KR20120062017A - 저온 인성이 우수한 후육 용접 강관 및 저온 인성이 우수한 후육 용접 강관의 제조 방법, 후육 용접 강관 제조용 강판 - Google Patents
저온 인성이 우수한 후육 용접 강관 및 저온 인성이 우수한 후육 용접 강관의 제조 방법, 후육 용접 강관 제조용 강판 Download PDFInfo
- Publication number
- KR20120062017A KR20120062017A KR1020127011481A KR20127011481A KR20120062017A KR 20120062017 A KR20120062017 A KR 20120062017A KR 1020127011481 A KR1020127011481 A KR 1020127011481A KR 20127011481 A KR20127011481 A KR 20127011481A KR 20120062017 A KR20120062017 A KR 20120062017A
- Authority
- KR
- South Korea
- Prior art keywords
- less
- steel pipe
- welded steel
- thick welded
- haz
- Prior art date
Links
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/08—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for tubular bodies or pipes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550 degrees C
- B23K35/3053—Fe as the principal constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550 degrees C
- B23K35/3053—Fe as the principal constituent
- B23K35/3073—Fe as the principal constituent with Mn as next major constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/02—Seam welding; Backing means; Inserts
- B23K9/025—Seam welding; Backing means; Inserts for rectilinear seams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/02—Seam welding; Backing means; Inserts
- B23K9/025—Seam welding; Backing means; Inserts for rectilinear seams
- B23K9/0253—Seam welding; Backing means; Inserts for rectilinear seams for the longitudinal seam of tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/18—Submerged-arc welding
- B23K9/186—Submerged-arc welding making use of a consumable electrodes
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/10—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of tubular bodies
- C21D8/105—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of tubular bodies of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/04—Tubular or hollow articles
- B23K2101/06—Tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/02—Iron or ferrous alloys
- B23K2103/04—Steel or steel alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S148/00—Metal treatment
- Y10S148/902—Metal treatment having portions of differing metallurgical properties or characteristics
- Y10S148/909—Tube
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Plasma & Fusion (AREA)
- Manufacturing & Machinery (AREA)
- Heat Treatment Of Steel (AREA)
Abstract
본 발명은, 저온 인성이 우수한 후육 용접 강관을 제공하는 것이다. 본 발명의 저온 인성이 우수한 후육 용접 강관은, Mn 및 Mo의 함유량이 하기 수학식 1을 만족시키고, 하기 수학식 2에 의해 구하는 Pcm이 0.16 내지 0.19이고, 모재 강판의 금속 조직이, 면적률로 30 내지 95%의 페라이트와 저온 변태 조직으로 이루어지고, 조립 HAZ의 금속 조직에 있어서, 입계 페라이트의 면적률이 1.5% 이상이고, 입계 페라이트와 입내 페라이트의 총 면적률이 25% 이상 90% 이하이고, MA의 면적률이 10% 이하이고, 잔량부가 베이나이트로 이루어지는 후육 용접 강관이다.
[수학식 1]

[수학식 2]

[수학식 1]
[수학식 2]
Description
본 발명은, 원유 및 천연 가스 수송용 라인 파이프 등에 적합한, 저온 인성이 우수한 후육 용접 강관에 관한 것이다.
원유, 천연 가스를 장거리 수송하는 파이프 라인에 사용되는 라인 파이프용 강관은, 수송 효율의 관점에서 고강도화 또는 후육화가 요구된다. 강의 강도를 높이기 위해서는, 베이나이트의 이용이 유효하고, 미국 석유 협회(API) 규격으로 X80 이상의 고강도 용접 강관이 개발되어 있다.
라인 파이프용 강관의 두께를 두껍게 하는 경우, 용접부, 특히 용접의 열영향부[Heat Affected Zone(이하,「HAZ」)]의 인성(靭性)의 저하가 문제로 된다. 후판을 UO 공정에서 관상으로 성형하고, 단부끼리를 맞대어 시임 용접하는 경우, 입열량이 큰 서브머지드 아크 용접이 채용된다. 이 서브머지드 아크 용접에서는, 특히 HAZ의 조직의 조대화나 마르텐사이트와 오스테나이트의 혼합 조직[Martensite-Austenite constituent(이하,「MA」)]의 생성에 의해, 인성이 저하된다.
특히, 내면 및 외면으로부터의 서브머지드 아크 용접에 의해 시임 용접하는 경우, 먼저 용접된 용융선 근방의 HAZ가, 나중의 용접의 입열에 의해 재가열된다. 이와 같이, 복수회, 서브머지드 아크 용접되는 경우에는, 조대화된 HAZ의 조직이 파괴의 기점으로 되어, 현저하게 인성이 저하되는 경우가 있다.
또한, X80 이상의 고강도 용접 강관에서는, 강도의 향상에 베이나이트가 이용되므로, 모재 및 HAZ의 인성의 저하가 문제로 된다. 이러한 문제에 대해, 모재의 인성의 향상에는, 폴리고날페라이트를 이용하는 방법이 제안되어 있다. 또한, HAZ의 인성의 향상에는, 입내(粒內) 변태를 이용하여 조직을 미세화하는 방법이 제안되어 있다(예를 들어, 특허 문헌 1 내지 4). 또한, B의 첨가에 의해, HAZ의 인성을 향상시키는 방법이 제안되어 있다(예를 들어, 특허 문헌 5).
X60 내지 70의, 이른바 범용 라인 파이프에서는, 저온 인성의 확보가 과제로 되어 있다. 이것은, 예를 들어, 북극권 등의 한랭지에서, 유전 및 가스전의 개발이 진행되고 있기 때문에다. 한랭지에서는, 기온이 -40℃ 정도로까지 저하되는 경우가 있으므로, 라인 파이프용 강관에는, 편차를 고려하여 -60℃에서의 저온 인성이 요구된다.
또한, 수송 효율의 관점에서 라인 파이프용 강관을 후육화하면, 시임 용접의 입열을 많게 해야만 해, HAZ의 조직의 조대화나 MA의 생성에 의해 저온 인성이 저하된다. 또한, 라인 파이프용 강관을 후육화하기 위해서는, 모재 강판의 두께를 두껍게 해야 하기 때문에, 모재 강판을 제조할 때에 있어서의 열간 압연 후의 냉각 속도가 저하된다. 따라서, 베이나이트를 이용하여 후육 용접 강관을 고강도화하기 위해서는, 박육의 고강도 강관에 비해, 많은 합금을 첨가해야 한다.
그러나 합금의 첨가량을 증가시키면, HAZ에서는, 파괴의 기점으로 되는 MA가 생성되기 쉬워진다. 또한, 합금의 첨가량을 증가시키면, 모재 강판의 강도가 범용 용접 강관의 레벨이라도, 고강도 강판과 동등하게 켄칭성이 높아지므로, HAZ의 경도는 고강도 용접 강관과 동등해진다. 따라서, 범용 라인 파이프용 강관을 후육화하는 경우, 박육의 고강도 용접 강관과 비교하여, HAZ의 저온 인성의 확보가 곤란해진다. 또한, 라인 파이프의 주요 규격에서는, B의 첨가는 X100 이상 가능하다고 정해져 있고, X60 내지 70의 이른바 범용 라인 파이프에서는, B의 첨가는 인정되지 않고 있다.
본 발명은 이러한 실정에 비추어 이루어진 것이며, 두께가 25 내지 45㎜인, 저온 인성이 우수한 후육 용접 강관 및 그 제조 방법, 후육 용접 강관 제조용 강판을 제공하는 것이다. 또한, 본 발명의 후육 용접 강관에 있어서는, 주위 방향을 인장 방향으로 하는 항복 강도가 400 내지 635㎫이고, -60℃에 있어서의 용접 열영향부의 샤르피 흡수 에너지가 60J 이상인 것을 목표로 한다.
본 발명자는, 박육 용접 강관에 비해 합금의 첨가량이 많은 후육 용접 강관의 HAZ의 저온 인성을 향상시키기 위해, 모재 강판의 성분 및 용접 조건에 의해 HAZ의 조직을 제어하는 방법을 검토하였다. 그 결과, 켄칭성을 높이는 원소 중, 특히 Mn과 Mo의 함유량을 최적화하여, 용접의 입열을 두께에 따라서 적정화하면, HAZ의 저온 인성을 확보할 수 있다고 하는 지식을 얻었다. 본 발명의 요지는, 이하와 같다.
(1)
관상으로 성형된 모재 강판을 시임 용접하여 이루어지는 조립(粗粒) HAZ를 갖는 두께 25 내지 45㎜의 후육 용접 강관이며,
상기 모재 강판이, 질량%로,
C:0.03% 내지 0.085%,
Mn:1.45% 내지 1.85%,
Ti:0.005 내지 0.020%,
Nb:0.005 내지 0.050%,
O:0.0005 내지 0.005%
를 포함하고,
Si:0.15% 이하,
Al:0.015% 이하,
P:0.02% 이하,
S:0.005% 이하,
Mo:0.20% 이하
로 제한되고, 또한 Mn 및 Mo의 함유량이 하기 수학식 1을 만족시키고, 하기 수학식 2에 의해 구해지는 Pcm이 0.16 내지 0.19이고, 잔량부가 Fe 및 불가피적 불순물로 이루어지는 성분 조성을 갖고,
상기 모재 강판의 금속 조직이, 면적률로 30 내지 95%의 페라이트와 저온 변태 조직으로 이루어지고,
상기 조립 HAZ의 금속 조직에 있어서, 입계 페라이트의 면적률이 1.5% 이상이고, 입계 페라이트와 입내 페라이트의 총 면적률이 11% 이상 90% 이하이고, MA의 면적률이 10% 이하이고, 잔량부가 베이나이트로 이루어지는, 저온 인성이 우수한 후육 용접 강관.
[수학식 1]
[수학식 2]
수학식 2에 있어서, [C], [Si], [Mn], [Cu], [Cr], [Ni], [Mo], [V]는, 각각 C, Si, Mn, Cu, Cr, Ni, Mo, V의 함유량[질량%]임.
(2)
상기 모재 강판의 금속 조직의 페라이트의 입경이, 2 내지 15㎛인, (1)에 기재된 저온 인성이 우수한 후육 용접 강관.
(3)
용접에 의한 HAZ의 금속 조직의 베이나이트가, 래스(lath)상 베이나이트와 괴상 베이나이트로 이루어지고, 상기 래스상 베이나이트의 면적률이 20% 이하인, (1)에 기재된 저온 인성이 우수한 후육 용접 강관.
(4)
상기 모재 강판이, 질량%로,
Cu:0.70% 이하, Ni:0.70% 이하
중 한쪽 또는 양쪽을 더 함유하는, (1)에 기재된 저온 인성이 우수한 후육 용접 강관.
(5)
상기 모재 강판이, 질량%로,
Cr:1.00% 이하,
V:0.10% 이하,
Zr:0.050% 이하,
Ta:0.050% 이하
중 1종 또는 2종 이상을 더 함유하는, (1)에 기재된 저온 인성이 우수한 후육 용접 강관.
(6)
상기 모재 강판이, 질량%로,
Mg:0.0100% 이하,
Ca:0.0050% 이하,
REM:0.0050% 이하
중 1종 또는 2종 이상을 더 함유하는, (1)에 기재된 저온 인성이 우수한 후육 용접 강관.
(7)
상기 후육 용접 강관의 주위 방향을 인장 방향으로 하는 항복 강도가 400 내지 635㎫이고, -60℃에 있어서의 상기 조립 HAZ의 샤르피 흡수 에너지가 60J 이상인, (1)에 기재된 저온 인성이 우수한 후육 용접 강관.
(8)
상기 후육 용접 강관의 용접 금속이, 질량%로,
C:0.04% 내지 0.09%,
Si:0.01% 내지 0.35%,
Mn:1.5% 내지 2.0%,
Al:0.002% 내지 0.030%,
Ti:0.003% 내지 0.030%,
O:0.0005% 내지 0.030%
를 포함하고,
P:0.02% 이하,
S:0.005% 이하
로 제한되고,
질량%로,
Ni:0.2% 내지 1.0%,
Cr+Mo+V:0.2% 내지 1.0%,
B:0.0001 내지 0.0050%
중 1종 또는 2종 이상을 더 함유하고, 잔량부가 철 및 불가피적 불순물로 이루어지는, (1)에 기재된 저온 인성이 우수한 후육 용접 강관.
