KR20130014419A - 방송 rf 에너지를 저감하기 위해 한 쌍의 험프와 그들 사이에 배치된 그루브를 포함한 크림프 커넥션을 가진 와이어 케이블 및 그 형성 방법 - Google Patents
방송 rf 에너지를 저감하기 위해 한 쌍의 험프와 그들 사이에 배치된 그루브를 포함한 크림프 커넥션을 가진 와이어 케이블 및 그 형성 방법 Download PDFInfo
- Publication number
- KR20130014419A KR20130014419A KR1020120082397A KR20120082397A KR20130014419A KR 20130014419 A KR20130014419 A KR 20130014419A KR 1020120082397 A KR1020120082397 A KR 1020120082397A KR 20120082397 A KR20120082397 A KR 20120082397A KR 20130014419 A KR20130014419 A KR 20130014419A
- Authority
- KR
- South Korea
- Prior art keywords
- wire cable
- crimp connection
- cable assembly
- crimp
- wire
- Prior art date
Links
Images






Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R4/00—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation
- H01R4/10—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation
- H01R4/18—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation by crimping
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R4/00—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation
- H01R4/10—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation
- H01R4/18—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation by crimping
- H01R4/20—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation by crimping using a crimping sleeve
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/04—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for forming connections by deformation, e.g. crimping tool
- H01R43/048—Crimping apparatus or processes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R9/00—Structural associations of a plurality of mutually-insulated electrical connecting elements, e.g. terminal strips or terminal blocks; Terminals or binding posts mounted upon a base or in a case; Bases therefor
- H01R9/03—Connectors arranged to contact a plurality of the conductors of a multiconductor cable, e.g. tapping connections
- H01R9/05—Connectors arranged to contact a plurality of the conductors of a multiconductor cable, e.g. tapping connections for coaxial cables
- H01R9/0518—Connection to outer conductor by crimping or by crimping ferrule
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49174—Assembling terminal to elongated conductor
- Y10T29/49181—Assembling terminal to elongated conductor by deforming
- Y10T29/49183—Assembling terminal to elongated conductor by deforming of ferrule about conductor and terminal
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49174—Assembling terminal to elongated conductor
- Y10T29/49181—Assembling terminal to elongated conductor by deforming
- Y10T29/49185—Assembling terminal to elongated conductor by deforming of terminal
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Connections Effected By Soldering, Adhesion, Or Permanent Deformation (AREA)
- Manufacturing Of Electrical Connectors (AREA)
- Details Of Connecting Devices For Male And Female Coupling (AREA)
- Insulated Conductors (AREA)
Abstract
크림프 커넥션은 콘택트 요소와 와이어 케이블을 포함한다. 상기 와이어 케이블은 종축을 따라 배치되며, 상기 콘택트 요소를 축 방향으로 수용하도록 구성되어 있다. 상기 콘택트 요소가 상기 와이어 케이블을 수용할 때, 크림프 커넥션의 적어도 일부가 그 내부에 변형된 적어도 하나의 인덴션 배열체를 포함하도록, 상기 콘택트 요소와 상기 와이어 케이블을 부착하는 크림프 커넥션이 형성된다. 상기 인덴션 배열체는 사이에 배치된 그루브에 의해 분리되는 한 쌍의 험프를 포함한다. 상기 크림프 커넥션은, 와이어 케이블 조립체의 크림프 커넥션으로부터 바람직하지 않은 RF 에너지가 전기적으로 전송되지 않도록, 돌출부가 위에 형성되는 것을 방지하는 방식으로 내부 페룰 및 외부 페룰을 포함한 와이어 케이블 조립체에 적용될 수 있다. 사이에 배치된 그루브에 의해 분리되는 험프 쌍을 포함하는 크림프 커넥션의 형성 방법이 또한 제공된다.
Description
본원은 2011년 7월 29일자로 출원된 미국 가특허 출원번호 제61/512,950호를 우선권 주장한다.
본 발명은 일반적으로 와이어 조립체의 크림프에 관한 것이다.
전기 콘택트는 크림프를 채용함으로써 와이어 케이블에 흔히 부착되어 크림프 커넥션을 형성한다. 차폐 케이블(4)을 사용하는 크림프 커넥션(1)을 채용한 그러한 하나의 자동차 전기 기기에서, 와이어 브레이드 실드에 의해 흡수된 전자기 에너지가 안전하게 전기적으로 배출될 수 있도록, 와이어 브레이드 실드를 페룰에 크림프하는 것이 바람직하다. 이 목적을 위해 사용되는 하나의 공통된 크림프는 육각형 형상의 크림프(2)이다. 그러나, 이러한 유형의 크림프에 의하면, 크림프 커넥션을 형성하기 위해 프레스 공구들이 하나로 합쳐지는 크림프 커넥션에 작은 외향 돌출부(3)를 생성하게 되는 방식으로, 페룰과 와이어 브레이드 실드가 시임을 따라 압출될 수 있다. 이 작은 돌출부(3)들은 와이어 케이블로 반송되는 전기 신호들로부터 크림프 커넥션(1)으로 또는 그로부터 나오는 무선(RF) 주파수 에너지를 방송 및/또는 수신하는 안테나로서 바람직하지 않게 작용할 수 있다. 이러한 돌출부 안테나(3)가 자동차 주변 환경에 RF 에너지를 방송하면, 이는 자동차의 다른 전기 부품들의 작동 성능에 악영향을 미칠 수 있다. 반면에, 돌출부 안테나(3)가 RF 에너지를 바람직하지 않게 수신하면, 이는 페룰을 이용하여 와이어 케이블로 반송되는 전기 신호 전송에 악영향을 미칠 수 있다. 와이어 케이블로 반송되는 변형된 전기 신호 전송은 와이어 케이블과 전기적으로 연결된 전기 부품들의 의도하지 않은 또는 잘못된 작동을 유발할 수도 있다. 아울러, 와이어 케이블의 와이어 브레이드 실드 또는 다른 부분들에 전기 컨택트를 부착하는 크림프 커넥션의 기계적 강도를 향상시키면서, 그 전기적 무결성을 유지 또는 개선하고자 하는 요구가 있다.
전술한 단점들을 극복하는 크림프 커넥션을 포함한 견고한 와이어 조립체에 대한 요구가 있다.
본 발명의 일 실시예에 따르면, 크림프 커넥션은 콘택트 요소와 와이어 케이블을 포함한다. 상기 와이어 케이블은 종축을 따라 배치되며, 크림프 커넥션을 형성하기 위해 상기 콘택트 요소를 축 방향으로 수용하도록 구성되어 있다. 상기 와이어 케이블과 콘텍트 요소를 부착하는 크림프 커넥션이 형성되었을 때, 상기 크림프 커넥션의 적어도 일부는 사이에 배치된 그루브에 의해 분리되는 한 쌍의 험프(hump)를 포함한 적어도 하나의 인덴션 배열체(indention arrangement)를 포함한다.
다른 실시예에서, 와이어 케이블 조립체는 적어도 복수의 페룰을 포함하며, 상기 복수의 페룰에 형성된 크림프 커넥션이 사이에 배치된 그루브에 의해 분리되는 적어도 한 쌍의 험프를 포함한 와이어 케이블에 부착된다.
또 다른 실시예에서, 사이에 배치된 그루브에 의해 분리되는 한 쌍의 험프를 포함하는 와이어 케이블 조립체에 크림프 커넥션을 형성하는 방법이 본 발명에 따라 또한 제공된다.
첨부도면을 참조하여, 비한정적인 예로서 주어진 본 발명의 바람직한 실시예에 대한 하기의 상세한 설명으로부터 본 발명의 다른 특징들, 용도들 및 장점들이 더욱 명확해질 것이다.
첨부도면을 참조하여 본 발명을 보다 구체적으로 설명하기로 한다.
도 1은 육각형 크림프로부터 바람직하지 않은 RF 에너지를 방송할 수 있는 바람직하지 않은 돌출부를 포함한 종래의 육각형 크림프를 도시하고 있으며,
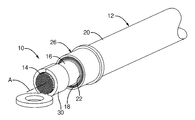
도 2는 본 발명에 따른 와이어 케이블 조립체의 분해도를 도시하고 있고,
도 3은 크림프 커넥션을 포함하지 않고 함께 조립된 도 2의 와이어 케이블 조립체를 도시하고 있으며,
도 4는 적어도 하나의 구문(口吻) 부재를 가진 크림프 툴에 의해 결합되는 도 3의 와이어 케이블 조립체를 도시하고 있고,
도 5는 크림프 커넥션을 형성하도록 크림프 툴과 결합된 도 4의 와이어 케이블 조립체를 도시하고 있으며,
도 6은 도 5의 와이어 케이블 조립체의 크림프 커넥션과 그 세부를 도시하고 있고,
도 7은 7-7선을 따라 취한 도 6의 크림프 커넥션의 단면과 그 세부를 도시하고 있으며,
도 8은 도 2 내지 도 7의 와이어 케이블 조립체의 크림프 커넥션을 형성하는 방법을 나타낸 방법 흐름도를 도시하고 있고,
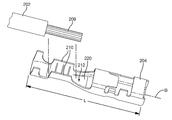
도 9는 본 발명의 대안적 실시예에 따라 위에 크림프 커넥션을 형성하기 위하여 단자에 의해 수용되는 와이어 케이블을 도시하고 있으며,
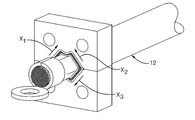
도 10은 도 9의 단자와 와이어 케이블 사이에 형성된 크림프 커넥션을 도시하고 있고,
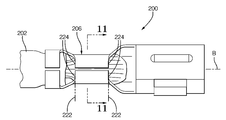
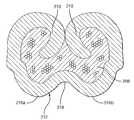
도 11은 단자의 베이스가 사이에 배치된 그루브에 의해 분리되는 한 쌍의 험프를 포함한 도 10의 크림프 커넥션을 도시하고 있다.
도 1은 육각형 크림프로부터 바람직하지 않은 RF 에너지를 방송할 수 있는 바람직하지 않은 돌출부를 포함한 종래의 육각형 크림프를 도시하고 있으며,
도 2는 본 발명에 따른 와이어 케이블 조립체의 분해도를 도시하고 있고,
도 3은 크림프 커넥션을 포함하지 않고 함께 조립된 도 2의 와이어 케이블 조립체를 도시하고 있으며,
도 4는 적어도 하나의 구문(口吻) 부재를 가진 크림프 툴에 의해 결합되는 도 3의 와이어 케이블 조립체를 도시하고 있고,
도 5는 크림프 커넥션을 형성하도록 크림프 툴과 결합된 도 4의 와이어 케이블 조립체를 도시하고 있으며,
도 6은 도 5의 와이어 케이블 조립체의 크림프 커넥션과 그 세부를 도시하고 있고,
도 7은 7-7선을 따라 취한 도 6의 크림프 커넥션의 단면과 그 세부를 도시하고 있으며,
도 8은 도 2 내지 도 7의 와이어 케이블 조립체의 크림프 커넥션을 형성하는 방법을 나타낸 방법 흐름도를 도시하고 있고,
도 9는 본 발명의 대안적 실시예에 따라 위에 크림프 커넥션을 형성하기 위하여 단자에 의해 수용되는 와이어 케이블을 도시하고 있으며,
도 10은 도 9의 단자와 와이어 케이블 사이에 형성된 크림프 커넥션을 도시하고 있고,
도 11은 단자의 베이스가 사이에 배치된 그루브에 의해 분리되는 한 쌍의 험프를 포함한 도 10의 크림프 커넥션을 도시하고 있다.
자동차 운송 산업에서 볼 수 있는 바와 같이, 와이어 조립체는 전기 시스템 기기에서 하나의 전기 부품을 다른 전기 부품과 연결할 수 있다. 전기 자동차 또는 하이브리드 전기 자동차와 같은 자동차에서 부하에 대해 에너지원을 연결하고 에너지를 제공하기 위해, 이러한 하나의 와이어 조립체가 채용될 수 있다. 이 와이어 조립체들은 트럭, 여객기, 보트 및 군용 차량에 배치된 와이어링 하네스 및 전기 시스템과 연관될 수도 있다.
도 2를 참조하면, 본 발명에 따른 와이어 케이블 조립체(10)의 분해도가 제공되어 있다. 와이어 케이블 조립체(10)는 와이어 케이블(12), 제1 또는 내부 전기 전도성 콘택트 요소 또는 페룰(22), 및 제2 또는 외부 전기 전도성 콘택트 요소 또는 페룰(26)을 포함한다. 본 명세서에서 사용된 바와 같이, 전기 콘택트는, 예컨대, 와이어 전도체에 대한 단자, 또는 와이어 전도체 또는 와이어 전도체 조립체에 대한 하나 이상의 페룰과 같이, 하나의 전기 요소를 다른 전기 요소와 상호연결시키기 위해 사용되는 장치로서 규정될 수 있다.
바람직하게, 페룰(22,26)들은 스틸 또는 황동과 같은 금속성 재료로 형성되며, 내부 페룰(22)은 외부 페룰(26)보다 더 작은 직경을 갖는다. 바람직하게, 와이어 케이블은 구리 또는 구리 합금 재료로 형성된다. 대안적으로, 와이어 케이블은 알루미늄과 같이 구리와는 다른 금속 재료로 형성될 수 있다. 대안적으로, 페룰 중 적어도 하나는 유전체인 비금속성 재료로 제조될 수 있다. 내부 페롤이나 외부 페룰을 위해 금속 페룰을 사용하고자 선택하는 것이 특정 전기 기기에서 와이어링 하네스를 지지하는 지지 구조물을 전기 콘택트에 가장 잘 제공하는 것일 수 있다. 와이어 케이블(12)은 종축(A)을 따라 배치되며, 내부 코어(14)를 포함한다. 내부 코어(14)는 제1 절연층(16)에 의해 둘러싸여 있다. 제1 절연층(16)은 와이어 브레이드층(18) 아래에 놓여 이에 둘러싸여 있다. 와이어 브레이드층(18)은 제2 절연층(20) 아래에 놓여 이에 둘러싸여 있다. 와이어 브레이드층(18)은 전기 전도성 재료층, 예컨대, 전기 와이어링 분야에 알려진 바와 같이, 전도성 호일 또는 복수의 인터레이싱된 개별 와이어 스트랜드들 또는 이들의 조합으로 형성된다.
도 3에 도시된 바와 같이, 페룰(22,26)들은 와이어 케이블(12) 상에 축방향으로 수용됨으로써 와이어 케이블(12)에 조립된다. 와이어 케이블(12)의 내부 코어(14)의 노출된 리드인 와이어 케이블(12)의 단부(24)에 종단 러그(30)가 끼워맞춰진다. 러그(30)는 자동차의 전기 부품과 연관된 볼트(미도시)에 체결될 수 있다. 대안적으로, 러그는 와이어 조립체를 다른 와이어 하네스 또는 전기 부품에 연결하기 위해 필요한 임의의 유형의 종단일 수 있다. 내부 페룰(22)은 제1 절연층(16)의 적어도 일부를 위에서 둘러싸도록 와이어 케이블(12)에 끼워맞춰진다. 외부 페룰(26) 또한 와이어 케이블(12)의 단부(24)에 축방향으로 수용되도록 구성된다. 외부 페룰(26)은, 와이어 브레이드층(18)이 내부 페룰(22)과 외부 페룰(26) 사이에 둘러싸여 인접하여 배치되도록, 내부 페룰(22)의 적어도 일부 위에 놓일 수 있다. 도 3에 도시된 바와 같이, 와이어 브레이드층(18)은 내부 페룰(22)이 와이어 케이블(12)에 끼워맞춰질 때 적어도 내부 페룰(22)의 대략적인 길이에 맞도록 트리밍(trim)된다. 대안적으로, 와이어 브레이드층은 적어도 내부 페룰의 길이보다 더 길 수 있으며, 내부 페룰과 외부 페룰 중간에 배치되도록 내부 페룰의 외표면 위에 놓이게 U자 형상으로 뒤로 휘어질 수 있다.
도 4 및 도 5를 참조하면, 내부 페룰 및 외부 페룰(22, 26)들이 크림프 툴 조립체 또는 크림프 툴(66)에 의해 와이어 케이블(12)에 함께 크림프될 때, 크림프 커넥션(28)이 형성된다. 크림프 툴의 하부(66a)와 상부(66b)는 크림프 커넥션(28)을 형성하기 위해 각각 서로를 향하여 그리고 페룰(22,26)과 와이어 케이블(12)을 향하여 수렴한다.
크림프 커넥션(28)은 와이어 브레이드층(18)을 페룰(22,26)에 기계적으로 전기적으로 연결한다. 대안적으로, 크림프 커넥션은 차폐 와이어를 가진 동축 케이블 타입의 와이어 케이블 조립체 또는 와이어 브레이드층이 채용된 어디에서나 사용될 수 있다. 크림프 툴(66)의 두 부분 또는 반부들은 와이어링 분야에 공지된 바와 같이 프레스(미도시)에 각각 체결될 수 있다. 크림프 툴의 상부 반부(66b)는 플레이트로서 규정되고, 하부 반부(66a)는 앤빌로서 규정된다. 크림프 툴(66)의 상부 및 하부 반부들은 경화강과 같은 금속 재료로 형성될 수 있다. 크림프 툴(66)의 플레이트와 앤빌은 각각 구문 부재(68)와 2개의 험프를 규정하며, 상기 구문 부재(68)가 2개의 험프를 분리하고 있다. 프레스에 의해 제공된 인가 압력하에서, 구문 부재(68)와 함께 크림프 툴(66)은 외부 페룰(26)에 험프(46,48)와 그루브(54)를 대응하여 형성한다. 크림프 툴(66)의 플레이트는 전술한 바와 같이 외부 페룰(26)의 다른 대향 부분에 험프(46,48)들과 유사한 다른 험프들 및 그루브들을 유사하게 형성하는 앤빌과 상보적으로 구성된다. 대안적으로, 비한정적으로, 필요한 인덴션 배열체의 양에 따라, 필요한 인덴션 배열체를 형성하기 위해 다른 크림프 툴 구조 또는 크림프 툴 구조들의 조합이 사용될 수 있다. 내부 페룰(22)은 도 6에 도시된 바와 같이 외부 페룰(26)의 것과 유사한 인덴션 패턴을 갖지만, 인덴션 패턴이 덜 명확한 정도는 덜하다. 대안적으로, 내부 페룰은 크림프 커넥션이 형성될 때 인덴션 패턴을 나타내지 않을 수 있다. 크림프 커넥션(28)은 자동화된 조립체 제조 라인의 일부로서 형성되거나 조립 작업자에 의해 수동으로 작동되는 프레스로 형성될 수 있다. 필요한 프레스의 힘은 형성되는 크림프 커넥션의 유형과 사용되는 와이어 케이블의 와이어 게이지 크기에 따라 주로 좌우된다.
도 5 내지 도 7을 참조하면, 앤빌과 플레이트는 크림프 커넥션(28)이 형성될 때 적어도 외부 페룰(26)에 인덴션 배열체(42,44)를 각각 형성한다. 인덴션 배열체(42)는 제1 인덴션 배열체이고, 인덴션 배열체(44)는 축(A)을 가로질러 상기 인덴션 배열체(42)와 직경 방향으로 대향하는 제2 인덴션 배열체이다. 앤빌의 인덴션 배열체(42)는 제1 험프(46)와 제2 험프(48)를 형성하고, 구문 부재(68)는 제1 밸리 또는 그루브(54)의 형성을 보조한다. 제1 험프(46)는 도 7에 가장 잘 도시된 바와 같이 그루브(54)를 통해 천이하는 제2 험프(48)와 소통한다. 인덴션 배열체(42,44)들은 크림프 커넥션(28)의 외부 페룰(26)의 다른 부분들의 형상과는 다른 오목한 형상을 갖는다. 상기 크림프 커넥션(28)의 다른 부분들은 육각형 크림프 커넥션의 것들과 유사한 복수의 평탄부들 또는 측면(38)들을 포함한다. 대안적으로, 적어도 하나의 인덴션 배열체로부터 이격되어 있는 상기 크림프 커넥션의 측면들 또는 임의의 다른 부분은 원형이거나 견고한 크림프 커넥션을 제공하는 임의의 다른 유형일 수 있다. 상기 플레이트는 전술한 바와 같이 앤빌의 것과 유사한 인덴션 배열체를 형성한다. 플레이트에 의해 형성된 인덴션 배열체(44)는 앤빌(42)에 의해 형성된 인덴션 배열체에 대향한다. 바람직하게, 인덴션 배열체(42,44)들은, 도 5에 가장 잘 도시된 바와 같이, 크림프 툴(66)의 플레이트와 앤빌이 크림프 커넥션(28)을 형성하기 위해 결합할 때 시임이 규정되는 위치로부터 중간 지점에서 적어도 상기 외부 페룰(26)에 형성된다. 2개의 인덴션 배열체가 도 5 내지 도 7에 도시되어 있으나, 대안적으로, 하나의 인덴션 특징부가 채용될 수 있다. 또 다른 대안적으로, 2개보다 많은 인덴션 배열체가 동일한 크림프 커넥션에 채용될 수 있다. 인덴션 배열체의 양과 갯수는 사용되는 와이어 케이블 조립체 또는 와이어 케이블의 와이어 게이지 크기에 따라 좌우될 수 있다.
도 7을 참조하면, 크림프 커넥션(28)의 단면이 도시되어 있다. 제1 인덴션 배열체(42)는 제1, 제2, 제3 및 제4 험프(46,48,50,52)를 포함한다. 제1 및 제2 험프(46,48)들은 외부 페룰(26)에 형성된다. 제3 및 제4 험프(50,52)들은 내부 페룰(22)에 형성된다. 제1 험프(46)는 제3 험프(50)에 인접하여 있다. 제2 험프(48)는 제4 험프(52)에 인접하여 있다. 제3 및 제4 험프(50,52)들은 툴(66)의 플레이트와 앤빌이 만나서 크림프 커넥션(28)이 형성될 때 형성된다. 일반적으로, 크림프 커넥션(28)의 험프(46,48,50,52)와 그루브(54,56)들은 축(A)에 대해 수직한 방향으로 각각 형성된다. 프레스로부터 인가되는 압력에 의해, 구문 부재(68)를 포함한 크림프 툴(66)은 그루브(54)와 험프(46,48)를 형성하기 위해 외부 페룰(26)을 형성 및 변형시키는 것을 보조한다. 제1 및 제2 험프(46,48)들이 형성됨에 따라, 제3 및 제4 험프(50,52)들 또한 변형하지만, 전술한 바와 같이 그 정도는 덜하다. 그루브(54)는 제1 및 제2 험프(46,48)와 소통하지만 이들을 분리시킨다. 제2 밸리 또는 그루브(56)는 제3 및 제4 험프(50,52)와 소통하지만 이들을 분리시킨다. 각각의 그루브(54,56)들은 축(A)으로부터 반대쪽을 향하는 오목한 아치 형상을 갖도록 크림프 커넥션(28)의 폭과 길이를 따라 연장한다. 또한, 험프(46,48,50,52)들은 축(A)을 향하는 오목한 아치 형상을 갖는다. 그루브(54)로부터 제1 및 제2 험프(46,48)의 정상까지 측정된 깊이(d1)는 내부 페룰(22)의 제3 및 제4 험프(50,52)의 정상까지 제2 밸리 또는 그루브(56)의 깊이(d2)보다 더 크다. 크림프 툴(66)에 의해 험프(46,48,50,52)들이 크림프 커넥션(28)에 형성될 때, 배경 기술에서 전술한 바와 같이 바람직하지 않은 안테나 돌출부가 형성되는 것을 방지하기 위해 상기 툴(66)의 상하부가 만나는 위치에서, 상기 크림프 툴은 페룰(22,26)들의 재료가 크림프 커넥션(28) 내부에서 재분포될 수 있도록 한다. 이는 와이어 케이블 조립체(10)가 전기 기기에 배치될 때, 보다 균일한 크림프 커넥션이 RF 에너지의 방송 또는 수신에 영향을 덜 받을 수 있도록 한다. 또한, 험프(46,48,50,52)들과 그루브(54,56)들은 결합하여 페룰(22,26)들에 대해 와이어 브레이드층(18)의 더 강한 기계적 부착을 제공하며, 페룰(22,26)과 와이어 브레이드층(18)의 개선된 전기적 연결을 또한 제공할 수 있다. 따라서, 전술한 바와 같은 인덴션 배열체(42)와 유사한 특징을 가진 유사한 방식으로 인덴션 배열체(44)가 형성된다.
대안적으로, 험프 쌍들 중 하나는 개별 그루브(54,56)와 관련하여 다른 험프 쌍보다 더 깊은 깊이를 가질 수 있다. 상기 험프들과 그루브는 바람직하지 않은 결함을 야기하는 페룰 재료의 천공 없이 인덴션 배열체가 충분히 형성될 수 있도록 하는 형상을 갖는다. 험프들의 정상과 그루브 사이의 깊이는 페룰 재료의 스톡 두께와 연관되도록 선택될 수 있다. 대안적으로, 험프들과 그루브는 크림프 커넥션이 형성될 때 페룰 재료가 천공되지 않도록 하는 임의의 형상을 취할 수 있다. 날카로운 코너 또는 에지를 가진 아치형 공극이 바람직하며, 크림프 커넥션 형성시 페룰 재료의 천공을 덜 생성하는 것으로 밝혀졌다. 크림프 커넥션 형성시 콘택트 요소가 천공되면, 이는 바람직하지 않은 품질 결함을 초래한다.
도 8을 참조하면, 크림프 커넥션(28)의 형성 방법(100)이 제공된다. 상기 방법(100)의 일 단계(102)는 종축(A)을 따라 와이어 케이블(12)과 적어도 하나의 콘택트 요소(22,26)를 제공하는 것이다. 상기 방법(100)의 다른 단계(104)는 상기 적어도 하나의 콘택트 요소(22,26)를 와이어 케이블(12)로 수용하는 것이다. 상기 방법(100)의 또 다른 단계(106)는 상기 적어도 하나의 콘택트 요소(22,26)를 와이어 케이블(12)과 함께 크림핑하여 적어도 하나의 콘택트 요소(22, 26)를 와이어 케이블(12)에 부착시키는 크림프 커넥션(28)을 형성하는 것이며, 상기 크림프 커넥션(28)의 적어도 일부는 한 쌍의 험프(46,48)와 그루브(54)를 포함하도록 크림프 커넥션(28)에서 변형된 적어도 하나의 인덴션 배열체(42,44)를 포함한다. 크림프 커넥션(28)은 상기 적어도 하나의 인덴션 배열체(42,44)를 채용하지 않은 크림프 커넥션보다 페룰(22,26)에 대한 와이어 케이블(12)의 기계적 강도 및/또는 유지력을 더 증대시킨다.
임의의 특수한 이론에 제한받지 않고, 와이어 케이블의 단부를 통해 처음에 수용될 때, 외부 페룰은 초기 반경을 구비한 보어를 갖고, 내부 페룰은 상기 외부 보어의 반경보다 더 작은 초기 반경을 구비한 보어를 갖는다는 것을 알 수 있을 것이다. 크림프 커넥션이 형성될 때, 개별 페룰의 반경은 크림프 툴 조립체 또는 크림프 툴의 수렴하는 상부 및 하부에 의해 실질적으로 제한되며, 크림프 커넥션이 형성될 때 심지어 다소 감소할 수 있다. 수렴하는 크림프 툴로부터 인가되는 압력을 증대시킴으로써, 적어도 외부 페룰의 재료는 인가되는 압력으로부터 멀어지는 방향으로 압출되도록 강제된다. 크림프 툴의 구문 부재들이 크림프 커넥션 형성시 크림프 툴에 의해 형성되는 시임 중간에 있는 외부 페룰을 따른 위치에 배치된 외부 페룰을 인덴트하기 때문에, 상기 인덴션은 압출되는 재료가 크림프 커넥션 형성시 크림프 툴의 시임으로부터 멀어지는 외부 페룰을 따른 방향으로 이동할 수 있도록 함으로써, 시임에 근접하여 배치된 돌출부 안테나 또는 외측으로 압출된 돌출부가 형성되지 않는다. 외부 페룰에 개별 그루브들이 형성될 때, 그루브들은 도 2에 도시된 바와 같이 와이어 전도체에 의해 외부 페룰이 수용될 때 외부 페룰의 초기 반경보다 더 작은 공칭 반경을 갖는다. 또한, 상기 그루브의 공칭 반경은 도 5에 도시된 바와 같이 크림프 툴의 상부 및 하부가 함께 수렴하여 외부 페룰을 둘러싸며 압축력을 인가할 때 외부 페룰의 제한된 공칭 반경보다 더 작다. 따라서, 크림프 커넥션(28)은 배경 기술에서 전술한 바와 같이 유사한 크기의 육각형 크림프의 주연부보다 외부 페룰(26)의 크림프 커넥션(28)의 증가된 주연부를 제공하는 방식으로 제어가능하게 성형된다. 크림프 커넥션 형성시 인가되는 압력으로 인해 외부 페룰(26)의 재료가 압출될 때, 상기 재료는 크림프 툴(66)의 플레이트와 앤빌이 결합됨으로써 형성되는 시임의 부근으로부터 더 멀리 떨어져 위치된 크림프 커넥션(28)의 영역으로 보내진다. 이는 배경 기술에서 전술한 바와 같은 바람직하지 않은 돌출부 안테나가 크림프 커넥션 형성시 형성되지 않는 것을 보장한다.
크림프 커넥션(28)이 형성되도록 와이어 케이블(12)이 페룰(26,28)에 부착되지 않았을 때 와이어 케이블 조립체(10)는 사용되고 있는 것이 아니다. 또한, 종단 러그(30)가 와이어 케이블(12)과 연결되지 않으면, 와이어 커넥션 조립체(10)는 사용되고 있는 것이 아니다. 사용되고 있지 않을 때, 와이어 케이블(12)로 반송되는 전기 신호는 전기 페룰(26,28)과 종단 러그(30)를 통해 전송되지 않는다.
와이어 케이블(12)이 페룰(26,28)에 부착되고 크림프 커넥션(28)이 형성될 때, 와이어 케이블 조립체(10)는 사용되고 있는 것이다. 또한, 종단 러그(30)가 와이어 케이블(12)과 연결되면, 와이어 커넥션 조립체(10)는 사용되고 있는 것이다. 사용되고 있을 때, 와이어 케이블(12)로 반송되는 전기 신호는 부착된 전기 페룰(26,28)과 부착된 종단 러그(30)를 통해 전송된다.
도 9 내지 도 11을 참조하면, 본 발명의 대안적 실시예에 따라, 와이어 조립체(200)는 와이어 케이블(202)와 단자(204)를 함께 결합하는 크림프 커넥션(206)을 포함한다. 단자(204)는 종축(B)을 따라 배치된 길이(L)를 갖는다. 또한, 단자(204)의 베이스(212)는 축방향으로 배치되어 있다. 리드(208)의 적어도 일부가 단자(204)의 적어도 하나의 코어 윙(210)과 플로어(220)에 인접하도록, 와이어 케이블(202)의 리드(208)가 축(B)을 따라 단자(204) 내에 수용된다. 리드(208)가 프레스에 의해 단자(204)에 크림핑될 때, 크림프 커넥션(206)이 형성된다. 크림프 툴은 전술한 바와 같이 구문 부재와 한 쌍의 험프를 규정하며, 프레스와 함께 크림프 커넥션(206)이 형성될 때 베이스(212)에 밸리 또는 그루브(218)에 의해 분리된 적어도 하나의 험프(216a,216b)를 형성하도록 보조한다.
도 11을 참조하면, 크림프 커넥션(206)은 적어도 하나의 험프(216a,216b)와 그들 사이에 배치된 그루브(216)를 포함한다. 바람직하게, 그루브(218)로부터 험프(216a,216b)들의 정상까지의 깊이는 거의 동일한 깊이이다. 모든 험프들이 유사한 깊이를 가질 때, 유리하게, 이는 와이어 조립체를 수용하고 있는 커넥터 본체 내부에 단자가 더 용이하게 삽입되어 부착될 수 있도록 할 수 있다. 대안적으로, 각각의 험프들은 그루브와 관련하여 서로 다른 깊이를 가질 수 있다. 험프(216a,216b)와 그루브(218)는 축(B)에 대해 대체로 수직하게 베이스(212)를 따른 방향으로 각각 배치되어 있다. 바람직하게, 하나의 험프(216a)는 그루브(218)를 가로질러 다른 험프(216b)와 경면 대칭이다. 험프(216a,216b)들은 베이스(212)의 플로어(220)에 대해 축(B)으로부터 멀어지는 외측 방향으로 각각 연장한다. 크림프 커넥션(206)의 적어도 하나의 코어 윙(210)의 개별 축방향 에지(224)에 규정된 평면(222)들은 축(B)에 대해 수직한 단자(204)의 베이스(212)를 통해 아래로 연장한다. 바람직하게, 2개의 험프(216a,216b)들의 적어도 일부는 개별 평면 중간에 배치된다. 크림프 커넥션(206)은 상기 적어도 하나의 험프와 그루브를 채용하지 않은 크림프 커넥션보다 단자(204)에 대한 와이어 케이블(202)의 기계적 강도 및/또는 유지력을 더 증대시킨다.
대안적으로, 상기 인덴션 배열체를 포함한 와이어 조립체는, 라디오파 주파수 및/또는 고조파가 완화되어야 하며 와이어 브레이드 실드를 필요로 하는 임의의 전기 기기에 사용될 수 있다.
대안적으로, 하나보다 많은 와이어 케이블 조립체가 차량에 배치된 와이어링 하네스에 사용될 수 있다.
또한, 대안적으로, 와이어 조립체는 와이어 케이블을 구비한 크림프 커넥션으로 형성되는 3개 이상의 페룰로부터 형성될 수 있으며, 상기 크림프 커넥션은 전술한 바와 유사하게 한 쌍의 험프와 그들 사이에 배치된 그루브를 적어도 포함한다.
다른 대안적 실시예에서, 도 2에 도시된 바와 같은 실시예의 종단 러그는 도 9 내지 도 11에 도시된 바와 같은 실시예에 개시된 바와 같은 크림프 커넥션을 가질 수 있다.
또한, 대안적으로, 다른 와이어 조립체에 있어서, 내부 페룰은 도 2의 실시예에 도시된 바와 같은 내부 페룰 및 외부 페룰의 물리적 크기와는 대조적으로 외부 페룰의 물리적 크기보다 더 큰 물리적 크기를 가질 수 있으며, 이 또한 여전히 본 발명의 사상과 범위에 속한다.
와이어 케이블 조립체로부터 바람직하지 않은 방송 RF 에너지를 저감하는 크림프 커넥션을 포함한 견고한 와이어 케이블 조립체가 제공되었다. 크림프 툴은 와이어 케이블 조립체에 크림프 커넥션을 형성하기 위해 한 쌍의 험프와 구문 부재를 각각 포함하는 한 쌍의 프레스 반부를 포함한다. 상기 툴 반부들이 함께 모여 크림프 커넥션을 형성할 때, 상기 툴은 와이어 케이블 조립체의 외부 페룰의 재료가 프레스 툴의 시임으로부터 멀어지는 방향으로 이동하도록 구성됨으로써, 프레스 툴은 도 1의 종래 기술에 도시된 바와 같이 그리고 배경 기술에서 전술한 육각형 크림프의 경우에서와 같이 바람직하지 않은 돌출부가 형성되지 않도록 하는 형상으로 크림프 커넥션을 형성한다. 유리한 결과는 에너지, 더 구체적으로는 동축 케이블 타입의 와이어 케이블 조립체에서는 발생할 수 있는 RF 에너지를 방송 또는 수신하지 않는 더 균일하게 성형된 크림프이다. 아울러, 동축 케이블 타입의 와이어 케이블 조립체의 크림프 커넥션의 일부로서 페룰에 대한 와이어 브레이드의 더 견고한 기계적 부착이 또한 실현된다. 사이에 배치된 그루브에 의해 분리된 한 쌍의 험프를 가진 크림프 커넥션은 베이스를 포함한 단자를 포함하는 전기 콘택트에 형성될 수도 있다. 상기 험프 쌍과 그루브는 와이어 케이블에 단자를 부착하기 위해 크림프 커넥션이 형성될 때 단자의 베이스에 형성된다. 그루브가 사이에 배치된 적어도 한 쌍의 험프를 포함하는 크림프 커넥션은 견고한 전기적 기계적 커넥션을 보장하기 위해 복수의 페룰을 가진 와이어 케이블 조립체에 형성될 수 있다.
본 발명이 바람직한 그 실시예와 관련하여 설명되었으나, 이것은 제한하려고 의도된 것은 아니고, 후속하는 특허청구범위에 기재된 범위에 의해서만 제한된다.
본 발명이 넓은 용도 및 적용으로 가능하다는 것은 본 기술 분야에서 통상의 지식을 가진 자에 의해 쉽게 이해될 것이다. 본 발명의 요지 및 범위를 벗어나지 않으면서, 전술한 것과 다른 본 발명의 많은 실시예 및 개조뿐만 아니라 많은 변경, 수정 및 균등 배치가 본 발명 및 앞선 서술로부터 명확할 것이고 본 발명 및 앞선 서술에 의해 합리적으로 제안될 것이다. 따라서, 여기서 본 발명이 바람직한 실시예와 관련하여 상세히 서술되었지만, 이러한 기재는 오직 본 발명의 예시 및 대표적인 것이고, 단지 본 발명의 전체 및 가능한 기재를 제공할 목적으로 이루어진 것으로 이해되어야 한다. 앞선 기재는 본 발명을 한정하거나 그 밖의 다른 실시예, 개조, 변경, 수정 및 균등 배치를 배제하는 것으로 인정되거나 이해되어서는 아니되고, 본 발명은 오직 하기된 특허청구범위 및 그 균등물에 의해서만 한정된다.
Claims (19)
- 크림프 커넥션이며,
콘택트 요소; 및
종축을 따라 배치되며, 상기 콘택트 요소를 축 방향으로 수용하도록 구성된 와이어 케이블을 포함하고,
상기 콘택트 요소가 상기 와이어 케이블을 수용할 때, 크림프 커넥션의 적어도 일부가 그 내부에 변형된 적어도 하나의 인덴션 배열체를 포함하도록, 상기 콘택트 요소와 상기 와이어 케이블을 부착하는 크림프 커넥션이 형성되고, 상기 인덴션 배열체는 사이에 배치된 그루브에 의해 분리되는 한 쌍의 험프를 포함하는,
크림프 커넥션. - 제1항에 있어서,
상기 그루브는 상기 축을 향하여 내측 방향으로 배치되고, 상기 험프 쌍은 각각 내측 방향에 대향하여 상기 축으로부터 멀어지는 외측 방향으로 각각 배치된,
크림프 커넥션. - 제2항에 있어서,
개별 험프 쌍의 적어도 일부는 아치 형상을 갖고, 상기 그루브의 적어도 일부는 아치 형상을 갖는,
크림프 커넥션. - 제1항에 있어서,
상기 전기 콘택트는 베이스와 적어도 하나의 코어 윙을 포함하고, 상기 크림프 커넥션이 형성될 때, 상기 적어도 하나의 코어 윙은 리드의 적어도 일부를 둘러싸고, 상기 험프 쌍과 그루브는 상기 와이어 케이블의 리드에 결합하도록 상기 베이스에 각각 형성되는,
크림프 커넥션. - 제1항에 있어서,
상기 크림프 커넥션은 와이어 케이블 조립체와 연관되며, 상기 와이어 케이블 조립체는 자동차에 배치되는,
크림프 커넥션. - 와이어 케이블 조립체이며,
적어도 전기 전도성의 내부 코어, 상기 내부 코어를 둘러싸는 제1 절연층 및 상기 제1 절연층을 둘러싸는 외부의 전기 전도성 와이어층을 포함하며, 종축을 따라 배치된 와이어 케이블;
상기 와이어 케이블의 단부에 수용되며, 적어도 상기 외부의 전기 전도성층이 사이에 배치되는 방식으로 상기 단부에 인접하여 끼워맞춰지는 복수의 페룰을 포함하고,
상기 복수의 페룰과 와이어 케이블이 함께 크림핑될 때, 상기 복수의 페룰들 중 적어도 하나가 사이에 배치된 내향 그루브에 의해 분리된 한 쌍의 외향 험프를 포함한 인덴션 배열체를 갖도록 크림프 커넥션이 형성되는,
와이어 케이블 조립체. - 제6항에 있어서,
상기 복수의 페룰은, 브레이드 와이어층이 사이에 둘러싸여 인접하여 배치되도록 내부 페룰의 적어도 일부 위에 놓이는 방식으로 와이어 케이블의 단부를 축방향으로 수용하도록 구성된 외부의 전기 전도성 페룰과, 축으로부터 수직 방향으로 연장하는 적어도 하나의 험프를 포함하는,
와이어 케이블 조립체. - 제7항에 있어서,
상기 크림프 커넥션의 개별 형상은 적어도 한 쌍의 험프, 적어도 하나의 그루브 및 복수의 평탄한 측면들을 포함하는,
와이어 케이블 조립체. - 제7항에 있어서,
상기 험프 쌍은 상기 축을 따라 배치되며, 축으로부터 수직한 외측 방향으로 연장하고, 상기 험프들 중 적어도 한 쌍은 2쌍의 험프와 2개의 그루브를 포함하고, 하나의 험프 쌍은 상기 축을 가로질러 다른 험프 쌍에 대향하는,
와이어 케이블 조립체. - 제12항에 있어서,
개별 페룰은 그루브의 깊이를 갖고, 상기 페룰 쌍은 내부 페룰 및 외부 페룰을 포함하며, 상기 외부 페룰의 그루브의 깊이는 상기 내부 페룰의 그루브의 깊이보다 더 큰,
와이어 케이블 조립체. - 제1항에 있어서,
상기 와이어 케이블 조립체는 와이어 케이블 하네스의 일부로서 형성되고, 상기 와이어 케이블 하네스는 하나보다 많은 와이어 케이블 조립체를 포함하는,
와이어 케이블 조립체. - 와이어 케이블 조립체에 크림프 커넥션을 형성하는 방법이며,
종축을 따라 배치된 와이어 케이블과, 상기 와이어 케이블을 수용하도록 구성된 전기 콘택트 요소를 제공하는 단계;
상기 와이어 케이블의 일부를 상기 콘택트 요소에 수용시키는 단계; 및
상기 콘택트 요소에 상기 와이어 케이블을 부착하는 크림프 커넥션을 형성하기 위해 상기 와이어 케이블과 상기 콘택트 요소를 함께 크림핑하는 단계이며, 상기 크림프 커넥션의 적어도 일부는 크림프 커넥션에서 변형된 적어도 하나의 형상을 갖고, 상기 형상은 사이에 배치된 그루브에 의해 분리되는 한 쌍의 험프를 포함하는, 크림핑 단계를 포함하는,
와이어 케이블 조립체에 크림프 커넥션을 형성하는 방법. - 제13항에 있어서,
상기 제공하는 단계는 상기 크림핑 단계에서 상기 적어도 하나의 형상을 형성하기 위해 사용되는 크림프 툴을 제공하는 단계를 더 포함하고, 상기 크림프 툴은 한 쌍의 험프와 그들 사이로 연장하는 구문 부재를 규정하며, 상기 크림프 툴의 구문 부재는 상기 그루브를 형성하며, 상기 크림프 툴의 험프 쌍은 상기 크림프 커넥션의 험프 쌍을 형성하는,
와이어 케이블 조립체에 크림프 커넥션을 형성하는 방법. - 제12항에 있어서,
상기 와이어 케이블 조립체는 적어도 하나의 페룰을 포함하는,
와이어 케이블 조립체에 크림프 커넥션을 형성하는 방법. - 제14항에 있어서,
상기 와이어 케이블 조립체의 상기 적어도 하나의 페룰은 내부 페룰과 상기 내부 페룰 위에 놓인 외부 페룰을 포함하고,
상기 방법은
외부 페룰을 따라 재료를 압출하는 단계로서, 크림프 툴에 의해 상기 재료에 형성되는 하나 이상의 돌출부가 시임에 인접하여 형성되지 않도록, 크림프 커넥션이 크림프 툴에 의해 형성될 때 크림프 커넥션의 시임으로부터 멀어지는 방향으로 외부 페룰을 따라 재료를 압출하는 단계를 더 포함하는,
와이어 케이블 조립체에 크림프 커넥션을 형성하는 방법. - 제12항에 있어서,
상기 제공하는 단계는 베이스를 가진 단자를 포함하는 전기 콘택트를 더 포함하고, 상기 크림프 커넥션이 형성될 때, 상기 험프 쌍과 상기 그루브는 상기 와이어 케이블의 전기 리드를 결합하기 위해 상기 베이스에 배치되는,
와이어 케이블 조립체에 크림프 커넥션을 형성하는 방법. - 제12항에 있어서,
상기 와이어 케이블 조립체는 자동차와 연관된,
와이어 케이블 조립체에 크림프 커넥션을 형성하는 방법. - 와이어 케이블 조립체에 크림프 커넥션을 형성하는 방법이며,
종축을 따라 배치된 와이어 케이블과, 상기 와이어 케이블을 수용하도록 각각 구성된 복수의 페룰을 제공하는 단계;
상기 와이어 케이블의 일부를 상기 복수의 페룰 각각에 수용시키는 단계; 및
상기 복수의 페룰에 상기 와이어 케이블을 연결하는 크림프 커넥션을 형성하기 위해 상기 와이어 케이블과 상기 복수의 페룰을 함께 부착하는 단계로서, 상기 크림프 커넥션의 적어도 일부는 크림프 커넥션에서 변형된 적어도 하나의 형상을 갖고, 상기 형상은 사이에 배치된 그루브에 의해 분리되는 한 쌍의 험프를 포함하는, 부착 단계를 포함하는,
와이어 케이블 조립체에 크림프 커넥션을 형성하는 방법. - 제18항에 있어서,
상기 와이어 케이블 조립체는 자동차에 배치된 전기 시스템과 와이어 시스템 중 적어도 하나와 연관된,
와이어 케이블 조립체에 크림프 커넥션을 형성하는 방법.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201161512950P | 2011-07-29 | 2011-07-29 | |
| US61/512,950 | 2011-07-29 | ||
| US13/428,435 US8827744B2 (en) | 2011-07-29 | 2012-03-23 | Wire cable assembly |
| US13/428,435 | 2012-03-23 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20130014419A true KR20130014419A (ko) | 2013-02-07 |
Family
ID=46548207
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020120082397A KR20130014419A (ko) | 2011-07-29 | 2012-07-27 | 방송 rf 에너지를 저감하기 위해 한 쌍의 험프와 그들 사이에 배치된 그루브를 포함한 크림프 커넥션을 가진 와이어 케이블 및 그 형성 방법 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8827744B2 (ko) |
| EP (1) | EP2551961B1 (ko) |
| JP (2) | JP2013033722A (ko) |
| KR (1) | KR20130014419A (ko) |
| CN (1) | CN102904079B (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190112657A (ko) * | 2018-03-26 | 2019-10-07 | 앱티브 테크놀러지스 리미티드 | 크림핑된 관형 페룰을 갖는 전도체 조립체 및 그 제조 방법 |
| KR20200001504A (ko) * | 2018-06-27 | 2020-01-06 | 앱티브 테크놀러지스 리미티드 | 크림핑된 관형 페룰을 갖는 전도체 조립체 및 그 제조 방법과 도구 |
Families Citing this family (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5894595B2 (ja) * | 2011-06-30 | 2016-03-30 | 株式会社フジクラ | 編組線の端末処理方法 |
| US8827744B2 (en) * | 2011-07-29 | 2014-09-09 | Delphi Technologies, Inc. | Wire cable assembly |
| JP5986812B2 (ja) * | 2011-11-21 | 2016-09-06 | 矢崎総業株式会社 | ワイヤハーネス |
| WO2014129220A1 (ja) * | 2013-02-19 | 2014-08-28 | 古河電気工業株式会社 | 電線接続構造体、電線接続構造体の製造方法、電線接続構造体を備えたコネクタ、及び圧着用金型 |
| DE102013009184A1 (de) * | 2013-05-31 | 2014-12-04 | Kostal Kontakt Systeme Gmbh | Kontaktelement |
| JP6017061B2 (ja) | 2013-11-01 | 2016-10-26 | 古河電気工業株式会社 | ワイヤハーネス、端子と被覆導線との接続方法、金型 |
| RU2017130353A (ru) * | 2015-01-29 | 2019-03-01 | Нестек С.А. | Мясные эмульсионные продукты, способы изготовления таких продуктов и корма для домашних животных, содержащие такие продукты |
| DE202015000751U1 (de) * | 2015-01-30 | 2015-03-06 | Rosenberger Hochfrequenztechnik Gmbh & Co. Kg | Steckverbinderanordnung mit Kompensationscrimp |
| US10680355B2 (en) * | 2016-01-27 | 2020-06-09 | Aptiv Technologies Limited | Terminal assembly for shielded cable |
| US20170215307A1 (en) * | 2016-01-27 | 2017-07-27 | Delphi Technologies, Inc. | Shielded Cable Terminal Assembly |
| JP6464133B2 (ja) * | 2016-12-20 | 2019-02-06 | 矢崎総業株式会社 | 端子圧着構造及びケーブル付きコネクタ |
| US9954320B1 (en) * | 2017-01-23 | 2018-04-24 | Ford Global Technologies, Llc | Cable connector |
| DE112017000058B4 (de) * | 2017-02-10 | 2024-10-10 | Autonetworks Technologies, Ltd. | Mit einem Anschluss ausgerüsteter Draht |
| DE102017106148A1 (de) * | 2017-03-22 | 2018-09-27 | Te Connectivity Germany Gmbh | Crimpwerkzeug, Verfahren zum Einrichten eines Isolationscrimps sowie Crimpmaschine |
| KR102106208B1 (ko) * | 2017-07-05 | 2020-05-04 | 앱티브 테크놀러지스 리미티드 | 차폐 케이블용 단자 조립체 |
| CN208078201U (zh) * | 2018-03-21 | 2018-11-09 | 精进电动科技股份有限公司 | 一种高压线缆的接头结构 |
| US10177517B1 (en) | 2018-05-15 | 2019-01-08 | Aptiv Technologies Limited | Ferrule crimping tool |
| US10361496B1 (en) * | 2018-03-26 | 2019-07-23 | Delphi Technologies, Llc | Conductor assembly with a crimped tubular ferrule and method and tool for manufacturing same |
| FI3627635T3 (fi) | 2018-09-19 | 2023-03-22 | Liitoselementti, rakenneryhmän liitos, piirilevyjärjestely ja menetelmä liitoselementin valmistamiseksi | |
| DE102018127578A1 (de) * | 2018-11-06 | 2020-05-07 | Rosenberger Hochfrequenztechnik Gmbh & Co. Kg | Kabelanordnung |
| JP7197544B2 (ja) * | 2020-09-28 | 2022-12-27 | 矢崎総業株式会社 | シールド電線の製造方法、接地用部材付きのシールド電線、及び、加締め装置 |
| US11824319B2 (en) * | 2022-02-10 | 2023-11-21 | Aptiv Technologies AG | Electrical cable terminal with two piece coaxial crimped outer ferrule |
| JP2023122883A (ja) * | 2022-02-24 | 2023-09-05 | 住友電装株式会社 | シールド電線及びシールド電線の製造装置 |
| CN114744463B (zh) * | 2022-05-12 | 2023-12-15 | 江苏通光强能输电线科技有限公司 | 一种高抗拉强度的铜铝过渡接线端子的制作工艺 |
| CN115473194B (zh) * | 2022-09-22 | 2023-08-08 | 上海电气集团腾恩驰科技(苏州)有限公司 | 一种电缆连接结构、电缆连接方法和电缆连接头 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2904619A (en) * | 1954-07-23 | 1959-09-15 | Amp Inc | Shielded wire connectors |
| FR85118E (fr) * | 1964-01-17 | 1965-06-18 | Amp Inc | Perfectionnements aux connecteurs électriques |
| US3828305A (en) * | 1973-03-30 | 1974-08-06 | Amp Inc | Terminal connector and method of attaching same to coaxial cable |
| US4070751A (en) * | 1977-01-12 | 1978-01-31 | Amp Incorporated | Method of making a coaxial connector |
| US4733464A (en) * | 1986-01-31 | 1988-03-29 | United Ropeworks (U.S.A.) Inc. | Cable connectors |
| TW400985U (en) | 1997-05-26 | 2000-08-01 | Whitaker Corp | Crimp connection for large conductors |
| JP3695898B2 (ja) * | 1997-06-03 | 2005-09-14 | 住友電装株式会社 | 端子の組み付け構造及び組み付け方法 |
| JP2000021543A (ja) * | 1998-07-06 | 2000-01-21 | Yazaki Corp | 端子の加締用ダイス及び端子の加締方法 |
| JP3946928B2 (ja) | 2000-03-14 | 2007-07-18 | 株式会社オートネットワーク技術研究所 | シールド電線の接続構造及びシールド電線の接続方法 |
| JP2002218621A (ja) * | 2001-01-17 | 2002-08-02 | Yazaki Corp | シールド電線の端末処理構造 |
| JP2002280141A (ja) * | 2001-03-22 | 2002-09-27 | Auto Network Gijutsu Kenkyusho:Kk | シールドケーブルのアース端子装着装置 |
| DE10343837B3 (de) | 2003-09-23 | 2005-06-09 | Harting Automotive Gmbh & Co. Kg | Crimpverbindung für Koaxialkabel sowie Vorrichtung für eine Crimpverbindung |
| FR2865579A1 (fr) * | 2004-01-27 | 2005-07-29 | Framatome Connectors Int | Contact electrique serti a fut ferme, procede de sertissage d'un tel contact, et outil de sertissage correspondant. |
| JP2009117286A (ja) * | 2007-11-09 | 2009-05-28 | Sumitomo Wiring Syst Ltd | 端子金具とシールド電線の接続構造 |
| US7722416B2 (en) | 2008-10-02 | 2010-05-25 | Delphi Technologies, Inc. | Electrical connection system for use on aluminum wires |
| US8827744B2 (en) * | 2011-07-29 | 2014-09-09 | Delphi Technologies, Inc. | Wire cable assembly |
-
2012
- 2012-03-23 US US13/428,435 patent/US8827744B2/en active Active
- 2012-05-17 JP JP2012113014A patent/JP2013033722A/ja not_active Withdrawn
- 2012-06-19 CN CN201210225795.7A patent/CN102904079B/zh active Active
- 2012-07-02 EP EP12174580.6A patent/EP2551961B1/en active Active
- 2012-07-27 KR KR1020120082397A patent/KR20130014419A/ko not_active Application Discontinuation
-
2016
- 2016-07-12 JP JP2016137480A patent/JP2016186948A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190112657A (ko) * | 2018-03-26 | 2019-10-07 | 앱티브 테크놀러지스 리미티드 | 크림핑된 관형 페룰을 갖는 전도체 조립체 및 그 제조 방법 |
| KR20200001504A (ko) * | 2018-06-27 | 2020-01-06 | 앱티브 테크놀러지스 리미티드 | 크림핑된 관형 페룰을 갖는 전도체 조립체 및 그 제조 방법과 도구 |
Also Published As
| Publication number | Publication date |
|---|---|
| US8827744B2 (en) | 2014-09-09 |
| US20130029523A1 (en) | 2013-01-31 |
| JP2013033722A (ja) | 2013-02-14 |
| EP2551961A1 (en) | 2013-01-30 |
| JP2016186948A (ja) | 2016-10-27 |
| CN102904079A (zh) | 2013-01-30 |
| EP2551961B1 (en) | 2015-09-09 |
| CN102904079B (zh) | 2016-04-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20130014419A (ko) | 방송 rf 에너지를 저감하기 위해 한 쌍의 험프와 그들 사이에 배치된 그루브를 포함한 크림프 커넥션을 가진 와이어 케이블 및 그 형성 방법 | |
| US7867014B2 (en) | Press-clamping terminal for aluminum wire | |
| KR101851897B1 (ko) | 무선 주파수 동축 커넥터 조립체 및 이를 제조하는 방법 | |
| JP6464133B2 (ja) | 端子圧着構造及びケーブル付きコネクタ | |
| EP3573186B1 (en) | Terminal crimping method and terminal crimping structure | |
| US11158959B2 (en) | Terminal crimping method and terminal crimping structure | |
| JP2012048818A (ja) | 端子圧着方法 | |
| KR20130042546A (ko) | 차폐 전선의 접지선 연결 구조 | |
| KR101022874B1 (ko) | 다중 요철 구조의 연결부를 구비한 커넥터 및, 커넥터와 일괄형 편조차폐선의 결합방법 | |
| US10431938B2 (en) | Shield shell and shield connector | |
| US9462730B2 (en) | Shield member and method for manufacturing the same | |
| JP4818151B2 (ja) | 外導体端子及びシールドコネクタ | |
| US20070049112A1 (en) | Coaxial cable and method for producing the same | |
| KR102364001B1 (ko) | 케이블 하니스 | |
| JP6854199B2 (ja) | 端子金具固定構造、ワイヤハーネス及び圧着装置 | |
| JP5772386B2 (ja) | シールド部材及びシールド導電体 | |
| JP7259444B2 (ja) | コネクタ | |
| JP2009054357A (ja) | シールド電線の端末接続構造ならびに端子付きシールド電線および端子付きシールド電線の製造方法 | |
| US12107365B2 (en) | Prefabricated electric cable, plug connector assembly, and method and apparatus for manufacturing an electric cable | |
| US11677167B2 (en) | Electric wire with terminal and terminal crimping device | |
| US20220029373A1 (en) | Method for manufacturing an electrical connector for a multi-wire electrical cable | |
| JP2011049061A (ja) | 同軸ケーブル用コネクタ | |
| WO2013021561A1 (en) | Earth terminal | |
| JP2023171104A (ja) | 端子付き電線 | |
| CN117981177A (zh) | 连接导体、端子连接结构以及端子的连接方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |