WO2015151521A1 - 溶接継手 - Google Patents
溶接継手 Download PDFInfo
- Publication number
- WO2015151521A1 WO2015151521A1 PCT/JP2015/001870 JP2015001870W WO2015151521A1 WO 2015151521 A1 WO2015151521 A1 WO 2015151521A1 JP 2015001870 W JP2015001870 W JP 2015001870W WO 2015151521 A1 WO2015151521 A1 WO 2015151521A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- toughness
- weld
- steel
- strength
- Prior art date
Links
- 229910000831 Steel Inorganic materials 0.000 claims abstract description 69
- 239000010959 steel Substances 0.000 claims abstract description 69
- 229910052751 metal Inorganic materials 0.000 claims abstract description 36
- 239000002184 metal Substances 0.000 claims abstract description 35
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims abstract description 8
- 239000012535 impurity Substances 0.000 claims abstract description 7
- 229910052758 niobium Inorganic materials 0.000 claims abstract description 5
- 229910052742 iron Inorganic materials 0.000 claims abstract description 3
- 239000000463 material Substances 0.000 claims description 29
- 238000005204 segregation Methods 0.000 claims description 23
- 229910052720 vanadium Inorganic materials 0.000 claims description 4
- 229910052760 oxygen Inorganic materials 0.000 claims description 3
- 229910052799 carbon Inorganic materials 0.000 abstract description 5
- 229910052759 nickel Inorganic materials 0.000 abstract description 5
- 229910052748 manganese Inorganic materials 0.000 abstract description 3
- 229910052750 molybdenum Inorganic materials 0.000 abstract description 3
- 229910052757 nitrogen Inorganic materials 0.000 abstract description 2
- 238000003466 welding Methods 0.000 description 18
- 230000000694 effects Effects 0.000 description 17
- 239000010953 base metal Substances 0.000 description 15
- 239000000203 mixture Substances 0.000 description 15
- 229910000859 α-Fe Inorganic materials 0.000 description 15
- 230000007423 decrease Effects 0.000 description 13
- 229910001566 austenite Inorganic materials 0.000 description 10
- 230000015572 biosynthetic process Effects 0.000 description 10
- 238000000034 method Methods 0.000 description 10
- 229910000734 martensite Inorganic materials 0.000 description 9
- 238000009863 impact test Methods 0.000 description 7
- 238000005096 rolling process Methods 0.000 description 7
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 6
- 238000011156 evaluation Methods 0.000 description 6
- 239000002244 precipitate Substances 0.000 description 6
- 239000010410 layer Substances 0.000 description 5
- 229910001563 bainite Inorganic materials 0.000 description 4
- 238000005516 engineering process Methods 0.000 description 4
- 238000010248 power generation Methods 0.000 description 4
- 239000006104 solid solution Substances 0.000 description 4
- 230000009466 transformation Effects 0.000 description 4
- 229910045601 alloy Inorganic materials 0.000 description 3
- 239000000956 alloy Substances 0.000 description 3
- 229910052804 chromium Inorganic materials 0.000 description 3
- 239000002131 composite material Substances 0.000 description 3
- 238000001816 cooling Methods 0.000 description 3
- 230000008018 melting Effects 0.000 description 3
- 238000002844 melting Methods 0.000 description 3
- 229910052761 rare earth metal Inorganic materials 0.000 description 3
- 230000009467 reduction Effects 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 230000002411 adverse Effects 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 238000009749 continuous casting Methods 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 238000005336 cracking Methods 0.000 description 2
- 238000002425 crystallisation Methods 0.000 description 2
- 230000008025 crystallization Effects 0.000 description 2
- 239000006185 dispersion Substances 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 238000005098 hot rolling Methods 0.000 description 2
- 238000013001 point bending Methods 0.000 description 2
- 238000001556 precipitation Methods 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 238000003303 reheating Methods 0.000 description 2
- 229920006395 saturated elastomer Polymers 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 238000005275 alloying Methods 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000010790 dilution Methods 0.000 description 1
- 239000012895 dilution Substances 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 230000006911 nucleation Effects 0.000 description 1
- 238000010899 nucleation Methods 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- 238000007670 refining Methods 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
- 229910052717 sulfur Inorganic materials 0.000 description 1
- 238000005496 tempering Methods 0.000 description 1
- 238000009864 tensile test Methods 0.000 description 1
- 150000003568 thioethers Chemical class 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550 degrees C
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550 degrees C
- B23K35/3053—Fe as the principal constituent
- B23K35/3073—Fe as the principal constituent with Mn as next major constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/18—Submerged-arc welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/23—Arc welding or cutting taking account of the properties of the materials to be welded
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B5/00—Joining sheets or plates, e.g. panels, to one another or to strips or bars parallel to them
- F16B5/08—Joining sheets or plates, e.g. panels, to one another or to strips or bars parallel to them by means of welds or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/02—Iron or ferrous alloys
- B23K2103/04—Steel or steel alloys
Definitions
- the present invention relates to a welded joint using, as a base material, a high-strength steel plate used for steel structures such as offshore structures, wind power generation, ships, pressure vessels, and penstocks, and in particular, multilayer welding with a yield stress (YS) of 355 MPa or more.
- the present invention relates to a welded joint produced through a weld metal having excellent toughness using a high-tensile steel plate having excellent low-temperature toughness of the welded portion as a base material.
- absorbed energy by Charpy impact test has been used mainly as an evaluation standard for toughness of steel, but in recent years, crack opening displacement test (Crack Tip Opening Displacement Test, below)
- a CTOD test is used, and an evaluation result in this test is called a CTOD characteristic or CTOD value).
- This test evaluates the resistance to brittle fracture by bending a specimen with a fatigue precrack in the toughness evaluation section at three points and measuring the amount of crack opening (plastic deformation) just before fracture. Is.
- the local embrittlement zone is a weld heat affected zone (hereinafter also referred to as HAZ) that is subjected to a complex thermal history by multi-layer welding such as steel having a large plate thickness, and is easily generated, and a bond portion (boundary between the weld metal and the base metal). ) And the part where the bond part is reheated to the two-phase region (coarse grains in the first cycle welding and heated to the two-phase region of ferrite and austenite by the subsequent welding pass, hereinafter the two-phase region reheat part ) Is a local embrittlement zone.
- HAZ weld heat affected zone
- the bond portion Since the bond portion is exposed to a high temperature just below the melting point, austenite grains are coarsened and are easily transformed into an upper bainite structure having low toughness by subsequent cooling, so that the matrix itself has low toughness. Further, in the bond portion, a brittle structure such as a Woodman Stetten structure or island martensite (MA) is easily generated, and the toughness is further reduced.
- a brittle structure such as a Woodman Stetten structure or island martensite (MA) is easily generated, and the toughness is further reduced.
- Ti / N is finely dispersed in steel to suppress the coarsening of austenite grains and use it as a ferrite transformation nucleus. Yes.
- the bonded portion may be heated to a temperature range where Ti / N dissolves, and the above-mentioned effects cannot be exhibited as the low temperature toughness requirement of the welded portion becomes severe.
- Patent Document 1 and Patent Document 2 disclose a technique for suppressing the austenite grain growth and improving weld toughness by adding rare earth elements (REM) together with Ti and dispersing fine particles in the steel. Is disclosed.
- REM rare earth elements
- Patent Document 3 discloses a technique that mainly increases the amount of Mn added to 2% or more.
- Mn tends to segregate at the center of the slab in continuous casting, and the center segregation increases not only in the base metal but also in the heat-affected zone of the weld as a starting point for fracture, causing a decrease in the base metal and HAZ toughness. .
- Patent Document 5 proposes a welded joint having excellent toughness by combining a steel plate composition and a weld metal composition.
- the BZ is secured in a predetermined amount or more in the steel plate and the weld metal, and the HAZ and the weld metal are controlled in structure to obtain excellent toughness.
- the addition of B promotes the formation of a hard phase such as martensite and may adversely deteriorate the toughness.
- steel structures such as ships, offshore structures, wind power generation facilities, pressure vessels, and penstocks have been required to have higher strength for steel materials as their size increases.
- the steel materials used in these steel structures are, for example, many thick materials with a plate thickness of 30 mm or more. Therefore, in order to secure a yield stress of 355 MPa class or higher, a steel component system that increases the amount of alloying elements added. Is advantageous.
- it is difficult to say that the improvement in toughness of the bond part and the two-phase region reheat part has been sufficiently studied for high-strength steel materials having a large amount of alloy elements.
- the present invention has a yield stress (YS) of 355 MPa or more suitable for steel structures such as offshore structures, ships, wind power generation facilities, pressure vessels, penstocks, and low temperature toughness of the heat affected zone of multilayer welds.
- An object of the present invention is to provide a welded joint having excellent CTOD characteristics using a high-strength steel sheet having excellent (CTOD characteristics) as a base material.
- the present inventors have intensively studied to solve the above-mentioned problems, and as a result, the present inventors have completed the present invention by designing specific components based on the following technical idea. i) Since the CTOD characteristic is evaluated with a test piece having a total thickness of the steel sheet, the central segregation portion where the components are concentrated becomes the starting point of the fracture. Therefore, in order to improve the CTOD characteristic of the weld heat affected zone, the element that is easily concentrated as the center segregation of the steel sheet is controlled to an appropriate amount, and the hardening of the center segregation portion is suppressed.
- the concentration of C, Mn, P, Ni, and Nb is higher than that of other elements at the center of the slab that becomes the final solidification part when the molten steel solidifies, the amount of addition of these elements is set to the center segregation part hardness.
- the hardness is controlled at the center segregation by controlling the thickness index.
- Ti / N is effectively used to suppress austenite grain coarsening in the vicinity of the weld bond.
- Ti / N can be uniformly and finely dispersed in the steel.
- the crystallization of the Ca compound (CaS) added for the purpose of controlling the morphology of the sulfide is utilized for improving the toughness of the weld heat affected zone. Since CaS crystallizes at a lower temperature than oxides, CaS can be uniformly and finely dispersed. And, by controlling the amount of CaS added and the amount of dissolved oxygen in the molten steel at the time of addition to a proper range, solid S is secured even after crystallization of CaS, so that MnS precipitates on the surface of CaS and is compounded. Forms sulfides. Since a thin Mn band is formed around the MnS, the ferrite transformation is further promoted.
- B is appropriate because it diffuses from the weld metal to the base metal side (HAZ) and enhances the hardenability of HAZ to promote the formation of martensite, which is an embrittled phase, and may deteriorate toughness. It is necessary to make quantity.
- the present invention has been completed based on the above-described knowledge, and the gist of the present invention is as follows.
- the steel sheet is further in mass%, Cu: 0.7% or less, Cr: 0.1-1.0% and V: 0.005-0.050% 2.
- the weld metal is further in mass%, Cu: 0.01-0.20% Cr: 0.01-0.50%, V: 0.001 to 0.080% and Nb: 0.001 to 0.040% 4.
- the welded joint as described in 1, 2 or 3 above, which contains one or more selected from
- C 0.03-0.09% C is an element necessary for ensuring the strength of the steel sheet as a base material. If C is less than 0.03%, the hardenability is lowered, and a large amount of hardenability improving elements such as Cu, Ni, Cr and Mo is required to secure strength, resulting in an increase in cost. Moreover, the addition exceeding 0.09% reduces weld toughness. Therefore, the C content is in the range of 0.03 to 0.09%. Preferably, it is 0.040 to 0.085%.
- Si 0.01-0.35%
- Si is a component added as a deoxidizing material and for obtaining the strength of the base material.
- the Si content must be 0.01 to 0.35%.
- it is 0.28% or less. More preferably, it is 0.03 to 0.25%.
- Mn 1.3-2.0% Mn is added in an amount of 1.3% or more to ensure the strength of the base metal and the welded joint. However, if it exceeds 2.0%, the weldability is lowered, the hardenability becomes excessive, and the base metal toughness and weld joint toughness are lowered. Preferably, it is 1.4 to 1.9%. More preferably, it is 1.4 to 1.8%.
- P 0.012% or less P, which is an impurity element, lowers the base metal toughness and weld zone toughness.
- the content exceeds 0.012% in the weld zone, the CTOD characteristics will be significantly reduced. Preferably, it is 0.009% or less.
- S 0.0035% or less S is an inevitably mixed impurity. If it exceeds 0.0035%, the toughness of the base metal and the welded portion is lowered, so that it is 0.0035% or less. Preferably, it is 0.0030% or less.
- Al 0.01-0.06%
- Al is an element added to deoxidize molten steel, and it is necessary to contain 0.01% or more.
- the toughness of the base metal and the welded part is reduced, and it is mixed into the welded metal part by dilution by welding to reduce the toughness. Therefore, it is limited to 0.06% or less.
- the content is 0.017 to 0.055%.
- the amount of Al is defined by acid-soluble Al (also referred to as Sol. Al or the like).
- Ni is an element effective for improving the strength and toughness of steel, and is also effective for improving the CTOD characteristics of welds. For that purpose, 0.05% or more is preferable. However, since Ni is an expensive element and excessive addition tends to cause flaws on the surface of the slab during casting, the upper limit is made less than 0.3% when it is contained. More preferably, it is 0.06 to 0.28%.
- Mo Less than 0.10% (including zero) Mo is an element effective for increasing the strength, and may be contained as necessary. On the other hand, Mo generates fragile martensite in the weld heat-affected zone. Preferably, it is less than 0.08%.
- Nb 0.005-0.023%
- Nb contributes to the formation of an unrecrystallized region in the low temperature region of austenite.
- the microstructure of the base material can be refined and the toughness can be increased. It is also effective in improving hardenability and softening resistance during tempering, and is an effective element for improving the strength of the base material.
- it is necessary to contain at 0.005% or more.
- the content exceeding 0.023% promotes the formation of upper bainite and martensite inferior toughness in the weld heat affected zone, so the upper limit is made 0.023%.
- the upper limit is 0.020%. More preferably, it is 0.008 to 0.020%.
- Ti 0.005-0.025%
- Ti precipitates as Ti / N when the molten steel solidifies, suppresses austenite coarsening in the weld zone, and contributes to improved toughness of the weld zone.
- the content is less than 0.005%, the effect is small.
- Ti / N becomes coarse and the effect of improving the toughness of the base metal and welded part cannot be obtained, so 0.005 to 0.025% is set. .
- it is 0.006 to 0.020%. More preferably, it is 0.008 to 0.016%.
- B Less than 0.0003% B segregates at austenite grain boundaries when steel is cooled from the austenite region, suppresses ferrite transformation, and generates a bainite structure containing a large amount of martensite. Addition of B is particularly limited to less than 0.0003% in order to embrittle the structure of the heat affected zone.
- N 0.002 to 0.005% N reacts with Ti and Al to form precipitates, thereby refining crystal grains and improving the base material toughness. Moreover, it is an element required in order to form Ti / N which suppresses the coarsening of the structure
- Ca 0.0005 to 0.0050%
- Ca is an element that improves toughness by fixing S. In order to obtain this effect, addition of at least 0.0005% is necessary. However, even if the content exceeds 0.0050%, the effect is saturated, so 0.0005% to 0.0050% is added. More preferably, it is 0.008 to 0.0035%.
- O 0.0030% or less O exceeds 0.0030%, so that the toughness of the base material deteriorates, so 0.0030% or less, preferably 0.0025% or less.
- Ceq 0.320 to 0.420 If Ceq defined by the formula (1) is less than 0.320, it is difficult to obtain a strength of yield stress of 355 MPa class. On the other hand, if Ceq exceeds 0.420, the weldability and weld zone toughness are lowered, so 0.420 or less. Preferably, it is 0.340 to 0.420.
- Ti / N 1.5-4.0
- Ti / N is 1.5-4.0
- the range of Ti / N is 1.5 to 4.0, preferably 1.8 to 3.5.
- Ti / N is the ratio of the content (% by mass) of each element.
- MnS precipitated alone is elongated during rolling and causes toughness reduction of the base material.
- ACR is 1 or more
- S is completely fixed by Ca
- MnS that acts as ferrite nuclei does not precipitate on CaS, so that the composite sulfide can achieve fine dispersion of ferrite nuclei. It becomes impossible and the effect of improving toughness cannot be obtained.
- ACR exceeds 0 and is less than 1, MnS precipitates on CaS to form a composite sulfide, which effectively functions as a ferrite-forming nucleus.
- the ACR is preferably in the range of 0.2 to 0.8.
- 5.5 [C] 4/3 +15 [P] +0.90 [Mn] +0.12 [Ni] +7.9 [Nb] 1/2 + 0.53 [Mo] ⁇ 3.00 5.5 [C] 4/3 +15 [P] +0.90 [Mn] +0.12 [Ni] +7.9 [Nb] 1/2 +0.53 [Mo] is composed of components that tend to concentrate in central segregation.
- the central segregation portion hardness index is referred to as a Ceq * value in the following description.
- the CTOD test is a test for the entire thickness of the steel sheet.
- the test piece used for the test contains center segregation, and if the concentration of the component due to center segregation is significant, a hardened zone is generated in the weld heat affected zone, and a good CTOD value cannot be obtained.
- the appropriate range of the Ceq * value is obtained experimentally. If the Ceq * value exceeds 3.00, the CTOD characteristic deteriorates, so it is set to 3.00 or less. Preferably it is 2.90 or less.
- the above is the basic component composition of the present invention.
- one or more selected from Cu: 0.7% or less, Cr: 0.1 to 1.0% and V: 0.005 to 0.050% or Two or more kinds can be contained.
- Cu 0.7% or less Cu is effective in increasing the strength of the base material, and for that purpose, it is preferably added at 0.1% or more. However, since addition exceeding 0.7% will reduce hot ductility, it is preferable to make it 0.7% or less. More preferably, it is 0.6% or less.
- Cr 0.1-1.0% Cr is an element effective for increasing the strength of the base material, and 0.1% or more is preferably contained in order to exhibit this effect. However, if it is excessively contained, the toughness is adversely affected. Therefore, when it is added, the content is preferably made 1.0% or less. Further, it is preferably 0.2 to 0.8%.
- V 0.005 to 0.050%
- V is an element effective for improving the strength and toughness of the base metal when contained in an amount of 0.005% or more. However, if the content exceeds 0.050%, the toughness is reduced, so when added, it should be 0.005 to 0.050%. Is preferred.
- Hvmax / Hvave ⁇ 1.35 + 0.006 / [C] -t / 500
- Hvmax is the maximum value of the Vickers hardness of the center segregation part
- Hvave is the average value of the Vickers hardness of the part excluding the center segregation part from the front and back surfaces of the steel sheet to 1/4 of the plate thickness
- [ C] represents the C content (% by mass)
- t represents the plate thickness (mm).
- Hvmax / Hvave is a dimensionless parameter representing the hardness of the center segregation part, and if the value becomes higher than the value obtained by 1.35 + 0.006 / [C] ⁇ t / 500, the CTOD value decreases, so 1.35 + 0 .006 / [C] -t / 500 or less is preferable. More desirably, it is 1.25 + 0.006 / [C] -t ⁇ 500 or less.
- Hvmax is measured with a Vickers hardness tester (load 10 kgf) in the thickness direction of 0.25 mm in the thickness direction of the steel plate, including the center segregation part in the thickness direction of the steel plate. And the maximum value among the measured values obtained.
- Hvave is the range excluding the central segregation part between the position of 1/4 of the plate thickness from the steel plate surface and the position of 1/4 of the plate thickness from the back surface with the load of 10 kgf of Vickers hardness tester. The average value of values measured at regular intervals (for example, 1 to 2 mm) in the thickness direction.
- C 0.040-0.090%
- the toughness is reduced due to excessive hardenability. Therefore, the C content is 0.04 to 0.09%.
- it is 0.050 to 0.085%.
- Si 0.1-0.8% Si is added for deoxidation and securing strength, but if it is less than 0.1%, the oil flowability of the weld metal is lowered, and welding defects are likely to occur. On the other hand, if it exceeds 0.8%, the strength of the weld metal becomes excessive, and cracking and toughness are reduced. Therefore, the Si content is 0.1 to 0.8%. Preferably, it is 0.1 to 0.6%. More preferably, it is 0.1 to 0.5%.
- Mn 1.0-2.5% Mn needs to be added in an amount of 1.0% or more in order to ensure the strength of the weld metal. On the other hand, if it exceeds 2.5%, the hardenability becomes excessive and the toughness decreases. Therefore, the Mn content is 1.0 to 2.5%. Preferably, it is 1.0 to 2.0%.
- Al 0.020% or less Al is preferably 0.004% or more for deoxidation. On the other hand, if the content exceeds 0.020%, inclusions increase, the formation of Ti oxide is suppressed, the weld metal structure is coarsened, and the toughness is reduced, so Al is made 0.020% or less.
- Ni 0.1-1.0% Ni needs to be added to ensure the strength and toughness of the weld metal, and if it is less than 0.1%, there is no effect. On the other hand, when it exceeds 1.0%, the hot water flowability is lowered. Therefore, it is set to 0.1 to 1.0%. Preferably, it is 0.1 to 0.8%.
- Mo 0.05-0.50% Mo needs to be added to ensure the strength and toughness of the weld metal, and if it is less than 0.05%, there is no effect, while if it exceeds 0.50%, the effect is saturated, so the upper limit was made 0.50%. Preferably, it is 0.08 to 0.45%.
- Ti plays an important role as a nucleus of acicular ferrite by fixing N in the weld metal as Ti / N or forming an oxide. If it is less than 0.005%, the effect cannot be sufficiently obtained, and if it exceeds 0.050%, the toughness is remarkably lowered due to an increase in solid solution Ti. Therefore, the Ti content is 0.005 to 0.050%. Preferably, it is 0.006 to 0.045%.
- B 0.0015% or less Since B is effective in increasing the strength of the weld metal, it is preferably added at 0.0003% or more. However, excessive addition generates coarse ferrocarbon borides, so 0.0015% or less.
- Cu, Cr, V and Nb can be added alone or in combination as necessary as selective elements for adjusting the hardenability by welding heat input.
- Cu 0.01-0.20%
- Cu is effective in increasing the strength of the weld metal.
- Cu is preferably added in an amount of 0.01% or more. However, if it exceeds 0.20%, hot cracking and toughness decrease, so the content is 0.20% or less. It is preferable.
- 0.01-0.50% Cr is effective in increasing the strength of the weld metal, and in order to obtain the effect, addition of 0.01% or more is preferable. On the other hand, if it exceeds 0.50%, the toughness decreases, so 0.50% or less is preferable.
- V 0.001 to 0.080% V is effective in increasing the strength of the weld metal, and 0.001% or more is preferably added to obtain the effect. On the other hand, if it exceeds 0.080%, the toughness decreases, so 0.080% or less is preferable.
- Nb 0.001 to 0.040% Nb is effective in increasing the strength of the weld metal, and 0.001% or more is preferably added to obtain the effect. On the other hand, if it exceeds 0.040%, the toughness decreases, so 0.040% or less is preferable.
- the welded joint of the present invention is preferably manufactured according to the manufacturing method shown below. That is, the molten steel adjusted to the above component composition is melted by an ordinary method using a converter, electric furnace, vacuum melting furnace or the like. Next, after a continuous casting process, the slab is made into a desired thickness by hot rolling, and then cooled or additionally tempered to obtain a steel sheet having a thickness of 30 mm or more.
- the slab heating temperature and the rolling reduction it is preferable to define the slab heating temperature and the rolling reduction. Specifically, a slab heating temperature of 1000 to 1200 ° C. and a total rolling reduction of 50% or more are preferable from the viewpoint of imparting high strength and good toughness to the base material.
- a weld joint is prepared using a weld metal adjusted to the above-described component composition.
- X-shaped groove processing is performed on the steel sheet, and submerged arc welding of one layer on both sides is performed.
- the steel sheet is subjected to X or V-shaped groove processing and multi-layered submerged arc welding. That is, the single-sided submerged arc welding on both sides is used only for thin objects having a thickness of 40 mm or less. Multi-layered submerged arc welding can be performed at a heat input of 80 kJ / cm or more.
- a thick steel plate having a thickness of 30 to 100 mm was manufactured.
- a tensile test was conducted by taking a JIS No. 4 test piece so that the longitudinal direction of the test piece was perpendicular to the rolling direction of the steel plate from 1/2 position of the thickness of the steel plate, and yield stress ( YS) and tensile strength (TS) were measured.
- JIS V notch specimens were collected from the 1/2 position of the steel sheet thickness so that the longitudinal direction of the specimen was perpendicular to the rolling direction of the steel sheet, and the absorbed energy vE ⁇ at ⁇ 40 ° C. 40 ° C. was measured.
- the base material characteristics those satisfying all of YS ⁇ 355 MPa, TS ⁇ 470 MPa and vE ⁇ 40 ° C. ⁇ 200 J were evaluated as good.
- a multi-layer weld joint by submerged arc welding was produced.
- welding was performed at a heat input of 100 kJ / cm.
- Evaluation of toughness was made by measuring the absorbed energy vE-40 ° C. at a temperature of ⁇ 40 ° C. with the center of the weld metal and the weld bond at the 1/4 position of the plate thickness of the steel sheet as the notch position of the Charpy impact test.
- the welded portion characteristics those having an average of three satisfying vE-40 ° C. ⁇ 150 J were judged to have good weld joint toughness.
- the steel No. 1 to 5 are invention examples, and steels 6 to 24 are comparative examples in which the amount of any component or the value of each formula is outside the scope of the present invention.
- Table 2 joint no. A, B, D, E, H, I, J and M are all examples of the present invention, and the Charpy impact test result of the weld bond part and the three-point bending CTOD test result of the weld bond part that satisfy the target are obtained. ing.
- C, F, G, K, and N to S have steel plate composition and / or weld metal composition outside the scope of the present invention, and the base metal characteristics or the Charpy impact test result of the weld bond part and the three-point bending CTOD test result of the weld bond part are I did not meet my goals.
- the steel sheet according to the present invention has a base material with a yield stress (YS) of 355 MPa or more and a Charpy absorbed energy (vE-40 ° C.) of 200 J or more. Both strength and toughness are excellent, and weld metal and bond parts of welded joints also have vE-40 ° C of 150 J or higher, CTOD value of 0.5 mm or higher, and excellent toughness of weld heat affected zone.
- YS yield stress
- vE-40 ° C. Charpy absorbed energy
Abstract
Description
i)CTOD特性は鋼板全厚の試験片で評価されるため、成分の濃化する中心偏析部が破壊の起点となる。従って、溶接熱影響部のCTOD特性を向上するため、鋼板の中心偏析として濃化しやすい元素を適正量に制御し、中心偏析部の硬化を抑制する。溶鋼が凝固する際に最終凝固部となるスラブの中心において、C、Mn、P、NiおよびNbが他の元素に比べて濃化度が高いため、これらの元素の添加量を中心偏析部硬さ指標により制御して中心偏析での硬さを抑制する。
C:0.03~0.09%、
Si:0.01~0.35%、
Mn:1.3~2.0%、
P:0.012%以下、
S:0.0035%以下、
Al:0.01~0.06%、
Ni:0.3%未満、
Mo:0.10%未満、
Nb:0.005~0.023%、
Ti:0.005~0.025%、
B:0.0003%未満、
N:0.002~0.005%、
Ca:0.0005~0.0050%および
O:0.0030%以下
を含有し、下記(1)式で規定されるCeq:0.320~0.420、Ti/N:1.5~4.0、並びに、下記(2)式及び(3)式を満たし、残部がFeおよび不可避的不純物からなる鋼板を母材として、
C:0.040~0.090%、
Si:0.1~0.8%、
Mn:1.0~2.5%、
Al:0.02%以下、
Ni:0.1~1.0%、
Mo:0.05~0.50%、
Ti:0.005~0.050%および
B:0.0015%以下
Ti:0.005~0.050%
を含有し、残部鉄および不可避的不純物よりなる溶接金属を介して作製してなる溶接継手。
記
Ceq=[C]+[Mn]/6+([Cu]+[Ni])/15+([Cr]+[Mo]+[V])/5 ・・・(1)
0<[[Ca]-(0.18+130×[Ca])×[O]]/1.25/[S]<1 ・・・(2)
5.5[C]4/3+15[P]+0.90[Mn]+0.12[Ni]+7.9[Nb]1/2+0.53[Mo]≦3.00・・・(3)
ここで、[ ]は該括弧内の元素の含有量(質量%)
Cu:0.7%以下、
Cr:0.1~1.0%および
V:0.005~0.050%
の中から選ばれる1種または2種以上を含有することを特徴とする前記1に記載の溶接継手。
記
Hvmax/Hvave≦1.35+0.006/[C]-t/500・・・・・(4)
ここで、Hvmax:中心偏析部のビッカース硬さの最大値、
Hvave:表裏面から板厚の1/4までと中心偏析部とを除く部分の ビッカース硬さの平均値、
[C]:C含有量(質量%)
t:鋼板の板厚(mm)
Cu:0.01~0.20%、
Cr:0.01~0.50%、
V:0.001~0.080%および
Nb:0.001~0.040%
の中から選ばれる1種または2種以上を含有することを特徴とする前記1、2または3に記載の溶接継手。
まず、母材となる鋼板の化学組成の限定理由を示す。
Cは、母材となる鋼板の強度を確保するのに必要な元素である。Cが0.03%未満では焼入性が低下し、強度確保のために、Cu、Ni、CrおよびMoなどの焼入性向上元素の多量添加が必要となり、コスト高を招くことになる。また、0.09%を超える添加は溶接部靭性を低下させる。従って、C量は0.03~0.09%の範囲とする。好ましくは、0.040~0.085%である。
Siは、脱酸材として、また、母材強度を得るために添加する成分である。しかし、0.35%を超える多量の添加は、溶接性の低下と溶接継手靭性の低下を招くため、Si量は0.01~0.35%とする必要がある。好ましくは、0.28%以下である。さらに好ましくは、0.03~0.25%である。
Mnは、母材強度および溶接継手強度を確保するため、1.3%以上添加する。しかし、2.0%を超える添加は、溶接性を低下させ、焼入性が過剰となり、母材靭性および溶接継手靭性を低下させるため、1.3~2.0%の範囲とする。好ましくは、1.4~1.9%である。さらに好ましくは、1.4~1.8%である。
不純物元素であるPは、母材靭性および溶接部靭性を低下させる。特に、溶接部において含有量が0.012%を超えるとCTOD特性が著しく低下するため、0.012%以下とする。好ましくは、0.009%以下である。
Sは、不可避的に混入する不純物で、0.0035%を超えて含有すると母材および溶接部靭性を低下させるため、0.0035%以下とする。好ましくは、0.0030%以下である。
Alは、溶鋼を脱酸するために添加される元素であり、0.01%以上含有させる必要がある。一方、0.06%を超えて添加すると、母材および溶接部靭性を低下させるとともに、溶接による希釈によって溶接金属部に混入し、靭性を低下させるため、0.06%以下に制限する。好ましくは、0.017~0.055%である。なお、本発明においてAl量は、酸可溶性Al(Sol.Alなどとも称される)で規定するものとする。
Niは、鋼の強度と靭性の向上に有効な元素であり、溶接部CTOD特性の向上にも有効である。そのためには、0.05%以上とすることが好ましい。しかし、Niは高価な元素であることと、また過度の添加は鋳造時にスラブの表面に疵が発生しやすくなるので、含有する場合は上限を0.3%未満とする。さらに好ましくは、0.06~0.28%である。
Moは、強度上昇に有効な元素であり、必要に応じて含有させる場合がある。一方で、Moは、溶接熱影響部において脆弱なマルテンサイトを生成させることから、含有させる場合は0.10%未満とする。好ましくは、0.08%未満である。
Nbは、オーステナイトの低温域で未再結晶域を形成するのに寄与し、この低温域で圧延を施すことにより、母材の組織微細化および高靭化を図ることができる。また、焼入れ性向上、焼戻し時の軟化抵抗にも効果が有り、母材強度の向上に有効な元素でもある。上記効果を得るためには、0.005%以上で含有する必要がある。しかし、0.023%を超える含有は、溶接熱影響部に靭性に劣る上部ベイナイトやマルテンサイトの生成を促進させるため、上限は0.023%とする。好ましくは上限を0.020%とする。さらに好ましくは、0.008~0.020%である。
Tiは、溶鋼が凝固する際にTi/Nとなって析出し、溶接部におけるオーステナイトの粗大化を抑制し、溶接部の靭性向上に寄与する。しかし、0.005%未満の含有ではその効果が小さく、一方、0.025%を超えて含有すると、Ti/Nが粗大化し、母材や溶接部靭性改善効果が得られないため、0.005~0.025%とする。好ましくは、0.006~0.020%である。さらに好ましくは、0.008~0.016%である。
Bは、鋼がオーステナイト域から冷却される際に、オーステナイト粒界に偏析し、フェライト変態を抑制し、マルテンサイトを多量に含むベイナイト組織を生成させる。Bの添加は特に溶接熱影響部の組織を脆化させるため、0.0003%未満に制限する。
Nは、TiやAlと反応して析出物を形成することで、結晶粒を微細化し、母材靭性を向上させる。また、溶接部の組織の粗大化を抑制するTi/Nを形成させるために必要な元素である。これらの作用を発揮するには、Nを0.002%以上含有することが必要である。一方、0.005%を超えて添加すると固溶Nが母材や溶接部の靭性を著しく低下させたり、Ti/Nb複合析出物の生成による固溶Nbの減少に伴う、強度低下を招くことから、上限を0.005%とする。さらに好ましくは、0.0025~0.0045%である。
Caは、Sを固定することによって靭性を向上する元素である。この効果を得るためには、少なくとも0.0005%の添加が必要である。しかし、0.0050%を超えて含有してもその効果は飽和するため、0.0005~0.0050%の範囲で添加する。さらに好ましくは、0.008~0.0035%である。
Oは、0.0030%を超えると母材の靭性が劣化するため、0.0030%以下、好ましくは0.0025%以下とする。
記
Ceq=[C]+[Mn]/6+([Cu]+[Ni])/15+([Cr]+[Mo]+[V])/5 ・・・(1)
0<[[Ca]-(0.18+130×[Ca])×[O]]/1.25/[S]<1 ・・・(2)
5.5[C]4/3+15[P]+0.90[Mn]+0.12[Ni]+7.9[Nb]1/2+0.53[Mo]≦3.00・・・(3)
前記(1)式で規定されるCeqが0.320未満では降伏応力355MPa級の強度を得ることが難しくなる。一方、Ceqが0.420を超えると、溶接性や溶接部靭性が低下するため、0.420以下とする。好ましくは、0.340~0.420である。
Ti/Nが1.5未満では生成するTi/N量が減少し、Ti/Nとならない固溶Nが溶接部靭性を低下させる。また、Ti/Nが4.0を超えると、Ti/Nが粗大化し、溶接部靭性を低下させる。従って、Ti/Nの範囲は1.5~4.0、好ましくは、1.8~3.5とする。なお、Ti/Nは各元素の含有量(質量%)の比である。
[[Ca]-(0.18+130×[Ca])×[O]]/1.25/[S]は、硫化物形態制御に有効なCaとSの原子濃度の比を示す値であり、ACR(Atomic Concentration Ratio)とも称される。この値により硫化物の形態を推定することができ、高温でも溶解しないフェライト変態生成核CaSを微細分散させるために規定する必要がある。すなわち、ACRが0以下の場合は、CaSが晶出しない。そのため、SはMnS単独の形態で析出する結果、溶接熱影響部でのフェライト生成核が得られない。また、単独で析出したMnSは、圧延時に伸長されて母材の靭性低下を引き起こすことになる。
5.5[C]4/3+15[P]+0.90[Mn]+0.12[Ni]+7.9[Nb]1/2+0.53[Mo]は、中心偏析に濃化しやすい成分で構成される中心偏析部硬さ指標であり、以下の説明ではCeq*値と称する。さて、CTOD試験は鋼板全厚を対象とする試験である。従って、同試験に供する試験片は中心偏析を含み、中心偏析での成分濃化が顕著であると、溶接熱影響部に硬化域が生成するため良好なCTOD値が得られない。Ceq*値を適正範囲に制御することにより、中心偏析部における過度の硬度上昇を抑制でき、板厚が厚い鋼材の溶接部においても優れたCTOD特性が得られる。Ceq*値の適正範囲は、実験的に求められたものであり、Ceq*値が3.00を超えるとCTOD特性が低下するので3.00以下とする。好ましくは2.90以下である。
Cuは、母材の強度を高めるのに有効であり、そのためには0.1%以上で添加することが好ましい。但し、0.7%を超えての添加は、熱間延性を低下することになるため、0.7%以下とすることが好ましい。より好ましくは、0.6%以下とする。
Crは、母材を高強度化するのに有効な元素であり、この効果を発揮するには0.1%以上を含有することが好ましい。しかし、過剰に含有すると靭性に悪影響を与えるため、添加する場合は1.0%以下とすることが好ましい。さらに、0.2~0.8%であることが好ましい。
Vは、0.005%以上の含有で母材の強度と靭性の向上に有効な元素であるが、含有量が0.050%を超えると靭性低下を招くため、添加する場合は0.005~0.050%であることが好ましい。
Hvmax/Hvave≦1.35+0.006/[C]-t/500
まず、上式において、Hvmaxは中心偏析部のビッカース硬さの最大値、Hvaveは鋼板の表裏面から板厚の1/4までと中心偏析部とを除く部分のビッカース硬さの平均値、[C]はC含有量(質量%)、tは板厚(mm)を示す。
すなわち、Hvmax/Hvaveは中心偏析部の硬さを表す無次元パラメータであり、その値が1.35+0.006/[C]-t/500で求まる値より高くなるとCTOD値が低下するため、1.35+0.006/[C]-t/500以下とすることが好ましい。より望ましくは、1.25+0.006/[C]-t・500以下とする。
C:0.040~0.090%
Cは、溶接金属の強度を確保するために、0.04%以上添加する必要が有る。一方、0.09%を超えて添加すると、焼入れ性過多による靭性低下を招く。従って、C量は0.04~0.09%とする。好ましくは、0.050~0.085%である。
Siは、脱酸及び強度確保のために添加されるが、0.1%未満では溶接金属の油流れ性が低下し、溶接欠陥が発生しやすくなる。また、0.8%を超えると溶接金属の強度が過剰となり、割れの発生や靭性が低下する。従って、Si量は0.1~0.8%とする。好ましくは、0.1~0.6%である。さらに好ましくは、0.1~0.5%である。
Mnは、溶接金属の強度を確保するために1.0%以上の添加が必要である。一方、2.5%を超えると、焼入れ性が過多となり靭性が低下する。従って、Mn量は1.0~2.5%とする。好ましくは、1.0~2.0%である。
Alは脱酸のために、好ましくは0.004%以上は必要である。一方、0.020%を超えると介在物が多くなること、Ti酸化物の生成を抑制し溶接金属組織の粗大化を招き靭性を低下させることから、Alは0.020%以下とする。
Niは、溶接金属の強度および靭性を確保するために添加が必要であり、0.1%未満では効果がない。一方、1.0%を超えると湯流れ性を低下させる。従って、0.1~1.0%とする。好ましくは、0.1~0.8%である。
Moは、溶接金属の強度および靭性を確保するために添加が必要であり、0.05%未満では効果がなく、一方0.50%を超えるとその効果が飽和するため、上限を0.50%とした。好ましくは、0.08~0.45%である。
Tiは、溶接金属中のNをTi/Nとして固定したり、酸化物を形成してアシキュラーフェライトの生成核として重要な働きをする。0.005%未満ではその効果は十分に得られず、0.050%を超えると固溶Tiの増加により、靭性を著しく低下させる。従って、Ti量は0.005~0.050%とする。好ましくは、0.006~0.045%である。
Bは、溶接金属の強度上昇に効果があるため、0.0003%以上で添加することが好ましい。しかし、過剰な添加は粗大な鉄炭硼化物を生成させることから、0.0015%以下とする。
Cuは、溶接金属の強度上昇に効果があり、その効果を得るためには0.01%以上で添加することが好ましいが、0.20%を超えると高温割れや靭性が低下するため、0.20%以下とすることが好ましい。
Crは、溶接金属の強度上昇に効果があり、その効果を得るためには0.01%以上の添加が好ましい。一方、0.50%を超えると靭性が低下するため、0.50%以下とすることが好ましい。
Vは、溶接金属の強度上昇に効果があり、その効果を得るためには0.001%以上の添加が好ましい。一方、0.080%を超えると靭性が低下するため、0.080%以下とすることが好ましい。
Nbは、溶接金属の強度上昇に効果があり、その効果を得るためには0.001%以上の添加が好ましい。一方、0.040%を超えると靭性が低下するため、0.040%以下とすることが好ましい。
すなわち、上記した成分組成に調整した溶鋼を転炉、電気炉または真空溶解炉などを用いた通常の方法で溶製する。次いで、連続鋳造の工程を経てスラブとした後、熱間圧延により所望の板厚とし、その後冷却し、または追加で焼戻し処理を施して、厚みが30mm以上の鋼板とする。
すなわち、両面1層のサブマージアーク溶接は、板厚が40mm以下の薄物の場合に限定して用いる。また、多層盛のサブマージアーク溶接は、入熱量:80kJ/cm以上で行うことができる。ここで、板厚40mm超えにて両面1層溶接を施すと、入熱量が100kJ/cmを大きく超えてしまい、溶接部の特性が維持できない場合がある。これに対して、多層盛溶接では、概ね100kJ/cmを上限として施工することができる。
なお、母材特性については、YS≧355MPa、TS≧470MPaおよびvE-40℃≧200Jの全てを満たすものを良好と評価した。
靭性の評価は鋼板の板厚の1/4位置の溶接金属中央および溶接ボンド部をシャルピー衝撃試験のノッチ位置として、-40℃の温度における吸収エネルギーvE-40℃を測定した。
溶接部特性については、3本の平均がvE-40℃≧150Jを満足するものを溶接部継手靭性が良好と判断した。
また、溶接金属中央および溶接ボンド部をCTOD試験片のノッチ位置として、-10℃におけるCTOD値であるδ-10℃を測定し、試験数量3本のうちCTOD値(δ-10℃)の最小値が0.50mm以上である場合を、溶接継手のCTOD特性が良好と判断した。
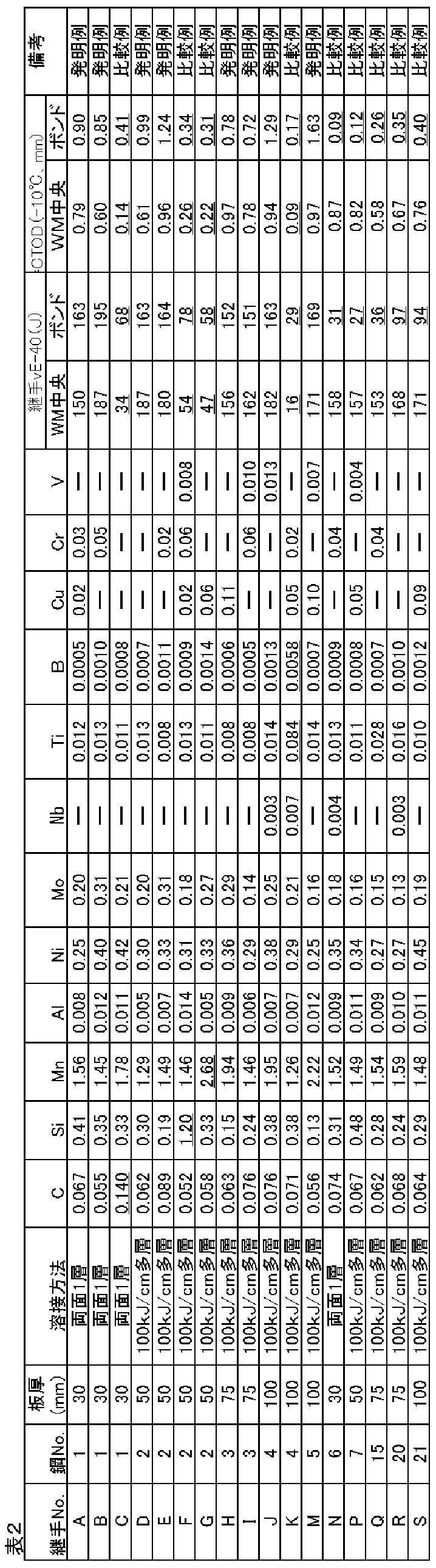
表2に、溶接金属の化学組成と、溶接継手のシャルピー衝撃試験結果およびCTOD試験結果とを併記する。
表2において継手No.A、B、D,E,H,I,JおよびMは、いずれも本発明例で、目標を満足する溶接ボンド部のシャルピー衝撃試験結果および溶接ボンド部の三点曲げCTOD試験結果が得られている。
一方、継手No.C、F、G、KおよびN~Sは鋼板組成および/または溶接金属組成が本発明範囲外で母材特性または溶接ボンド部のシャルピー衝撃試験結果および溶接ボンド部の三点曲げCTOD試験結果が目標を満足しなかった。

Claims (4)
- 質量%で、
C:0.03~0.09%、
Si:0.01~0.35%、
Mn:1.3~2.0%、
P:0.012%以下、
S:0.0035%以下、
Al:0.01~0.06%、
Ni:0.3%未満、
Mo:0.10%未満、
Nb:0.005~0.023%、
Ti:0.005~0.025%、
B:0.0003%未満、
N:0.002~0.005%、
Ca:0.0005~0.0050%および
O:0.0030%以下
を含有し、下記(1)式で規定されるCeq:0.320~0.420、Ti/N:1.5~4.0、並びに、下記(2)式及び(3)式を満たし、残部がFeおよび不可避的不純物からなる鋼板を母材として、
C:0.040~0.090%、
Si:0.1~0.8%、
Mn:1.0~2.5%、
Al:0.020%以下、
Ni:0.1~1.0%、
Mo:0.05~0.50%、
Ti:0.005~0.050%および
B:0.0015%以下
を含有し、残部鉄および不可避的不純物よりなる溶接金属を介して作製してなる、溶接継手。
記
Ceq=[C]+[Mn]/6+([Cu]+[Ni])/15+([Cr]+[Mo]+[V])/5 ・・・(1)
0<[[Ca]-(0.18+130×[Ca])×[O]]/1.25/[S]<1 ・・・(2)
5.5[C]4/3+15[P]+0.90[Mn]+0.12[Ni]+7.9[Nb]1/2+0.53[Mo]≦3.00・・・(3)
ここで、[ ]は該括弧内の元素の含有量(質量%) - 前記鋼板は、更に、質量%で、
Cu:0.7%以下、
Cr:0.1~1.0%および
V:0.005~0.050%
の中から選ばれる1種または2種以上を含有することを特徴とする請求項1に記載の溶接継手。 - 前記鋼板の中心偏析部の硬さが下記(4)式を満足することを特徴とする請求項1または2に記載の溶接継手。
記
Hvmax/Hvave≦1.35+0.006/[C]-t/500・・・・・(4)
ここで、Hvmax:中心偏析部のビッカース硬さの最大値、
Hvave:表裏面から板厚の1/4までと中心偏析部とを除く 部分のビッカース硬さの平均値、
[C]:C含有量(質量%)
t:鋼板の板厚(mm) - 前記溶接金属は、更に、質量%で、
Cu:0.01~0.20%、
Cr:0.01~0.50%、
V:0.001~0.080%および
Nb:0.001~0.040%
の中から選ばれる1種または2種以上を含有することを特徴とする請求項1、2または3に記載の溶接継手。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020167026322A KR101937005B1 (ko) | 2014-03-31 | 2015-03-31 | 용접 조인트 |
| JP2015542110A JP5920542B2 (ja) | 2014-03-31 | 2015-03-31 | 溶接継手 |
| EP15772620.9A EP3128024B1 (en) | 2014-03-31 | 2015-03-31 | Welded joint |
| CN201580015633.2A CN106133165B (zh) | 2014-03-31 | 2015-03-31 | 焊接接头 |
| US15/129,932 US10300564B2 (en) | 2014-03-31 | 2015-03-31 | Weld joint |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014073750 | 2014-03-31 | ||
| JP2014-073750 | 2014-03-31 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| WO2015151521A1 true WO2015151521A1 (ja) | 2015-10-08 |
| WO2015151521A8 WO2015151521A8 (ja) | 2016-07-07 |
Family
ID=54239866
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/001870 WO2015151521A1 (ja) | 2014-03-31 | 2015-03-31 | 溶接継手 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10300564B2 (ja) |
| EP (1) | EP3128024B1 (ja) |
| JP (1) | JP5920542B2 (ja) |
| KR (1) | KR101937005B1 (ja) |
| CN (1) | CN106133165B (ja) |
| WO (1) | WO2015151521A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3590644B1 (en) * | 2017-02-28 | 2023-01-11 | Nippon Steel Corporation | Fillet welded joint and method of manufacturing thereof |
| JP7020592B2 (ja) * | 2020-01-29 | 2022-02-16 | Jfeスチール株式会社 | 溶接鋼管およびその製造方法 |
| CN112935628A (zh) * | 2021-02-05 | 2021-06-11 | 天津市金桥焊材集团股份有限公司 | 一种1000MPa级超高强高韧气保实心焊丝 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007231312A (ja) * | 2006-02-28 | 2007-09-13 | Jfe Steel Kk | 高張力鋼およびその製造方法 |
| JP2008023569A (ja) * | 2006-07-24 | 2008-02-07 | Jfe Steel Kk | 引張強度800MPaを超える超高強度溶接鋼管の製造方法 |
| WO2009123292A1 (ja) * | 2008-03-31 | 2009-10-08 | Jfeスチール株式会社 | 高張力鋼およびその製造方法 |
| WO2013118313A1 (ja) * | 2011-02-15 | 2013-08-15 | Jfeスチール株式会社 | 溶接熱影響部の低温靭性に優れた高張力鋼板およびその製造方法 |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60184663A (ja) | 1984-02-29 | 1985-09-20 | Kawasaki Steel Corp | 大入熱溶接用低温用高張力鋼 |
| JPH0353367A (ja) | 1989-07-20 | 1991-03-07 | Toshiba Corp | 分散型情報処理システム |
| JPH0792360B2 (ja) | 1989-07-10 | 1995-10-09 | 防衛庁技術研究本部長 | 金属燃焼器の製造方法 |
| CA2076435A1 (en) * | 1991-08-30 | 1993-03-01 | Shigeru Endo | Method for gas-shield arc welding of a pipe and weld wire for use in the welding method |
| JP3045856B2 (ja) | 1991-11-13 | 2000-05-29 | 川崎製鉄株式会社 | 高靱性Cu含有高張力鋼の製造方法 |
| JP3722044B2 (ja) * | 2001-10-31 | 2005-11-30 | Jfeスチール株式会社 | 溶接継手 |
| JP3697202B2 (ja) | 2001-11-12 | 2005-09-21 | 新日本製鐵株式会社 | 溶接熱影響部の靭性が優れた鋼及びその製造方法 |
| JP4255453B2 (ja) * | 2005-03-31 | 2009-04-15 | 株式会社神戸製鋼所 | 低合金鋼溶接金属及びフラックス入りワイヤ |
| JP2007260716A (ja) * | 2006-03-28 | 2007-10-11 | Jfe Steel Kk | 変形能に優れた超高強度溶接鋼管の製造方法 |
| JP5061483B2 (ja) * | 2006-03-28 | 2012-10-31 | Jfeスチール株式会社 | 超高強度溶接鋼管の製造方法 |
| RU2427662C2 (ru) * | 2006-11-30 | 2011-08-27 | Ниппон Стил Корпорейшн | Высокопрочная сварная стальная труба для трубопровода, обладающая превосходной низкотемпературной вязкостью, и способ ее изготовления |
| JP5202862B2 (ja) * | 2007-03-28 | 2013-06-05 | Jfeスチール株式会社 | 耐低温割れ性に優れた溶接金属を有する高強度溶接鋼管およびその製造方法 |
| US8588805B2 (en) * | 2008-12-13 | 2013-11-19 | Broadcom Corporation | Receiver utilizing multiple radiation patterns to determine angular position |
| JP4853575B2 (ja) | 2009-02-06 | 2012-01-11 | Jfeスチール株式会社 | 耐座屈性能及び溶接熱影響部靭性に優れた低温用高強度鋼管およびその製造方法 |
| JP5218312B2 (ja) | 2009-07-17 | 2013-06-26 | 新日鐵住金株式会社 | 高温特性と靭性に優れた耐火構造用1パス大入熱溶接継手およびその製造方法 |
| BR112012016055B1 (pt) * | 2010-09-14 | 2019-04-24 | Nippon Steel & Sumitomo Metal Corporation | Tubo de aço soldado espesso execelente em rigidez à baixa temperatura, método para fabricação de tubo de aço soldado espesso excelente em rigidez à baixa temperatura, e placa de aço para fabricar tubo de aço soldado espesso. |
| EP2894235B1 (en) | 2012-09-06 | 2019-01-09 | JFE Steel Corporation | Thick-walled, high tensile strength steel with excellent ctod characteristics of the weld heat-affected zone, and manufacturing method thereof |
| WO2014141632A1 (ja) * | 2013-03-12 | 2014-09-18 | Jfeスチール株式会社 | 多層溶接継手ctod特性に優れた厚鋼板およびその製造方法 |
| US10036079B2 (en) * | 2013-03-12 | 2018-07-31 | Jfe Steel Corporation | Thick steel sheet having excellent CTOD properties in multilayer welded joints, and manufacturing method for thick steel sheet |
| JP5950045B2 (ja) * | 2013-12-12 | 2016-07-13 | Jfeスチール株式会社 | 鋼板およびその製造方法 |
| JP6245352B2 (ja) * | 2014-03-31 | 2017-12-13 | Jfeスチール株式会社 | 高張力鋼板およびその製造方法 |
| CA2964729C (en) * | 2014-11-19 | 2020-03-10 | Nippon Steel & Sumitomo Metal Corporation | Laser welded joint, vehicle component, manufacturing method of laser welded joint, and manufacturing method of vehicle component |
-
2015
- 2015-03-31 CN CN201580015633.2A patent/CN106133165B/zh active Active
- 2015-03-31 KR KR1020167026322A patent/KR101937005B1/ko active IP Right Grant
- 2015-03-31 EP EP15772620.9A patent/EP3128024B1/en active Active
- 2015-03-31 US US15/129,932 patent/US10300564B2/en active Active
- 2015-03-31 JP JP2015542110A patent/JP5920542B2/ja active Active
- 2015-03-31 WO PCT/JP2015/001870 patent/WO2015151521A1/ja active Application Filing
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007231312A (ja) * | 2006-02-28 | 2007-09-13 | Jfe Steel Kk | 高張力鋼およびその製造方法 |
| JP2008023569A (ja) * | 2006-07-24 | 2008-02-07 | Jfe Steel Kk | 引張強度800MPaを超える超高強度溶接鋼管の製造方法 |
| WO2009123292A1 (ja) * | 2008-03-31 | 2009-10-08 | Jfeスチール株式会社 | 高張力鋼およびその製造方法 |
| WO2013118313A1 (ja) * | 2011-02-15 | 2013-08-15 | Jfeスチール株式会社 | 溶接熱影響部の低温靭性に優れた高張力鋼板およびその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20160119243A (ko) | 2016-10-12 |
| JPWO2015151521A1 (ja) | 2017-04-13 |
| WO2015151521A8 (ja) | 2016-07-07 |
| US10300564B2 (en) | 2019-05-28 |
| EP3128024B1 (en) | 2018-09-26 |
| KR101937005B1 (ko) | 2019-01-09 |
| EP3128024A4 (en) | 2017-05-31 |
| CN106133165B (zh) | 2019-03-08 |
| US20170173743A1 (en) | 2017-06-22 |
| CN106133165A (zh) | 2016-11-16 |
| EP3128024A1 (en) | 2017-02-08 |
| JP5920542B2 (ja) | 2016-05-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5177310B2 (ja) | 溶接熱影響部の低温靭性に優れた高張力鋼板およびその製造方法 | |
| JP5439887B2 (ja) | 高張力鋼およびその製造方法 | |
| JP5950045B2 (ja) | 鋼板およびその製造方法 | |
| JP5846311B2 (ja) | 溶接熱影響部ctod特性に優れた厚肉高張力鋼およびその製造方法 | |
| JP5924058B2 (ja) | 溶接熱影響部の低温靭性に優れた高張力鋼板およびその製造方法 | |
| JP6245352B2 (ja) | 高張力鋼板およびその製造方法 | |
| KR20190124253A (ko) | 세로 심 용접 강관 | |
| KR20190124254A (ko) | 세로 심 용접 강관 | |
| JP5920542B2 (ja) | 溶接継手 | |
| JP5849892B2 (ja) | 大入熱溶接用鋼材 | |
| JP5515954B2 (ja) | 耐溶接割れ性と溶接熱影響部靭性に優れた低降伏比高張力厚鋼板 | |
| JP6226163B2 (ja) | 溶接熱影響部の低温靭性に優れる高張力鋼板とその製造方法 | |
| JP6299676B2 (ja) | 高張力鋼板およびその製造方法 | |
| JP4433844B2 (ja) | 耐火性および溶接熱影響部の靭性に優れる高張力鋼の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2015542110 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15772620 Country of ref document: EP Kind code of ref document: A1 |
|
| REEP | Request for entry into the european phase |
Ref document number: 2015772620 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2015772620 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 20167026322 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15129932 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |