다.
이상에서 상세하게 설명한 바와 같이 본 실시형태의 적층체의 제조방법에서는, 1매의 두께가 200㎛ 이하의 내열성 수지필름을 사용하여 총두께가 적층체(10)의 10∼190%의 띠 모양 스페이서(5)를 형성하고, 이 띠 모양 스페이서를, 엔드리스 벨트(2a, 2b)의 적어도 일방의 시트재료측 면의 양단부에 착탈 가능하도록 장착하고 있기 때문에, 저온 하에서뿐만 아니라 고온 하에 있어서도 두꺼운 적층체를 안정하게 연속생산할 수 있다. 또 본 실시형태에 있어서의 상기 이외의 구성 및 효과는 상기한 제1실시형태와 동일하다.
또한 도4에는 상측의 엔드리스 벨트(2a)에 띠 모양 스페이서(5)를 장착한 예를 나타내고 있지만, 본 발명은 이것에 한정되는 것이 아니라, 띠 모양 스페이서(5)는 하측의 엔드리스 벨트(2b)에 장착하더라도 좋고, 또 상하 양측의 엔드리스 벨트(2a, 2b)에 장착하더라도 좋다. 그리고 이들의 경우에도 도4에 나타내는 장치를 사용하였을 경우와 동일한 효과가 얻어진다.
그리고 본 실시형태의 적층체 제조장치(1)에 의하여 제조되는 적층체를 사용한 회로기판은, 소성가공이 가능하고 또한 지지체가 없더라도 가공 시의 형상을 유지할 수 있기 때문에, 입체성형되는 용도에 적합하다. 예를 들면 LED 조명의 용도에 사용되고 있는 종래의 방열기판은, 에폭시 수지나 에폭시 수지 함침 글래스 크로스 베이스(epoxy 樹脂 含浸 glass cross base) 등의 경질(硬質)의 재료로 절연층(絶緣層)이 형성되어 있기 때문에, 소성가공이 곤란하였다.
여기에서 종래, 뿔 모양의 사다리꼴의 대좌(臺座)에 점착테이프 등에 의하여 플렉시블 회로기판(flexible 回路基板)이나 리지드 기판(rigid 基板)을 첨부하고, LED를 3차원적으로 배치할 수 있도록 한 LED 전구가 제안되어 있다. 그러나 이 기술은, 대좌와 LED가 실장된 기판을 각각 제조하여 조립할 필요가 있기 때문에 생산성이 낮고 또한 대좌와 기판을 접착하고 있기 때문에 신뢰성도 떨어지고 있었다.
이에 대하여 본 실시형태의 적층체 제조장치(1)에 의하여 제조되는 적층체는, 방열성뿐만 아니라 가공성 및 형상 유지성이 우수하기 때문에, 예를 들면 프레임 회로나 LED 조명용의 기판, 대전류용의 기판 등에 적용할 수 있어, 생산성 및 신뢰성이 우수한 회로기판을 실현할 수 있다.
(제2실시형태의 제1변형예)
다음에 본 발명의 제2실시형태의 제1변형예에 관한 적층체의 제조방법에 대하여 설명한다. 상기한 제2실시형태에 있어서는, 수지시트(22)의 양면에 금속박 또는 금속판(21, 23)을 적층한 3층 구조의 적층체(20)를 제조하는 경우를 예로 하여 설명하였지만, 본 발명은 이것에 한정되는 것이 아니라 예를 들면 복수의 적층체를 동시에 형성할 수도 있다.
도5는 본 발명의 제2실시형태의 제1변형예의 적층체의 제조방법을 도식적으로 나타내는 측면도이다. 또 도5에 있어서는, 도1에 나타내는 적층체 제조장치(1)의 구성요소와 동일한 것에는 동일한 부호를 붙이고, 그에 대한 상세한 설명은 생략한다. 도5에 나타내는 바와 같이 본 변형예의 적층체의 제조방법에서는, 엔드리스 벨트(2a, 2b)의 사이에 시트재료(11∼13)와 함께 시트재료(16∼18)를 반송하여 2개의 적층체(10, 15)를 형성한다.
이 경우에 띠 모양 스페이서(5)의 두께는 적층체(10, 15)의 총두께의 10∼190%로 한다. 이에 따라 복수의 적층체를 동시에 형성하는 경우이더라도, 가열조건에 의하지 않고 두꺼운 적층체를 안정하게 연속생산할 수 있다. 또 본 변형예에 있어서의 상기 이외의 구성 및 효과는 상기한 제1 및 제2실시형태와 동일하다.
(제2실시형태의 제2변형예)
다음에 본 발명의 제2실시형태의 제2변형예에 관한 적층체의 제조방법에 대하여 설명한다. 상기한 제2실시형태에 있어서는, 엔드리스 벨트(2a, 2b)에 띠 모양 스페이서(5)를 장착하고 있지만, 시트재료(11∼13)와 함께 엔드리스 벨트(2a, 2b)의 사이에 띠 모양 스페이서(5)를 반송하는 것도 가능하다.
도6은 본 발명의 제2실시형태의 제2변형예의 적층체의 제조방법을 도식적으로 나타내는 측면도이다. 또 도6에 있어서는, 도1에 나타내는 적층체 제조장치(1)의 구성요소와 동일한 것에는 동일한 부호를 붙이고, 그에 대한 상세한 설명은 생략한다. 도6에 나타내는 바와 같이 본 변형예의 적층체의 제조방법에서는, 띠 모양 스페이서(5)를 롤에 감은 상태로 하고, 이것을 시트재료(11∼13)와 함께 엔드리스 벨트(2a, 2b)의 양단부 사이로 반송한다.
이 방법에서는, 리와인드(rewind)한 롤을 다시 띠 모양 스페이서(5)로서 사용할 수 있지만, 연속생산의 점에서 과제가 있고 또 적층체 제조장치(1)의 전후에 있어서의 풀기 및 감기 등의 장치 레이아웃에도 과제가 있다.
실시예
이하, 본 발명의 실시예 및 비교예를 들어 본 발명의 효과에 대하여 구체적으로 설명한다. 본 실시예에 있어서는, 이하에 나타내는 방법 및 조건에 의하여 적층체를 제조하고, 그 성능을 평가하였다.
(실시예1)
<엔드리스 벨트의 제작>
우선 띠 모양 스페이서로서, 두께 35㎛의 비열압착성 폴리이미드 필름(일본의 우베 인더스트리즈 주식회사 제품 유피렉스 S)을 폭 130mm로 절단하여 긴 띠 모양의 물체를 제작하였다. 다음에 이 긴 띠 모양의 물체를, 미리 제작하여 둔 두께 1.4mm, 폭 900mm의 스테인레스제 엔드리스 벨트의 좌우 양단부에서 20mm 내측의 위치에, 그 폭방향 끝부를 맞추어서 장착하였다.
구체적으로는, 엔드리스 벨트를 회전이동시키면서, 그 좌우 양단으로부터 벨트 내측을 향하여 와인딩 편차나 와인딩 주름이 발생하지 않도록 장력제어를 하면서 9층 감았다. 이 때에 또 일방의 엔드리스 벨트에 의하여 가압하면서 감음으로써 엔드리스 벨트의 좌우 소정의 위치에 긴 띠 모양의 물체를 감아서, 띠 모양 스페이서 부착 엔드리스 벨트를 제작하였다.
이 띠 모양 스페이서의 감는 작업에 있어서는, 접착제 등은 필요로 하지 않으며, 필름의 유연성과, 이 조작에 따라 자연발생하는 정전기만에 의하여 엔드리스 벨트와 띠 모양 스페이서가, 또 띠 모양 스페이서를 구성하는 내열성 수지시트 상호간이 균일되고 또한 밀착된 상태로 감길 수 있었다. 또 제작한 띠 모양 스페이서의 두께는 315㎛이었다.
<더블벨트 프레스 장치의 구성>
상기한 방법으로 제작한 스페이서 부착 엔드리스 벨트를 액압방식 더블벨트 프레스 장치에 부착하였다. 이 액압방식 더블벨트 프레스 장치는, 액체매체에 의하여 가열하는 기구를 구비하고, 액체매체를 가열하는 장치와, 가열한 액체매체를 장치본체에 가압하여 유입시키는 펌프를 구비하고 있다. 그리고 스페이서 부착 엔드리스 벨트는, 하측의 벨트로서 구동 및 가이드 롤러(guide roller)에 감기도록 장치의 가로방향으로부터 장착하고, 그 후에 장력 및 사행 조정을 하였다.
<적층체의 제작>
다음에 상기한 더블벨트 프레스 장치를 사용하여 수지필름의 양측에 금속박을 적층하여 금속박 적층체를 제작하였다. 이 때에 수지필름에는 열압착성 폴리이미드 필름(일본의 우베 인더스트리즈 주식회사 제품 유피렉스 VT / 롤 감김 / 두께 25㎛ / 폭 540mm)을 사용하였다. 또한 금속박의 일방에는 압연동박(壓延銅箔)(일본의 히타치 전선 주식회사(HITACHI CABLE, Ltd.) 제품 HPF-ST35E / 코일 감김 / 두께 35㎛ / 폭 540mm)을 사용하고, 타방에는 알루미늄박(일본의 후루카와 스카이 주식회사(FURUKAWA-SKY CO., LTD) 제품 H5052 / 코일 감김 / 두께 300㎛ / 폭 540mm)을 사용하였다.
이 때에 시트재료의 총두께를 360㎛로 하고, 각각의 폭방향 중앙이 엔드리스 벨트의 폭방향 중앙이 되도록 풀어내면서 더블벨트 프레스 장치로 반송하였다. 또한 액체매체의 설정온도를 340도, 설정압력을 3.0MPa로 하여 열압착하여, 폴리이미드 필름에 있어서 일방의 면에 동박이, 타방의 면에 알루미늄박이 적층된 금속박 적층체를 제작하였다.
또 금속박의 폭방향 양단부로부터 띠 모양 스페이서의 끝부까지의 거리는 30mm이었다. 또한 더블벨트 프레스 장치에 있어서 압착부의 벨트 내측에서 측정한 액체매체의 온도는 340도, 압력은 3.0MPa로서, 설정한 온도 및 압력과 동일하였다. 또한 펌프 출구에서 측정한 액체매체의 유량은 5.0L/분이고, 이 양이 밀폐 프레임으로부터 리크되어 액체매체 가열장치로 되돌아가서 순환한 양이었다.
상기한 방법으로 제작한 실시예1의 금속박 적층체는 두께가 360㎛이고, 띠 모양 스페이서의 두께는 적층체의 두께보다 45㎛ 얇은 것이었지만, 열압착공정 등에서 문제가 발생하지 않아 목적으로 하는 적층체를 제작할 수 있었다.
<평가방법>
다음에 실시예1의 금속박 적층체의 성능을, 이하에 나타내는 방법으로 평가하였다.
(1)필름과 동박의 압착상태
금속박 적층체로부터 540mm(전체 폭) X 100mm의 크기의 시료를 잘라내었다. 다음에 에칭액으로부터 보호하기 위하여 알루미늄박의 표면에 보호필름을 부착한 후에, 잘라낸 시료를 염화제2철 수용액 중에 침지(浸漬)시키고, 에칭에 의하여 동박을 완전히 제거하였다. 그 후에 알루미늄박 표면의 보호필름을 박리(剝離)하여 물로 세척을 하고, 자연건조시켜서 구리를 에칭 제거한 적층체를 얻었다.
다음에 실체현미경을 사용하여 폴리이미드 필름의 표면에 전사(轉寫)한 동박 매트면의 요철 형상을 육안으로 관찰하고, 육안관찰에 의하여 색조차(色調差)에 의하여 이상이라고 판단한 장소를 마킹하였다. 그 마킹 장소를 주사형 전자현미경(SEM)에 의하여 100배로 촬영하고, 그 SEM 화상을 사용하여 육안관찰에 의하여 압착성을 판정하였다.
(2)동박의 접착강도
수지필름면과 동박면의 접착강력(接着强力)은, JIS C6471(1995)에 준거하여, 표준상태 하에 있어서 슬라이딩형 지지기구를 사용하여 90도 박리강도를 측정함으로써 평가하였다. 측정은, 측정시작 시의 오버슈트(overshoot) 등을 제외한 안정영역에 있어서, 금속적층체의 폭방향 중앙부 및 중앙에서 각각 100mm 외측의 장소를 길이방향으로 채취하였다. 이것을 길이방향으로 3군데 합계 9시료에 대하여 측정하고, 그 평균값을 접착강도(接着强度)로 하였다. 인장시험기는 일본의 미네베아 주식회사(MINEBEA Co., Ltd)의 제품(형식 : TG-2KN)을 사용하였다.
<평가결과>
동박면만 염화제2철 수용액에 40도, 60분간, 침지접촉시켜서 동박면을 제거한 후에, 압착수지필름측으로 전사된 동박 매트면의 요철(동박 매트면의 네거티브) 상태를 육안 및 전자현미경(SEM)에 의하여 관찰한 결과, 필름 표면에 매트면의 요철이 양호하게 전사되어, 필름수지의 열가소 성분이 동박 매트면의 요철에 충분하게 충전되어 있었다.
또한 동박과 수지필름의 접착강도(박리강도 / 실온 / JIS-C6471-1995 / 슬라이딩형 지지기구 사용)는 2.0N/mm이었다. 그리고 파괴면(破壞面)을 관찰한 결과, 필름수지에서의 파괴가 명확하게 관찰되어 전자회로 등의 기판용으로서 문제없이 충분한 물성을 구비하고 있었다.
(실시예2)
내열성 수지시트의 포개는 수를 15층으로 하고, 띠 모양 스페이서의 두께를 525㎛로 한 것 이외에는, 상기한 실시예1과 동일한 방법 및 조건에서 스페이서 부착 엔드리스 벨트를 제작하였다. 그리고 이 엔드리스 벨트를, 실시예1과 동일한 조건에서 부착한 더블벨트 프레스 장치를 사용하여, 실시예1과 동일한 조건에서 실시예2의 금속박 적층체를 제작하였다.
이 때에 금속박의 폭방향 양단부로부터 띠 모양 스페이서의 끝부와의 거리는 30mm이었다. 또한 더블벨트 프레스 장치의 벨트 내측에서 측정한 액체매체의 온도는 334도, 압력은 2.8MPa로서, 설정한 온도 및 압력보다 어느 정도 낮은 값이었다. 또한 펌프 출구에서 측정한 액체매체의 유량은 6.5L/분이고, 이 양이 밀폐 프레임으로부터 리크되어 액체매체 가열장치로 되돌아가서 순환한 양이었다.
상기한 방법으로 제작한 실시예2의 금속박 적층체는 두께가 360㎛이고, 띠 모양 스페이서의 두께는 얻어진 적층체의 두께보다 165㎛ 두꺼운 것이었지만, 열압착공정 등에서 문제가 발생하지 않아 목적으로 하는 적층체를 제작할 수 있었다.
<평가결과>
실시예2의 금속박 적층체에 있어서의 필름과 동박의 압착상태를 실시예1과 동일한 방법으로 평가한 바, 필름 표면에 매트면의 요철이 양호하게 전사되어, 필름수지의 열가소 성분이 동박 매트면의 요철에 충분하게 충전되어 있었다. 또한 동박과 수지필름의 접착강도(박리강도)는 1.7N/mm이고, 파괴면을 관찰한 결과, 대략 필름수지에서의 파괴가 관찰되어 전자회로 등의 기판용으로서 문제없이 충분한 물성을 구비하고 있었다.
(실시예3)
내열성 수지시트의 포개는 수를 13층으로 하고, 띠 모양 스페이서의 두께를 455㎛로 한 것 이외에는, 상기한 실시예1과 동일한 방법 및 조건에서 스페이서 부착 엔드리스 벨트를 제작하였다. 그리고 이 엔드리스 벨트를, 실시예1과 동일한 조건에서 부착한 더블벨트 프레스 장치를 사용하여, 폴리이미드 필름에 있어서 일방의 면에 동박이, 타방의 면에 알루미늄박이 적층된 금속박 적층체를 2조 제작하였다. 또 2조의 시트재료를 연속적으로 더블벨트 프레스 장치에 반송하는 것 이외에는, 상기한 실시예1과 동일한 조건에서 제작하였다.
이 때에 금속박의 폭방향 양단부로부터 띠 모양 스페이서의 끝부와의 거리는 30mm이었다. 또한 더블벨트 프레스 장치의 벨트 내측에서 측정한 액체매체의 온도는 330도, 압력은 2.7MPa로서, 설정한 온도 및 압력보다 낮은 값이었다. 또한 펌프 출구에서 측정한 액체매체의 유량은 7.5L/분이고, 이 양이 밀폐 프레임으로부터 리크되어 액체매체 가열장치로 되돌아가서 순환한 양이었다.
상기한 방법으로 제작한 실시예3의 금속박 적층체는 1조의 두께가 360㎛이고, 총두께가 720㎛이었다. 또한 띠 모양 스페이서의 두께는 얻어진 적층체의 총두께보다 265㎛ 얇은 것이었지만, 열압착공정 등에서 문제가 발생하지 않아 목적으로 하는 적층체를 제작할 수 있었다.
<평가결과>
실시예3의 금속박 적층체에 있어서의 필름과 동박의 압착상태를 실시예1과 동일한 방법으로 평가한 바, 필름 표면에 매트면의 요철이 양호하게 전사되어, 필름수지의 열가소 성분이 동박 매트면의 요철에 충분하게 충전되어 있었다. 또한 동박과 수지필름의 접착강도(박리강도)는 1.5N/mm이고, 파괴면을 관찰한 결과, 대략 필름수지에서의 파괴가 관찰되어 전자회로 등의 기판용으로서 문제없이 충분한 물성을 구비하고 있었다.
(실시예4)
내열성 수지시트의 포개는 수를 29층으로 하고, 띠 모양 스페이서의 두께를 1015㎛(1.015mm)로 한 것 이외에는, 상기한 실시예1과 동일한 방법 및 조건에서 스페이서 부착 엔드리스 벨트를 제작하였다. 그리고 이 엔드리스 벨트를, 실시예1과 동일한 조건에서 부착한 더블벨트 프레스 장치를 사용하여, 실시예3과 동일한 방법 및 조건에서 폴리이미드 필름에 있어서 일방의 면에 동박이, 타방의 면에 알루미늄박이 적층된 금속박 적층체를 2조 제작하였다.
이 때에 금속박의 폭방향 양단부로부터 띠 모양 스페이서의 끝부와의 거리는 30mm이었다. 또한 더블벨트 프레스 장치의 벨트 내측에서 측정한 액체매체의 온도는 329도, 압력은 2.7MPa로서, 설정한 온도 및 압력보다 낮은 값이었다. 또한 펌프 출구에서 측정한 액체매체의 유량은 8.4L/분이고, 이 양이 밀폐 프레임으로부터 리크되어 액체매체 가열장치로 되돌아가서 순환한 양이었다. 본 실시예에서는, 액체매체의 리크량이 증대되어 저온화된 액체매체의 순환량이 증대된 결과, 액체매체의 온도 및 압력이 열압착하기 위하여 충분히 안전한 온도 및 압력인 설정값보다 저하하였지만, 열압착공정의 조작성은 문제없었다.
또한 상기한 방법으로 제작한 실시예4의 금속박 적층체는 1조의 두께가 360㎛이고, 총두께가 720㎛이었다. 또한 띠 모양 스페이서의 두께는 얻어진 적층체의 총두께보다 295㎛ 두꺼운 것이었지만, 문제없이 목적으로 하는 적층체를 제작할 수 있었다.
<평가결과>
실시예4의 금속박 적층체에 있어서의 필름과 동박의 압착상태를 실시예1과 동일한 방법으로 평가한 바, 필름 표면에 매트면의 요철이 양호하게 전사되어, 필름수지의 열가소 성분이 동박 매트면의 요철에 충분하게 충전되어 있었다. 또한 동박과 수지필름의 접착강도(박리강도)는 1.5N/mm이고, 파괴면을 관찰한 결과, 대략 필름수지에서의 파괴가 관찰되어 전자회로 등의 기판용으로서 문제없이 충분한 물성을 구비하고 있었다.
(실시예5)
상기한 실시예1과 동일한 방법으로, 두께 70㎛의 비열압착성 폴리이미드 필름(일본의 우베 인더스트리즈 주식회사 제품 유피렉스 S)을 폭 130mm로 절단한 긴 띠 모양 물체를 27층 포개어서, 두께가 1890㎛(1.89mm)의 띠 모양 스페이서를 제작하였다. 그리고 이 띠 모양 스페이서를 설치한 엔드리스 벨트를, 실시예1과 동일한 방법으로 더블벨트 프레스 장치에 부착하였다.
다음에 이 더블벨트 프레스 장치를 사용하여 알루미늄박을, 두께 2000㎛(2mm), 폭 540mm의 알루미늄판(일본의 후루카와 스카이 주식회사 제품 H5052 / 코일 감김)으로 변경한 것 이외에는, 상기한 실시예1과 동일한 방법 및 조건에서 실시예5의 금속판 적층체를 제작하였다.
이 때에 금속박의 폭방향 양단부로부터 띠 모양 스페이서의 끝부와의 거리는 30mm이었다. 또한 더블벨트 프레스 장치의 벨트 내측에서 측정한 액체매체의 온도는 332도, 압력은 2.8MPa로서, 설정한 온도 및 압력보다 어느 정도 낮은 값이었다. 또한 펌프 출구에서 측정한 액체매체의 유량은 6.5L/분이고, 이 양이 밀폐 프레임으로부터 리크되어 액체매체 가열장치로 되돌아가서 순환한 양이었다.
알루미늄판에 있어서 길이방향의 끝면 부분은 제품으로서 사용할 수 있는 적층체로는 되지 않았지만, 열압착공정의 조작성은 문제없었다. 또한 상기한 방법으로 제작한 실시예5의 금속판 적층체는 두께가 2060㎛(2.06mm)이고, 띠 모양 스페이서의 두께는 얻어진 적층체의 두께보다 170㎛ 얇은 것이었지만, 문제없이 목적으로 하는 적층체를 제작할 수 있었다.
<평가결과>
실시예5의 금속판 적층체에 있어서의 필름과 동박의 압착상태를 실시예1과 동일한 방법으로 평가한 바, 필름 표면에 매트면의 요철이 양호하게 전사되어, 필름수지의 열가소 성분이 동박 매트면의 요철에 충분하게 충전되어 있었다. 또한 동박과 수지필름의 접착강도(박리강도)는 1.7N/mm이고, 파괴면을 관찰한 결과, 대략 필름수지에서의 파괴가 관찰되어 전자회로 등의 기판용으로서 문제없이 충분한 물성을 구비하고 있었다.
또 본 실시예에서 사용한 알루미늄판으로 변경하여, 두께가 2000㎛(2mm)의 알루미늄판(일본의 후루카와 스카이 주식회사 제품 H5052 / 판재), 폭 540mm, 길이 2000mm의 판 모양 물체를 도중에 끊어지지 않도록 연속적으로 더블벨트 프레스 장치에 반송한 경우에도, 마찬가지로 금속적층체를 얻을 수 있다.
(실시예6)
상기한 실시예1과 동일한 방법으로, 두께 7.5㎛의 비열압착성 폴리이미드 필름(일본의 우베 인더스트리즈 주식회사 제품 유피렉스 S)을 폭 130mm로 절단한 긴 띠 모양 물체를 42층 포개어서, 두께가 315㎛의 띠 모양 스페이서를 제작하였다. 그리고 이 띠 모양 스페이서를 설치한 엔드리스 벨트를 더블벨트 프레스 장치에 부착하여, 실시예1과 동일한 방법 및 조건에서 실시예6의 금속박 적층체를 제작하였다.
이 때에 금속박의 폭방향 양단부로부터 띠 모양 스페이서의 끝부와의 거리는 30mm이었다. 또한 더블벨트 프레스 장치의 벨트 내측에서 측정한 액체매체의 온도는 340도, 압력은 3.0MPa로서, 설정한 온도 및 압력과 동일하였다. 또한 펌프 출구에서 측정한 액체매체의 유량은 5.0L/분이고, 이 양이 밀폐 프레임으로부터 리크되어 액체매체 가열장치로 되돌아가서 순환한 양이었다.
상기한 방법으로 제작한 실시예6의 금속박 적층체는 두께가 360㎛이고, 띠 모양 스페이서의 두께는 얻어진 적층체의 두께보다 45㎛ 얇은 것이었지만, 열압착공정 등에서 문제가 발생하지 않아 목적으로 하는 적층체를 제작할 수 있었다.
<평가결과>
실시예6의 금속박 적층체에 있어서의 필름과 동박의 압착상태를 실시예1과 동일한 방법으로 평가한 바, 필름 표면에 매트면의 요철이 양호하게 전사되어, 필름수지의 열가소 성분이 동박 매트면의 요철에 충분하게 충전되어 있었다. 또한 동박과 수지필름의 접착강도(박리강도)는 2.2N/mm이고, 파괴면을 관찰한 결과, 필름수지에서의 파괴가 명확하게 관찰되고, 높은 접착강도를 구비하여 전자회로 등의 기판용으로서 전혀 문제없이 충분한 물성을 구비하고 있었다.
(실시예7)
상기한 실시예1과 동일한 방법으로, 두께 125㎛의 비열압착성 폴리이미드 필름(일본의 우베 인더스트리즈 주식회사 제품 유피렉스 S)을 폭 130mm로 절단한 긴 띠 모양 물체를 3층 포개어서, 두께가 375㎛의 띠 모양 스페이서를 제작하였다. 그리고 이 띠 모양 스페이서를 설치한 엔드리스 벨트를 더블벨트 프레스 장치에 부착하여, 실시예1과 동일한 방법 및 조건에서 실시예7의 금속박 적층체를 제작하였다.
이 때에 금속박의 폭방향 양단부로부터 띠 모양 스페이서의 끝부와의 거리는 30mm이었다. 또한 더블벨트 프레스 장치의 벨트 내측에서 측정한 액체매체의 온도는 340도, 압력은 3.0MPa로서, 설정한 온도 및 압력과 동일한 값을 재현할 수 있었고 또한 매우 안정되어 있었다. 또한 펌프 출구에서 측정한 액체매체의 유량은 2.0L/분으로 적어, 밀폐 프레임으로부터 리크된 액체매체가 매우 적기 때문에, 온도 및 압력 모두 안정한 조건을 유지할 수 있는 것이라고 생각된다. 이에 따라 열압착공정의 조작성에는 전혀 문제없이 금속박 적층체를 제조할 수 있었다.
상기한 방법으로 제작한 실시예7의 금속박 적층체는 두께가 360㎛이고, 띠 모양 스페이서의 두께는 얻어진 적층체의 두께보다 15㎛ 약간 두꺼운 것으로서, 아무런 문제없이 목적으로 하는 적층체를 제작할 수 있었다.
<평가결과>
실시예7의 금속박 적층체에 있어서의 필름과 동박의 압착상태를 실시예1과 동일한 방법으로 평가한 바, 필름 표면에 매트면의 요철이 매우 양호하게 전사되어, 필름수지의 열가소 성분이 동박 매트면의 요철에 충분하게 충전되어 있었다. 또한 동박과 수지필름의 접착강도(박리강도)는 2.1N/mm이고, 파괴면을 관찰한 결과, 필름수지에서의 파괴가 명확하게 관찰되고, 높은 접착강도를 구비하여 전자회로 등의 기판용으로서 전혀 문제없이 충분한 물성을 구비하고 있었다.
(실시예8)
상기한 실시예1과 동일한 더블벨트 프레스 장치를 사용하여, 수지필름의 양면에 압연동박을 적층한 금속박 적층체를 4조 동시에 제작하였다. 이 때에 수지필름에는 열압착성 폴리이미드 필름(일본의 우베 인더스트리즈 주식회사 제품 유피렉스 VT / 롤 감김 / 두께 50㎛ / 폭 540mm)을 사용하였다. 또한 금속박은, 일방의 면에는 압연동박(일본의 히타치 전선 주식회사 제품 HPF-SP18E / 코일 감김 / 두께 18㎛ / 폭 540mm)을 사용하고, 타방의 면에는 압연동박(일본의 히타치 전선 주식회사 제품 HPF-SP18E / 코일 감김 / 두께 18㎛ / 폭 540mm)을 사용하였다.
또 4조의 시트재료를 연속적으로 더블벨트 프레스 장치로 반송하는 것 이외에는, 상기한 실시예1과 동일한 조건에서 제작하였다. 또한 시트재료의 총두께는 344㎛이었다.
본 실시예에서는, 금속박의 폭방향 양단부로부터 띠 모양 스페이서의 끝부와의 거리는 30mm이었다. 또한 더블벨트 프레스 장치의 벨트 내측에서 측정한 액체매체의 온도는 340도, 압력은 3.0MPa로서, 설정한 온도 및 압력과 동일한 값이었다. 또한 펌프 출구에서 측정한 액체매체의 유량은 3.4L/분으로 적고, 이 양이 밀폐 프레임으로부터 리크되어 액체매체 가열장치로 되돌아가서 순환한 양이었다.
상기한 방법으로 제작한 실시예8의 금속박 적층체는, 1조의 두께가 86㎛이고, 총두께가 344㎛이었다. 또한 띠 모양 스페이서의 두께는 얻어진 적층체의 총두께보다 29㎛ 얇은 것이고, 열압착공정 등에서도 문제가 발생하지 않아 목적으로 하는 적층체를 제작할 수 있었다.
<평가결과>
실시예8의 금속박 적층체에 있어서의 필름과 동박의 압착상태를 실시예1과 동일한 방법으로 평가한 바, 필름 표면에 매트면의 요철이 양호하게 전사되어, 필름수지의 열가소 성분이 동박 매트면의 요철에 충분하게 충전되어 있었다. 또한 동박과 수지필름의 접착강도(박리강도)는 2.1N/mm이고, 파괴면을 관찰한 결과, 필름수지에서의 파괴가 명확하게 관찰되어 전자회로 등의 기판용으로서 문제없이 충분한 물성을 구비하고 있었다.
(실시예9)
엔드리스 벨트에 띠 모양 스페이서로서, 두께 25㎛의 열접착성 폴리이미드 필름(일본의 우베 인더스트리즈 주식회사의 제품 유피렉스 VT)을 폭 130mm로 절단한 긴 띠 모양 물체와, 두께 30㎛m, 폭 130mm의 스텐레스 스틸(SUS)박의 긴 띠 모양 물체의 적층물체를 5층 포개었다. 구체적으로는, 열접착성 폴리이미드 필름과 SUS박의 띠 모양 물체를 포갠 것을 전열식 열풍발생기(電熱式 熱風發生機)(주식회사 라이스타·테크노로지스(LEISTER TECHNOLOGIES)의 제품)에 의하여 300∼400도의 열풍으로 가열하면서, 열접착성 폴리이미드 필름을 엔드리스 벨트의 표면측으로 하여 엔드리스 벨트에 감아서 스페이서 부착 엔드리스 벨트를 제작하였다.
이에 따라 얻어진 스페이서 부착 엔드리스 벨트에 있어서의 띠 모양 스페이서의 두께는 275㎛이었다. 그리고 이 띠 모양 스페이서를 설치한 엔드리스 벨트를 더블벨트 프레스 장치에 부착하고, 실시예1과 동일한 방법 및 조건에서 실시예9의 금속박 적층체를 제작하였다.
이 때에 금속박의 폭방향 양단부로부터 띠 모양 스페이서의 끝부와의 거리는 30mm이었다. 또한 더블벨트 프레스 장치의 벨트 내측에서 측정한 액체매체의 온도는 340도, 압력은 2.9MPa로서, 설정한 온도 및 압력과 거의 동일하였다. 또한 펌프 출구에서 측정한 액체매체의 유량은 5.9L/분이고, 이 양이 밀폐 프레임으로부터 리크되어 액체매체 가열장치로 되돌아가서 순환한 양이었다.
상기한 방법으로 제작한 실시예9의 금속박 적층체는 두께가 360㎛이고, 띠 모양 스페이서의 두께는 얻어진 적층체의 두께보다 85㎛ 얇은 것이었지만, 열압착공정 등에서도 문제가 발생하지 않아 목적으로 하는 적층체를 제작할 수 있었다.
<평가결과>
실시예9의 금속박 적층체에 있어서의 필름과 동박의 압착상태를 실시예1과 동일한 방법으로 평가한 바, 필름 표면에 매트면의 요철이 매우 양호하게 전사되어, 필름수지의 열가소 성분이 동박 매트면의 요철에 충분하게 충전되어 있었다. 또한 동박과 수지필름의 접착강도(박리강도)는 1.9N/mm이고, 파괴면을 관찰한 결과, 대략 필름수지에서의 파괴가 관찰되어 전자회로 등의 기판용으로서 문제없이 충분한 물성을 구비하고 있었다.
(실시예10)
미리 제작하여 둔 두께 1.4mm, 폭 900mm의 스테인레스제 엔드리스 벨트에, 그 좌우 양단으로부터 38mm의 위치에 띠 모양 물체를 9층 포갠 것 이외에는, 상기한 실시예1과 동일한 방법 및 조건에서 스페이서 부착 엔드리스 벨트를 제작하였다. 그리고 이 띠 모양 스페이서를 설치한 엔드리스 벨트를 더블벨트 프레스 장치에 부착하고, 실시예1과 동일한 방법 및 조건에서 실시예10의 금속박 적층체를 제작하였다.
이 때에 금속박의 폭방향 양단부로부터 띠 모양 스페이서의 끝부와의 거리는 12mm이었다. 또한 더블벨트 프레스 장치의 벨트 내측에서 측정한 액체매체의 온도는 340도, 압력은 3.0MPa로서, 설정한 온도 및 압력과 동일하였다. 또한 펌프 출구에서 측정한 액체매체의 유량은 5.0L/분이고, 이 양이 밀폐 프레임으로부터 리크되어 액체매체 가열장치로 되돌아가서 순환한 양이었다.
그리고 열압착공정의 조작성은, 삽입재료 및 압착 적층체의 사행에 의한 스페이서로의 접촉, 올라앉기 등의 문제는 없어 양호한 금속박 적층체가 얻어졌다. 또한 이 방법으로 제작한 실시예10의 금속박 적층체는 두께가 360㎛이고, 띠 모양 스페이서의 두께는 얻어진 적층체의 두께보다 45㎛ 얇은 것이었지만, 문제없이 목적으로 하는 적층체를 제작할 수 있었다.
<평가결과>
실시예10의 금속박 적층체에 있어서의 필름과 동박의 압착상태를 실시예1과 동일한 방법으로 평가한 바, 필름 표면에 매트면의 요철이 양호하게 전사되어, 필름수지의 열가소 성분이 동박 매트면의 요철에 충분하게 충전되어 있었다. 또한 동박과 수지필름의 접착강도(박리강도)는 2.0N/mm이고, 파괴면을 관찰한 결과, 필름수지에서의 파괴가 명확하게 관찰되어 전자회로 등의 기판용으로서 문제없이 충분한 물성을 구비하고 있었다.
(실시예11)
상기한 실시예1과 동일한 더블벨트 프레스 장치를 사용하고, 열압착성 폴리이미드 필름 대신에 용융액정폴리머(溶融液晶polymer)(전방향족 폴리에스테르 수지)로 이루어지고 두께 25㎛, 폭 540mm의 필름(재팬 고어텍스 주식회사(JAPAN GORE-TEX CO., LTD)의 제품 BIAC BC25 / 액정전이온도(液晶轉移溫度) 315도 / 롤 감김)을 사용함과 아울러, 압연동박 대신에 전해동박(電解銅箔)(일본의 후루카와 전기공업 주식회사(FURUKAWA ELECTRIC CO., LTD) 제품 FWL-WS / 코일 감김)을 사용한 것 이외에는, 실시예1과 동일한 방법 및 조건에서 실시예11의 금속박 적층체를 제작하였다.
이 때에 금속박의 폭방향 양단부로부터 띠 모양 스페이서의 끝부와의 거리는 30mm이었다. 또한 더블벨트 프레스 장치의 벨트 내측에서 측정한 액체매체의 온도는 340도, 압력은 3.0MPa로서, 설정한 온도 및 압력과 동일하였다. 또한 펌프 출구에서 측정한 액체매체의 유량은 5.0L/분이고, 이 양이 밀폐 프레임으로부터 리크되어 액체매체 가열장치로 되돌아가서 순환한 양이었다.
이 방법으로 제작한 실시예11의 금속박 적층체는 두께가 343㎛이고, 띠 모양 스페이서의 두께는 얻어진 적층체의 두께보다 28㎛ 얇은 것이었지만, 열압착공정 등에서도 문제가 발생하지 않아 목적으로 하는 적층체를 제작할 수 있었다.
<평가결과>
실시예11의 금속박 적층체에 있어서의 필름과 동박의 압착상태를 실시예1과 동일한 방법으로 평가한 바, 필름 표면에 매트면의 요철이 양호하게 전사되어, 필름수지의 열가소 성분이 동박 매트면의 요철에 충분하게 충전되어 있었다. 또한 동박과 수지필름의 접착강도(박리강도)는 0.8N/mm이고, 파괴면을 관찰한 결과, 필름수지에서의 파괴가 명확하게 관찰되었다. 이 접착강도의 값은 전자회로 등의 기판용으로서 사용할 수 있는 하한(下限)의 물성이었다. 이와 같이 접착강도(박리강도)가 다른 실시예보다 낮은 결과가 된 원인은, 수지필름의 수지로서의 응집력의 영향이며, 금속박과 수지필름의 열압착은 제조방법으로서 문제없이 이루어지고 있었다.
(실시예12)
두께 35㎛의 비열압착성 폴리이미드 필름(일본의 우베 인더스트리즈 주식회사의 제품 유피렉스 S)을 엔드리스 벨트에 1층 감고, 그 감은 부분의 끝에 있어서 약 50mm 길이에 걸쳐서 1층의 띠 모양 물체에 오버랩 하는 부분을 설치한 것 이외에는, 상기한 실시예1과 동일한 방법 및 조건에서 스페이서 부착 엔드리스 벨트를 제작하였다.
그리고 이 엔드리스 벨트를 실시예1과 동일한 조건에서 부착한 더블벨트 프레스 장치를 사용하여, 실시예1과 동일한 조건에서 수지필름의 양측에 금속박을 적층한 금속박 적층체를 제작하였다. 이 때에 수지필름에는 열압착 폴리이미드 필름(일본의 우베 인더스트리즈 주식회사의 제품 유피렉스 VT / 롤 감김 / 두께 12.5㎛)을 사용하였다. 또 금속박에는, 양면에 모두 압연동박(JX 니폰 마이닝 & 메탈(JX MINING & METALS) 주식회사의 제품 BHY-22B-T / 코일 감김 / 두께 150㎛ / 폭 540mm)을 사용하였다.
이 때에 금속박의 폭방향 양단부로부터 띠 모양 스페이서의 끝부와의 거리는 30mm이었다. 또한 더블벨트 프레스 장치의 벨트 내측에서 측정한 액체매체의 온도는 330도, 압력은 2.8MPa로서, 설정한 온도 및 압력보다 낮은 값이었다. 또한 펌프 출구에서 측정한 액체매체의 유량은 7.7L/분이고, 이 양이 밀폐 프레임으로부터 리크되어 액체매체 가열장치로 되돌아가서 순환한 양이었다.
상기한 방법으로 제작한 실시예12의 금속박 적층체는 1조의 두께가 312.5㎛이고, 띠 모양 스페이서의 두께는 얻어진 적층체의 총두께보다 277.5㎛ 얇은 것이었지만, 열압착공정 등에서 문제가 발생하지 않아 목적으로 하는 적층체를 제작할 수 있었다.
<평가결과>
실시예12의 금속박 적층체에 있어서의 필름과 동박의 압착상태를 실시예1과 동일한 방법으로 평가한 바, 필름 표면에 매트면의 요철이 양호하게 전사되어, 필름수지의 열가소 성분이 동박 매트면의 요철에 충분하게 충전되어 있었다. 또한 동박과 수지필름의 접착강도(박리강도)는 양면 모두 1.2N/mm이고, 파괴면을 관찰한 결과, 대략 필름수지에서의 파괴가 관찰되어 전자회로 등의 기판용으로서 문제없이 충분한 물성을 구비하고 있었다.
(비교예1)
띠 모양 스페이서를 설치하지 않은 더블벨트 프레스 장치를 사용하여 실시예1과 동일한 방법 및 조건에서 적층체를 제작하였다. 그 결과 펌프 출구에서 측정한 액체매체의 유량은 20L/분 이상으로 매우 커서 계측 불능이었다. 또한 다량의 액체매체가 밀폐 프레임으로부터 리크된 결과, 더블벨트 프레스 장치에 있어서 압착부의 벨트 내측에서 측정한 액체매체의 온도는 280도 미만, 압력은 1MPa 이하로 크게 변동되어 금속박 적층체의 제작은 불가능하였다.
(비교예2)
실시예1과 동일한 방법으로, 두께가 35㎛의 비열압착성 폴리이미드 필름(일본의 우베 인더스트리즈 주식회사 제품 유피렉스 S)을 폭 130mm로 절단한 긴 띠 모양 물체를 엔드리스 벨트에 1층 감아, 두께가 35㎛의 단층 띠 모양 스페이서를 설치한 스페이서 부착 엔드리스 벨트를 제작하였다. 그리고 이 스페이서 부착 엔드리스 벨트를 더블벨트 프레스 장치에 부착하여, 실시예1과 동일한 방법 및 조건에서 비교예2의 금속박 적층체를 제작하였다.
이 때에 금속박의 폭방향 양단부로부터 띠 모양 스페이서의 끝부와의 거리는 30mm를 유지하고 있었지만, 펌프 출구에서 측정한 액체매체의 유량은 14L/분으로 커서, 다량의 액체매체가 밀폐 프레임으로부터 리크되었다. 그 결과 더블벨트 프레스 장치에 있어서 압착부의 벨트 내측에서 측정한 액체매체의 온도는 288도, 압력은 1.2MPa로 크게 저하되어 설정값을 전혀 유지할 수 없었다.
이와 같이 열압착공정의 조작성은 압력변동의 발생에 의하여 불량하였지만, 공정 통과성은 간신히 유지하고 있었기 때문에 금속박 적층체를 채취하였다. 채취한 비교예2의 금속박 적층체는 두께가 360㎛이었지만, 띠 모양 스페이서의 두께는 얻어진 적층체의 두께보다 325㎛ 얇은 것이었다. 이 때문에 액체매체의 리크를 충분히 억제할 수 없었던 것이라고 생각된다.
<평가결과>
비교예2의 금속박 적층체에 있어서의 필름과 동박의 압착상태를 실시예1과 동일한 방법으로 평가한 바, 필름 표면에 매트면의 요철이 전사되어 있지 않아, 필름수지의 열가소 성분이 동박 매트면의 요철에 충전되어 있지 않은 장소가 다수 존재하였다. 또한 동박과 수지필름의 접착강도(박리강도)는 0.5N/mm이고, 파괴면을 관찰한 결과, 필름수지와 동박의 계면에서의 벗겨짐이 관찰되어, 물성값은 실시예보다 떨어지는 것이었다.
(비교예3)
실시예1과 동일한 방법으로, 두께가 35㎛의 비열압착성 폴리이미드 필름(일본의 우베 인더스트리즈 주식회사 제품 유피렉스 S)을 폭 130mm로 절단한 긴 띠 모양 물체를 엔드리스 벨트에 20층 감아서, 두께가 700㎛의 띠 모양 스페이서가 설치된 스페이서 부착 엔드리스 벨트를 제작하였다. 그리고 이 스페이서 부착 엔드리스 벨트를 더블벨트 프레스 장치에 부착하여, 실시예1과 동일한 방법 및 조건에서 비교예3의 금속박 적층체를 제작하였다.
이 때에 금속박의 폭방향 양단부로부터 띠 모양 스페이서의 끝부와의 거리는 30mm를 유지하고 있었지만, 펌프 출구에서 측정한 액체매체의 유량은 15L/분으로 커서, 다량의 액체매체가 밀폐 프레임으로부터 리크되었다. 그 결과 더블벨트 프레스 장치에 있어서 압착부의 벨트 내측에서 측정한 액체매체의 온도는 283도, 압력은 1.0MPa로 크게 저하되어 설정값을 전혀 유지할 수 없었다.
이와 같이 열압착공정의 조작성은 압력변동의 발생에 의하여 불량하였지만, 공정 통과성은 간신히 유지하고 있었기 때문에 금속박 적층체를 채취하였다. 채취한 비교예3의 금속박 적층체는 두께가 360㎛이었지만, 띠 모양 스페이서의 두께는 얻어진 적층체의 두께보다 340㎛ 두꺼운 것이었다. 이 때문에 액체매체의 리크를 충분히 억제할 수 없었던 것이라고 생각된다.
<평가결과>
비교예3의 금속박 적층체에 있어서의 필름과 동박의 압착상태를 실시예1과 동일한 방법으로 평가한 바, 필름 표면에 매트면의 요철이 전사되어 있지 않아, 필름수지의 열가소 성분이 동박 매트면의 요철에 충전되어 있지 않은 장소가 다수 존재하였다. 또한 동박과 수지필름의 접착강도(박리강도)는 0.5N/mm이고, 파괴면을 관찰한 결과, 필름수지와 동박의 계면에서의 벗겨짐이 관찰되어, 물성값은 실시예보다 떨어지는 것이었다.
(비교예4)
실시예1과 동일한 방법으로, 두께 30㎛의 알루미늄박(일본의 후루카와 스카이 주식회사 제품 H5052)을, 폭 130mm로 절단한 긴 띠 모양 물체를 엔드리스 벨트에 10층 감아서, 두께가 300㎛의 띠 모양 스페이서가 설치된 스페이서 부착 엔드리스 벨트를 제작하였다. 이 때에 띠 모양 물체를 벨트에 감는 조작에 있어서, 벨트가 주회(周回)를 거침에 따라 감은 알루미늄박에 어느 정도 주름이 발생하고, 이 와인딩 주름을 전혀 없게 하는 것은 곤란하였다.
이와 같이 실시예와 마찬가지로 치밀하고 또한 균일한 스페이서 부착 엔드리스 벨트를 제작할 수는 없었지만, 이 스페이서 부착 엔드리스 벨트를 더블벨트 프레스 장치에 부착하여, 실시예1과 동일한 방법 및 조건에서 비교예4의 금속박 적층체를 제작하였다.
그 결과 압착시작 시에 있어서의 더블벨트 프레스 장치에 있어서 압착부의 벨트 내측에서 측정한 액체매체의 온도는 340도, 압력은 3.0MPa 또 펌프 출구에서 측정한 액체매체의 유량은 5.0L/분이었다. 그러나 연속운전의 경과에 따라 액체매체의 유량은 20L/분 이상으로 상승하고, 이에 따라 액체매체의 온도와 압력은 불안정하게 변동하면서, 300도 미만의 온도로 또 압력은 1MPa 이하로 저하되어 압력을 제어할 수 없게 되었다.
이것은, 금속소재인 알루미늄박이 가압과 압력제거 및 가열과 방열냉각을 반복하는 사이에, 불가역적(不可逆的)으로 압연되어 신장이 발생하여 부분적인 느슨한 주름이 발생함과 아울러, 재료로서 부서지기 쉽게 되어 작은 조각으로 부서져서 탈락하였기 때문이라고 생각된다. 또한 압착운전 시작 당초에 있어서는, 얻어진 금속박 적층체는 두께가 360㎛이고, 띠 모양 스페이서의 두께는 얻어진 적층체의 두께보다 60㎛ 얇은 것이었지만, 운전경과 시에 있어서는 변동이 발생하여 안정한 금속박 적층체를 제작할 수는 없었다.
(비교예5)
두께 125㎛의 비열압착성 폴리이미드 필름(일본의 우베 인더스트리즈 주식회사 제품 유피렉스 S)을 두께 25㎛의 열압착성 폴리이미드 필름(일본의 우베 인더스트리즈 주식회사 제품 유피렉스 VT)의 상하면에 적층하고, 350도의 가열롤 프레스 처리에 의하여 일체화하여 총두께가 275㎛이고 표면이 비열압착성 폴리이미드로 이루어지는 내열수지필름을 제작하였다. 이것을 폭 130mm로 절단하고, 정해진 길이로 끝부를 절단한 긴 띠 모양 물체를 사용하여 단층의 띠 모양 스페이서를 제작하였다.
구체적으로는, 이 띠 모양 물체를 엔드리스 벨트에 1층 감고, 그 감은 부분의 끝에 있어서 약 50mm의 길이에 걸쳐서 1층의 띠 모양 물체에 오버랩 하는 부분을 설치하였다. 즉 띠 모양 스페이서의 두께는 275㎛의 부분과, 극히 일부에 550㎛의 부분이 존재하도록 하였다. 이외에는 실시예1과 동일한 조건에서 제작한 스페이서 부착 엔드리스 벨트를, 실시예1과 동일한 방법으로 부착한 더블벨트 프레스 장치를 사용하여 실시예1과 동일한 방법 및 조건에서 금속박 적층체를 제작하였다.
이 때에 금속박의 폭방향 양단부로부터 띠 모양 스페이서의 끝부와의 거리는 30mm를 유지하고 있었지만, 펌프 출구에서 측정한 액체매체의 유량은 6.1∼12.1L/분의 사이를 크게 변동하여 불안정하게 다량의 액체매체가 밀폐 프레임으로부터 리크되었다. 그 결과 더블벨트 프레스 장치의 벨트 내측에서 측정한 액체매체의 온도는 293도∼298도의 사이를 변동하고 또한 압력은 2.6MPa∼2.9MPa의 사이를 변동하였다. 그리고 설정값을 유지할 수 없을 뿐만 아니라, 변동에 의하여 안정된 금속박 적층체를 제작할 수는 없었다.
이것은 띠 모양 스페이서의 오버랩부가 더블벨트 프레스 장치의 압착영역을 통과할 때에 스페이서 표면에 275㎛의 급격한 단차의 영향에 의하여 액체매체가 리크되어, 안정화를 향한 리커버리(recovery)가 완료되지 않는 사이에 단속적(斷續的)으로 스페이서의 두께 단차부를 통과하였기 때문에 발생한 것이라고 생각된다.
이들 실시예1∼12 및 비교예1∼5의 결과 등을 다음의 표1, 표2에 정리하여 나타낸다.

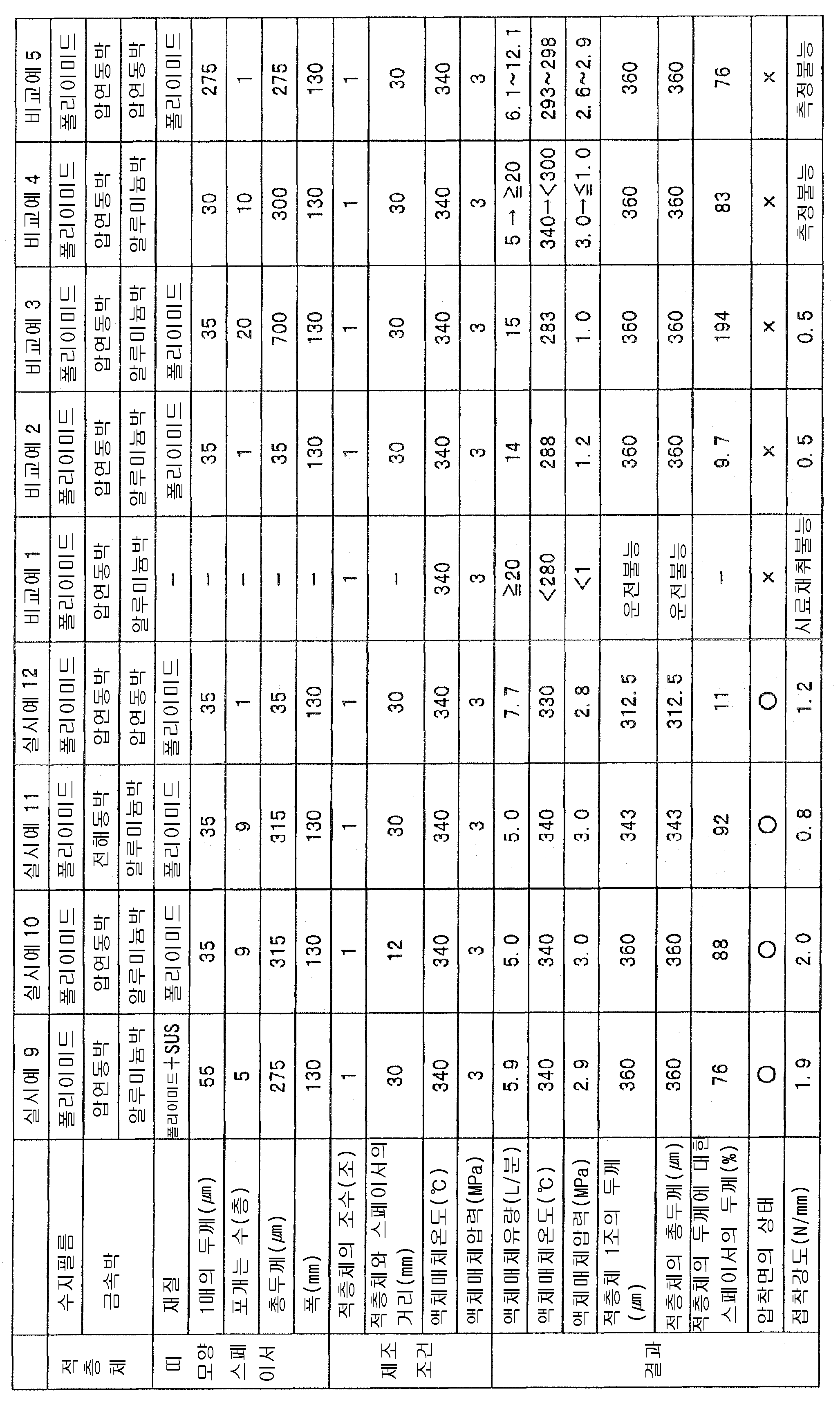
상기 표1 및 표2에 나타내는 바와 같이 실시예1∼12에 있어서의 적층체의 제조방법은, 비교예1∼5에 있어서의 적층체의 제조방법에 비하여 안정성에 있어서 우수하였다. 이상의 결과로부터 본 발명에 의하면, 가열조건에 의하지 않고 두꺼운 적층체를 안정하게 연속생산할 수 있는 것이 확인되었다.
1 : 적층체 제조장치
2a, 2b : 엔드리스 벨트
3 : 액압 플레이트
4 : 드럼
5 : 스페이서
10, 15, 20 : 적층체
11∼13, 16∼18, 21∼23 : 시트재료
31 : 가압면
32 : 가장자리
33 : 홈
34 : 액압밀폐 프레임
2a, 2b : 엔드리스 벨트
3 : 액압 플레이트
4 : 드럼
5 : 스페이서
10, 15, 20 : 적층체
11∼13, 16∼18, 21∼23 : 시트재료
31 : 가압면
32 : 가장자리
33 : 홈
34 : 액압밀폐 프레임
Claims (10)
- 상하 한 쌍으로 배치된 엔드리스 벨트(endless belt)와,
상기 엔드리스 벨트의 각각의 내측영역에 배치된 열압착장치(熱壓着裝置)를
구비하고,
상기 엔드리스 벨트의 사이에 복수의 시트재료(sheet材料)를 연속적으로 반송하고, 상기 열압착장치에 의하여 상기 엔드리스 벨트를 사이에 두고 상기 시트재료를 열압착하여 적층체(積層體)를 형성하는 적층체 제조장치로서,
형성되는 적층체의 두께가 300㎛∼2mm이고,
상기 엔드리스 벨트의 적어도 일방(一方)에는, 상기 시트재료와 접촉하는 측의 면의 양단부에, 띠 모양 스페이서(帶狀 spacer)로서 1매의 두께가 200㎛ 이하인 내열성 수지필름(耐熱性 樹脂film)이 착탈 가능하도록 장착되어 있고,
상기 띠 모양 스페이서의 총두께가 상기 적층체의 두께의 10∼190%인 것을 특징으로 하는 적층체 제조장치.
- 제1항에 있어서,
상기 엔드리스 벨트에는, 띠 모양 스페이서로서 상기 내열성 수지필름이 2층 이상 포개어지는 것을 특징으로 하는 적층체 제조장치.
- 제1항 또는 제2항에 있어서,
상기 내열성 수지필름이 폴리이미드 필름(polyimide film)인 것을 특징으로 하는 적층체 제조장치.
- 제1항 내지 제3항 중 어느 하나의 항에 있어서,
상기 띠 모양 스페이서의 총두께가 275㎛ 이상인 것을 특징으로 하는 적층체 제조장치.
- 상하 한 쌍으로 배치된 엔드리스 벨트의 사이에 복수의 시트재료를 연속적으로 반송하고, 상기 엔드리스 벨트의 각각의 내측영역에 배치된 열압착장치에 의하여 상기 엔드리스 벨트를 사이에 두고 상기 시트재료를 열압착하여 적층체를 형성하는 방법으로서,
상기 엔드리스 벨트의 적어도 일방에 있어서 상기 시트재료와 접촉하는 측의 면의 양단부에, 총두께가 상기 적층체의 두께의 10∼190%가 되도록, 1매의 두께가 200㎛ 이하의 내열성 수지필름을 착탈 가능하게 장착하여 띠 모양 스페이서를 형성하고,
상기 띠 모양 스페이서 부착 엔드리스 벨트를 사용하여 두께가 300㎛∼2mm의 적층체를 형성하는 것을 특징으로 하는 적층체의 제조방법.
- 제5항에 있어서,
상기 엔드리스 벨트에, 띠 모양 스페이서로서 상기 내열성 수지필름을 2층 이상 포개는 것을 특징으로 하는 적층체의 제조방법.
- 제5항 또는 제6항에 있어서,
상기 내열성 수지필름으로서 폴리이미드 필름을 사용하는 것을 특징으로 하는 적층체의 제조방법.
- 제5항 내지 제7항 중 어느 하나의 항에 있어서,
상기 띠 모양 스페이서의 총두께를 275㎛ 이상으로 하는 것을 특징으로 하는 적층체의 제조방법.
- 제5항 내지 제8항 중 어느 하나의 항에 있어서,
수지필름과 금속박(金屬箔) 또는 금속판을, 300∼400도의 온도에서 열압착하여 금속박 적층체를 형성하는 것을 특징으로 하는 적층체의 제조방법.
- 제9항에 있어서,
상기 수지필름은 폴리이미드 필름 또는 전방향족 폴리에스테르 필름(全芳香族 polyester film)이고,
상기 금속박 또는 금속판은 구리 혹은 구리합금, 알루미늄 혹은 알루미늄 합금, 또는 스테인레스강(stainless鋼)으로 이루어지는 것을 특징으로 하는 적층체의 제조방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2011-174050 | 2011-08-09 | ||
| JP2011174050 | 2011-08-09 | ||
| PCT/JP2012/069581 WO2013021893A1 (ja) | 2011-08-09 | 2012-08-01 | 積層体製造装置及び積層体の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20140057563A true KR20140057563A (ko) | 2014-05-13 |
| KR101972906B1 KR101972906B1 (ko) | 2019-04-26 |
Family
ID=47668403
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020147004966A KR101972906B1 (ko) | 2011-08-09 | 2012-08-01 | 적층체 제조장치 및 적층체의 제조방법 |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP5921549B2 (ko) |
| KR (1) | KR101972906B1 (ko) |
| CN (1) | CN103747959B (ko) |
| TW (1) | TWI549826B (ko) |
| WO (1) | WO2013021893A1 (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20160053080A (ko) * | 2014-10-30 | 2016-05-13 | 한국생산기술연구원 | 열 전달 이송벨트를 이용한 프리프레그 제조장치 |
| JP2017189894A (ja) * | 2016-04-12 | 2017-10-19 | 宇部エクシモ株式会社 | 金属積層体及び金属成形体 |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5802849B2 (ja) * | 2014-01-14 | 2015-11-04 | 株式会社シーエンジ | 立体網状構造体の製造方法および立体網状構造体の製造装置 |
| US10105940B2 (en) * | 2016-04-18 | 2018-10-23 | The Boeing Company | Formation of composite laminates having one or more divergent flanges |
| SG11202001970RA (en) | 2018-03-09 | 2020-04-29 | Hoya Corp | Spacer, laminate of substrates, method for manufacturing substrate, and method for manufacturing substrate for magnetic disk |
| JP7217423B2 (ja) * | 2018-09-26 | 2023-02-03 | パナソニックIpマネジメント株式会社 | 積層板の製造方法、プリント配線板の製造方法及び積層板製造装置 |
| JP7383464B2 (ja) * | 2019-11-26 | 2023-11-20 | 宇部エクシモ株式会社 | 音響振動板、及び音響振動板の製造方法 |
| TWI697549B (zh) * | 2019-12-23 | 2020-07-01 | 長春人造樹脂廠股份有限公司 | 液晶高分子膜及包含其之積層板 |
| TWI740515B (zh) | 2019-12-23 | 2021-09-21 | 長春人造樹脂廠股份有限公司 | 液晶高分子膜及包含其之積層板 |
| WO2021193195A1 (ja) * | 2020-03-24 | 2021-09-30 | 株式会社クラレ | 金属張積層体の製造方法 |
| KR20220096774A (ko) * | 2020-12-31 | 2022-07-07 | (주)이녹스첨단소재 | 저유전 방열 시트 및 이의 제조방법 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01214436A (ja) | 1988-02-20 | 1989-08-28 | Matsushita Electric Works Ltd | 電気用積層板の製法 |
| JPH02293111A (ja) * | 1989-05-08 | 1990-12-04 | Hitachi Chem Co Ltd | 積層板の製造方法及び製造装置 |
| JPH03150161A (ja) * | 1989-11-08 | 1991-06-26 | Hitachi Chem Co Ltd | 積層板の製造方法及び装置 |
| JPH05116165A (ja) | 1991-10-28 | 1993-05-14 | Hitachi Chem Co Ltd | 積層板の製造方法及び製造装置 |
| JPH09314785A (ja) | 1996-05-27 | 1997-12-09 | Matsushita Electric Works Ltd | 金属箔張り積層板の製造方法及び製造装置 |
| JP2003071982A (ja) | 2001-06-22 | 2003-03-12 | Ube Ind Ltd | 熱対策銅張り板 |
| JP2005306002A (ja) | 2004-03-23 | 2005-11-04 | Ube Nitto Kasei Co Ltd | フレキシブル金属箔積層体製造装置と該装置を用いた製造方法 |
| JP2008037062A (ja) | 2006-08-10 | 2008-02-21 | Kitano:Kk | 積層フィルム体の製造装置 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2638924B2 (ja) * | 1988-05-23 | 1997-08-06 | 松下電工株式会社 | 積層板の製造方法 |
| JPH0433855A (ja) * | 1990-05-30 | 1992-02-05 | Dainippon Ink & Chem Inc | 金属箔張り積層板の製法 |
| CA2045987A1 (en) * | 1990-08-06 | 1992-02-07 | Haruhiko Maki | Continuous production of metal clad laminates |
| JPH0491911A (ja) * | 1990-08-06 | 1992-03-25 | Kanegafuchi Chem Ind Co Ltd | 電気用積層板の連続製造方法 |
| WO2001032418A1 (fr) * | 1999-11-01 | 2001-05-10 | Kaneka Corporation | Procede et dispositif de fabrication de plaques laminees |
| JP3989145B2 (ja) * | 1999-11-01 | 2007-10-10 | 株式会社カネカ | 積層板の製造方法 |
| US6908295B2 (en) * | 2000-06-16 | 2005-06-21 | Avery Dennison Corporation | Process and apparatus for embossing precise microstructures and embossing tool for making same |
| US20090320697A1 (en) * | 2008-06-27 | 2009-12-31 | Mario Antonio Rago | Continuous press and method for manufacturing composite materials with progressive symmetrical pressure |
-
2012
- 2012-08-01 JP JP2013527987A patent/JP5921549B2/ja active Active
- 2012-08-01 WO PCT/JP2012/069581 patent/WO2013021893A1/ja active Application Filing
- 2012-08-01 CN CN201280038930.5A patent/CN103747959B/zh active Active
- 2012-08-01 KR KR1020147004966A patent/KR101972906B1/ko active IP Right Grant
- 2012-08-07 TW TW101128484A patent/TWI549826B/zh active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01214436A (ja) | 1988-02-20 | 1989-08-28 | Matsushita Electric Works Ltd | 電気用積層板の製法 |
| JPH02293111A (ja) * | 1989-05-08 | 1990-12-04 | Hitachi Chem Co Ltd | 積層板の製造方法及び製造装置 |
| JPH03150161A (ja) * | 1989-11-08 | 1991-06-26 | Hitachi Chem Co Ltd | 積層板の製造方法及び装置 |
| JPH05116165A (ja) | 1991-10-28 | 1993-05-14 | Hitachi Chem Co Ltd | 積層板の製造方法及び製造装置 |
| JPH09314785A (ja) | 1996-05-27 | 1997-12-09 | Matsushita Electric Works Ltd | 金属箔張り積層板の製造方法及び製造装置 |
| JP2003071982A (ja) | 2001-06-22 | 2003-03-12 | Ube Ind Ltd | 熱対策銅張り板 |
| JP2005306002A (ja) | 2004-03-23 | 2005-11-04 | Ube Nitto Kasei Co Ltd | フレキシブル金属箔積層体製造装置と該装置を用いた製造方法 |
| JP2008037062A (ja) | 2006-08-10 | 2008-02-21 | Kitano:Kk | 積層フィルム体の製造装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20160053080A (ko) * | 2014-10-30 | 2016-05-13 | 한국생산기술연구원 | 열 전달 이송벨트를 이용한 프리프레그 제조장치 |
| JP2017189894A (ja) * | 2016-04-12 | 2017-10-19 | 宇部エクシモ株式会社 | 金属積層体及び金属成形体 |
Also Published As
| Publication number | Publication date |
|---|---|
| TWI549826B (zh) | 2016-09-21 |
| KR101972906B1 (ko) | 2019-04-26 |
| JP5921549B2 (ja) | 2016-05-24 |
| JPWO2013021893A1 (ja) | 2015-03-05 |
| CN103747959A (zh) | 2014-04-23 |
| CN103747959B (zh) | 2016-02-17 |
| WO2013021893A1 (ja) | 2013-02-14 |
| TW201318860A (zh) | 2013-05-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101972906B1 (ko) | 적층체 제조장치 및 적층체의 제조방법 | |
| TWI411538B (zh) | 軟性積層板之製造方法 | |
| TWI395520B (zh) | 疊層裝置及利用此疊層裝置之疊層方法 | |
| KR100724046B1 (ko) | 적층판의 제조방법 및 제조장치 | |
| JP2008012918A (ja) | 積層装置およびそれを用いた積層方法 | |
| KR20210028607A (ko) | 열가소성 액정폴리머필름, 그 제조방법 및 플렉시블 구리피복 적층판 | |
| JP4205889B2 (ja) | 耐熱性フレキシブル積層板の製造方法 | |
| JP4500773B2 (ja) | フレキシブル積層板の製造方法 | |
| JPWO2004041517A1 (ja) | 耐熱性フレキシブル積層板の製造方法 | |
| JP4144660B2 (ja) | 耐熱性フレキシブル基板の製造方法 | |
| JP5025186B2 (ja) | フレキシブル金属箔積層体の製造方法 | |
| JP2002052614A (ja) | 積層板の製造方法 | |
| JP2001310344A (ja) | 積層板の製造方法 | |
| JP2001310435A (ja) | 耐熱性フレキシブル基板の製造方法 | |
| JP2011131553A (ja) | フレキシブル積層板の製造方法 | |
| JP2007098749A (ja) | 片面フレキシブル金属積層板の製造方法 | |
| JP5898586B2 (ja) | ベルトロール式プレス装置 | |
| WO2023120384A1 (ja) | 積層装置および積層方法 | |
| JP2005306040A (ja) | 耐熱性フレキシブル基板の製造方法 | |
| JPWO2016171078A1 (ja) | フレキシブルプリント積層板の製造装置およびフレキシブルプリント積層板の製造方法 | |
| JP2005186570A (ja) | フレキシブル積層板の製造方法 | |
| JP3234543B2 (ja) | 金属箔張り積層板成形用プレート、金属箔張り積層板の製造方法、金属箔張り多層積層板の製造方法 | |
| JPH05116165A (ja) | 積層板の製造方法及び製造装置 | |
| JP2011051231A (ja) | 積層体およびカード製品の製造方法、熱プレス板 | |
| JP2003001750A (ja) | 耐熱性フレキシブル積層板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |