KR100256041B1 - 전자부품실장장치 및 전자부품 실장방법 - Google Patents
전자부품실장장치 및 전자부품 실장방법 Download PDFInfo
- Publication number
- KR100256041B1 KR100256041B1 KR1019970705152A KR19970705152A KR100256041B1 KR 100256041 B1 KR100256041 B1 KR 100256041B1 KR 1019970705152 A KR1019970705152 A KR 1019970705152A KR 19970705152 A KR19970705152 A KR 19970705152A KR 100256041 B1 KR100256041 B1 KR 100256041B1
- Authority
- KR
- South Korea
- Prior art keywords
- mounting
- electronic component
- substrate
- correction
- coordinates
- Prior art date
Links
Images










Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/04—Mounting of components, e.g. of leadless components
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/08—Monitoring manufacture of assemblages
- H05K13/081—Integration of optical monitoring devices in assembly lines; Processes using optical monitoring devices specially adapted for controlling devices or machines in assembly lines
- H05K13/0815—Controlling of component placement on the substrate during or after manufacturing
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/08—Monitoring manufacture of assemblages
- H05K13/081—Integration of optical monitoring devices in assembly lines; Processes using optical monitoring devices specially adapted for controlling devices or machines in assembly lines
- H05K13/0812—Integration of optical monitoring devices in assembly lines; Processes using optical monitoring devices specially adapted for controlling devices or machines in assembly lines the monitoring devices being integrated in the mounting machine, e.g. for monitoring components, leads, component placement
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49124—On flat or curved insulated base, e.g., printed circuit, etc.
- Y10T29/4913—Assembling to base an electrical component, e.g., capacitor, etc.
- Y10T29/49131—Assembling to base an electrical component, e.g., capacitor, etc. by utilizing optical sighting device
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/53087—Means to assemble or disassemble with signal, scale, illuminator, or optical viewer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/5313—Means to assemble electrical device
- Y10T29/53174—Means to fasten electrical component to wiring board, base, or substrate
- Y10T29/53178—Chip component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/5313—Means to assemble electrical device
- Y10T29/53261—Means to align and advance work part
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Operations Research (AREA)
- Supply And Installment Of Electrical Components (AREA)
Abstract
전자부품을 기판에 옮겨싣는 작동기(7)와, 기판에 적어도 4개소가 형성된 인식마크를 관찰하여 이들 인식마크의 좌표를 검지하는 카메라(5)와, 작동기(7)를 제어하는 제어부(6)와, 옮겨싣는 전자부품의 실장(實裝)좌표 및 실장각도의 정보를 기억하는 실장데이터테이블(9)과, 전자부품을 옮겨싣게되는 기판에 대한 실장좌표 및 실장각도의 보정치를 기억하는 보정데이터테이블(10)을 구비하고, 보정데이터테이블(10)에는, 카메라(5)가 검지한 4개소 이상의 인식마크의 좌표에 의거해서 기판을 일정한 규칙으로 세분한 다수의 셀마다의 보정치가 격납되어 있고, 실장테이블(9)의 실장좌표 및 실장각도가, 전자부품을 옮겨실어야할 해당 셀의 보정데이터테이블(10)에 있어서의 보정치에 의해 보정되도록 되어 있는 것을 특징으로 한 것이다.
Description
[발명의 명칭]
전자부품실장장치 및 전자부품 실장방법
[기술분야]
본 발명은, 전자부품실장장치 및 전자부품 실장방법에 관한 것이다. 특히 기판의 변형에 대해서 보정을 가하면서 전자부품을 옮겨싣는 것을 특징으로 한다.
[배경기술]
종래부터 전자부품실장장치에서는, 기판의 변형을 고려하여, 보정을 가하여 전자부품을 옮겨 싣도록 되어 있다. 제8도를 참조하면서, 종래의 전자부품 실장장치에 있어서의 보정에 대해서 설명한다. 제8(a)도에 있어서, (1)은 기판,(2),(3)은 기판(1)의 각부(角部)에 대각적으로 2개소 형성되는 인식마크이다. 그리고, 종래의 전자부품 실장장치에서는, 기판(1)이 실선으로 표시한 이상적인 형상으로부터, 파선으로 표시한 바와 같이 변형하고 있는 경우, 인식마크(3)의 위치도 마찬가지로 변형한다고 생각하여, 인식마크(2),(3)의 변위를 구하고, 이에 의해 일정한 변형율을 산출한다. 그리고, 이 변형율을 실장위치에 적용해서 보정을 행하는 것으로 하고 있다.
그러나, 이와 같이해서는, 제8(a)도에 표시한 바와 같이, 변형이 X방향과 Y방향에 대해서 균일하게 변형하고 있는 경우밖에 적용할 수 없다. 즉, 제8(b)도와 같이, X방향, Y방향에 대해서 블균일한 변형을 발생하고 있는 경우, 2개의 인식 마크(2),(3)로부터 그것을 알수는 없고, 보정을 실제의 변형에 대응시킬 수 없다.
특히, 최근 대형의 기판이 사용되는 일이 증가하고 있고, 블균일한 변형을 무시할 수 없게 되어가고 있다. 이와 같이, 종래의 전자부품실장장치에서는. 대형기판의 경우나, 보다 정밀한 옮겨싣기를 필요로 하는 경우, 기판의 변형에 층분히 대응할 수 없다는 문제점이 있었다
[발명의 상세한 설명]
[발명의 개시]
본 발명은, 기판이 어떻게 변형해도 적절하게 보정을 행하여 정확한 실장을 행할 수 있는 전자부품 실장장치를 제공하는 것을 목적으로 하는 것이다.
본 발명의 전자부품실장장치는, 전자부품을 기판에 옮겨싣는 작동기와, 기판에 적어도 4개소가 형성된 인식마크를 관찰하여 이들 인식마크의 좌표를 검지하는 검출기와, 상기 작동기를 제어하는 제어부와, 옮겨싶는 전자부품의 실장좌표 및 실장각도의 정보를 기억하는 실장데이터 테이블과, 전자부품을 옮겨 싣게되는 기판에 대해서 상기 실장좌표 및 실장각도의 보정치를 기억하는 보정데이터테이블을 구비하고, 상기 보정데이터 테이블에는, 상기 검출기가 검지한 4개소 이상의 인식마크의 좌표에 의거해서 기판을 일정한 규칙으로 세분한 다수의 셀마다의 보정치가 격납되어 있고, 상기 실장테이블의 실장좌표 및 실장각도가, 전자부품을 실장해야할 해당 셀의 상기 보정데이터 테이블에 있어서의 보정치에 의해 보정되어, 상기 전자부품을 옮겨싣게되는 것을 특징으로 한다.
상기 구성에 의해, 기판을 일정한 규칙에 의해 다수의 셀로 분할하고, 각 셀마다 보정치가 구해져서, 보정 데이터 테이블에 격납된다. 여기서, 이들 셀은 적어도 4개소가 형성된 인식마크의 좌표에 의거해서 설정되므로, 기판이 직행한 X방향, Y방향에 대하여 불균일한 변형을 발생하고 있을 때에는, 이 변형을 반영한 형상으로 되어 있다. 그리고, 각셀마다 이들 변형에 대한 보정치가 구해짐으로, 불균일한 변형에 대응한 보정을 가할 수 있다.
[도면의 간단한 설명]
제1도는 본 발명의 최량의 실시형태에 있어서의 전자부품실장장치의 블록도.
제2도는 본 발명의 최량의 실시형태에 있어서의 전자부품 실장장치의 블록도.
제3(a)도는 본 발명의 최량의 실시형태에 있어서의 마스터기판의 셀설명도.
제3(b)도는 본 발명의 최량의 실시형태에 있어서의 기판의 셀설명도.
제4도는 본 발명의 최량의 실시형태에 있어서의 실장데이터 테이블의 구성도.
제5도는 본 발명의 최량의 실시형태에 있어서의 보정데이터테이블의 구성도.
제6도는 본 발명의 최량의 실시형태에 있어서의 테이블관계도.
제7도는 본 발명의 최량의 실시형태에 있어서의 전자부품실장장치의 동작의 순서도.
제8(a),(b)도는 종래 예에서의 보정량의 설명도.
* 도면의 주요부분에 대한 부호의 설명
1 : 종래예의 기판 2,3 : 종래예의 인식마크
4 : 변형이 없는 마스터기판 5 : 인식마크관찰용의 비데오카메라
6 : 작동기 제어부 7 : 작동기
8 : 작동기 구동용 드라이버 9 : 실장데이터 테이블
10 : 보정데이터테이블 If : 실제로 사용되는 기판
A, B, C, D : 마스터기판의 인식마크
A′, B′, C′, D′ : 실제로 사용하는 기판의 인식마크
R(i,j) : 마스터기판위의 셀
S(i,j) : 실제로 사용하는 기판위에서의 셀
[발명의 최량의 형태]
다음에, 도면을 참조하면서 본 발명의 최량의 실시형태를 설명한다.
제1도는, 본 발명의 최량의 실시형태에 있어서의 전자부품 실장장치의 블록도이다. 제1도에 있어서, (4)는 변형이 없는 마스터기판이며, A, B, C, D는 마스터기판(4)의 4개의 구석부에 형성된 인식마크, (xA,yA)는 인식마크 A의 좌표이며 이하 마찬가지로, (xB,yB),(xC,yC),(xD,yD)는 인식마크 B,C,D의 좌표이다. 여기서는 일반적인 직사각형의 기판을 고려해서, xA=xB, xC=xD, yA=yD, yB=yD가 되도록 하고 있다.
또(5)는 마스터기판(4)을 관찰하는 비데오카메라이며, 이 카메라(5)의 화상으로 부터 상기 각 좌표를 구한다. 또한, 마스터기판(4)에 의하지 않고, 기판의 설계치로부터 상기 각 좌표를 정해도 된다.
(6)은 전자부품의 옮겨싣기를 행하는 작동기(7)를 구동하는 드라이버(8)를 제어하는 제어부이다. 또(9)는, 옮겨싣는 전자부품의 실장좌표 및 실장각도의 정보를 기억하는 실장데이터테이블, (10)은 기판을 종횡으로 세분한 셀마다의 보정치가 격납되는 보정데이터 테이블이다.
제2도에서는, 마스터기판(4)은 아니고, 전자부품이 옮겨실려야할 기판(11)을 비데오카메라에 의해 관찰하고 있는 상태를 표시하고 있다. 여기서, 기판(11)은, 일반적으로 XY방향으로 불균일한 변형을 하고 있으며, 이 변형에 따라서 기판(11)의 4개의 구석부에 형성된 인식마크, A1,B1,C1,D1의 좌표(xA1,yA1),(xB1,yB1),(xC1,yC1),(xD1,yD1)는, 마스터기판(4)의 인식마크로부터 변위하고 있는 것이다.
다음에 제3도를 참조하면서, 각셀에 있어서의 위치관계 및 보정량에 대해서 설명한다. 여기서, 본 실시의 형태에서는, 첨자 i(i=1,2,3…m,m+1),j(j=1,2,3,…n,n+1)(m,n은 정수)를 도입한다. 그리고, 마스터기판(4)의 변 AD의 m등분점과 변 BC의 m등분점의 인접한 2점을 각각 연결하는 선분 gi,gi+1과, 변 AB의 n등분선과 변 DC의 n등분선의 인접한 2점을 각각 연결하는 선분 fi,fi+1에 의해 둘러싸이는 작은 4각형으로 이루어지는 셀을 생각한다.
즉, 상기한 바와 같이 마스터 기판(4)에서는, 4각형 ABCD는 직사각형으로되어 있으므로, 선분 gi,gi+1과 선분 fi,fi+1에 의해 둘러싸인 셀도 또 직사각형이 된다. 그리고, 제3(a)도에 표시한 바와 같이, 첨자(i,j)가 표시하는 셀 R(i,j)은, 그 4개의 귀퉁이 점 P(i,j), P(i,j+1), P(i+1,j), P(I+l, j+1)를 가지는 것으로 한다. 또 귀퉁이점 P(i,j)의 좌표를, (x(i,j),y(i,j))로 표기한다. 여기서 귀퉁이 점 P(i,j)의 좌표를 인식마크 A,B,C,D의 좌표로부터 구하는 식은, 이 좌표계의 가상적인 원점좌표(x(0,0),y(0,0))를 생각하면 일반적으로는 다음과 같이 된다
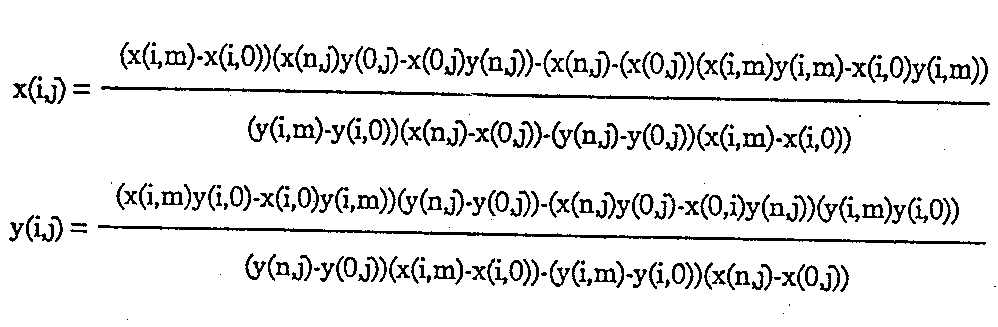
단

특히 본 실시예의 기준이 되는 직사각형의 경우에 대해서는

또 기판(11)에 대해서도, 변 A1,D1의 m등분점과 변 B1C1의 m등분점의 인접한 2점을 각각 연결하는 선분을 g1i, gi+1과, 변 A1B1의 n등분전과 변 D1C1의 n등분점의 인접한 2점을 각각 연결하는 선분 f1i, f1i+1에 의해 둘러싸인 작은 4각형으로 이루어진 셀 S(i,j)를 생각한다. 이셀 5(i,j)는, 셀 R(i,j)에 1대 1로 대응하는 것이다. 그러나, 기판(11)의 변형에 의해서 일반적으로 4각형 A1B1C1D1은 직사각형이 아닌 4각형이 되므로, 셀(i,j)과 다르며, 제3(b)도에 표시한 바와 같이, 셀S(i,j)는 직사각형이 아닌 4각형이 된다. 그리고, 셀R(i,j)과 마찬가지로, 셀 S(i,j)에 대해서도 4개의 귀퉁이 점을 P1(i,j),P1(i+1,j),P1(i,j+1),P1(i+1,j+1)로 하고, 귀퉁이 점 P1(i,j)의 좌표를(x1(i,j),y1(i,j))로 표기한다. 이들 귀퉁이 점 P1(j,i)의 좌표도식 ①과 마찬가지로 인식마크 A1,B1, C1, D1의 좌표로부터 구할 수 있다.
여기서, 본 실시의 형태에서는, 수평방향에 관한 보정량 ε을 셀R(i,j)의 4개의 귀퉁이 점에 대응한 셀 S(i,j)의 4개의 귀퉁이점의 편차량(△x,△y)의 평균치라고 정의한다. 셀 R(i,j)에 대한 셀 S(i,j)의 X방향의 보정량을 εx(i,j), Y방향의 보정량을 εy(i,j)로 하면, 이들 보정량 εx(i,j), εy(i,j)는, 다음식으로 구할 수 있다.

단

또 본 실시의 형태에서는, 회전방향에 관한 보정량 εθ를, 셀 R(i,j)을 둘러싸는 4개의 선분에 대응하는 셀 S(i,j)의 4개의 선분의 회전편차 △θ의 평균치라고 정의 한다.
회전방향(θ방향)에 관해서, 셀 R(i,j)에 대한 셀 S(i,j)의 보정량 εθ(i,j)는, 다음식으로 구할 수 있다.
단

특히 직사각형의 경우에는

이상과 같이 식①, 식②, 식③의 식을 사용하면 검출한 인식마크 A1,B1,C1,D1의 좌표로부터, 세분된 셀 S(i,j)의 보정량 εx(i,j), εy(i,j), εθ(i,j)를 산출할 수 있다.
제4도는, 본 발명의 최량의 실시형태에 있어서의 실장데이터 테이블의 구성도, 제5도는, 본 발명의 최량의 실시형태에 있어서의 보정데이터 테이블의 구성도이다. 제4도에 표시한 바와 같이, 실장데이터는, 실장순서 SN마다, 실장좌표(x,y), 실장각도 Ψ등이 격납되어서 이루어진 것이다. 이실장좌표(x,y), 실장각도 Ψ는, 마스터기판(4)과 같이 이상적인 위치관계가 성립되어 있을때의 값이다. 그리고, 실장좌표(x,y)가 부여되면, 이 실장좌표(x,y)가 어느 셀R(i,j)에 위치하는 지를 결정할 수 있다. 그래서, 셀첨자(i,j)의 데이터 섹션을 형성해서, 속해있는 셀의 첨자(i.j)를 기억할 수 있도록 하고 있다.
다음에, 제5도에 표시한 바와 같이, 보정데이터 εx(i,j), ε(i.j), εθ(i.j)는, 상기한 식에 따라서 각 셀 S(i.j)마다 정할 수 있고, 첨자 i.j의 2차원 배열로서 보정데이터 테이블(10)에 기억되도록 되어 있다.
다음에 제6도를 참조하면서, 실장데이터 테이블(9), 보정데이터테이블(10)이 설정된 후에, 이들 테이블(9),(10)의 각 값이 어떻게 이용되는 지의 점에 대해서 설명한다. 먼저, 제어부(6)로부터 실장데이터 테이블(9)에 실장순서 SN이 부여되면, 이 실장순서 SN에 있어서의 실장데이터(x,y,Ψ)가 실장데이터테이블(9)로부터 판독된다. 또, 실장순서 SN에 대응하는 첨자(ji.j)는, 보정데이터테이블(10)의 셀s(i.j)를 지시(셀S(i.j)속에 실장이 행해지는 것을 의미한다)하므로, 지시된 셀S(i,j)에 있어서의 보정치(εx,εy,εθ)가 보정데이터 테이블(10)로부터 판독된다. 그리고, 제어부(6)에 있어서, 실장데이터(x,y,Ψ)와 보정치(εx,εy,εθ)가 가산되어, 보정실장데이터(x,y,θ)(X=x+εx, Y=y+εx, θ=Ψ+εθ)로서, 드라이버(8)에 출력되는 것이다.
다음에 제7도를 참조하면서, 본 실시형태의 전자부품 실장장치의 동작의 흐름을 설명한다. 먼저 분할 수 m,n에 따라서, 마스터기판(4)을 세로 분할하고, 실장데이터 테이블(9)의 각 섹션에 해당하는 셀의 첨자(i.j)를 격납한다(스텝 1). 다음에 기판(11)(실제로 실장을 행하는 것)을 카메라(5)의 아래쪽에 세트하고(스텝 2), 카메라(5)에 이해 인식마크 A1, B1, C1, D1의 각 좌표를 계측한다(스텝 3). 그리고, 상기한 바와 같이, 기판(11)에 대해서도 각 셀 S(i,j)로 분할하여, 보정데이터테이블(10)에 각 셀 S(i,j)에 있어서의 보정치 εx(i,j), εy(i.j), εθ(i.j)를 격납한다(스텝 4). 다음에 제어부(6)는, 실장순서 SN을 1로 초기화(初期化)하고 (스텝 5), 실장순서 SN이 최종치 END에 도달하고 잇지 않은 것을 확인한다(스텝 6). 그리고, 제6도에 의해 설명한 요령으로, 실장데이터 x,y,Ψ과 보정치 εx,εy,εθ를 판독해서(스텝 7,8), 보정실장데이터 x,y,θ를 산출하고(스텝 9), 보정실장데이터 x,y,θ에 의거한 실장이 행하여진다(스텝 10). 즉, 보정은 기판(11)을 세분화한 셀마다 행하여지고, 일반적으로 각 셀마다 보정치가 다르므로, 섬세하고 치밀하게 실장좌표등을 수정해서, 정확한 실장을 실현할 수 있다. 그리고, 실장순서 SN을 1개 증가시켜서(스텝 11), 실장 순서 SN이 최종치 SN에 도달할때까지(스텝 6), 스텝7~스텝 11의 처리가 반복된다. 그리고, 기판(11)에 대한 실장이 종료하면, 기판(11)을 반출하고(스텝 12), 동일 종류의 다른 기판에 대한 처리로 이행한다(스텝 13).
이들 방법은, 인식마크가 5개소 이상 있을 경우, 기준이 되는 인식마크의 위치가 직사각형이 아닌 경우, 인식마크의 위치가 일반적인 다각형 또는 그들의 조합이라도, 마찬가지 방법으로 보정할 수 있는 것을 말할 것도 없다.
또, 보정하는 좌표등으로서는, 직행하는 좌표축 X,Y대신에 직행하지 않는 좌표축을 사용할 수도 있다. 또 각도 대신에 특정한 좌표축에 대한 구배를 사용할 수도 있다.
[산업상의 이용가능성]
본 발명의 전자부품 실장장치는, 전자부품을 기판에 옮겨싣는 작동기와, 기판에 적어도 4개소 형성된 인식마크를 관찰하고 이들 인식마크의 좌표를 검지하는 검지기와, 작동기틀 제어하는 제어부화, 옮겨싣는 전자부품의 실장좌표 및 실장각도의 정보를 기억하는 실장데이터 테이블과, 전자부품을 옮겨싣게되는 기판에 대한 실장좌표 및 실장각도의 보정치를 기억하는 보정데이터 테이블을 구비하고, 보정데이터 테이블에는, 검지기가 검지한 인식마크의 좌표에 의거해서 기판을 일정한 규칙으로 세분한 다수의 셀마다의 보정치가 격납되어 있고, 실장테이블의 실장좌표 및 실장각도가 상기 전자부품을 옮겨 실어야할 해당셀의 보정데이터테이블에 있어서의 보정치에 의해 보정되도록 하고 있으므로, 기판의 변형에 대해서 세밀하고 치밀한 보정을 가하여 옮겨싣기를 행할 수 있고, 기판이 블균일하게 변형되어 있어도, 정확한 실장을 실현할 수 있다.
Claims (13)
- 전자부품을 기판에 옮겨싣는 작동기와, 기판에 적어도 4개소가 형성된 인식마크를 관찰하여 이들 인식마크의 좌표를 검지하는 검출기와, 상기 작동기를 제어하는 제어부와, 옮겨싣는 전자부품의 실장좌표 및 실장각도의 정보를 기억하는 실장데이터테이블과, 전자부품을 옮겨싣게되는 기판에 대해서 상기 실장좌표 및 실장각도의 보정치를 기억하는 보정데이터테이블을 구비하고, 상기 보정데이터테이블에는, 상기 검출기가 검지한 4개소 이상의 인식마크의 좌표에 의거해서 기판을 일정한 규칙으로 세분한 다수의 셀마다의 보정치가 격납되어 있고, 상기 실장테이블의 실장좌표 및 실장각도가, 전자부품을 실장해야할 해당 셀의 상기 보정데이터 테이블에 있어서의 보정치에 의해 보정되어, 상기 전자부품을 옮겨 싣게되는 것을 특징으로 하는 전자부품실장장치.
- 제1항에 있어서, 보정을 가하기 위한 표준치에 변형이 없는 마스터기판의 실측치를 사용하는 것을 특징으로 하는 전자부품 실장장치.
- 제1항에 있어서, 보정을 가하기 위한 표준치에 설계치를 사용하는 것을 특징으로 하는 전자부품실장장치.
- 제1항에 있어서, 인식마크를 검지하는 검출기가 비데오카메라인 것을 특징으로 하는 전자부품실장장치.
- 제1항에 있어서, 보정되는 실장좌표가 직행한 좌표축에 대한 좌표인 것을 특징으로 하는 전자부품실장장치.
- 제1항에 있어서, 보정되는 실장각도가 일정한 기준선에 대한 구배로 표시되는 것을 특징으로 하는 전자부품실장장치.
- 제1항에 있어서, 일정한 규칙으로 세분한 다수의 셀이 직사각형인 것을 특징으로 하는 전자부품실장장치.
- 기판에 적어도 4개소의 인식마크를 형성해두고, 이들 인식마크를 검출하고, 그들 데이터에 의거해서 기판을 일정한 규칙으로 세분한 다수의 셀마다의 보정치를 구하는 스텝과, 이상적으로 형성된 기판에 있어서의 옮겨실어야할 전자부품의 실장좌표 및 실장각도를, 해당하는 셀의 보정치에 의해 보정해서, 상기의 실제의 기판에 전자부품을 옮겨싣는 스텝을 포함하는 것을 특징으로 하는 전자부품실장방법.
- 제8항에 있어서, 보정을 가하기 위한 표준치에 변형이 없는 마스터기판의 실측치를 사용하는 것을 특징으로 하는 전자부품 실장방법.
- 제8항에 있어서, 보정을 가하기 위한 표준치에 설계치를 사용하는 것을 특징으로 하는 전자부품실장방법.
- 제8항에 있어서, 보정되는 실장좌표가 직행한 좌표치에 대한 좌표인 것을 특징으로 하는 전자부품실장방법.
- 제8항에 있어서, 보정되는 실장각도가 일정한 기준선에 대한 구배로 표시되는 것을 특징으로 하는 전자부품실장방법.
- 제8항에 있어서, 일정한 규칙으로 세분한 다수의 셀이 직사각형인 것을 특징으로 하는 전자부품실장방법.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP31050295A JP3461643B2 (ja) | 1995-11-29 | 1995-11-29 | 電子部品実装装置及び電子部品実装方法 |
| JP95-310502 | 1995-11-29 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR19980701756A KR19980701756A (ko) | 1998-06-25 |
| KR100256041B1 true KR100256041B1 (ko) | 2000-05-01 |
Family
ID=18006004
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1019970705152A KR100256041B1 (ko) | 1995-11-29 | 1996-11-21 | 전자부품실장장치 및 전자부품 실장방법 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US6016599A (ko) |
| JP (1) | JP3461643B2 (ko) |
| KR (1) | KR100256041B1 (ko) |
| WO (1) | WO1997020456A1 (ko) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1140907A (ja) * | 1997-07-17 | 1999-02-12 | Fuji Photo Film Co Ltd | プリント配線板及び部品取り付け方法 |
| JP3562325B2 (ja) * | 1998-07-16 | 2004-09-08 | 松下電器産業株式会社 | 電子部品の実装方法 |
| JP3384335B2 (ja) * | 1998-09-02 | 2003-03-10 | 松下電器産業株式会社 | 自動組立装置および自動組立方法 |
| WO2002049410A2 (en) * | 2000-12-15 | 2002-06-20 | Cyberoptics Corporation | Board align image acquisition device with improved interface |
| JP3876920B2 (ja) * | 2003-08-20 | 2007-02-07 | 株式会社村田製作所 | 部品装着装置及び部品装着方法 |
| DE102004059018A1 (de) * | 2004-12-08 | 2006-06-14 | Multiline International Europa L.P. | Verfahren zur Registrierung von Werkstücken und Erfassungssystem für die Registrierungsanalyse |
| JP5212347B2 (ja) * | 2009-12-14 | 2013-06-19 | パナソニック株式会社 | 部品実装方法及び部品実装機 |
| WO2014033960A1 (ja) * | 2012-09-03 | 2014-03-06 | 富士機械製造株式会社 | 生産ラインの管理方法および管理システム |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62144392A (ja) * | 1985-12-19 | 1987-06-27 | ティーディーケイ株式会社 | 電子部品実装方法 |
| JPH0829458B2 (ja) * | 1986-09-17 | 1996-03-27 | ソニー株式会社 | 部品の自動マウント方法 |
| JPS63168086A (ja) * | 1986-12-29 | 1988-07-12 | 株式会社東芝 | 電子部品の半田付け方法 |
| US5084962A (en) * | 1988-08-24 | 1992-02-04 | Tdk Corporation | Apparatus for and method of automatically mounting electronic component on printed circuit board |
| US4980971A (en) * | 1989-12-14 | 1991-01-01 | At&T Bell Laboratories | Method and apparatus for chip placement |
| US5212881A (en) * | 1990-09-20 | 1993-05-25 | Tokico Ltd. | Electronic component mounting apparatus |
| JP2538418B2 (ja) * | 1990-11-28 | 1996-09-25 | シャープ株式会社 | ダイボンディング装置 |
| JPH04340799A (ja) * | 1991-05-17 | 1992-11-27 | Mitsubishi Electric Corp | プリント基板及びその位置補正装置 |
| JPH04346300A (ja) * | 1991-05-23 | 1992-12-02 | Sony Corp | 基板位置決め装置 |
| JPH06326496A (ja) * | 1993-05-12 | 1994-11-25 | Oki Electric Ind Co Ltd | プリント板における位置決め方法 |
| JPH07175522A (ja) * | 1993-11-05 | 1995-07-14 | Toshiba Corp | 位置合せ装置と位置合せ方法及びベアボ−ドテスタ |
| KR0140167B1 (ko) * | 1994-12-28 | 1998-08-17 | 배순훈 | 칩마운트 시스템의 카메라 편차각도 보정방법 |
| US5787577A (en) * | 1996-08-16 | 1998-08-04 | Motorola, Inc. | Method for adjusting an electronic part template |
-
1995
- 1995-11-29 JP JP31050295A patent/JP3461643B2/ja not_active Expired - Fee Related
-
1996
- 1996-11-21 KR KR1019970705152A patent/KR100256041B1/ko not_active IP Right Cessation
- 1996-11-21 WO PCT/JP1996/003412 patent/WO1997020456A1/ja active IP Right Grant
- 1996-11-21 US US08/875,348 patent/US6016599A/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| WO1997020456A1 (fr) | 1997-06-05 |
| US6016599A (en) | 2000-01-25 |
| KR19980701756A (ko) | 1998-06-25 |
| JPH09148794A (ja) | 1997-06-06 |
| JP3461643B2 (ja) | 2003-10-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2865723B2 (ja) | 再現可能な位置決めの誤差を修正する方法及び装置 | |
| US8457788B2 (en) | Method for teaching carrier means, storage medium and substrate processing apparatus | |
| JP6012742B2 (ja) | 作業装置 | |
| US11565422B2 (en) | Controller of robot apparatus for adjusting position of member supported by robot | |
| KR100256041B1 (ko) | 전자부품실장장치 및 전자부품 실장방법 | |
| CN104570940A (zh) | Cnc加工调机系统及方法 | |
| EP3825071A1 (en) | Trajectory control device | |
| JPH041505A (ja) | ワークの3次元位置計測方法とワークの捕捉方法 | |
| CN112365502B (zh) | 一种基于视觉图像缺陷检测的标对方法 | |
| CN115666125B (zh) | 基于机器视觉的贴片机xy平台定位误差检测与补偿方法 | |
| CN108015762A (zh) | 机器人视觉定位的验证方法 | |
| JP3644846B2 (ja) | 描画装置の移動誤差検出装置及びその方法 | |
| JP2021024053A (ja) | 視覚誘導ロボットアームの補正方法 | |
| CN113845064B (zh) | 一种具有圆形支脚的物料承载装置的定位方法及系统 | |
| CN114290324B (zh) | 带式输送机校准方法、机器人控制方法、机器人系统及存储介质 | |
| US20230130816A1 (en) | Calibration system, calibration method, and calibration apparatus | |
| KR102287441B1 (ko) | 스테이지 정렬 장치, 이를 포함하는 도포 장치, 및 이를 이용한 스테이지 정렬 방법 | |
| JPH0964085A (ja) | ボンディング方法 | |
| CN111897189A (zh) | 一种多片对位曝光方法和系统 | |
| CN115830147B (zh) | 基于单目视觉的移印点胶旋转中心标定方法 | |
| JP2000258121A (ja) | 複数カメラ校正用のマスター基板及び画像認識カメラの校正方法 | |
| CN113516720B (zh) | 基于视觉定位的物料上架自动码放方法及系统 | |
| CN113459644B (zh) | 矫正装置 | |
| JPH05100725A (ja) | ロボツトの位置補正方法 | |
| US20240193808A1 (en) | Imaging device for calculating three-dimensional position on the basis of image captured by visual sensor |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| FPAY | Annual fee payment |
Payment date: 20090209 Year of fee payment: 10 |
|
| LAPS | Lapse due to unpaid annual fee |