(9)
질량%로,
C:0.03% 내지 0.085%,
Mn:1.45% 내지 1.85%,
Ti:0.005 내지 0.020%,
Nb:0.005 내지 0.050%,
O:0.0005 내지 0.005%
를 포함하고,
Si:0.15% 이하,
Al:0.015% 이하,
P:0.02% 이하,
S:0.005% 이하,
Mo:0.20% 이하
로 제한되고, 또한 Mn 및 Mo의 함유량이 하기 수학식 1을 만족시키고, 하기 수학식 2에 의해 구하는 Pcm이 0.16 내지 0.19이고, 잔량부가 Fe 및 불가피적 불순물로 이루어지는 성분 조성을 갖는 강을 주조하고, 얻어진 강편을 950 내지 1150℃로 가열하여, Ar3 이상의 종료 온도에서 열간 압연을 행하고, 600℃ 이하까지 수냉하여 얻어진 모재 강판을 관상으로 성형하고,
상기 모재 강판의 단부를 맞대어 내면 및 외면으로부터의 서브머지드 아크 용접에 의해 시임 용접할 때에, 상기 내면으로부터의 서브머지드 아크 용접의 입열 JI[kJ/㎝]와, 상기 외면으로부터의 서브머지드 아크 용접의 입열 JO[kJ/㎝]와 판 두께 t[㎜]가, 하기 수학식 3 및 수학식 4의 관계를 만족시키도록 하여 시임 용접하는, 저온 인성이 우수한 후육 용접 강관의 제조 방법.
[수학식 1]
[수학식 2]
수학식 2에 있어서, [C], [Si], [Mn], [Cu], [Cr], [Ni], [Mo], [V]는, 각각 C, Si, Mn, Cu, Cr, Ni, Mo, V의 함유량[질량%]임.
[수학식 3]
[수학식 4]
(10)
900℃ 이하에서의 압하비를 2.0 이상으로 하여 열간 압연하는, (9)에 기재된 저온 인성이 우수한 후육 용접 강관의 제조 방법.
(11)
상기 모재 강판을 관상으로 성형하는 공정이, 모재 강판을 C자 형상, U자 형상, O자 형상의 순으로 성형하는 UO 공정이고, 모재 강판의 단부를 시임 용접한 후, 얻어진 후육 용접 강관을 확관하는 공정을 구비하는, (9)에 기재된 저온 인성이 우수한 후육 용접 강관의 제조 방법.
(12)
후육 용접 강관의 제조에 사용되는 두께 25 내지 45㎜의 강판이며,
질량%로,
C:0.03% 내지 0.085%,
Mn:1.45% 내지 1.85%,
Ti:0.005 내지 0.020%,
Nb:0.005 내지 0.050%,
O:0.0005 내지 0.005%
를 포함하고,
Si:0.15% 이하,
Al:0.015% 이하,
P:0.02% 이하,
S:0.005% 이하,
Mo:0.20% 이하
로 제한되고, 또한 Mn 및 Mo의 함유량이 하기 수학식 1을 만족시키고, 하기 수학식 2에 의해 구해지는 Pcm이 0.16 내지 0.19이고, 잔량부가 Fe 및 불가피적 불순물로 이루어지는 성분 조성을 갖는 후육 용접 강관용 강판.
[수학식 1]
[수학식 2]
수학식 2에 있어서, [C], [Si], [Mn], [Cu], [Cr], [Ni], [Mo], [V]는, 각각 C, Si, Mn, Cu, Cr, Ni, Mo, V의 함유량[질량%]임.
(13)
금속 조직의 페라이트의 입경이, 2 내지 15㎛인, (12)에 기재된 후육 용접 강관용 강판.
본 발명에 따르면, 두께가 25 내지 45㎜이고, -60℃라고 하는 저온에서 양호한 HAZ 인성을 갖는 후육 용접 강관을 제공할 수 있어, 본 발명은 산업상의 공헌이 극히 현저하다.
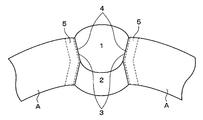
도 1은 후육 용접 강관의 HAZ의 조직을 설명하기 위한 모식도로, 조립 HAZ의 정의를 설명하기 위한 도면이다.
도 2는 후육 용접 강관의 조립 HAZ의 조직을 설명하기 위한 모식도로, 구 오스테나이트 입계 근방의 MA와 래스상 베이나이트를 설명하기 위한 도면이다.
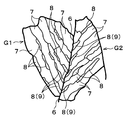
도 3은 본 발명의 후육 용접 강관의 조립 HAZ의 금속 조직을 설명하기 위한 모식도로, 조립 HAZ의 입계 페라이트 및 입내 페라이트를 설명하기 위한 도면이다.
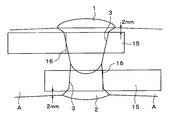
도 4는 조립 HAZ의 인성을 평가하는 V 노치 시험편의 채취 위치를 설명하기 위한 도면이다.
도 5는 0.85×[Mn]-[Mo]와, -60℃에 있어서의 조립 HAZ의 샤르피 흡수 에너지의 관계를 나타내는 그래프이다.
도 6은 환봉 시험편의 채취 위치를 설명하기 위한 도면이다.
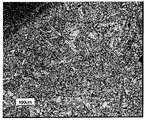
도 7은 본 발명예의 조립 HAZ의 금속 조직을 나타내는 사진이다.
도 8은 비교예의 조립 HAZ의 금속 조직을 나타내는 사진이다.
도 9는 도 7의 금속 조직의 모식도이다.
도 10은 도 8의 금속 조직의 모식도이다.
도 2는 후육 용접 강관의 조립 HAZ의 조직을 설명하기 위한 모식도로, 구 오스테나이트 입계 근방의 MA와 래스상 베이나이트를 설명하기 위한 도면이다.
도 3은 본 발명의 후육 용접 강관의 조립 HAZ의 금속 조직을 설명하기 위한 모식도로, 조립 HAZ의 입계 페라이트 및 입내 페라이트를 설명하기 위한 도면이다.
도 4는 조립 HAZ의 인성을 평가하는 V 노치 시험편의 채취 위치를 설명하기 위한 도면이다.
도 5는 0.85×[Mn]-[Mo]와, -60℃에 있어서의 조립 HAZ의 샤르피 흡수 에너지의 관계를 나타내는 그래프이다.
도 6은 환봉 시험편의 채취 위치를 설명하기 위한 도면이다.
도 7은 본 발명예의 조립 HAZ의 금속 조직을 나타내는 사진이다.
도 8은 비교예의 조립 HAZ의 금속 조직을 나타내는 사진이다.
도 9는 도 7의 금속 조직의 모식도이다.
도 10은 도 8의 금속 조직의 모식도이다.
본 발명자는, 우수한 저온 인성을 갖는 후육 용접 강관을 얻기 위해, 이하에 나타내는 바와 같이 검토하였다. 본 발명자는, 우선, 후육 용접 강관의 용접의 열영향부(HAZ)의 조직에 대해 조사를 행하였다.
도 1은 후육 용접 강관의 HAZ의 조직을 설명하기 위한 모식도로, 조립 HAZ의 정의를 설명하기 위한 도면이다. 후육 용접 강관은, 예를 들어 C자 형상, U자 형상, O자 형상의 순으로 성형하는 UO 공정에 의해 관상으로 된 모재 강판(A)의 단부끼리를 시임 용접하여 제조된다. 도 1은 HAZ를 포함하는 후육 용접 강관의 단면의 일부분을 도시하고 있다.
도 1에 있어서, 부호 1은 후육 용접 강관의 외면 용접 금속(용접 금속), 부호 2는 내면 용접 금속(용접 금속)을 나타내고, 부호 5는 모재 강판(A)의 HAZ를 나타내고, 부호 3은 모재 강판(A)과 용접 금속(1, 2)의 용융선을 나타내고 있다. 용접 금속(1, 2)과, 용접시에 용융되지 않은 모재 강판(A)의 경계가 용융선(3)이다. 후육 용접 강관의 주위 방향을 따라, 용융선(3)으로부터 모재 강판(A)의 내부를 향해 소정의 거리까지의 범위가 HAZ(5)로 된다. HAZ(5)에 있어서, 용융선(3)으로부터 모재 강판(A)측으로 0.3㎜까지의 영역이 조립 HAZ(4)로 된다.
본 발명자가 검토한 결과, 용융선(3)의 근방의 HAZ(5)에서는, 구 오스테나이트립이 조대하게 되어 있는 것을 알 수 있었다. 또한, 구 오스테나이트립은, 시임 용접시에 발생한 오스테나이트립이, 페라이트와 저온 변태 조직으로 바뀐 것이다. 구 오스테나이트립의 입경은, 시임 용접시에 발생한 오스테나이트립의 입경과 동등하다. 특히, HAZ(5) 중, 용융선(3)으로부터 모재 강판측으로 0.3㎜까지의 영역인 조립 HAZ(4)에서는, 구 오스테나이트립의 입경이 100㎛ 이상으로 되어 있고, 큰 것에서는 입경 200 내지 300㎛의 구 오스테나이트립도 관찰되었다. 용융선(3)으로부터 모재 강판(A)측으로 0.3㎜까지의 HAZ(5)[조립 HAZ(4)]에는 구 오스테나이트립이 1 내지 3개 포함된다.
환언하면, 본 발명에 있어서, 조립 HAZ(4)라 함은, 용접에 의해 오스테나이트 온도 영역까지 가열된 결과, 구 오스테나이트 입경이 100㎛ 이상으로 되어 있는 영역이다. 본 발명자들은, 후육 용접 강관의 HAZ(5)로부터 시험편을 채취하여, -60℃에 있어서의 인성을 평가한 결과, 조립 HAZ(4)에서 취성 파괴되기 쉽다고 하는 지식을 얻었다.
도 2는 후육 용접 강관의 조립 HAZ(4)의 조직을 설명하기 위한 모식도로, 구 오스테나이트립의 입계 근방의 MA와 래스상 베이나이트를 설명하기 위한 도면이다. 도 2에 있어서, 부호 6은 구 오스테나이트 입계를 나타내고, 부호 7은 래스상 베이나이트를 나타내고, 부호 8은 MA를 나타내고 있다. 도 2는 조립 HAZ(4)에 있어서, 구 오스테나이트 입계(6)를 사이에 두고, 2개의 구 오스테나이트립(G1, G2)이 접하고 있는 상태를 나타내고 있다. 상술한 바와 같이, 조립 HAZ(4)에서는, 시임 용접시에 발생한 오스테나이트립이, 냉각 후에 구 오스테나이트립으로 된다. 그리고 인접하는 구 오스테나이트립(G1, G2)끼리의 사이에는, 구 오스테나이트 입계(6)가 흔적으로 되어 나타난다. 조립 HAZ(4)에서는, 구 오스테나이트 입계(6) 및 구 오스테나이트립의 내부에, 래스상 베이나이트(7), MA(8)가 생성된다.
후육 용접 강관에서는, 모재 강도와 인성을 양립시키기 위해, Mn이나 Mo 등의 켄칭성 원소가 많이 첨가된다. 그로 인해, 조립 HAZ(4)에서는, 도 2에 도시하는 바와 같이, 구 오스테나이트 입계(6)로부터 래스상 베이나이트(7)가 생성되기 쉽다.
도 2에 도시하는 래스상 베이나이트(7)는, 래스상의 페라이트 사이에 시멘타이트가 생성되어 이루어지는 조직이다. 용접 후의 조립 열영향부(4)의 냉각 속도가 느린 경우, 생성된 래스상 베이나이트(7)의 사이에 C가 농축되므로, 도 2에 도시하는 바와 같이, 마르텐사이트와 오스테나이트의 MA(8)가 생성된다.
본 발명자는, 조립 열영향부(4)의 MA(8)의 분포 상태와 취성 파괴의 기점의 대응을 상세하게 조사하였다. 그 결과, 도 2에 나타내는 MA(8) 중, 구 오스테나이트 입계(6)에 인접하는 MA(9)가 파괴의 기점으로 되는 것을 밝혀냈다.
구 오스테나이트 입계(6)를 사이에 두고, 각 구 오스테나이트립의 내부를 향해 각각 생성되는 래스상 베이나이트(7)는, 서로 결정 방위가 크게 다르다. 그로 인해, 구 오스테나이트 입계(6)는 대경각 입계로 된다. 따라서, 구 오스테나이트 입계(6)에 인접하는 MA(9)가 파괴의 기점으로 되기 쉽다고 생각된다. 또한, 대경각 입계라 함은, 방위차가 15°이상인 입계로 정의되고, EBSP 해석에 의해 판정할 수 있다.
한편, 구 오스테나이트립의 입내에 있어서 래스상 베이나이트(7) 사이에 생성되는 MA(8)는, 취성 파괴의 기점으로 되지 않는 것을 알 수 있었다. 그 이유는, 도 2에 도시하는 바와 같이, 구 오스테나이트립의 입내에 생성되는 MA(8)끼리는, 결정 방위가 거의 동일하여, MA(8)끼리의 사이에 존재하는 입계가 대경각 입계로 되지 않기 때문이라고 생각된다.
본 발명자는, 더욱 검토를 거듭하여, 우수한 저온 인성을 갖는 후육 용접 강관을 얻기 위해서는, 조립 HAZ(4)의 금속 조직에 있어서, 입계 페라이트의 면적률이 1.5% 이상이고, 입계 페라이트와 입내 페라이트의 총 면적률이 11% 이상 90% 이하이고, MA(8)의 면적률이 10% 이하이고, 잔량부가 베이나이트인 것이 필요한 것을 발견하였다.
도 3은 본 발명의 후육 용접 강관의 조립 HAZ(4)의 금속 조직을 설명하기 위한 모식도이다. 도 3에 도시하는 바와 같이, 본 발명의 후육 용접 강관의 조립 HAZ(4)에는, 구 오스테나이트 입계(6)에 생성된 입계 페라이트(10)와, 구 오스테나이트립 내에 생성된 입내 페라이트(11)가 포함되어 있다. 입계 페라이트(10)는, 용접시의 재열에 의해 생성된 오스테나이트립이 냉각되었을 때에, 구 오스테나이트 입계(6)의 위치에 핵 생성되어 입성장한 페라이트이다. 입내 페라이트(11)는, 오스테나이트립이 냉각되었을 때에, 구 오스테나이트립의 내부의 미세 개재물을 핵으로 하여 생성된 페라이트이다.
조립 HAZ(4)의 구 오스테나이트 입계(6)에 생성된 입계 페라이트(10)는, 파괴의 균열 전파의 저항으로 된다. 상술한 바와 같이, 조립 HAZ(4)에서는, 구 오스테나이트 입계(6)로부터 각 구 오스테나이트립(G1, G2)의 내부를 향해, 서로 결정 방위가 다른 상태에서, 래스상 베이나이트(7), MA(9)가 생성된다. 입계 페라이트(10)가 존재함으로써, 구 오스테나이트 입계(6)의 위치에서, 이와 같이 서로 결정 방위가 다른 래스상 베이나이트(7), MA(9) 사이에 입계 페라이트(10)가 들어가게 된다. 이 입계 페라이트(10)가 파괴의 균열 전파의 저항으로 되어, 조립 HAZ(4)의 저온 인성이 향상된다.
-60℃에 있어서의 조립 HAZ(4)의 저온 인성을 유효하게 향상시키기 위해서는, 입계 페라이트(10)의 면적률이 1.5% 이상인 것이 필요하다. 입계 페라이트(10)의 면적률은, 도 3에 도시하는 바와 같이, 조립 HAZ(4)의 단면 조직에 있어서, 입계 페라이트(10)가 나타나는 면적률[구 오스테나이트 입계(6)에 접하고 있는 페라이트의 면적률]로 정의된다. 입계 페라이트(10)의 면적률이 1.5% 미만에서는, 입계 페라이트(10)의 파괴 전파 저항은 충분하지 않아, 1.5% 이상이 필요하다.
또한, 구 오스테나이트립 내의 산화물로부터 생성되는 조립 HAZ(4)의 입내 페라이트(11)는 미세하고, 파괴의 균열 전파의 저항으로 되어, 취성 파괴 저항을 높여, 저온 인성을 향상시킨다. 또한, 입내 페라이트(11)의 생성에 수반하여, 시멘타이트가 석출되므로, 조대한 MA(8)의 생성이 억제된다.
구 오스테나이트 입계(6)에 있어서의 입계 페라이트(10)와 입내 페라이트(11)가 충분히 존재함으로써, -60℃에 있어서의 인성이 우수한 후육 용접 강관이 얻어진다. 본 발명의 후육 용접 강관에서는, -60℃에 있어서의 인성을 확보하기 위해, 조립 HAZ(4)의 금속 조직에 있어서, 입계 페라이트(10)와 입내 페라이트(11)의 총 면적률이 11% 이상인 것이 필요하다. 또한, 조립 HAZ(4)의 금속 조직에 있어서의 입내 페라이트(11)의 면적률은 0.5% 이상인 것이 바람직하다.
조립 HAZ(4)의 금속 조직에 있어서의 입계 페라이트(10) 및 입내 페라이트(11)의 면적률의 증가와 함께 HAZ(5)의 저온 인성이 개선된다. 그러나 입계 페라이트(10) 및 입내 페라이트(11)의 면적률의 합계가 90%를 초과하면, 강도가 저하된다. 이로 인해, 본 발명에 있어서는, 조립 HAZ(4)의 금속 조직에 있어서의 입계 페라이트(10) 및 입내 페라이트(11)의 면적률의 합계의 상한을, 90% 이하로 하고, 바람직하게는 80% 이하로 한다.
또한, 조립 HAZ(4)의 금속 조직에 포함되는 베이나이트는, 도 2에 도시하는 래스상 베이나이트(7)와 괴상 베이나이트(도시하지 않음)로 이루어진다. 래스상 베이나이트(7)는, 래스상의 페라이트 사이에 시멘타이트가 생성된 조직이다. 서로 인접하고 있는 래스상 베이나이트(7)끼리는 동일한 결정 방위로 생성되므로, 조립 HAZ(4)의 금속 조직에 포함되는 래스상 베이나이트(7)는 조대한 조직으로 되어, 인성을 열화시킨다. 따라서, 본 발명에 있어서는, 조립 HAZ(4)의 래스상 베이나이트(7)의 면적률을 20% 이하로 하는 것이 바람직하다. 괴상 베이나이트는, 그래뉼라 베이나이트라고도 불리는 것으로, 괴상의 페라이트 사이에 시멘타이트가 생성된 조직이다.
또한, 본 발명자는, 조립 HAZ(4)의 금속 조직을, 입계 페라이트(10) 및 입내 페라이트(11)가 충분히 생성되고, 또한 MA(8)가 억제된 것으로 제어하기 위해, 모재 강판(A)의 합금의 성분에 대해 검토를 행하였다.
HAZ(5)에 생성된 베이나이트와 MA(8)는 인성을 저하시킨다. 그로 인해, 모재 강판(A)의 합금의 성분에 대해서는, 켄칭성을 향상시키는 원소 중, 함유량이 많은 Mn과, 켄칭성에 미치는 효과가 현저한 Mo에 착안하여 검토를 행하였다.
Mn은, 모재 강판의 강도를 향상시키는 저렴한 원소로서 유용하고, HAZ(5)의 페라이트 생성을 억제하는 효과는 비교적 작다. 한편, Mo는 미량으로 모재 강도의 향상에 유용한 원소이지만, HAZ(5)의 페라이트 생성을 현저하게 억제한다. 그로 인해, HAZ(5)의 인성을 확보하기 위해서는, 함유량을 억제해야 한다.
본 발명자는, Mn 및 Mo의 함유량을 결정하기 위해, Mn 및 Mo의 함유량이 다른 복수의 판 두께 25 내지 45㎜의 모재 강판을 제조하였다. 그리고 본 발명자는, 각 모재 강판을 사용하여 서브머지드 아크 용접하여 조인트를 제작하고, 저온 인성을 평가하였다. 서브머지드 아크 용접은, 표면 및 이면으로부터 1층씩 행하였다. 저온 인성은, JIS Z 2242에 준거하여 -60℃에서 샤르피 충격 시험을 행하고, V 노치 시험편의 샤르피 흡수 에너지를 측정하여, 평가하였다. V 노치 시험편은, JIS Z 3128에 준거하여 제작하였다.
도 4는 V 노치 시험편의 채취 위치를 설명하기 위한 도면이다. 도 4에 있어서, 부호 1은 외면 용접 금속(용접 금속), 부호 2는 내면 용접 금속(용접 금속)을 나타내고, 부호 3은 모재 강판(A)과 용접 금속(1, 2)의 용융선을 나타내고 있다. 도 4에 도시하는 바와 같이, V 노치 시험편(15)의 길이 방향과, 모재 강판(A)의 폭 방향(후육 용접 강관의 주위 방향)이 일치하고 있다. V 노치 시험편(15)의 중앙이 용융선(3)의 위치로 되도록, V 노치 시험편(15)이 잘라내어져 있다. 이에 의해, V 노치 시험편(15)의 중앙에 형성되는 V 노치(16)가, 용융선(3)과 교차하고 있다. 또한, V 노치 시험편(15)은, 모재 강판[A(후육 용접 강관)]의 외면측과 내면측으로부터 각각 2㎜의 깊이에 있어서 채취된 것이다.
그리고 본 발명자는, 이 V 노치 시험편(15)을 사용한 샤르피 충격 시험의 결과, Mn 및 Mo의 함유량이, 하기 수학식 1을 만족시키는 경우에, HAZ(5), 특히 조립 HAZ(4)의 저온 인성을 확보할 수 있는 것을 발견하였다.
[수학식 1]
수학식 1에 있어서 [Mn], [Mo]는, 각각 Mn, Mo의 함유량[질량%]이다.
(0.85×[Mn]-[Mo])가 1.1 내지 1.6인 각 강종으로 제작한 각 V 노치 시험편(15)을 사용하여, 조립 HAZ(4)의 저온 인성을 조사하였다. 그 결과, 도 5를 얻었다. (0.85×[Mn]-[Mo])가 수학식 1의 하한값 미만이면, 조립 HAZ(4)의 입계 페라이트(10)의 생성을 억제하는 Mo의 영향이 커진다. 한편, (0.85×[Mn]-[Mo])가 수학식 1의 상한값을 초과하면, Mn에 의한 켄칭성 향상의 효과가 커진다. 그로 인해, (0.85×[Mn]-[Mo])가 수학식 1의 범위 밖에서는, 조립 HAZ(4)에 입계 페라이트(10)가 충분히 생성되지 않게 되고, -60℃에 있어서의 조립 HAZ(4)의 샤르피 흡수 에너지가 60J 미만으로 되어, HAZ(5)의 저온 인성이 저하된다.
또한, 조립 HAZ(4)의 입내 페라이트(11)의 생성핵에는, Ti의 산화물이 적합하다. 따라서, 본 발명에서는, 조립 HAZ(4)의 금속 조직에 있어서의 입내 페라이트의 면적률을 0.5% 이상으로 하기 위해, 모재 강판(A)의 합금의 성분에 있어서의 Al의 함유량의 상한이 0.015% 이하로 제한되는 동시에, 0.005 내지 0.02%의 Ti가 함유되어, 미세한 Ti 산화물이 생성된다.
또한, Si 및 Al은, MA(8)의 생성을 촉진하는 원소이다. 본 발명에서는, 조립 HAZ(4)의 금속 조직에 있어서의 MA(8)의 면적률을 10% 이하로 하기 위해, 모재 강판(A)의 합금의 성분에 있어서의 Al의 함유량의 상한이 0.015% 이하로 제한되는 동시에, Si의 함유량이 0.15% 이하로 제한된다.
또한, 모재 강판(A)의 하기 수학식 2에 의해 구하는 Pcm이 0.19를 초과하면, 조립 HAZ(4)에 입내 페라이트(11)가 충분히 생성되지 않아, 조립 HAZ(4)의 저온 인성이 불충분해진다. Pcm은, 일반적으로는, 용접성의 지표이지만, 켄칭성에 영향을 미치는 합금 성분의 관계식으로, 후육 용접 강관의 금속 조직에도 영향을 미친다. 켄칭성이 증가하면, 조립 HAZ(4)의 래스상 베이나이트(8)가 생성되기 쉬워진다. Pcm이 0.19를 초과하면, 조립 HAZ(4)의 금속 조직에 있어서의 래스상 베이나이트(4)의 면적률이 20% 이하로 되지 않게 되는 경우가 있으므로 바람직하지 않다.
[수학식 2]
수학식 2에 있어서, [C], [Si], [Mn], [Cu], [Cr], [Ni], [Mo], [V]는, 각각 C, Si, Mn, Cu, Cr, Ni, Mo, V의 함유량[질량%]이다.
또한, 함유량이 제한되는 Mo, 선택적으로 함유되는 Si, Ni, Cu, Cr, V에 대해서는, 의도적으로 함유하지 않는 경우, 상기 수학식 1, 수학식 2에 있어서 0으로 하여 계산한다.
「모재 강판의 금속 조직」
다음에, 본 발명의 후육 용접 강관의 모재 강판의 금속 조직에 대해 설명한다. 두께가 25 내지 45㎜인 본 발명의 후육 용접 강관의 강도가, API 규격으로 X60 그레이드 이상으로 되기 위해서는, 모재 강판의 금속 조직에 저온 변태 조직을 생성시키는 것이 필요하다. 저온 변태 조직은, 일반적으로, 마르텐사이트, 베이나이트, MA의 총칭이다. 단, 본 발명의 모재 강판에서는 열간 압연 후의 냉각 속도가 느리기 때문에, 마르텐사이트가 생성되기 어려워, 저온 변태 조직이, 베이나이트, MA 중 한쪽 또는 양쪽으로 되는 경우가 많다. 한편, 모재 강판의 금속 조직이 저온 변태 조직만, 예를 들어 베이나이트 단상(單相)으로 되면, 사행 파면이 형성되어, 인성이 열화되므로, 모재 강판의 금속 조직에 페라이트를 생성시키는 것이 필요하다.
본 발명에서는, -60℃에서 인성을 확보하기 위해, 모재 강판의 금속 조직은, 면적률로 30 내지 95%의 페라이트와, 저온 변태 조직으로 이루어진다. 페라이트의 면적률은, 인성을 향상시키기 위해 30% 이상으로 하고, 강도를 확보하기 위해 95% 이하로 한다. 페라이트의 잔량부는 저온 변태 조직이고, 이 중 MA는, 인성에 악영향을 미치는 조직이므로, 면적률로 10% 이하로 하는 것이 바람직하다. 단, 모재 강판의 결정립은 HAZ에 비하면 미세하므로, MA의 악영향이 문제로 되지 않는 경우가 많다. 후육 용접 강관의 모재 강판의 금속 조직은, 페라이트의 면적률이 50% 이상, 베이나이트의 면적률이 50% 이하이면, 강도와 인성의 밸런스가 더욱 양호해진다.
모재 강판의 금속 조직에 포함되는 페라이트의 입경이 조대하면, 세퍼레이션이 현저해져 모재 강판의 인성이 열화되는 경우가 있다. 따라서, -60℃에 있어서의 인성을 확보하기 위해서는, 모재 강판의 페라이트의 입경을 15㎛ 이하로 하는 것이 바람직하다. 저온 인성을 향상시키기 위해서는, 모재 강판의 페라이트의 입경을 미세화하는 것이 바람직하다. 그러나 본 발명의 후육 용접 강관은, 두께가 25㎜ 이상이다. 판 두께가 25㎜ 이상인 강판에서는, 열간 압연의 압하비나 냉각 속도에 한계가 있다. 따라서, 제조 비용의 관점에서, 모재 강판의 페라이트의 입경의 하한은 2㎛ 이상이 바람직하다.
「모재 강판의 성분」
다음에, 본 발명의 후육 용접 강관의 모재 강판의 성분에 대해 설명한다. 또한, 성분에 대한 %의 표기는, 특별히 언급이 없는 경우는 질량%를 의미한다.
모재 강판의 금속 조직은, 켄칭성과의 상관이 강하고, 본 발명에서는, C, Si, Mn, Cu, Cr, Ni, Mo, V의 함유량[질량%]으로부터, 상기 수학식 2에 의해 구하는 Pcm으로 평가한다. 본 발명에서는, 모재 강판 및 후육 용접 강관의 HAZ의 강도와 저온 인성을 양립시켜, X60 그레이드 이상을 만족시키기 위해, 모재 강판의 합금의 성분에 있어서 Pcm은 0.16 내지 0.19로 된다.
C는, 강의 강도를 향상시키는 원소이다. 본 발명에서는, C의 함유량을 제한하고, 페라이트와 베이나이트의 혼합 조직으로 함으로써, 모재 강판의 강도와 인성이 양립된다. C 함유량이 0.03% 미만이면 강도가 불충분해진다. C 함유량이 0.085%를 초과하면 인성이 열화된다. 그로 인해, 본 발명에서는 최적의 C량은, 0.03 내지 0.085%의 범위로 된다.
Si는 탈산 원소이지만, HAZ에서 MA 생성을 조장시키는 원소이다. Si 함유량이 0.15%를 초과하면 MA의 생성이 현저해져 인성이 열화된다. 그로 인해, 본 발명에서는 Si 함유량은 0.15% 이하로 된다. MA의 생성을 억제하기 위해서는, Si 함유량은 0.10% 이하가 바람직하다.
Mn은, 탈산제로서 사용되어, 모재 강판의 강도와 인성의 확보에 필요하다. 베이나이트의 생성을 촉진시켜, 강도를 얻기 위해서는, 1.45% 이상의 Mn을 함유시키는 것이 필요하다. 바람직하게는, 1.50% 이상의 Mn을 함유시킨다. 한편, 조립 HAZ의 입계 페라이트를 생성시키기 위해, 본 발명에서는, Mn의 함유량의 상한은 1.85% 이하로 된다. 바람직하게는, Mn량은 1.80% 이하이다.
P는, 불순물 원소로, 0.02% 초과를 함유하면 모재 강판의 인성이 열화된다. 따라서, P의 함유량의 상한은 0.02% 이하이다.
S는, 불순물 원소로, 0.005% 초과를 함유하면 조대한 황화물을 생성하여, 모재 강판의 인성을 열화시킨다. 따라서, S의 함유량의 상한은 0.005% 이하이다.
Al은, 탈산제로서 사용되지만, 본 발명에서는, 입내 페라이트의 생성핵으로서 Ti 산화물을 이용하므로, Al의 함유량의 상한은 0.015% 이하로 제한된다. 또한, Al은, 조립 HAZ의 MA의 생성을 조장시키므로, Al 함유량의 상한은 0.010% 이하로 제한되는 것이 바람직하다.
Ti는, 입내 변태의 생성핵으로서 유효하게 작용하는 Ti의 산화물을 미세하게 분산시키므로, 중요한 원소이다. 그 효과를 발휘시키기 위해, 본 발명에서는, Ti의 함유량은 0.005% 이상으로 한다. 그러나 Ti량이 0.020%를 초과하면, 조대한 Ti의 탄질화물이 생성되어, 인성이 손상된다. 따라서, Ti의 함유량의 상한은 0.020% 이하로 한다. Ti량의 바람직한 상한은, 0.015% 이하이다.
Nb는, 모재 강판의 조직을 세립화시키는 동시에, 미세한 탄질화물을 생성시키므로, 강도와 인성을 확보하기 위해 중요한 원소이다. 그 효과를 발휘시키기 위해서는, 0.005% 이상의 Nb가 함유될 필요가 있다. 그러나 Nb의 함유량이 0.050%를 초과하면 조대한 탄질화물이 생성되어, 인성이 열화된다. 따라서, Nb의 함유량의 상한은 0.050% 이하로 한다. Nb는, 강의 켄칭성을 높이는 원소로, 조립 HAZ의 입계 페라이트의 생성을 촉진시키기 위해서는, Nb의 함유량의 상한이 0.025% 이하로 되는 것이 바람직하다.
Mo는, 켄칭성을 향상시키는 원소로, 특히 두께가 두꺼운 모재 강판의 강도와 인성의 양립에는 유효하다. 그러나 본 발명에서는, 조립 HAZ에 입계 페라이트를 생성시키므로, Mo의 함유량의 상한은 0.20% 이하로 제한된다. 또한, 조립 HAZ의 MA의 생성을 억제하기 위해서는, Mo의 함유량은 0.15% 이하로 하는 것이 바람직하다.
O(산소)는, 강 중에 불가피적으로 함유되는 원소이다. 본 발명에 있어서는, 입내 페라이트의 생성에 기여하는 미세한 Ti 산화물을 생성시키기 위해, 모재 강판의 O 함유량을 0.0005 내지 0.005%로 한다. 즉, O 함유량이 0.0005% 미만에서는 충분한 개수의 Ti 산화물이 생성되지 않고, 0.005% 초과에서는 조대한 Ti 산화물이 생성되어 인성이 열화된다. 또한, 모재 강판의 O 함유량은, 산화물이 생성되는 주조시에 강 중에 잔존하는 산소량과 동등하다.
또한, 강도와 인성을 향상시키는 원소로서 모재 강판에, Cu, Ni, Cr, V, Zr, Ta 중, 1종 또는 2종 이상을 함유해도 된다. 또한 이들 원소는, 함유량이 바람직한 하한 미만인 경우는, 특별히 악영향을 미치는 일은 없다.
Cu 및 Ni는, 인성을 손상시키는 일 없이 강도를 상승시키는 유효한 원소로, 그 효과를 얻기 위해서는, Cu 및 Ni의 함유량의 하한은 0.05% 이상으로 하는 것이 바람직하다. 한편, Cu 및 Ni의 함유량의 상한은, 강편 가열시 및 용접시의 균열을 억제하기 위해, 0.70% 이하로 하는 것이 바람직하다.
Cr, V, Zr, Ta는, 탄화물, 질화물을 생성하여, 석출 강화에 의해 강의 강도를 향상시키는 원소로, 1종 또는 2종 이상을 함유시켜도 된다. 강도를 효과적으로 상승시키기 위해서는, Cr 함유량의 하한은 0.02% 이상, V 함유량의 하한은 0.01% 이상, Zr 함유량 및 Ta 함유량의 하한은, 모두 0.0001% 이상으로 하는 것이 바람직하다. 한편, Cr을 과잉 첨가하면, 켄칭성의 향상에 의해 강도가 상승하여, 인성을 손상시키는 경우가 있으므로, Cr의 함유량의 상한은 1.00% 이하로 하는 것이 바람직하다. 또한, V, Zr, Ta가 과잉 첨가되면, 탄화물 및 질화물이 조대화되어, 인성이 손상되는 경우가 있으므로, V 함유량의 상한은 0.10% 이하, Zr 함유량, Ta 함유량의 상한은 모두 0.050% 이하로 하는 것이 바람직하다.
또한, 개재물의 형태를 제어하여, 인성의 향상을 도모하기 위해, Mg, Ca, REM 중 1종 또는 2종 이상이 모재 강판에 함유되어도 된다. 또한, 이들 원소도, 함유량이 바람직한 하한 미만인 경우는, 특별히 악영향을 미치는 일은 없다.
Mg는, 산화물의 미세화, 황화물의 형태 제어에 효과를 발현하는 원소이다. 특히, 미세한 Mg의 산화물은 입내 변태의 생성핵으로서 작용하고, 또한 피닝 입자로서 입경의 조대화를 억제하는 효과를 발현한다. 이들 효과를 얻기 위해, Mg가 0.0001% 이상 함유되는 것이 바람직하다. 한편, 0.0100%를 초과하는 양의 Mg를 함유하면, 조대한 산화물이 생성되어, 모재 강판 및 강관의 HAZ 인성이 열화되므로, Mg량의 함유량의 상한은 0.0100% 이하로 하는 것이 바람직하다.
Ca 및 REM은, 황화물의 형태 제어에 유용하고, 황화물을 생성하여 압연 방향으로 신장된 MnS의 생성을 억제하고, 모재 강판의 판 두께 방향의 특성, 특히 내(耐) 라멜라티어성을 개선하는 원소이다. 이 효과를 얻기 위해서는, Ca 함유량, REM 함유량의 하한은, 모두 0.0001% 이상으로 하는 것이 바람직하다. 한편, Ca 함유량, REM 함유량이 0.0050%를 초과하면, 조대한 산화물이 증가하여 인성이 열화되므로, Ca 함유량 및 REM 함유량의 상한은 0.0050% 이하로 하는 것이 바람직하다.
또한, 본 발명의 후육 용접 강관의 모재 강판의 두께는 25㎜ 이상이다. 라인 파이프로서 사용할 때에, 내압에 의한 파괴를 방지하기 위해서는, 모재 강판의 두께를 30㎜ 이상으로 하는 것이 바람직하다. 한편, 모재 강판의 두께는, 45㎜를 초과하면, 강도를 향상시키기 위해 많은 합금의 첨가가 필요해지고, 또한 용접의 입열이 커지므로, 강도 및 저온 인성의 확보가 어려워진다. 따라서, 본 발명의 후육 용접 강관의 모재 강판의 두께의 상한은 45㎜ 이하로 한다.
본 발명은, 이른바 범용 라인 파이프인 X60 내지 70의 용접 강관을 대상으로 하고 있고, 주위 방향에 대응하는 인장 방향의 항복 강도는 635㎫ 이하인 것이 바람직하다. 라인 파이프의 내압을 높이기 위해서는, 용접 강관의 주위 방향에 대응하는 인장 방향의 항복 강도를 400㎫ 이상으로 하는 것이 바람직하다. 또한, 통상, 강관의 주위 방향에 대응하는 방향이라 함은, 모재 강판의 판 폭 방향이다. 또한, 본 발명의 후육 용접 강관은, 한랭지에서의 사용이 상정되어 있고, -60℃에 있어서의 HAZ의 샤르피 흡수 에너지가 40J 이상, 나아가서는 80J 이상인 것이 바람직하다.
「용접 금속의 성분 조성」
또한 용접 금속의 성분 조성에 대해 서술한다.
C는, 용접 금속의 강도 향상에 극히 유효한 원소로, 0.04% 이상을 함유하는 것이 바람직하다. 그러나 C 함유량이 지나치게 많으면 용접 저온 균열이 발생하기 쉬워지고, 특히 현지 용접부와 시임 용접이 교차하는, 이른바 T 크로스부의 HAZ가 경화되어 인성을 손상시키는 경우가 있다. 그로 인해, 용접 금속의 C 함유량의 상한은 0.09% 이하로 하는 것이 바람직하다.
Si는, 용접 결함인 블로우 홀의 발생을 방지하기 위해, 0.01% 이상 함유하는 것이 바람직하다. 한편, Si가 과잉으로 첨가되면 용접 금속의 저온 인성이 저하되므로, Si 함유량의 상한은 0.35% 이하로 하는 것이 바람직하다. 특히, 복수회의 용접을 행하는 경우에는, 재열된 용접 금속의 저온 인성이 현저하게 열화되는 경우가 있으므로, Si 함유량의 상한은 0.30% 이하로 하는 것이 더욱 바람직하다.
Mn은, 용접 금속의 강도와 인성의 밸런스를 확보하기 위해 유효한 원소로, Mn 함유량의 하한은 1.5% 이상으로 하는 것이 바람직하다. 그러나 Mn이 다량으로 함유되면 편석이 조장되어, 용접 금속의 저온 인성이 손상되고, 용접에 사용하는 용접 와이어의 제조도 곤란해지므로, Mn 함유량의 상한은 2.0% 이하로 하는 것이 바람직하다.
Al은, 용접 와이어의 제조시에, 정련 및 응고를 양호하게 행하게 하기 위해 첨가되는 원소이다. 미세한 Ti계의 산화물을 활용하여 용접 금속의 입경의 조대화를 억제하기 위해서는, 용접 금속의 Al 함유량은 0.002% 이상으로 하는 것이 바람직하다. 그러나 Al은, MA의 생성을 조장하는 원소이므로, 용접 금속의 Al 함유량의 바람직한 상한은, 0.030% 이하이다.
Ti는, 입내 변태의 생성핵으로 되는 미세한 산화물을 발생시켜, 용접 금속의 입경의 미세화에 기여한다. Ti는, 0.003% 이상 함유시키는 것이 바람직하다. 한편, Ti가 다량으로 함유되면 Ti의 탄화물이 많이 생성되어, 저온 인성이 열화되는 경우가 있으므로 함유량의 상한은 0.030%로 하는 것이 바람직하다.
O는, 불순물이며, 용접 금속에 최종적으로 잔존하는 산소량은 0.0005% 이상인 경우가 많다. 그러나 O가, 0.030%를 초과하여 용접 금속에 잔존한 경우, 조대한 산화물이 생성되어, 용접 금속의 인성이 저하되는 경우가 있다. 따라서, 용접 금속의 O 함유량의 상한은 0.030% 이하로 하는 것이 바람직하다. 통상, 용접 금속의 O 함유량은, 서브머지드 아크 용접에 사용하는 플럭스에 의해 조정된다.
P 및 S는 불순물이며, 용접 금속의 저온 인성의 열화, 저온 균열 감수성의 저감을 위해서는, P 함유량의 상한은 0.02% 이하, S 함유량의 상한은 0.005% 이하로 하는 것이 바람직하다. 또한, 저온 인성의 관점에서, P 함유량의 더욱 바람직한 상한은 0.01% 이하이다.
용접 금속은, 선택적으로, Ni, Cr, Mo, V 중 1종 또는 2종 이상을 더 함유하는 것이 바람직하다.
Ni는, 용접 금속의 켄칭성을 높여 강도를 확보하여, 저온 인성을 더욱 향상시키는 원소이다. 효과를 얻기 위해서는, 0.2% 이상의 Ni가 함유되는 것이 바람직하다. 한편, Ni의 함유량이 지나치게 많으면 고온 균열을 발생하는 경우가 있으므로, Ni량의 상한은 1.0% 이하로 하는 것이 바람직하다.
Cr, Mo, V는, 모두 켄칭성을 높이는 원소로, 용접 금속의 고강도를 위해, 이들 중, 1종 또는 2종 이상이 합계 0.2% 이상 함유되는 것이 바람직하다. 한편, Cr, Mo, V를 과잉으로 함유하면, 용접 금속의 켄칭성이 지나치게 높아져, 저온 인성이 손상되는 경우가 있다. 따라서, Cr, Mo, V 중 1종 또는 2종 이상의 합계의 함유량의 상한은 1.0% 이하로 하는 것이 바람직하다.
용접 금속은, 켄칭성을 더욱 높이기 위해, B가 함유되어도 된다. B는, 용접 금속의 켄칭성을 현저하게 향상시키는 원소로, 강도를 확보하기 위해서는, 0.0001% 이상을 함유하는 것이 바람직하다. 한편, B를 과잉으로 함유하면, 용접 금속의 인성이 손상되는 경우가 있으므로, B 함유량의 상한은 0.0050% 이하로 하는 것이 바람직하다.
용접 금속은, 모재 강판으로부터의 희석에 의해, 상기 이외의 원소, 예를 들어 모재 강판의 필수 원소인 Nb, 선택적으로 모재에 첨가되는 Cu, Zr, Ta, Mg, Ca, REM 등을 함유하는 경우가 있다. 또한, 용접 금속은, 용접 와이어의 정련이나 응고를 양호하게 행하게 하기 위해 필요에 따라서 첨가시킨, Zr, Nb, Mg 등의 원소를 함유하는 경우가 있다. 이들은, 불가피적으로 함유되는 불순물이다.
「후육 용접 강관의 제조 방법」
다음에, 본 발명의 후육 용접 강관의 제조 방법에 대해 설명한다. 우선, 모재 강판의 제조 방법에 대해 설명한다.
상술한 모재 강판의 성분으로 조정된 강이 용제된 후, 주조하여 강편으로 된다. 주조는 통상법에 의해 행하면 되지만, 생산성의 관점에서 연속 주조가 바람직하다. 강편은 열간 압연을 위해 가열된다.
열간 압연에서는, 강의 조직이 오스테나이트로 되는 온도 영역으로 강편이 가열된다. 본 발명에 있어서의 모재 강판의 화학 성분에서는, 강의 조직이 오스테나이트로 되는 Ac3이 950℃를 초과하는 일은 없으므로, 열간 압연의 가열 온도는 950℃ 이상으로 한다. 강편의 가열 온도의 상한은, 모재 강판의 결정립을 미세화하기 위해, 1150℃ 이하로 한다. 또한, 열간 압연 후의 페라이트 변태를 촉진시키기 위해서는, 낮은 온도에서 열간 압연이 행해지고, 축적되는 변형량이 많아지는 것이 바람직하다. 따라서, 열간 압연의 가열 온도를 저하시키는 것이 바람직하고, 1100℃ 이하가 더욱 바람직한 강편의 가열 온도의 상한이다.
열간 압연은, 가열로로부터 강편이 추출된 후, 즉시 개시되어도 된다. 따라서, 압연 개시 온도는 특별히 규정되지 않는다.
열간 압연의 종료 온도는, 강의 조직이 오스테나이트 단상으로 되는 온도 이상에서 열간 압연을 행하므로, Ar3 이상으로 한다. Ar3 미만의 종료 온도에서 열간 압연이 행해지면, 가공을 받은 페라이트가 생성되어 인성이 저하되거나, 특정한 방위가 집적된 집합 조직이 형성되어, 모재 강판의 재질의 이방성이 현저해지는 경우가 있다.
모재 강판의 결정립을 미세화하는 관점에서, 재결정이 촉진되는 온도 영역(재결정 온도 영역)인 900℃ 초과에서의 열간 압연의 압하비가 2.0 이상으로 되는 것이 바람직하다. 재결정 온도 영역에서의 압하비는, 강편의 두께와, 900℃ 초과에 있어서의 최종의 압연 후의 판 두께의 비이다.
열간 압연이 행해질 때에, 낮은 온도에서의 압하비를 높이면, 결정립을 미세하게 할 수 있다. 특히, 900℃ 이하는, 재결정이 억제되는 온도 영역(미재결정 영역)이며, 수냉 후, 페라이트 변태를 촉진시키기 위해, 900℃ 이하의 열간 압연에서의 압하비를 높이는 것이 바람직하다. 모재 강판의 페라이트의 입경을 15㎛ 이하로 하기 위해서는, 열간 압연의 900℃ 이하에서의 압하비를 2.5 이상으로 하는 것이 바람직하다. 페라이트의 입경을 더욱 미세화하기 위해서는, 열간 압연의 900℃ 이하에서의 압하비를 3.0 이상으로 하는 것이 바람직하다. 900℃ 이하에서의 압하비라 함은, 900℃ 이하에서의 압연 개시 전의 판 두께를, 열간 압연 종료 후의 판 두께로 나눈 비이다.
또한, 900℃ 초과에 있어서의 최종 압연 후의 판 두께와, 900℃ 이하의 압연을 개시하기 전의 판 두께는, 결국 동일한 수치로 된다. 또한, 열간 압연의 미재결정 영역 및 재결정 영역에서의 압하비의 상한은 규정되지 않지만, 압연 전의 강편의 판 두께와 압연 후의 강판의 판 두께를 고려하면, 통상 12.0 이하이다.
열간 압연이 종료된 후, 모재 강판의 조직을 페라이트와 베이나이트가 혼합된 조직으로 하기 위해, 수냉이 실시된다. 수냉의 정지 온도가 지나치게 높으면 펄라이트가 생성되므로, 수냉의 정지 온도를 600℃ 이하로 한다. 수냉 정지 온도의 하한은 규정하지 않고, 실온까지 냉각해도 되지만, 수소성 결함을 고려하면, 150℃ 이상으로 하는 것이 바람직하다.
이와 같이 하여 얻어진 모재 강판이 관상으로 성형되고, 관상의 모재 강판의 단부(시임)가 맞대어져, 내면 및 외면으로부터의 서브머지드 아크 용접에 의해 시임 용접되어, 후육 용접 강관이 형성된다. 본 발명에 있어서는, 모재 강판이 C자 형상, U자 형상, O자 형상의 순으로 프레스 성형(UO 공정)되어, 모재 강판의 단부가 맞대어져 서브머지드 아크 용접에 의해 시임 용접된 후, 얻어진 후육 용접 강관을 익스팬더 등을 사용하여 확관하는 UOE 공정인 것이 바람직하다.
본 발명의 후육 용접 강관의 제조 방법에서는, 모재 강판의 단부를 맞대고 서브머지드 아크 용접하는 공정은, 모재 강판의 단부를 맞대고 내면으로부터 서브머지드 아크 용접을 행한 후, 외면으로부터 서브머지드 아크 용접을 행하는 공정인 것이 바람직하다.
서브머지드 아크 용접의 입열은, 조립 HAZ의 조직에 막대한 영향을 미친다. 또한, 본 발명에서는, 통상보다도 용접 후의 냉각 속도가 느려지므로, 의도적으로 서브머지드 아크 용접의 입열이 높아진다.
본 발명자는, 용접 후의 조립 HAZ의 냉각 속도가, 조립 HAZ에 있어서의 구 오스테나이트 입계에의 페라이트 및 MA의 생성에 영향을 미친다고 하는 관점에서, 서브머지드 아크 용접의 입열과 모재 강판의 두께의 관계를 검토하였다. 본 발명자는, 판 두께가 25 내지 40㎜인 모재 강판을 사용하여, 서브머지드 아크 용접을 표면 및 이면으로부터 1층씩 행하여, 복수의 조인트를 제작하였다. 그리고 본 발명자는, 복수의 조인트에 대해 조립 HAZ의 조직을 관찰하여, 서브머지드 아크 용접의 입열 및 모재 강판의 판 두께와, 조립 HAZ의 조직의 관계를 조사하였다.
본 발명자는, 먼저 용접하는 측의 입열을 내면 용접 입열 Ji[J/㎝]로 하고, 나중에 용접하는 측의 입열을 외면 용접 입열 Jo[J/㎝]로 하고, 판 두께 t와의 관계를 정리하여, 조립 HAZ의 조직에 미치는 영향을 평가하였다. 그 결과, 본 발명자는, 조립 HAZ의 입계 페라이트를 확보하여, MA의 생성을 억제하기 위해서는, 하기 수학식 3 및 수학식 4의 관계를 만족시키는 것이 필요하다고 하는 지식을 얻었다.
[수학식 3]
[수학식 4]
상기 수학식 3 및 수학식 4가, 조립 HAZ의 조직의 제어를 위해 필요한 이유는, 다음과 같다고 생각된다.
(JI-1.75t) 및/또는 (JO-2.42t)가 작아지면 용접 후의 냉각 속도가 빨라진다. (JI-1.75t) 및/또는 (JO-2.42t)가 상기 범위 미만이면, 입계 페라이트를 확보할 수 없다. 한편, (JI-1.75t) 및/또는 (JO-2.42t)가 커지면 용접 후의 냉각 속도가 느려진다. (JI-1.75t) 및/또는 (JO-2.42t)가 상기 범위를 초과하면, MA가 생성되기 쉬워져, MA의 생성을 억제할 수 없게 된다.
(JI-1.75t)가 상기 수학식 3의 범위 내이며 (JO-2.42t)가 상기 수학식 4의 범위 내이면, 조립 HAZ의 금속 조직의 입계 페라이트 및 입내 페라이트가 확보되는 동시에, MA의 생성이 억제된다.
즉, 조립 HAZ의 금속 조직에 있어서 면적률 0.1% 이상의 입계 페라이트를 확보하기 위해서는, (JI-1.75t)를 -2.3 이상으로 하고, (JO-2.42t)를 -9.6 이상으로 할 필요가 있다. 또한, 조립 HAZ의 금속 조직에 있어서 MA의 면적률을 10% 이하로 하기 위해서는, (JI-1.75t)를 27.8 이하, (JO-2.42t)를 20.6 이하로 할 필요가 있다.
또한, 용접 와이어는, 모재 강판에 의한 성분의 희석을 고려하여, 용접 금속의 성분 조성을 상술한 범위로 하기 위해, 이하의 성분으로 하는 것이 바람직하다.
즉, 질량%로, C:0.01 내지 0.12%, Si:0.05 내지 0.5%, Mn:1.0 내지 2.5%, Ni:2.0 내지 8.5%를 함유하고, Al:0.1% 이하, Ti:0.05% 이하를 더 함유하고, 잔량부가 Fe 및 불가피적 불순물로 이루어지는 성분 조성이다. 또한, 용접 와이어는, B:0.001 내지 0.005%를 포함해도 되고, Cr, Mo, V 중 1종 혹은 2종 이상을 Cr+Mo+V:1.0 내지 5.0%의 범위로 함유해도 된다.
또한, 본 발명에 있어서는, 후육 용접 강관의 진원도를 향상시키기 위해, 시임 용접한 후에 얻어진 후육 용접 강관은 확관되는 것이 바람직하다. 후육 용접 강관의 진원도를 확관에 의해 높이는 경우, 소성 영역까지 변형시키는 것이 필요하므로, 확관율을 0.7% 이상으로 하는 것이 바람직하다. 확관율은, 확관 후의 후육 용접 강관의 외주 길이와 확관 전의 후육 용접 강관의 외주 길이의 차를, 확관 전의 후육 용접 강관의 외주 길이로 나눈 값을 백분율로 나타낸 것이다. 확관율이 2% 초과로 되면, 모재 강판도, 용접 금속도 소성 변형에 의해 인성이 열화된다. 따라서, 확관율은 0.7 내지 2.0%로 하는 것이 바람직하다.
실시예
이하, 본 발명의 효과를 실시예에 의해 구체적으로 설명한다.
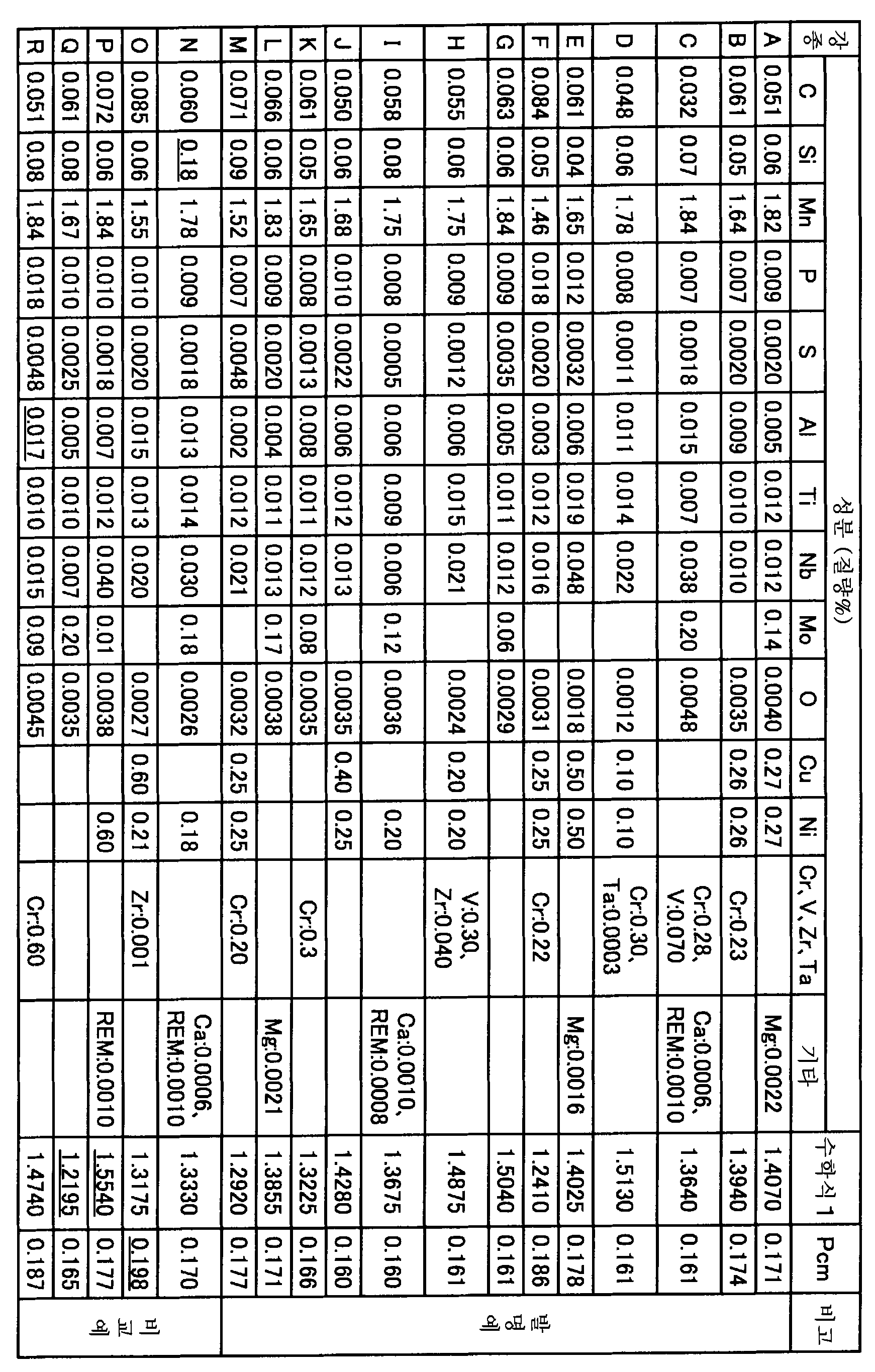
표 1의 화학 성분을 갖는 강종 A 내지 R의 강을 주조하여, 240㎜의 두께를 갖는 강편으로 하였다. 강종 A 내지 M은 본 발명예이고, 강종 N 내지 R은, 비교예이다. 또한, 표 1 중, 수학식 1은, 0.85×[Mn]-[Mo]([Mn], [Mo]는, Mn, Mo의 함유량[질량%])이다. 공란은, 원소를 의도적으로 첨가하지 않은 것을 의미한다. 밑줄은, 본 발명의 범위 밖인 것을 의미한다.
이들 강편을 사용하여, 표 2에 나타낸 열간 압연의 가열 온도로 가열하고, 표 2에 나타낸 900℃ 이하에서의 열간 압연의 압하비로, Ar3 이상의 종료 온도에서 열간 압연을 행하였다. 열간 압연 종료 직후의 온도 이하 750℃ 이상의 개시 온도에서 수냉을 개시하고, 표 2에 나타내는 수냉 정지 온도까지 수냉하여, 모재 강판을 얻었다. 또한, 900℃ 초과의 재결정 온도 영역에서의 열간 압연 후의 판 두께는 25 내지 45㎜였다. 또한, 표 2 중, 압하비는 900℃ 이하의 열간 압연의 개시 전과 종료 후의 판 두께의 비이다. 밑줄은, 본 발명의 범위 밖인 것을 의미한다. 또한, 판 두께는 확관하기 전의 용접시에 있어서의 판 두께이다.

이어서, 얻어진 모재 강판을 UO 공정에 의해 관상으로 성형하고, 모재 강판의 단부를 맞대어 내면으로부터 표 2에 나타내는 입열로 서브머지드 아크 용접을 행한 후, 외면으로부터 표 2에 나타내는 입열로 서브머지드 아크 용접을 행함으로써 시임 용접하였다. 얻어진 후육 용접 강관을 확관하여 외경 1016㎜의 제조 No.1 내지 20의 후육 용접 강관을 얻었다. 제조 No.1 내지 20의 후육 용접 강관에 있어서, 제조 No.1 내지 13은 본 발명예이고, 제조 No.14 내지 20은 비교예이다.
서브머지드 아크 용접은, 모재 강판에 의한 희석을 고려하여, 질량%로, C:0.01 내지 0.12%, Si:0.05 내지 0.5%, Mn:1.0 내지 2.5%, Al:0.1% 이하, Ti:0.05% 이하를 함유하고, 또한 필요에 따라서, Ni:2.0 내지 8.5%, Cr, Mo, V 중 1종 또는 2종 이상을 Cr+Mo+V:1.0 내지 5.0%의 범위에서 함유하고, B:0.0001 내지 0.005%를 함유하고, 잔량부가 Fe 및 불가피적 불순물로 이루어지는 성분 조성을 갖는 용접 와이어를 사용하였다.
제조 No.1 내지 20의 후육 용접 강관의 용접 금속으로부터 시료를 채취하여, 성분 분석을 한 결과를 표 3에 나타낸다.

제조 No.1 내지 20의 후육 용접 강관으로부터, JIS Z 3128에 준거하여, V 노치 시험편을 제작하고, JIS Z 2242에 준거하여 -60℃에서 샤르피 시험을 행하여, 조립 HAZ의 샤르피 흡수 에너지(조립 HAZ의 인성 -60℃)를 구하였다. 그 결과를 표 4에 나타낸다. 또한, V 노치 시험편은, 주위 방향을 길이 방향으로 하고, 나중에 용접한 측의 면(외면)으로부터 판 두께 방향으로 2㎜ 아래의 위치로부터 채취하였다. 또한, 도 4에 나타낸 V 노치 시험편(15)과 마찬가지로, V 노치 시험편(15)의 V 노치(16)는, V 노치(16)의 바닥의 중앙부에서 용융선(3)과 교차하도록 형성하였다. 또한, 표 4 중, 밑줄은 본 발명의 범위 밖인 것을 의미한다.

제조 No.1 내지 20의 후육 용접 강관으로부터, 강관 주위 방향을 길이 방향으로 하는 환봉 시험편을 채취하여, 모재 강판의 주위 방향에 대응하는 인장 방향의 항복 강도(모재 강판의 항복 강도)를 구하였다. 환봉 시험편의 채취 위치는, 도 6에 도시하는 바와 같이, 후육 용접 강관(20)의 단면의 중심 O를 회전축으로 하여, 시임 용접 위치로부터 주위 방향으로 90°또는 270°이격된 부위에서 두께가 두꺼운 중앙 위치(두께 t에 대해 t/2의 위치)로 하고, 평행부의 직경은 6㎜로 하였다. 그 결과를 표 4에 나타낸다.
제조 No.1 내지 20의 후육 용접 강관의 모재 강판의 판 두께 중앙부의 마이크로 조직을 광학 현미경에 의해 관찰하여, 페라이트, 베이나이트, MA의 면적률을 측정하고, 잔량부 조직을 확인하였다. 페라이트의 입경도 광학 현미경을 사용하여 측정하였다. 그 결과를 표 4에 나타낸다. 모재 강판의 페라이트의 입경은, 시임 용접 위치로부터 주위 방향으로 90°또는 270°이격된 부위이며, 또한 두께 t에 대해 t/4 및 3t/4의 위치에서의, 강판 표면(용접 강관 표면)과 수직이고 강관 길이 방향에 평행한 단면(L 단면)에 있어서, 절단법에 의해 측정된 평균값이다.
제조 No.1 내지 20의 후육 용접 강관의 용접 금속 근방으로부터 작은 조각을 채취하여, 조립 열영향부의 금속 조직을 광학 현미경으로 관찰하고, 구 오스테나이트의 입계 및 입내에 생성된 페라이트, 베이나이트, MA의 면적률을 측정하였다. 또한, 래스상 베이나이트의 면적률도 광학 현미경으로 측정하였다. 그 결과를 표 4에 나타낸다.
제조 No.1 내지 13은, 모재 강판의 금속 조직이 면적률 30 내지 95%이며 입경 15㎛ 이하의 페라이트와 베이나이트를 포함하고, 조립 HAZ의 금속 조직이, 입계 페라이트를 면적률로 0.1% 이상 포함하고, 입내 페라이트를 면적률로 0.5% 이상 포함하고, 입계 페라이트 및 입내 페라이트의 면적률의 합계가 90% 이하이고, 마르텐사이트와 오스테나이트의 혼합 조직(MA)의 면적률이 10% 이하이고, 잔량부가 베이나이트로 이루어지는 것으로, 모재 강판의 주위 방향에 대응하는 인장 방향의 항복 강도가 635㎫ 이하이고, 조립 HAZ의 -60℃에 있어서의 흡수 에너지가 60J 이상이고, 저온 인성은 양호하다.
제조 No.14는 모재 강판의 Si 함유량이 많아, 조립 HAZ에 면적률 10%를 초과하는 MA가 생성되어, 조립 HAZ의 저온 인성이 저하되었다.
제조 No.15는, Pcm이 높아 강도가 지나치게 높고, 조립 HAZ에 입내 페라이트가 생성되지 않아, 조립 HAZ의 저온 인성이 저하된 예이다.
제조 No.16은, Mn과 Mo의 밸런스가 수학식 1의 상한을 초과하는 예이다. 한편, 제조 No.17은, Mn과 Mo의 밸런스가 수학식 1의 하한에 미치지 않는 예이다. 제조 No.16 및 17에서는, 모두 수학식 1을 만족시키지 않으므로, 조립 HAZ에 입계 페라이트가 1.5% 이상 생성되지 않아, 조립 HAZ의 저온 인성이 저하되어 있다.
제조 No.18은, Al량이 과잉으로, 조립 HAZ에 입내 페라이트가 생성되지 않고, 조립 HAZ에 면적률 10%를 초과하는 MA가 생성되어, 조립 HAZ의 저온 인성이 저하된 예이다.
제조 No.19는, 서브머지드 아크 용접의 입열이 작은 예로, 조립 열영향부에 입계 페라이트가 생성되지 않아, 조립 HAZ의 저온 인성이 저하되어 있다.
한편, 제조 No.20은, 서브머지드 아크 용접의 입열이 큰 예로, 조립 HAZ에 입계 페라이트가 생성되지 않고, 조립 HAZ에 면적률 10%를 초과하는 MA가 생성되어, 조립 HAZ의 저온 인성이 저하되어 있다.
도 7은 제조 No.1의 후육 용접 강관의 용접 금속 근방으로부터 작은 조각을 채취하여, 광학 현미경으로 관찰한 조립 HAZ의 금속 조직을 나타내는 사진이다. 도 8은 제조 No.17의 후육 용접 강관의 용접 금속 근방으로부터 작은 조각을 채취하여, 광학 현미경으로 관찰한 조립 HAZ의 금속 조직을 나타내는 사진이다. 도 9에 도시한 바와 같이, 제조 No.1의 본 발명예에서는, 조립 HAZ에 있어서, 구 오스테나이트 입계(6)에 입계 페라이트(10)가 생성되어, 구 오스테나이트 입계(6)가 불명료하게 되어 있었다. 한편, 도 10에 도시한 바와 같이, 제조 No.17의 비교예에서는, 조립 HAZ에 있어서, 구 오스테나이트 입계(6)에 입계 페라이트(10)가 생성되어 있지 않아, 구 오스테나이트 입계(6)가 명료하게 되어 있었다.
1 : 외면 용접 금속
2 : 내면 용접 금속
3 : 용융선
4 : 조립 HAZ
5 : HAZ
6 : 구 오스테나이트 입계
7 : 래스상 베이나이트
8 : MA
9 : 파괴의 기점으로 되는 MA
10 : 입계 페라이트
11 : 입내 페라이트
15 : V 노치 시험편
16 : V 노치
20 : 후육 용접 강관
2 : 내면 용접 금속
3 : 용융선
4 : 조립 HAZ
5 : HAZ
6 : 구 오스테나이트 입계
7 : 래스상 베이나이트
8 : MA
9 : 파괴의 기점으로 되는 MA
10 : 입계 페라이트
11 : 입내 페라이트
15 : V 노치 시험편
16 : V 노치
20 : 후육 용접 강관
Claims (13)
- 관상으로 성형된 모재 강판을 시임 용접하여 이루어지는 조립 HAZ를 갖는 두께 25 내지 45㎜의 후육 용접 강관이며,
상기 모재 강판이, 질량%로,
C:0.03% 내지 0.085%,
Mn:1.45% 내지 1.85%,
Ti:0.005 내지 0.020%,
Nb:0.005 내지 0.050%,
O:0.0005 내지 0.005%
를 포함하고,
Si:0.15% 이하,
Al:0.015% 이하,
P :0.02% 이하,
S :0.005% 이하,
Mo:0.20% 이하
로 제한되고, 또한 Mn 및 Mo의 함유량이 하기 수학식 1을 만족시키고, 하기 수학식 2에 의해 구해지는 Pcm이 0.16 내지 0.19이고, 잔량부가 Fe 및 불가피적 불순물로 이루어지는 성분 조성을 갖고,
상기 모재 강판의 금속 조직이, 면적률로 30 내지 95%의 페라이트와 저온 변태 조직으로 이루어지고,
상기 조립 HAZ의 금속 조직에 있어서, 입계 페라이트의 면적률이 1.5% 이상이고, 입계 페라이트와 입내 페라이트의 총 면적률이 11% 이상 90% 이하이고, MA의 면적률이 10% 이하이고, 잔량부가 베이나이트로 이루어지는, 저온 인성이 우수한 후육 용접 강관.
[수학식 1]

[수학식 2]

수학식 2에 있어서 [C], [Si], [Mn], [Cu], [Cr], [Ni], [Mo], [V]는, 각각 C, Si, Mn, Cu, Cr, Ni, Mo, V의 함유량[질량%]임. - 제1항에 있어서, 상기 모재 강판의 금속 조직의 페라이트의 입경이, 2 내지 15㎛인, 저온 인성이 우수한 후육 용접 강관.
- 제1항에 있어서, 상기 조립 HAZ의 금속 조직의 베이나이트가, 래스상 베이나이트와 괴상 베이나이트로 이루어지고, 상기 래스상 베이나이트의 면적률이 20% 이하인, 저온 인성이 우수한 후육 용접 강관.
- 제1항에 있어서, 상기 모재 강판이, 질량%로,
Cu:0.70% 이하,
Ni:0.70% 이하
중 한쪽 또는 양쪽을 더 함유하는, 저온 인성이 우수한 후육 용접 강관. - 제1항에 있어서, 상기 모재 강판이, 질량%로,
Cr:1.00% 이하,
V :0.10% 이하,
Zr:0.050% 이하,
Ta:0.050% 이하
중 1종 또는 2종 이상을 더 함유하는, 저온 인성이 우수한 후육 용접 강관. - 제1항에 있어서, 상기 모재 강판이, 질량%로,
Mg:0.0100% 이하,
Ca:0.0050% 이하,
REM:0.0050% 이하
중 1종 또는 2종 이상을 더 함유하는, 저온 인성이 우수한 후육 용접 강관. - 제1항에 있어서, 상기 후육 용접 강관의 주위 방향을 인장 방향으로 하는 항복 강도가 400 내지 635㎫이고, -60℃에 있어서의 상기 조립 HAZ의 샤르피 흡수 에너지가 60J 이상인, 저온 인성이 우수한 후육 용접 강관.
- 제1항에 있어서, 상기 후육 용접 강관의 용접 금속이, 질량%로,
C:0.04% 내지 0.09%,
Si:0.01% 내지 0.35%,
Mn:1.5% 내지 2.0%,
Al:0.002% 내지 0.030%,
Ti:0.003% 내지 0.030%,
O:0.0005% 내지 0.030%
를 포함하고,
P:0.02% 이하,
S:0.005% 이하
로 제한되고,
질량%로,
Ni:0.2% 내지 1.0%,
Cr+Mo+V:0.2% 내지 1.0%,
B:0.0001 내지 0.0050%
중 1종 또는 2종 이상을 더 함유하고, 잔량부가 철 및 불가피적 불순물로 이루어지는, 저온 인성이 우수한 후육 용접 강관. - 질량%로,
C :0.03% 내지 0.085%,
Mn:1.45% 내지 1.85%,
Ti:0.005 내지 0.020%,
Nb:0.005 내지 0.050%,
O:0.0005 내지 0.005%
를 포함하고,
Si:0.15% 이하,
Al:0.015% 이하,
P :0.02% 이하,
S :0.005% 이하,
Mo:0.20% 이하
로 제한되고, 또한 Mn 및 Mo의 함유량이 하기 수학식 1을 만족시키고, 하기 수학식 2에 의해 구하는 Pcm이 0.16 내지 0.19이고, 잔량부가 Fe 및 불가피적 불순물로 이루어지는 성분 조성을 갖는 강을 주조하고, 얻어진 강편을 950 내지 1150℃로 가열하고, Ar3 이상의 종료 온도에서 열간 압연을 행하고, 600℃ 이하까지 수냉하여 얻어진 모재 강판을 관상으로 성형하고,
상기 모재 강판의 단부를 맞대어 내면 및 외면으로부터의 서브머지드 아크 용접에 의해 시임 용접할 때에, 상기 내면으로부터의 서브머지드 아크 용접의 입열 JI [kJ/㎝]와, 상기 외면으로부터의 서브머지드 아크 용접의 입열 JO [kJ/㎝]와 판 두께 t[㎜]가, 하기 수학식 3 및 수학식 4의 관계를 만족시키도록 하여 시임 용접하는, 두께 25 내지 45㎜의, 저온 인성이 우수한 후육 용접 강관의 제조 방법.
[수학식 1]

[수학식 2]

여기서, [C], [Si], [Mn], [Cu], [Cr], [Ni], [Mo], [V]는, 각각 C, Si, Mn, Cu, Cr, Ni, Mo, V의 함유량[질량%]임.
[수학식 3]

[수학식 4]

- 제10항에 있어서, 900℃ 이하에서의 압하비를 2.0 이상으로 하여 열간 압연하는, 저온 인성이 우수한 후육 용접 강관의 제조 방법.
- 제10항에 있어서, 상기 모재 강판을 관상으로 성형하는 공정이, 모재 강판을 C자 형상, U자 형상, O자 형상의 순으로 성형하는 UO 공정이고, 모재 강판의 단부를 시임 용접한 후, 얻어진 후육 용접 강관을 확관하는 공정을 구비하는, 저온 인성이 우수한 후육 용접 강관의 제조 방법.
- 후육 용접 강관의 제조에 사용되는 두께 25 내지 45㎜의 강판이며,
질량%로,
C:0.03% 내지 0.085%,
Mn:1.45% 내지 1.85%,
Ti:0.005 내지 0.020%,
Nb:0.005 내지 0.050%,
O:0.0005 내지 0.005%
를 포함하고,
Si:0.15% 이하,
Al:0.015% 이하,
P:0.02% 이하,
S:0.005% 이하,
Mo:0.20% 이하
로 제한되고, 또한 Mn 및 Mo의 함유량이 하기 수학식 1을 만족시키고, 하기 수학식 2에 의해 구해지는 Pcm이 0.16 내지 0.19이고, 잔량부가 Fe 및 불가피적 불순물로 이루어지는 성분 조성을 갖고,
금속 조직이, 면적률로 30 내지 95%의 페라이트와 저온 변태 조직으로 이루어지는, 후육 용접 강관용 강판.
[수학식 1]

[수학식 2]

수학식 2에 있어서 [C], [Si], [Mn], [Cu], [Cr], [Ni], [Mo], [V]는, 각각 C, Si, Mn, Cu, Cr, Ni, Mo, V의 함유량[질량%]임. - 제12항에 있어서, 상기 금속 조직의 페라이트의 입경이, 2 내지 15㎛인, 후육 용접 강관용 강판.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2010-205668 | 2010-09-14 | ||
| JP2010205668 | 2010-09-14 | ||
| PCT/JP2011/070846 WO2012036148A1 (ja) | 2010-09-14 | 2011-09-13 | 低温靭性に優れた厚肉溶接鋼管および低温靭性に優れた厚肉溶接鋼管の製造方法、厚肉溶接鋼管製造用鋼板 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20120062017A true KR20120062017A (ko) | 2012-06-13 |
| KR101410588B1 KR101410588B1 (ko) | 2014-06-23 |
Family
ID=45831607
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020127011481A KR101410588B1 (ko) | 2010-09-14 | 2011-09-13 | 저온 인성이 우수한 후육 용접 강관 및 저온 인성이 우수한 후육 용접 강관의 제조 방법, 후육 용접 강관 제조용 강판 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US8871039B2 (ko) |
| EP (1) | EP2617857B1 (ko) |
| JP (1) | JP5048167B2 (ko) |
| KR (1) | KR101410588B1 (ko) |
| CN (1) | CN102639741B (ko) |
| BR (1) | BR112012016055B1 (ko) |
| RU (1) | RU2534566C1 (ko) |
| WO (1) | WO2012036148A1 (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11268175B2 (en) | 2016-12-23 | 2022-03-08 | Posco | High-strength steel having excellent fracture initiation resistance and fracture propagation arrestability at low temperature and method of manufacturing the same |
| US11453933B2 (en) | 2016-12-23 | 2022-09-27 | Posco | High-strength steel material having enhanced resistance to crack initiation and propagation at low temperature and method for manufacturing the same |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102448655B (zh) * | 2009-05-27 | 2015-11-25 | 杰富意钢铁株式会社 | 钢板的潜弧焊接方法 |
| CN103834874B (zh) * | 2012-11-27 | 2016-02-24 | 宝山钢铁股份有限公司 | 厚壁高dwtt性能x65-70海底管线钢及制造方法 |
| CN103447712B (zh) * | 2013-09-09 | 2016-03-02 | 海宁瑞奥金属科技有限公司 | 一种高韧性低温管线焊接接头的焊缝金属 |
| KR101923340B1 (ko) * | 2013-09-27 | 2018-11-28 | 내셔날 인스티튜트 오브 어드밴스드 인더스트리얼 사이언스 앤드 테크놀로지 | 스테인리스강 부재의 접합 방법 및 스테인리스강 |
| WO2015151521A1 (ja) * | 2014-03-31 | 2015-10-08 | Jfeスチール株式会社 | 溶接継手 |
| CN104801886A (zh) * | 2015-04-24 | 2015-07-29 | 柳州金茂机械有限公司 | 一种焊接工艺用焊药 |
| RU2599474C1 (ru) * | 2015-05-08 | 2016-10-10 | Публичное акционерное общество "Синарский трубный завод" (ПАО "СинТЗ") | Труба повышенной коррозионной стойкости |
| KR20180016980A (ko) * | 2015-06-03 | 2018-02-20 | 잘쯔기터 플래시슈탈 게엠베하 | 아연도금 강으로 제조된 변형-경화된 부품, 그 제조방법 및 부품의 변형-경화에 적합한 강 스트립 제조방법 |
| CN105463319A (zh) * | 2015-11-30 | 2016-04-06 | 丹阳市宸兴环保设备有限公司 | 一种石油输送管用钢板 |
| CN106989216A (zh) * | 2016-01-20 | 2017-07-28 | 浙江三花智能控制股份有限公司 | 管件本体、管件及管件的加工方法 |
| EP3427890B1 (en) * | 2016-03-08 | 2021-06-02 | Nippon Steel Corporation | Flux-cored wire, manufacturing method of welded joint, and welded joint |
| JP6834550B2 (ja) * | 2017-02-08 | 2021-02-24 | 日本製鉄株式会社 | タンク用鋼材及びその製造方法 |
| US10906125B2 (en) * | 2017-02-13 | 2021-02-02 | Nippon Steel Nisshin Co., Ltd. | Method for manufacturing electroseamed metal tube, and electroseamed metal tube |
| RU2747774C1 (ru) * | 2018-01-30 | 2021-05-13 | ДжФЕ СТИЛ КОРПОРЕЙШН | Стальной материал для магистральных труб, способ его получения и способ изготовления магистральной трубы |
| JP6418365B1 (ja) | 2018-03-27 | 2018-11-07 | 新日鐵住金株式会社 | サブマージアーク溶接用Ni基合金ワイヤ、及び溶接継手の製造方法 |
| US10981254B2 (en) | 2018-03-27 | 2021-04-20 | Nippon Steel Corporation | Ni-based alloy core wire for covered electrode, covered electrode, and method of manufacturing covered electrode |
| CN112553524A (zh) * | 2019-09-26 | 2021-03-26 | 上海梅山钢铁股份有限公司 | 管线用屈服强度360MPa级热轧钢板及其制造方法 |
| CN110842484A (zh) * | 2019-11-28 | 2020-02-28 | 河北恒通管件集团有限公司 | 一种利用x60钢板制热压低温三通的工艺 |
| KR20220115622A (ko) * | 2020-01-29 | 2022-08-17 | 제이에프이 스틸 가부시키가이샤 | 용접 강관 및 그의 제조 방법 |
| CN115210396A (zh) * | 2020-03-04 | 2022-10-18 | 日本制铁株式会社 | 钢管和钢板 |
| WO2021187408A1 (ja) * | 2020-03-18 | 2021-09-23 | Jfeスチール株式会社 | 電縫鋼管、その製造方法および自動車用構造部材 |
| CN111910126B (zh) * | 2020-08-06 | 2022-02-01 | 东北大学 | 一种厚规格高韧性x80管线钢及其生产方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2136776C1 (ru) * | 1995-02-03 | 1999-09-10 | Ниппон Стил Корпорейшн | Высокопрочная сталь для магистральных трубопроводов, имеющая низкий коэффициент текучести и повышенную низкотемпературную вязкость |
| RU2135622C1 (ru) * | 1996-12-16 | 1999-08-27 | Ниппон Стил Корпорейшн | Сталь, имеющая высокую ударную вязкость в зоне термического воздействия при сварке |
| JP3770106B2 (ja) | 2001-06-20 | 2006-04-26 | 住友金属工業株式会社 | 高強度鋼とその製造方法 |
| JP4299769B2 (ja) * | 2004-04-28 | 2009-07-22 | 新日本製鐵株式会社 | 入熱20〜100kJ/mmの大入熱溶接用高HAZ靭性鋼材 |
| JP5292784B2 (ja) * | 2006-11-30 | 2013-09-18 | 新日鐵住金株式会社 | 低温靱性に優れた高強度ラインパイプ用溶接鋼管及びその製造方法 |
| WO2008069289A1 (ja) * | 2006-11-30 | 2008-06-12 | Nippon Steel Corporation | 低温靭性に優れた高強度ラインパイプ用溶接鋼管及びその製造方法 |
| RU2427662C2 (ru) | 2006-11-30 | 2011-08-27 | Ниппон Стил Корпорейшн | Высокопрочная сварная стальная труба для трубопровода, обладающая превосходной низкотемпературной вязкостью, и способ ее изготовления |
| JP5181639B2 (ja) | 2006-12-04 | 2013-04-10 | 新日鐵住金株式会社 | 低温靱性に優れた高強度厚肉ラインパイプ用溶接鋼管及びその製造方法 |
| JP5251089B2 (ja) | 2006-12-04 | 2013-07-31 | 新日鐵住金株式会社 | 低温靱性に優れた高強度厚肉ラインパイプ用溶接鋼管及びその製造方法 |
| JP5369639B2 (ja) * | 2008-11-25 | 2013-12-18 | Jfeスチール株式会社 | 溶接熱影響部靭性と耐hic特性に優れた高強度鋼材およびその製造方法 |
| JP5439889B2 (ja) * | 2009-03-25 | 2014-03-12 | Jfeスチール株式会社 | 厚肉高靭性鋼管素材用厚鋼板およびその製造方法 |
| RU2393238C1 (ru) * | 2009-09-11 | 2010-06-27 | Открытое акционерное общество "Северсталь" (ОАО "Северсталь") | Способ производства толстолистового низколегированного штрипса |
-
2011
- 2011-09-13 RU RU2013116583/02A patent/RU2534566C1/ru active
- 2011-09-13 WO PCT/JP2011/070846 patent/WO2012036148A1/ja active Application Filing
- 2011-09-13 US US13/509,495 patent/US8871039B2/en not_active Expired - Fee Related
- 2011-09-13 JP JP2012502342A patent/JP5048167B2/ja active Active
- 2011-09-13 EP EP11825150.3A patent/EP2617857B1/en active Active
- 2011-09-13 BR BR112012016055-9A patent/BR112012016055B1/pt active IP Right Grant
- 2011-09-13 KR KR1020127011481A patent/KR101410588B1/ko active IP Right Grant
- 2011-09-13 CN CN201180004801.XA patent/CN102639741B/zh active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11268175B2 (en) | 2016-12-23 | 2022-03-08 | Posco | High-strength steel having excellent fracture initiation resistance and fracture propagation arrestability at low temperature and method of manufacturing the same |
| US11453933B2 (en) | 2016-12-23 | 2022-09-27 | Posco | High-strength steel material having enhanced resistance to crack initiation and propagation at low temperature and method for manufacturing the same |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2012036148A1 (ja) | 2012-03-22 |
| US8871039B2 (en) | 2014-10-28 |
| EP2617857A4 (en) | 2014-06-25 |
| RU2013116583A (ru) | 2014-10-20 |
| EP2617857A1 (en) | 2013-07-24 |
| JP5048167B2 (ja) | 2012-10-17 |
| RU2534566C1 (ru) | 2014-11-27 |
| KR101410588B1 (ko) | 2014-06-23 |
| US20130037162A1 (en) | 2013-02-14 |
| BR112012016055B1 (pt) | 2019-04-24 |
| EP2617857B1 (en) | 2017-01-18 |
| CN102639741B (zh) | 2014-02-26 |
| BR112012016055A2 (pt) | 2018-05-15 |
| CN102639741A (zh) | 2012-08-15 |
| JPWO2012036148A1 (ja) | 2014-02-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20120062017A (ko) | 저온 인성이 우수한 후육 용접 강관 및 저온 인성이 우수한 후육 용접 강관의 제조 방법, 후육 용접 강관 제조용 강판 | |
| KR101119240B1 (ko) | 저온 인성이 우수한 고강도 라인 파이프용 용접 강관 및 그 제조 방법 | |
| JP4671959B2 (ja) | 低温靱性に優れた超高強度ラインパイプ用鋼板及び鋼管並びにそれらの製造方法 | |
| JP4969915B2 (ja) | 耐歪時効性に優れた高強度ラインパイプ用鋼管及び高強度ラインパイプ用鋼板並びにそれらの製造方法 | |
| JP5292784B2 (ja) | 低温靱性に優れた高強度ラインパイプ用溶接鋼管及びその製造方法 | |
| JP4837807B2 (ja) | 高強度溶接鋼管及びその製造方法 | |
| WO2011065578A1 (ja) | 高い圧縮強度および高い靭性に優れたラインパイプ用溶接鋼管及びその製造方法 | |
| JP5217773B2 (ja) | 溶接熱影響部靭性に優れた引張強度が570MPa以上760MPa以下の低温用高強度溶接鋼管およびその製造方法 | |
| JP4484123B2 (ja) | 高強度かつ溶接熱影響部靭性に優れたクラッド鋼板用母材およびその製造方法 | |
| WO2018185851A1 (ja) | 縦シーム溶接鋼管 | |
| JP2003138340A (ja) | 溶接部靱性に優れた超高強度鋼管及びその製造方法 | |
| JP5413537B2 (ja) | 変形性能及び低温靭性に優れた高強度鋼板及び高強度鋼管並びにこれらの製造方法 | |
| CN105734444A (zh) | 一种深海管线用高强度厚壁焊接钢管及其制造方法 | |
| CN111655873B (zh) | 管线管用钢材及其制造方法以及管线管的制造方法 | |
| JP4741528B2 (ja) | 高温特性に優れた蒸気輸送配管用鋼板及び鋼管並びにそれらの製造方法 | |
| JPWO2018185853A1 (ja) | 縦シーム溶接鋼管 | |
| JP3814112B2 (ja) | シーム溶接部の低温強靱性に優れた超高強度鋼管及びその製造方法 | |
| JP4523908B2 (ja) | 低温靱性に優れた引張強さ900MPa級以上の高強度ラインパイプ用鋼板およびそれを用いたラインパイプならびにそれらの製造方法 | |
| JP4119706B2 (ja) | 溶接部靱性に優れた高強度溶接鋼管およびその製造方法 | |
| JP4280222B2 (ja) | パイプライン変形特性および低温靭性に優れた超高強度鋼板及び超高強度鋼管並びにそれらの製造方法 | |
| JP7469616B2 (ja) | 油井用電縫鋼管およびその製造方法 | |
| JP2000355729A (ja) | 低温靱性に優れた高強度ラインパイプ | |
| JP7469617B2 (ja) | 油井用電縫鋼管およびその製造方法 | |
| CN111655872B (zh) | 管线管用钢材及其制造方法以及管线管的制造方法 | |
| JP4380037B2 (ja) | 高強度高靭性溶接鋼管 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| FPAY | Annual fee payment |
Payment date: 20170522 Year of fee payment: 4 |
|
| FPAY | Annual fee payment |
Payment date: 20180530 Year of fee payment: 5 |
|
| FPAY | Annual fee payment |
Payment date: 20190530 Year of fee payment: 6 |