JP7558876B2 - 被締結部材及びその塗装用治具並びにその塗装方法 - Google Patents
被締結部材及びその塗装用治具並びにその塗装方法 Download PDFInfo
- Publication number
- JP7558876B2 JP7558876B2 JP2021064188A JP2021064188A JP7558876B2 JP 7558876 B2 JP7558876 B2 JP 7558876B2 JP 2021064188 A JP2021064188 A JP 2021064188A JP 2021064188 A JP2021064188 A JP 2021064188A JP 7558876 B2 JP7558876 B2 JP 7558876B2
- Authority
- JP
- Japan
- Prior art keywords
- mask
- fastened
- rotating plate
- painting
- coating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B12/00—Arrangements for controlling delivery; Arrangements for controlling the spray area
- B05B12/16—Arrangements for controlling delivery; Arrangements for controlling the spray area for controlling the spray area
- B05B12/20—Masking elements, i.e. elements defining uncoated areas on an object to be coated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B12/00—Arrangements for controlling delivery; Arrangements for controlling the spray area
- B05B12/16—Arrangements for controlling delivery; Arrangements for controlling the spray area for controlling the spray area
- B05B12/20—Masking elements, i.e. elements defining uncoated areas on an object to be coated
- B05B12/28—Masking elements, i.e. elements defining uncoated areas on an object to be coated for defining uncoated areas that are not enclosed within coated areas or vice versa, e.g. for defining U-shaped border lines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B13/00—Machines or plants for applying liquids or other fluent materials to surfaces of objects or other work by spraying, not covered by groups B05B1/00 - B05B11/00
- B05B13/02—Means for supporting work; Arrangement or mounting of spray heads; Adaptation or arrangement of means for feeding work
- B05B13/0221—Means for supporting work; Arrangement or mounting of spray heads; Adaptation or arrangement of means for feeding work characterised by the means for moving or conveying the objects or other work, e.g. conveyor belts
- B05B13/0264—Overhead conveying means, i.e. the object or other work being suspended from the conveying means; Details thereof, e.g. hanging hooks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B13/00—Machines or plants for applying liquids or other fluent materials to surfaces of objects or other work by spraying, not covered by groups B05B1/00 - B05B11/00
- B05B13/02—Means for supporting work; Arrangement or mounting of spray heads; Adaptation or arrangement of means for feeding work
- B05B13/0292—Means for supporting work; Arrangement or mounting of spray heads; Adaptation or arrangement of means for feeding work devices for holding several workpieces to be sprayed in a spaced relationship, e.g. vehicle doors spacers
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23F—NON-MECHANICAL REMOVAL OF METALLIC MATERIAL FROM SURFACE; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL; MULTI-STEP PROCESSES FOR SURFACE TREATMENT OF METALLIC MATERIAL INVOLVING AT LEAST ONE PROCESS PROVIDED FOR IN CLASS C23 AND AT LEAST ONE PROCESS COVERED BY SUBCLASS C21D OR C22F OR CLASS C25
- C23F13/00—Inhibiting corrosion of metals by anodic or cathodic protection
- C23F13/02—Inhibiting corrosion of metals by anodic or cathodic protection cathodic; Selection of conditions, parameters or procedures for cathodic protection, e.g. of electrical conditions
- C23F13/06—Constructional parts, or assemblies of cathodic-protection apparatus
- C23F13/08—Electrodes specially adapted for inhibiting corrosion by cathodic protection; Manufacture thereof; Conducting electric current thereto
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05D—HINGES OR SUSPENSION DEVICES FOR DOORS, WINDOWS OR WINGS
- E05D11/00—Additional features or accessories of hinges
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05D—HINGES OR SUSPENSION DEVICES FOR DOORS, WINDOWS OR WINGS
- E05D5/00—Construction of single parts, e.g. the parts for attachment
- E05D5/02—Parts for attachment, e.g. flaps
- E05D5/04—Flat flaps
- E05D5/043—Flat flaps specially adapted for vehicles
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05D—HINGES OR SUSPENSION DEVICES FOR DOORS, WINDOWS OR WINGS
- E05D9/00—Flaps or sleeves specially designed for making from particular material, e.g. hoop-iron, sheet metal, plastics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/02—Processes for applying liquids or other fluent materials performed by spraying
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/32—Processes for applying liquids or other fluent materials using means for protecting parts of a surface not to be coated, e.g. using stencils, resists
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/14—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials to metal, e.g. car bodies
-
- E—FIXED CONSTRUCTIONS
- E02—HYDRAULIC ENGINEERING; FOUNDATIONS; SOIL SHIFTING
- E02F—DREDGING; SOIL-SHIFTING
- E02F9/00—Component parts of dredgers or soil-shifting machines, not restricted to one of the kinds covered by groups E02F3/00 - E02F7/00
- E02F9/16—Cabins, platforms, or the like, for drivers
- E02F9/163—Structures to protect drivers, e.g. cabins, doors for cabins; Falling object protection structure [FOPS]; Roll over protection structure [ROPS]
-
- E—FIXED CONSTRUCTIONS
- E02—HYDRAULIC ENGINEERING; FOUNDATIONS; SOIL SHIFTING
- E02F—DREDGING; SOIL-SHIFTING
- E02F9/00—Component parts of dredgers or soil-shifting machines, not restricted to one of the kinds covered by groups E02F3/00 - E02F7/00
- E02F9/16—Cabins, platforms, or the like, for drivers
- E02F9/166—Cabins, platforms, or the like, for drivers movable, tiltable or pivoting, e.g. movable seats, dampening arrangements of cabins
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05D—HINGES OR SUSPENSION DEVICES FOR DOORS, WINDOWS OR WINGS
- E05D3/00—Hinges with pins
- E05D3/02—Hinges with pins with one pin
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05Y—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES E05D AND E05F, RELATING TO CONSTRUCTION ELEMENTS, ELECTRIC CONTROL, POWER SUPPLY, POWER SIGNAL OR TRANSMISSION, USER INTERFACES, MOUNTING OR COUPLING, DETAILS, ACCESSORIES, AUXILIARY OPERATIONS NOT OTHERWISE PROVIDED FOR, APPLICATION THEREOF
- E05Y2600/00—Mounting or coupling arrangements for elements provided for in this subclass
- E05Y2600/50—Mounting methods; Positioning
- E05Y2600/51—Screwing or bolting
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05Y—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES E05D AND E05F, RELATING TO CONSTRUCTION ELEMENTS, ELECTRIC CONTROL, POWER SUPPLY, POWER SIGNAL OR TRANSMISSION, USER INTERFACES, MOUNTING OR COUPLING, DETAILS, ACCESSORIES, AUXILIARY OPERATIONS NOT OTHERWISE PROVIDED FOR, APPLICATION THEREOF
- E05Y2800/00—Details, accessories and auxiliary operations not otherwise provided for
- E05Y2800/40—Physical or chemical protection
- E05Y2800/402—Physical or chemical protection against corrosion
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05Y—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES E05D AND E05F, RELATING TO CONSTRUCTION ELEMENTS, ELECTRIC CONTROL, POWER SUPPLY, POWER SIGNAL OR TRANSMISSION, USER INTERFACES, MOUNTING OR COUPLING, DETAILS, ACCESSORIES, AUXILIARY OPERATIONS NOT OTHERWISE PROVIDED FOR, APPLICATION THEREOF
- E05Y2900/00—Application of doors, windows, wings or fittings thereof
- E05Y2900/50—Application of doors, windows, wings or fittings thereof for vehicles
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05Y—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES E05D AND E05F, RELATING TO CONSTRUCTION ELEMENTS, ELECTRIC CONTROL, POWER SUPPLY, POWER SIGNAL OR TRANSMISSION, USER INTERFACES, MOUNTING OR COUPLING, DETAILS, ACCESSORIES, AUXILIARY OPERATIONS NOT OTHERWISE PROVIDED FOR, APPLICATION THEREOF
- E05Y2900/00—Application of doors, windows, wings or fittings thereof
- E05Y2900/50—Application of doors, windows, wings or fittings thereof for vehicles
- E05Y2900/518—Application of doors, windows, wings or fittings thereof for vehicles for working vehicles
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05Y—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES E05D AND E05F, RELATING TO CONSTRUCTION ELEMENTS, ELECTRIC CONTROL, POWER SUPPLY, POWER SIGNAL OR TRANSMISSION, USER INTERFACES, MOUNTING OR COUPLING, DETAILS, ACCESSORIES, AUXILIARY OPERATIONS NOT OTHERWISE PROVIDED FOR, APPLICATION THEREOF
- E05Y2900/00—Application of doors, windows, wings or fittings thereof
- E05Y2900/50—Application of doors, windows, wings or fittings thereof for vehicles
- E05Y2900/53—Type of wing
- E05Y2900/531—Doors
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Details Or Accessories Of Spraying Plant Or Apparatus (AREA)
- Component Parts Of Construction Machinery (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Description
本発明は、被締結部材及びその塗装用治具並びにその塗装方法に関する。
従来、ヒンジ等の被締結部材を備えた取付対象物として、特許文献1(図1参照)に開示されたバックホウのキャビンが知られている。
特許文献1に開示されたバックホウのキャビンは、一側面にドアを備えており、ドアフレームがヒンジを介してキャビンフレームに回動自在に取り付けられている。このようなキャビンは、通常、ドアフレーム、ヒンジ、キャビンフレームは鉄鋼製である。
特許文献1に開示されたバックホウのキャビンは、一側面にドアを備えており、ドアフレームがヒンジを介してキャビンフレームに回動自在に取り付けられている。このようなキャビンは、通常、ドアフレーム、ヒンジ、キャビンフレームは鉄鋼製である。
このようなキャビンの組立工程においては、通常、未塗装のヒンジを未塗装のドアフレーム及びキャビンフレームに取り付けた後、キャビン全体、すなわちキャビンフレーム、ドアフレーム及びヒンジを同時に塗装することが多い。
しかしながら、上述した従来技術のように、未塗装のヒンジを介して鉄鋼製のドアフレームを鉄鋼製のキャビンフレームに取り付けた後、キャビン全体を塗装するような構成では、キャビンフレームのヒンジ用の取付面及びドアフレームのヒンジ用の取付面、並びに前記取付面に当接するヒンジの当接面は、未塗装の素材(鉄鋼)が露出した状態で残るため、屋外作業で取付面と当接面との隙間に水等が浸入すると、取付面並びに当接面に錆びが発生するという問題が生じていた。
本発明は、このような従来技術の問題点を解決すべくなされたものであって、被締結部材を取り付けるための取付対象物の取付面、並びにこの取付面に当接する被締結部材の当接面に錆びが発生するのを防止もしくは低減できる被締結部材を提供することを目的とする。
また、本発明の別の目的は、このような被締結部材を効率よく塗装できる塗装用治具及び塗装方法を提供することを目的とする。
また、本発明の別の目的は、このような被締結部材を効率よく塗装できる塗装用治具及び塗装方法を提供することを目的とする。
本発明に係る被締結部材は、鉄鋼からなる取付対象物の取付面に締結部材により締結される金属製の被締結部材であって、前記取付面に当接する当接面の少なくとも一部に鉄鋼よりもイオン化傾向の大きい素材が露出した露出部を備え、前記当接面以外の部分には塗装膜が被膜されている。
本発明に係る塗装用治具は、上記被締結部材の塗装用治具であって、前記被締結部材の前記露出部に当接して前記露出部をマスキングするマスク面が設けられたマスク部材を備えている。
本発明に係る塗装用治具は、上記被締結部材の塗装用治具であって、前記被締結部材の前記露出部に当接して前記露出部をマスキングするマスク面が設けられたマスク部材を備えている。
本発明に係る塗装方法は、上記塗装用治具を用いて上記被締結部材を塗装する塗装方法であって、塗装前に、前記露出部を前記マスク面に当接させた状態で前記被締結部材を前記塗装用治具に装着する装着工程と、前記装着工程後、前記塗装用治具に装着された前記
被締結部材を塗装する塗装工程と、を含む。
被締結部材を塗装する塗装工程と、を含む。
本発明に係る被締結部材によれば、取付対象物の取付面と被締結部材の当接面との隙間に水や泥等が浸入しても、イオン化傾向が鉄鋼よりも大きい素材でできている露出部が、犠牲陽極の役目を果たすことにより、鉄鋼製の取付対象物の取付面の錆びの発生を防止もしくは低減できる。また、被締結部材の内部についても、露出部における素材により保護され、錆びの発生が抑制することが可能となる。
また、本発明に係る塗装用治具及び塗装方法によれば、被締結部材をマスキングするとともに塗装用治具への装着作業を同時に行うことができ、従来と比較すると塗装作業をより効率良く行うことが可能となる。
以下本発明に係る被締結部材の実施形態、塗装用治具の実施形態並びに塗装方法の例を、図面に基づいて説明する。なお、以下の各実施形態において、同様の構成要素については同一の符号を付して説明を省略する。
[被締結部材の第1の実施形態]
図1~図5は、ヒンジ(被締結部材)25が取り付けられたバックホウのキャビン20及びヒンジ25を示しており、これらの図面に基づいて本発明の第1の実施形態に係る被締結部材について説明する。
<バックホウの全体の概略>
図1は本発明の第1の実施形態に係るヒンジ25を備えたバックホウの側面図である。図1のバックホウは、走行装置2と、該走行装置2の上に旋回自在に支持された旋回体3
と、該旋回体3の前端部に設けられたフロント作業装置4とを備えて構成される。
[被締結部材の第1の実施形態]
図1~図5は、ヒンジ(被締結部材)25が取り付けられたバックホウのキャビン20及びヒンジ25を示しており、これらの図面に基づいて本発明の第1の実施形態に係る被締結部材について説明する。
<バックホウの全体の概略>
図1は本発明の第1の実施形態に係るヒンジ25を備えたバックホウの側面図である。図1のバックホウは、走行装置2と、該走行装置2の上に旋回自在に支持された旋回体3
と、該旋回体3の前端部に設けられたフロント作業装置4とを備えて構成される。
図1の走行装置2はクローラ式(履帯式)であり、後端部の駆動輪10、前端部の従動輪11と、複数の転動輪12と、駆動輪10、従動輪11及び転動輪12に巻き掛けられた無端状の履帯13とから構成される走行機構を、左右一対備えている。駆動輪10は走行用の油圧モータ(図示せず)に適宜の伝動装置を介して動力伝達可能に連結されている。また、走行装置2の前端部にはドーザ(排土板)34が設けられている。
図1の旋回体3は、走行装置2の上に旋回軸心C1回りに回動自在に支持された機体(旋回台)18と、該機体18の上に設置されたキャビン20と、機体18の後部に配置されたバランスウエイト21と、図示しない原動機等を内蔵するボンネット22とを備えて構成される。
図1のフロント作業装置4は、機体18の前端部に設けられた支持ブラケット19に第1の水平軸心O1回りに回動自在に支持されたブーム31と、該ブーム31の先端部に第2の水平軸心O2回りに回動自在に支持されたアーム32と、該アーム32の先端部に第3の水平軸心O3回りに回動自在に支持されたバケット33とを備えて構成される。ここで、ブーム31と支持ブラケット19との間にはブーム用油圧シリンダ35が介装され、該ブーム用油圧シリンダ35の伸縮によりブーム31を上下に搖動させる。また、ブーム31とアーム32との間にはアーム用油圧シリンダ36が介装され、該アーム用油圧シリンダ36の伸縮によりブーム31に対してアーム32を回動させる。さらに、アーム32とバケット33との間にはバケット用油圧シリンダ37が介装され、該バケット用油圧シリンダ37の伸縮によりアーム32に対してバケット33を回動させる。
図1のフロント作業装置4は、機体18の前端部に設けられた支持ブラケット19に第1の水平軸心O1回りに回動自在に支持されたブーム31と、該ブーム31の先端部に第2の水平軸心O2回りに回動自在に支持されたアーム32と、該アーム32の先端部に第3の水平軸心O3回りに回動自在に支持されたバケット33とを備えて構成される。ここで、ブーム31と支持ブラケット19との間にはブーム用油圧シリンダ35が介装され、該ブーム用油圧シリンダ35の伸縮によりブーム31を上下に搖動させる。また、ブーム31とアーム32との間にはアーム用油圧シリンダ36が介装され、該アーム用油圧シリンダ36の伸縮によりブーム31に対してアーム32を回動させる。さらに、アーム32とバケット33との間にはバケット用油圧シリンダ37が介装され、該バケット用油圧シリンダ37の伸縮によりアーム32に対してバケット33を回動させる。
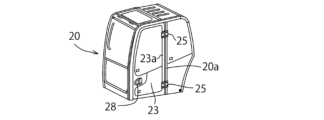
図2は図1のバックホウのキャビン20を斜め前上方から見た斜視図である。図2のキャビン20内には、図示しない運転席、運転装置及び作業用操縦装置が配置されており、オペレータが着席した状態で運転及び操縦ができるようになっている。ここで、図2のキャビン20は鉄鋼製のキャビンフレーム20aに透明窓及び周壁等を設けて構成され、キャビン20の左側面にはオペレータが出入りするためのドア23が配置されている。ドア23の鉄鋼製のドアフレーム23aの後端部は、被締結部材である上下一対のヒンジ25により、キャビンフレーム20aに回動自在に取り付けられている。また、ドア23には金属製の取手28が取り付けられている。
図3は図1のヒンジ25及びその近傍の拡大した分解斜視図である。ここで、キャビンフレーム20a及びドアフレーム23aからヒンジ25を分離して示されている。図3に示すように、キャビンフレーム20aの屋外側の表面とドアフレーム23aの屋外側の表面には、ヒンジ25を取り付けるための平面状の取付面38、39がそれぞれ形成され、各取付面38、39には上下一対のボルト挿通孔45がそれぞれ形成されている。また、取付面38、39の裏側には各ボルト挿通孔45と同心上にナット46が配置され、キャビンフレーム20a及びドアフレーム23aにそれぞれ溶接により固着されている。なお、ナット46は、ドアフレーム23a及びキャビンフレーム20aに溶接等で固着しないように構成されてもよい。
図3のヒンジ25は、金属製である。本実施形態の場合、被締結部材としてのヒンジ25は、キャビンフレーム20aと同様に鉄鋼を素材としており、軸部40と、該軸部40を介して互いに回動自在に連結された第1回動板41及び第2回動板42とを備えて構成される。第1回動板41及び第2回動板42には、それぞれ取付面38、39のボルト挿通孔45に対応する位置にボルト挿通孔43が形成されている。
図4は図3のヒンジ25及びその近傍の水平断面図である。図4に示すように、ヒンジ
25をキャビンフレーム20a及びドアフレーム23aに取り付けた状態では、第1回動板41の当接面52がキャビンフレーム20aの取付面38に当接し、第2回動板42の当接面52がドアフレーム23aの取付面39に当接している。この状態でボルト挿通孔43、45にボルト(締結部材)47を挿通し、ナット46をボルト47に螺着することにより、キャビンフレーム20aにヒンジ25を介してドアフレーム23aを取り付けている。
25をキャビンフレーム20a及びドアフレーム23aに取り付けた状態では、第1回動板41の当接面52がキャビンフレーム20aの取付面38に当接し、第2回動板42の当接面52がドアフレーム23aの取付面39に当接している。この状態でボルト挿通孔43、45にボルト(締結部材)47を挿通し、ナット46をボルト47に螺着することにより、キャビンフレーム20aにヒンジ25を介してドアフレーム23aを取り付けている。
ここで、ヒンジ25の表面は、第1回動板41及び第2回動板42の当接面52を除いた領域がすべて塗装されている。すなわち、軸部40及びこの軸部40の近傍の外周面、第1回動板41の表面側(当接面52と反対側)、第2回動板42の表面側(当接面52と反対側)に塗装膜51が被覆されている。
図5は図3のヒンジ25を当接面52側から見た斜視図である。図5のヒンジ25は、第1回動板41の当接面52の面積は第2回動板42の当接面52の面積よりも大きく形成されている。詳細には、両当接面52は上下方向の長さは同じであるが、軸部40と直角方向の幅は、第1回動板41が第2回動板42よりも幅広く形成されている。
図5は図3のヒンジ25を当接面52側から見た斜視図である。図5のヒンジ25は、第1回動板41の当接面52の面積は第2回動板42の当接面52の面積よりも大きく形成されている。詳細には、両当接面52は上下方向の長さは同じであるが、軸部40と直角方向の幅は、第1回動板41が第2回動板42よりも幅広く形成されている。
第1回動板41の当接面52の全域並びに第2回動板42の当接面52の全域は、前述のように塗装が施されておらず、本実施形態では両当接面52の全域に亜鉛のめっき処理が施されている。これにより、両当接面52、52の全域は、亜鉛のめっき層が露出した露出部62となっている。露出部62で露出する亜鉛は、鉄鋼よりもイオン化傾向の大きい金属であるので、鉄鋼部材と接触していると、犠牲陽極となって、鉄鋼が錆びるのを防止できる。
本実施形態では、当接面52の露出部62は亜鉛のめっき層で形成されたが、本発明はこれに限定されず、例えば鉄鋼よりもイオン化傾向の大きい金属であるマンガン、アルミニウム、マグネシウム等の金属を用いてめっき層を形成するように構成されてもよい。
〈本実施形態の作用効果〉
バックホウは建設現場または土木工事現場等の屋外作業に多く利用されるので、キャビン20及びドア23の外側面には水や泥がかかることが多い。作業中、たとえヒンジ25とドアフレーム23aやキャビンフレーム20aとの隙間に水等が浸入しても、ヒンジ25の当接面52は鉄鋼よりもイオン化傾向の大きい亜鉛のめっき層が露出する露出部62となっているので、露出部62の亜鉛のめっき層が犠牲陽極の役目を果たす。従って、亜鉛のめっき層に接触する鉄鋼製のキャビンフレーム20aの取付面38、鉄鋼製のドアフレーム23aの取付面39並びにヒンジ25の鉄鋼製素材に錆びが発生するのを防止することが可能となる。
〈本実施形態の作用効果〉
バックホウは建設現場または土木工事現場等の屋外作業に多く利用されるので、キャビン20及びドア23の外側面には水や泥がかかることが多い。作業中、たとえヒンジ25とドアフレーム23aやキャビンフレーム20aとの隙間に水等が浸入しても、ヒンジ25の当接面52は鉄鋼よりもイオン化傾向の大きい亜鉛のめっき層が露出する露出部62となっているので、露出部62の亜鉛のめっき層が犠牲陽極の役目を果たす。従って、亜鉛のめっき層に接触する鉄鋼製のキャビンフレーム20aの取付面38、鉄鋼製のドアフレーム23aの取付面39並びにヒンジ25の鉄鋼製素材に錆びが発生するのを防止することが可能となる。
また、ヒンジ25の当接面52以外の表面は、キャビン20及びドア23への取り付け前から塗装膜51により被覆されている。従って、未塗装のヒンジ25を取り付け後にキャビンフレーム20aやドアフレーム23aとともに塗装する従来技術と比較すると、未塗装部分が存在せず、ヒンジ取付部分近傍における外観を美しく維持できる。さらに、工場内の生産過程で塗装作業を行うことが可能となるので、塗装膜51の品質を向上させることが可能となる。
[被締結部材の第2の実施形態]
図6は本発明の第2の実施形態に係るヒンジ25であって、該ヒンジ25を当接面側から見た分解斜視図である。ここで、図6の第2の実施形態に係る被締結部材としてのヒンジ25は、図3の第1の実施形態に係るヒンジ25と比較すると、当接面52の露出部62がめっき層ではなく、素材の状態のヒンジ25の当接面52に薄板54を貼り付けることにより露出部62を形成するように構成されたことが相違する。ここで、薄板54の表面が当接面52を構成する。薄板54は、少なくとも表面(当接面52)が鉄鋼よりもイオン化傾向の大きい素材からなる薄板である。本実施形態の場合、薄板54は、亜鉛の薄板である。なお、本実施形態では、亜鉛の薄板54を用いて亜鉛が露出する露出部62を形成するように構成されたが、本発明はこれに限定されない。例えば、亜鉛等の鉄鋼よりもイオン化傾向の大きい素材からなるシール又はテープを素材の状態のヒンジ25の当接面に貼り付け、これにより亜鉛等が露出する露出部62を形成するように構成されてもよい。
図6は本発明の第2の実施形態に係るヒンジ25であって、該ヒンジ25を当接面側から見た分解斜視図である。ここで、図6の第2の実施形態に係る被締結部材としてのヒンジ25は、図3の第1の実施形態に係るヒンジ25と比較すると、当接面52の露出部62がめっき層ではなく、素材の状態のヒンジ25の当接面52に薄板54を貼り付けることにより露出部62を形成するように構成されたことが相違する。ここで、薄板54の表面が当接面52を構成する。薄板54は、少なくとも表面(当接面52)が鉄鋼よりもイオン化傾向の大きい素材からなる薄板である。本実施形態の場合、薄板54は、亜鉛の薄板である。なお、本実施形態では、亜鉛の薄板54を用いて亜鉛が露出する露出部62を形成するように構成されたが、本発明はこれに限定されない。例えば、亜鉛等の鉄鋼よりもイオン化傾向の大きい素材からなるシール又はテープを素材の状態のヒンジ25の当接面に貼り付け、これにより亜鉛等が露出する露出部62を形成するように構成されてもよい。
この構成によれば、亜鉛の薄板54等を貼るだけで亜鉛の露出部62を簡単に形成することができ、第1の実施形態と比較すると、めっき処理を施す必要がないので、コストと手間とを軽減することが可能となる。
[被締結部材の第3の実施形態]
図7は本発明の第3の実施形態に係るヒンジ(被締結部材)25であって、該ヒンジ25を当接面52側から見た斜視図である。図7のヒンジ25は、図6の第2の実施形態に係るヒンジ25と比較すると、当接面52の全面を露出させることなしに、当接面52の外周縁部のほぼ全周に亘り数ミリから十数ミリ程度の幅で塗装膜51aを形成していることが相違する。すなわち、当接面52のうちの露出部62を除く部分に塗装膜51aが被覆されている。従って、第1の実施形態に係るヒンジ25と比較すると、露出部62の面積をさらに縮小することが可能となる。
[被締結部材の第3の実施形態]
図7は本発明の第3の実施形態に係るヒンジ(被締結部材)25であって、該ヒンジ25を当接面52側から見た斜視図である。図7のヒンジ25は、図6の第2の実施形態に係るヒンジ25と比較すると、当接面52の全面を露出させることなしに、当接面52の外周縁部のほぼ全周に亘り数ミリから十数ミリ程度の幅で塗装膜51aを形成していることが相違する。すなわち、当接面52のうちの露出部62を除く部分に塗装膜51aが被覆されている。従って、第1の実施形態に係るヒンジ25と比較すると、露出部62の面積をさらに縮小することが可能となる。
図7のように当接面52の外周縁部を塗装膜51aで囲っていると、ヒンジ25をキャビンフレーム20a及びドアフレーム23a等に取り付けた時には、ヒンジ25の当接面52の露出部62とドアフレーム23a及びキャビンフレーム20aの取付面38、39との隙間に水等が浸入する可能性を低減でき、錆の発生防止効果も向上する。また、取付面38、39付近の外観も向上する。外周縁部の塗装膜51aの形成範囲は、当接面52の全周には限らず、軸部40の軸方向の両端部のみ、または軸部40と直角方向の端部のみ等、任意である。
[被締結部材のその他の実施形態]
(1)前述の被締結部材の各実施形態では、被締結部材としてヒンジを適用しているが、その他に図2のキャビン20の取手28や手摺等、様々な小物部品に適用することも可能である。
(2)被締結部材を締結する締結部材として前記各実施形態ではボルトを用いているが、リベットやクランプ部材等の締結部材を用いることもできる。
(1)前述の被締結部材の各実施形態では、被締結部材としてヒンジを適用しているが、その他に図2のキャビン20の取手28や手摺等、様々な小物部品に適用することも可能である。
(2)被締結部材を締結する締結部材として前記各実施形態ではボルトを用いているが、リベットやクランプ部材等の締結部材を用いることもできる。
[塗装用治具の第1の実施形態]
図8~図10は本発明に係る塗装用治具70の第1の実施形態を示しており、これら図面に基づいて塗装用治具の第1の実施形態を説明する。なお、本実施形態及び以降の実施形態では、塗装用治具70の表面に沿う水平方向の一方を、図中に矢印で示すように塗装用治具70の「前方」とし、塗装用治具70を後方から前方を見た場合の左方を、矢印で示すように塗装用治具70の「左方」として説明している。
図8~図10は本発明に係る塗装用治具70の第1の実施形態を示しており、これら図面に基づいて塗装用治具の第1の実施形態を説明する。なお、本実施形態及び以降の実施形態では、塗装用治具70の表面に沿う水平方向の一方を、図中に矢印で示すように塗装用治具70の「前方」とし、塗装用治具70を後方から前方を見た場合の左方を、矢印で示すように塗装用治具70の「左方」として説明している。
図8は本発明の第1の実施形態に係る塗装用治具70の側面図であり、図9は図8のIX-IX線断面図である。図8及び図9において、第1マスク面74a及び第2マスク面74bは、ヒンジ装着時にヒンジ25の第1回動板41の当接面52及び第2回動板42の当接面52をマスキングするとともに、塗装時におけるヒンジ25の装着面としての役目も果たす。すなわち、塗装前のヒンジ25をマスク部材71に装着した場合には、ヒンジ25の当接面52が第1マスク面74a及び第2マスク面74bに当接するとともに、
塗料の吹き付けに対して当接面52をマスキングする。ここで、塗装用治具70は、被締結部材としてのヒンジ25の露出部62に当接して該露出部62をマスキングする第1マスク面74a及び第2マスク面74bが設けられたマスク部材71を備えている。
塗料の吹き付けに対して当接面52をマスキングする。ここで、塗装用治具70は、被締結部材としてのヒンジ25の露出部62に当接して該露出部62をマスキングする第1マスク面74a及び第2マスク面74bが設けられたマスク部材71を備えている。
この構成によれば、塗装用治具70自体にマスク面を設け、ヒンジ(被締結部材)25を装着するので、ヒンジ25の装着とマスキングとを同時に行うことができ、塗装時のヒンジ25の装着作業が簡素化することが可能となる。
図10は図8の塗装用治具70をヒンジ25と分離して示した斜視図である。図10の塗装用治具70は、切り欠き73を有する下開きコの字形の平板状のマスク部材71と、該マスク部材71の上端に設けられた吊り下げ用のフック72とを備えて構成される。また、マスク部材71は、後部に形成され、第1回動板41に設けられる露出部62をマスキングする第1マスク面74aを含む第1部位71aと、前部に形成され、第2回動板42に設けられる露出部62をマスキングする第2マスク面74bを含む第2部位71bと、第1部位71aと第2部位71bとの間に位置し、軸部40を露出させる切り欠き73を含む第3部位71cとから構成される。すなわち、マスク面を複数備えており、それら複数のマスク面(74a、74b)によって、単一のヒンジ(被締結部材)25に設けられる複数の露出部62を同時にマスキング可能である。
図10は図8の塗装用治具70をヒンジ25と分離して示した斜視図である。図10の塗装用治具70は、切り欠き73を有する下開きコの字形の平板状のマスク部材71と、該マスク部材71の上端に設けられた吊り下げ用のフック72とを備えて構成される。また、マスク部材71は、後部に形成され、第1回動板41に設けられる露出部62をマスキングする第1マスク面74aを含む第1部位71aと、前部に形成され、第2回動板42に設けられる露出部62をマスキングする第2マスク面74bを含む第2部位71bと、第1部位71aと第2部位71bとの間に位置し、軸部40を露出させる切り欠き73を含む第3部位71cとから構成される。すなわち、マスク面を複数備えており、それら複数のマスク面(74a、74b)によって、単一のヒンジ(被締結部材)25に設けられる複数の露出部62を同時にマスキング可能である。
図10に示すように、第1マスク面74a及び第2マスク面74bはマスク部材71の左側面に形成されている。第1部位71aの第1マスク面74aはヒンジ25の第1回動板41の幅広の当接面52をマスキングする。また、第2部位71bの第2マスク面74bはヒンジ25の第2回動板42の幅狭の当接面52をマスキングする。ここで、第1マスク面74a及び第2マスク面74bには、ヒンジ25のボルト挿通孔43に対応する位置にボルト挿通孔77がそれぞれ形成されている。なお、第3部位71cの切り欠き73は、ヒンジ装着時にその軸部40及びその近傍の右方を開放して、右方からの塗料の吹き付けを可能とするものである。
(ヒンジ25の装着及び塗装方法並びに効果)
図10を参照すると、塗装前の装着工程において、ヒンジ25の第1回動板41の当接面52をマスク部材71の第1マスク面74aに当接させるとともに、ヒンジ25の第2回動板42の当接面52をマスク部材71の第2マスク面74bに当接させ、また、軸部40を第3部位74cの切り欠き73内に位置させる。そして、4本のボルト(装着用締結部材)76をヒンジ25のボルト挿通孔43及びマスク部材71のボルト挿通孔77に挿通し、ナット75を螺合することにより、ヒンジ25をマスク部材71に装着する。これにより、マスク部材71はヒンジ25を保持するだけでなく、塗料吹き付け時において当接面52の露出部62をマスキングする。
図10を参照すると、塗装前の装着工程において、ヒンジ25の第1回動板41の当接面52をマスク部材71の第1マスク面74aに当接させるとともに、ヒンジ25の第2回動板42の当接面52をマスク部材71の第2マスク面74bに当接させ、また、軸部40を第3部位74cの切り欠き73内に位置させる。そして、4本のボルト(装着用締結部材)76をヒンジ25のボルト挿通孔43及びマスク部材71のボルト挿通孔77に挿通し、ナット75を螺合することにより、ヒンジ25をマスク部材71に装着する。これにより、マスク部材71はヒンジ25を保持するだけでなく、塗料吹き付け時において当接面52の露出部62をマスキングする。
図9において、ヒンジ25を塗装する塗装工程では、塗装室内の左右一対又は複数対の塗装ノズル80a、80bにより、マスク部材71及びヒンジ25の左右両測から、ヒンジ25のマスキングされた領域を除くほぼ全領域に塗料を吹き付ける。左側の塗装ノズル80aから吹き付けられる塗料は、第1回動板41の表側、第2回動板42の表側並びに軸部40部分の表側に付着し、塗装膜51を形成する。一方、右側の塗装ノズル80bから吹き付けられる塗料は、切り欠き73を通って軸部40の裏面に付着し、軸部40の裏側近傍に塗装膜51を形成する。すなわち、塗装工程においては、ヒンジ25の2個の当接面52を除く全領域が効率よく塗装される。結果として、マスキングされた2個の当接面52以外の表面は、軸部40周辺も含めて、未塗装部分を残すことなく、品質のよい塗装膜51が形成される。なお、一対または複数対の塗装ノズルを用いる方法に限らず、単一の塗装ノズルを用いてヒンジ25の両面に塗装してもよい。
[塗装用治具の第2の実施形態]
図11及び図12は本発明に係る塗装用治具の第2の実施形態を示しており、これら図面に基づいて塗装用治具の第2の実施形態を説明する。第1の実施形態で説明した塗装用治具70と同じ部品及び部分には同じ番号を付しており、重複する説明は省略する。
図11は本発明の第2の実施形態に係る塗装用治具70であって、ヒンジ25と分離して示した斜視図である。図11の塗装用治具70は、図8の塗装用治具70と比較すると、マスク部材71をさらに前後方向に長い長方形状に形成するとともに、切り欠き73を前後方向に間隔を置いて4カ所に形成することが相違する。ここで、各切り欠き73を前後から挟むように、第1部位71a及び第2部位71bを形成している。詳細には、前端から順に、第2部位71b、切り欠き73、第1部位71a、切り欠き73、中央の第2部位71b、切り欠き73、第1部位71a、切り欠き73及び第2部位71bが形成されている。さらに、各第1部位71aは左右両側面に第1マスク面74aを有し、中央の第2部位71bも左右両側面に第2マスク面74bを有している。前後両端の第2部位71bは片側だけに第2マスク面74bを有している。従って、マスク部材71には、左側に2枚のヒンジ25が装着でき、右側に2枚のヒンジ25が装着でき、合計4枚のヒンジ25を装着して同時に塗装することが可能となる。切り欠き73は、前後方向に間隔を置いて6カ所以上に形成してもよい。この場合、合計6枚以上のヒンジ25を装着して同時に塗装することが可能となる。すなわち、マスク面を複数備えており、それら複数のマスク面によって、複数のヒンジ(被締結部材)25にそれぞれ設けられる複数の露出部62を同時にマスキング可能である。
図11及び図12は本発明に係る塗装用治具の第2の実施形態を示しており、これら図面に基づいて塗装用治具の第2の実施形態を説明する。第1の実施形態で説明した塗装用治具70と同じ部品及び部分には同じ番号を付しており、重複する説明は省略する。
図11は本発明の第2の実施形態に係る塗装用治具70であって、ヒンジ25と分離して示した斜視図である。図11の塗装用治具70は、図8の塗装用治具70と比較すると、マスク部材71をさらに前後方向に長い長方形状に形成するとともに、切り欠き73を前後方向に間隔を置いて4カ所に形成することが相違する。ここで、各切り欠き73を前後から挟むように、第1部位71a及び第2部位71bを形成している。詳細には、前端から順に、第2部位71b、切り欠き73、第1部位71a、切り欠き73、中央の第2部位71b、切り欠き73、第1部位71a、切り欠き73及び第2部位71bが形成されている。さらに、各第1部位71aは左右両側面に第1マスク面74aを有し、中央の第2部位71bも左右両側面に第2マスク面74bを有している。前後両端の第2部位71bは片側だけに第2マスク面74bを有している。従って、マスク部材71には、左側に2枚のヒンジ25が装着でき、右側に2枚のヒンジ25が装着でき、合計4枚のヒンジ25を装着して同時に塗装することが可能となる。切り欠き73は、前後方向に間隔を置いて6カ所以上に形成してもよい。この場合、合計6枚以上のヒンジ25を装着して同時に塗装することが可能となる。すなわち、マスク面を複数備えており、それら複数のマスク面によって、複数のヒンジ(被締結部材)25にそれぞれ設けられる複数の露出部62を同時にマスキング可能である。
(ヒンジ25の装着及び塗装方法並びに効果)
図11を参照すると、塗装前の装着工程において、マスク部材71の左側前部に配置されたヒンジ25は、マスク部材71の前端の第2部位71bの左側の第2マスク面74bと、前から2番目の第1部位71aの左側の第1マスク面74aに、第2回動板42の当接面52及び第1回動板41の当接面52をそれぞれ当接させる。
図11を参照すると、塗装前の装着工程において、マスク部材71の左側前部に配置されたヒンジ25は、マスク部材71の前端の第2部位71bの左側の第2マスク面74bと、前から2番目の第1部位71aの左側の第1マスク面74aに、第2回動板42の当接面52及び第1回動板41の当接面52をそれぞれ当接させる。
また、マスク部材71の左側後部に配置されたヒンジ25は、マスク部材71の中央(前から3番目)の第2部位71bの左側の第2マスク面74bと、前から4番目の第1部位71aの左側の第1マスク面74aに、第2回動板42の当接面52及び第1回動板41の当接面52をそれぞれ当接させる。
また、マスク部材71の右側に配置される2枚のヒンジ25は、左側の2枚のヒンジ25よりもそれぞれ後方にずれた位置に配置される。すなわち、右側前部に配置されたヒンジ25は、マスク部材71の前から2番目の第1部位71aの右側の第1マスク面74aと、前から3番目の第2部位71bの右側の第2マスク面74bに、第1回動板41の当接面52及び第2回動板42の当接面52をそれぞれ当接させる。
また、マスク部材71の右側に配置される2枚のヒンジ25は、左側の2枚のヒンジ25よりもそれぞれ後方にずれた位置に配置される。すなわち、右側前部に配置されたヒンジ25は、マスク部材71の前から2番目の第1部位71aの右側の第1マスク面74aと、前から3番目の第2部位71bの右側の第2マスク面74bに、第1回動板41の当接面52及び第2回動板42の当接面52をそれぞれ当接させる。
さらに、マスク部材71の右側の後部に配置されたヒンジ25は、マスク部材71の前から4番目に形成された第1部位71aの右側の第1マスク面74aと、前から5番目(後端)の第2部位71bの右側の第2マスク面74bに、第1回動板41の当接面52及び第2回動板42の当接面52をそれぞれ当接させる。
上述したように、装着工程において、マスク部材71の一方の面(左方の面)に配置されたマスク面に一方のヒンジ(一の被締結部材)25の露出部62を当接させ、マスク部材71の他方の面(右方の面)に配置されたマスク面に他方のヒンジ(他の被締結部材)25の露出部62を当接させた状態でヒンジ(被締結部材)25を塗装用治具70に装着する。すなわち、第1部位71aに設けられたマスク面に第1回動板41に設けられる露出部62を当接させ、第2部位71bに設けられたマスク面に第2回動板42に設けられる露出部62を当接させた状態でヒンジ(被締結部材)25を塗装用治具70に装着する
。このように、各所を当接させた状態で、次のように、ボルト(装着用締結部材)76及びナット75により各ヒンジ25をマスク部材71に固定する。
上述したように、装着工程において、マスク部材71の一方の面(左方の面)に配置されたマスク面に一方のヒンジ(一の被締結部材)25の露出部62を当接させ、マスク部材71の他方の面(右方の面)に配置されたマスク面に他方のヒンジ(他の被締結部材)25の露出部62を当接させた状態でヒンジ(被締結部材)25を塗装用治具70に装着する。すなわち、第1部位71aに設けられたマスク面に第1回動板41に設けられる露出部62を当接させ、第2部位71bに設けられたマスク面に第2回動板42に設けられる露出部62を当接させた状態でヒンジ(被締結部材)25を塗装用治具70に装着する
。このように、各所を当接させた状態で、次のように、ボルト(装着用締結部材)76及びナット75により各ヒンジ25をマスク部材71に固定する。
マスク部材71の前端の第2部位71bには、左側の第2マスク面74bのみに、左側前部に配置されたヒンジ25の第2回動板42が、単独で上下2本ボルト76及びナット75により固定される。
マスク部材71の前から2番目の第1部位71aには、左右両側面に、左側前部のヒンジ25の第1回動板41と、右側前部のヒンジ25の第1回動板41とが、上下2本の共通のボルト76及びナット75により共締め固定される。
マスク部材71の前から2番目の第1部位71aには、左右両側面に、左側前部のヒンジ25の第1回動板41と、右側前部のヒンジ25の第1回動板41とが、上下2本の共通のボルト76及びナット75により共締め固定される。
マスク部材71の前から3番目の第2部位71bには、左右両側面に、左側後部に配置されたヒンジ25の第2回動板42と、右側前部に配置されたヒンジ25の第2回動板42とが、上下2本の共通のボルト76及びナット75により共締め固定される。
マスク部材71の前から4番目の第1部位71aには、左右両側面に、左側後部に配置されたヒンジ25の第1回動板41と、右側後部に配置されたヒンジ25の第1回動板41とが、上下2本の共通のボルト76及びナット75により共締め固定される。
マスク部材71の前から4番目の第1部位71aには、左右両側面に、左側後部に配置されたヒンジ25の第1回動板41と、右側後部に配置されたヒンジ25の第1回動板41とが、上下2本の共通のボルト76及びナット75により共締め固定される。
マスク部材71の後端の第2部位71bには、右側の第2マスク面74bのみに、右側後部に配置されたヒンジ25の第2回動板42が、単独で上下2本ボルト76及びナット75により固定される。
図11及び図12を参照すると、塗装前の装着工程において、マスク部材71の前端の第2部位71bは、左側前部のヒンジ25の第2回動板42の当接面52のみをマスキングしており、マスク部材71の前から2番目の第1部位71aは、左側前部のヒンジ25の第1回動板41の当接面52と、右側前部の第1回動板41の当接面52をマスキングし、マスク部材71の前から3番目の第2部位71bは、左側後部のヒンジ25の第2回動板42の当接面52と、右側前部のヒンジ25の第2回動板42の当接面52とをマスキングし、マスク部材71の前から4番目の第1部位71aは、左側後部のヒンジ25の第1回動板41の当接面52と、右側後部のヒンジ25の第1回動板41の当接面52とをマスキングし、マスク部材71の後端の第2部位71bは、右側後部のヒンジ25の第2回動板42の当接面52のみをマスキングする。
図11及び図12を参照すると、塗装前の装着工程において、マスク部材71の前端の第2部位71bは、左側前部のヒンジ25の第2回動板42の当接面52のみをマスキングしており、マスク部材71の前から2番目の第1部位71aは、左側前部のヒンジ25の第1回動板41の当接面52と、右側前部の第1回動板41の当接面52をマスキングし、マスク部材71の前から3番目の第2部位71bは、左側後部のヒンジ25の第2回動板42の当接面52と、右側前部のヒンジ25の第2回動板42の当接面52とをマスキングし、マスク部材71の前から4番目の第1部位71aは、左側後部のヒンジ25の第1回動板41の当接面52と、右側後部のヒンジ25の第1回動板41の当接面52とをマスキングし、マスク部材71の後端の第2部位71bは、右側後部のヒンジ25の第2回動板42の当接面52のみをマスキングする。
図12に示すように、塗装工程では、塗装室内の左右一対又は複数対の塗装ノズル80a、80bにより、マスク部材71及びヒンジ25の左右両測からヒンジ25のマスキングされた領域を除く領域に塗料を吹き付ける。左側の塗装ノズル80aから吹き付けられる塗料により、各ヒンジ25の第1回動板41の表側、第2回動板42の表側並びに軸部40部分の表側に塗装膜51が形成される。一方、右側の塗装ノズル80bから吹き付けられる塗料により、切り欠き73を通って各軸部40の裏面にまで至り、これにより軸部40の裏側近傍に塗装膜51を形成する。
つまり、塗装工程において、第1回動板41における第1マスク面に当接していない部分、軸部40、及び第2回動板42における第2マスク面に当接していない部分に塗装を行う。なお、一対または複数対の塗装ノズルを用いる方法に限らず、単一の塗装ノズルを用いてヒンジ25の両面に塗装してもよい。
本実施形態によれば、4枚のヒンジ25を一つのマスク部材71の左右両側に分配配置するとともに、共通のボルト76及びナット75を利用して、前後端の第2部位71bを除いて第1部位71a及び第2部位71bに共締めにより固定する。従って、ボルト76による装着作業の工程及び部品点数を軽減することができるとともに、マスク部材71を
コンパクト化することが可能となる。
本実施形態によれば、4枚のヒンジ25を一つのマスク部材71の左右両側に分配配置するとともに、共通のボルト76及びナット75を利用して、前後端の第2部位71bを除いて第1部位71a及び第2部位71bに共締めにより固定する。従って、ボルト76による装着作業の工程及び部品点数を軽減することができるとともに、マスク部材71を
コンパクト化することが可能となる。
[塗装用治具の第3の実施形態]
図13~図15は本発明に係る塗装用治具の第3の実施形態を示しており、これら図面に基づいて塗装用治具の第3の実施形態を説明する。なお、前述の塗装用治具の第1及び第2の実施形態で説明した塗装用治具70と同じ部品及び部分には同じ番号を付しており、重複する説明は省略する。
図13~図15は本発明に係る塗装用治具の第3の実施形態を示しており、これら図面に基づいて塗装用治具の第3の実施形態を説明する。なお、前述の塗装用治具の第1及び第2の実施形態で説明した塗装用治具70と同じ部品及び部分には同じ番号を付しており、重複する説明は省略する。
図13は本発明の第3の実施形態に係る塗装用治具70の側面図である。図13の塗装用治具70は、図11の第2の実施形態に係る塗装用治具70と比較すると、平板状のマスク部材71を上下方向に長い長方形状にしたことと、3個の開口83を形成したことと、開口83を上下方向に長く形成したことと、左右両側面のヒンジ25の配列と、第1マスク面74a及び第2マスク面74bを、マスク部材71とは別体の第1マスク片86a及び第2マスク片86bにより形成したこととが相違する。すなわち、平板状のマスク部材71の左右両側面にそれぞれ複数のヒンジ25を装着する構成は、上述した図11の第2の実施形態に係る塗装用治具70の構成と同様である。
図13に示すように、平板状のマスク部材71は上下方向に長い長方形状に形成されるとともに3個の開口83を有しており、前側から順に幅狭の第2部位71b、開口83を含む第3部位71c、幅広の第1部位71a、中央の開口83を含む第3部位71c、幅狭の第2部位71b、開口83を含む第3部位71c、及び後端の幅広の第1部位71aを備えている。ここで、マスク部材71は、第1回動板41に設けられる露出部62をマスキングする第1マスク面74aを含む第1部位71aと、第2回動板42に設けられる露出部62をマスキングする第2マスク面74bを含む第2部位71bと、第1部位71aと第2部位71bとの間に位置し、軸部40を露出させる開口83を含む第3部位71cとから構成される。なお、開口83の数は、2個以上であればよく、3個には限定されない。
本実施形態では、平板状のマスク部材71の表面に直接マスク面を形成するのではなく、マスク部材71と別体で第1マスク面74aを有する長方形状の第1マスク片86aと、マスク部材71とは別体で第2マスク面74bを有する長方形状の第2マスク片86bとを、第1部位71a及び第2部位71bの表面に固着している。ここで、第1,第2マスク面74a,74bの面積をそれぞれ調整可能な第1,第2マスク片86a,86bがそれぞれ設けられている。この構成により、第1,第2マスク片86a,86bの調節により第1,第2マスク面74a,74bの面積をそれぞれ変更できるので、所望の領域の大きさに合わせ、簡単かつ適切にマスキングすることが可能となる。また、マスク部材71の両側面にマスク面を備えることにより、塗装用治具70のコンパクト化と塗装作業の効率を向上させることが可能となる。また、第1マスク片86a及び第2マスク片86bには、ヒンジ25のボルト挿通孔43(図5参照)に対応する位置にねじ孔79がそれぞれ形成されている。
マスク部材71は、左右側面に分配して複数段(本実施形態の場合、上下4段)にヒンジ25を取り付けるようになっている。最上段においては、全第1部位71aの右側面と全第2部位71bの右側面に、第1マスク片86a及び第2マスク片86bが固着されている。上から第2段目においては、全第1部位71aの右側面と全第2部位71bの右側面、並びに前から2番目の第1部位71aと3番目の第2部位71bの左側面に、第1マスク片86a及び第2マスク片86bが固着されている。2段目の第1マスク片86a及び第2マスク片86bは、それらの上端部のねじ孔79が、最上段の第1マスク片86a及び第2マスク片86bの下端部のねじ孔79と同一心となるように配置されている。3段目は最上段と同じように、全第1部位71aの右側面と全第2部位71bの右側面に、
第1マスク片86a及び第2マスク片86bが固着されている。4段目(最下段)においては、前から2番目の第1部位71aと3番目の第2部位71bの左側面に第1マスク片86a及び第2マスク片86bが固着されている。
第1マスク片86a及び第2マスク片86bが固着されている。4段目(最下段)においては、前から2番目の第1部位71aと3番目の第2部位71bの左側面に第1マスク片86a及び第2マスク片86bが固着されている。
3段目と4段目の各第1マスク片86a及び第2マスク片86bも、第2段目と同様に上端部のねじ孔79が上段の各第1マスク片86a及び第2マスク片86bの下端部のねじ孔79と同心となるように配置されている。
(ヒンジ25の装着及び塗装作業並びに効果)
図14は図13の塗装用治具70であって、ヒンジ25を装着した状態を示した側面図である。図15は図14のXV-XV線断面図である。
(ヒンジ25の装着及び塗装作業並びに効果)
図14は図13の塗装用治具70であって、ヒンジ25を装着した状態を示した側面図である。図15は図14のXV-XV線断面図である。
図14に示すように、ヒンジ25の塗装前の装着工程において、マスク部材71の右側面(図14の紙面の裏側)には、最上段と3段目にそれぞれ2個のヒンジ25をボルト(装着用締結部材)76により装着し、2段目と4段目には、前後方向幅の中央部にそれぞれ1個ずつヒンジ25をボルト76により装着する。
図15に示すように、ヒンジ25の塗装方法は上述した第2実施形態と同様であり、塗装室内の左右に配置された塗装ノズル80a、80bにより、マスク部材71にマスキングされた露出部を除く外周面全域を塗装し、塗装膜51を形成する。
図15に示すように、ヒンジ25の塗装方法は上述した第2実施形態と同様であり、塗装室内の左右に配置された塗装ノズル80a、80bにより、マスク部材71にマスキングされた露出部を除く外周面全域を塗装し、塗装膜51を形成する。
以上の実施形態に係る塗装用治具70によれば、マスク部材71とは別体の第1マスク片86a及び第2マスク片86bにより、第1マスク面74a及び第2マスク面74bを形成しているので、第1マスク片86a及び第2マスク片86bの大きさをそれぞれ異なるものに変更することにより、マスク部材71自体を変更することなしに、第1マスク面74a及び第2マスク面74bの面積を調整、即ちマスキング領域の面積を簡単に変更することが可能となる。
[塗装用治具の第4の実施形態]
図16は本発明の第4の実施形態に係る塗装用治具70であって、ヒンジ25を装着した状態を示した側面図であり、図17は図16のXVII-XVII線断面図である。
図16の塗装用治具70は、図8の第1の実施形態に係る塗装用治具70のマスク部材71を上下方向に一体的に複数個連接するように構成され、図10の第1の実施形態に係る塗装用治具70と比較すると、切り欠き73の代わりに開口83を形成していることと、装着時のヒンジ25の上下端部に対応する部分に前後方向に幅広い拡大開口部83aが形成していることと、第1マスク片86a及び第2マスク片86bを備えていることとが相違する。ここで、マスク部材71は、第1回動板41に設けられる露出部62をマスキングする第1マスク面74aを含む第1部位71aと、第2回動板42に設けられる露出部62をマスキングする第2マスク面74bを含む第2部位71bと、第1部位71aと第2部位71bとの間に位置し、軸部40を露出させる開口83を含む第3部位71cとから構成される。
ここで、第1~第3の実施形態で説明した塗装用治具70と同じ部品及び部分には同じ番号を付しており、重複する説明は省略する。
図16は本発明の第4の実施形態に係る塗装用治具70であって、ヒンジ25を装着した状態を示した側面図であり、図17は図16のXVII-XVII線断面図である。
図16の塗装用治具70は、図8の第1の実施形態に係る塗装用治具70のマスク部材71を上下方向に一体的に複数個連接するように構成され、図10の第1の実施形態に係る塗装用治具70と比較すると、切り欠き73の代わりに開口83を形成していることと、装着時のヒンジ25の上下端部に対応する部分に前後方向に幅広い拡大開口部83aが形成していることと、第1マスク片86a及び第2マスク片86bを備えていることとが相違する。ここで、マスク部材71は、第1回動板41に設けられる露出部62をマスキングする第1マスク面74aを含む第1部位71aと、第2回動板42に設けられる露出部62をマスキングする第2マスク面74bを含む第2部位71bと、第1部位71aと第2部位71bとの間に位置し、軸部40を露出させる開口83を含む第3部位71cとから構成される。
ここで、第1~第3の実施形態で説明した塗装用治具70と同じ部品及び部分には同じ番号を付しており、重複する説明は省略する。
図17に示すように、ヒンジ25の塗装方法は上述した第1の実施形態と同様であり、塗装室内の左右に配置された塗装ノズル80a、80bにより、マスク部材71にマスキングされた露出部を除く外周面全域を塗装し、塗装膜51を形成する。
以上の実施形態に係る塗装用治具70によれば、1個のマスク部材71に複数のヒンジ
25を装着することにより、塗装作業の効率を向上させることが可能となる。さらに、開口83の上下両端部に拡大開口部83aを設けているので、ヒンジ25の上下端部の近傍も、未塗装の部分が残ることなく、品質の良い塗装膜51を形成することが可能となる。
以上の実施形態に係る塗装用治具70によれば、1個のマスク部材71に複数のヒンジ
25を装着することにより、塗装作業の効率を向上させることが可能となる。さらに、開口83の上下両端部に拡大開口部83aを設けているので、ヒンジ25の上下端部の近傍も、未塗装の部分が残ることなく、品質の良い塗装膜51を形成することが可能となる。
さらに、マスク部材71とは別体の第1マスク片86a及び第2マスク片86bに第1マスク面74a及び第2マスク面74bを形成しているので、第1マスク片86a及び第2マスク片86bの大きさを異なるものに変更することにより、マスク部材71自体を変更することなしに、マスキング領域の面積を簡単に変更することが可能となる。
[塗装用治具の第5の実施形態]
図18は本発明の第5の実施形態に係る塗装用治具70の側面図であり、図19は図18の塗装用治具70であって、ヒンジを装着した状態を示した側面図であり、図20は図19のXX-XX線断面図である。
[塗装用治具の第5の実施形態]
図18は本発明の第5の実施形態に係る塗装用治具70の側面図であり、図19は図18の塗装用治具70であって、ヒンジを装着した状態を示した側面図であり、図20は図19のXX-XX線断面図である。
図18の塗装用治具70は、図8の第1の実施形態に係る塗装用治具70のマスク部材71を前後方向に一体的に複数個連接するように構成され、図10の第1の実施形態に係る塗装用治具70と比較すると、切り欠き73の代わりに開口83を形成していることと、マスク部材71の左右両側面に第1マスク片86a及び第2マスク片86bを備えていることとが相違する。ここで、マスク部材71は、第1回動板41に設けられる露出部62をマスキングする第1マスク面74aを含む第1部位71aと、第2回動板42に設けられる露出部62をマスキングする第2マスク面74bを含む第2部位71bと、第1部位71aと第2部位71bとの間に位置し、軸部40を露出させる開口83を含む第3部位71cとから構成される。ここで、第1~第3の実施形態で説明した塗装用治具70と同じ部品及び部分には同じ番号を付しており、重複する説明は省略する。
図18において、平板状のマスク部材71は前後方向に長い長方形状に形成され、2つ以上の開口83と3つ以上の柱状の部位を備えて構成される。本実施形態の場合、開口83の数は6つであり、柱状の部位の数は7本である。前から1番目と7番目(最後端)に位置する前端部位90a及び後端部位90bは、特にマスク面に利用されない部位であり、前から2番目~6番目の部位がマスク面に利用される。すなわち、前から2番目は幅狭の第2部位71bであり、左側面のみに第2マスク面74bを有する第2マスク片86bが設けられている。前から3番目は幅広の第1部位71aであり、左右両側面に第1マスク面74aを有する第1マスク片86aが設けられている。前から4番目は幅狭の第2部位71bであり、左右両側面に第2マスク面74bを有する第2マスク片86bが設けられている。前から5番目は幅広の第1部位71aであり、左右両側面に第1マスク面74aを有する第1マスク片86aが設けられている、前から6本目は幅狭の第2部位71bであり、右側面のみに第2マスク面74bを有する第2マスク片86bが設けられている。なお、第1マスク片86a及び第2マスク片86bには、上下1対のねじ孔79が形成されている。
(ヒンジ25の装着及び塗装作業並びに効果)
図19はヒンジ25を装着した塗装用治具70の状態を示しており、マスク部材71の左側面に2枚のヒンジ25が配置され、前から2番目の第2部位71bに配置された第2マスク片86bと、前から3番目の第1部位71aに配置された第1マスク片86aに、ボルト76により1枚のヒンジ25が装着される。前から4番目の第2部位71bに配置された第2マスク片86bと前から5番目の第1部位71aに配置された第1マスク片86aには、ボルト7により別の1枚のヒンジ25が装着される。
図19はヒンジ25を装着した塗装用治具70の状態を示しており、マスク部材71の左側面に2枚のヒンジ25が配置され、前から2番目の第2部位71bに配置された第2マスク片86bと、前から3番目の第1部位71aに配置された第1マスク片86aに、ボルト76により1枚のヒンジ25が装着される。前から4番目の第2部位71bに配置された第2マスク片86bと前から5番目の第1部位71aに配置された第1マスク片86aには、ボルト7により別の1枚のヒンジ25が装着される。
一方、マスク部材71の右側面には、前から3番目の第1部位71aに配置された第1マスク片86aと前から4番目の第2部位71bに配置された第2マスク片86bに、ボ
ルト76により1枚のヒンジ25が装着される。前から5番目の第1部位71aに配置された第1マスク片86aと前から6番目の第2部位71bに配置された第2マスク片86bに、ボルト76により最後の1枚のヒンジ25が装着される。すなわち、合計4枚のヒンジ25がマスク部材71の左右に分けて装着される。
ルト76により1枚のヒンジ25が装着される。前から5番目の第1部位71aに配置された第1マスク片86aと前から6番目の第2部位71bに配置された第2マスク片86bに、ボルト76により最後の1枚のヒンジ25が装着される。すなわち、合計4枚のヒンジ25がマスク部材71の左右に分けて装着される。
図20に示すように、ヒンジ25の塗装方法は上述した第1の実施形態と同様であり、塗装室内の左右に配置された塗装ノズル80a、80bより、マスク部材71にマスキングされた露出部を除く外周面全域を塗装し、塗装膜51を形成する。
なお、本実施形態において、マスク部材71の短辺にフック72を設けて、マスク部材71全体を上下方向に長い長方形状となるように構成されてもよい。
なお、本実施形態において、マスク部材71の短辺にフック72を設けて、マスク部材71全体を上下方向に長い長方形状となるように構成されてもよい。
(塗装用治具の変形例)
図21は本発明の変形例に係る塗装用治具の側面図であり、図22は図21の第1マスク片86a及び第2マスク片86bの側面図である。図21及び図22に示すように、塗装用治具の第3の実施形態で用いた第1マスク面74aを有する第1マスク片86aと、第2マスク面74bを有する第2マスク片86bだけを利用して、ヒンジ25同士を連結させることにより、マスキングするという構成である。また、第1マスク片86a及び第2マスク片86bの側面には、長さ方向の両端部にボルト挿通孔77を有している。
図21は本発明の変形例に係る塗装用治具の側面図であり、図22は図21の第1マスク片86a及び第2マスク片86bの側面図である。図21及び図22に示すように、塗装用治具の第3の実施形態で用いた第1マスク面74aを有する第1マスク片86aと、第2マスク面74bを有する第2マスク片86bだけを利用して、ヒンジ25同士を連結させることにより、マスキングするという構成である。また、第1マスク片86a及び第2マスク片86bの側面には、長さ方向の両端部にボルト挿通孔77を有している。
図21に示すように、3枚のヒンジ25が連結されており、上段のヒンジ25の第2回動板42の当接面52には第2マスク片86bを当接させて、ボルト76及びナット75により固定する。上段のヒンジ25の第1回動板41の当接面52と中段のヒンジ25の第1回動板41の当接面52との間に第1マスク片86aを介在させ、ボルト76及びナット75により両第1回動板41、41を連結する。中段のヒンジ25の第2回動板42の当接面52と下段のヒンジ25の第2回動板42の当接面52との間に第2マスク片86bを介在させ、ボルト76及びナット75により両第2回動板42、42同士を連結する。最後に、下段のヒンジ25の第1回動板41の当接面52に第1マスク片86aを当接させ、ボルト76及びナット75により固定する。なお、上段のヒンジ25の第1回動板41の当接面52と中段のヒンジ25の第1回動板41の当接面52とを直接当接させてボルト76及びナット75により両第1回動板41、41を連結し、中段のヒンジ25の第2回動板42の当接面52と下段のヒンジ25の第2回動板42の当接面52とを直接当接させてボルト76及びナット75により両第2回動板42、42同士を連結するようにしてもよい。すなわち、1つのヒンジ25の一部を他のヒンジ25を塗装する際のマスク部材として機能させてもよい。
ここで、ヒンジ25の塗装工程において、上段の第2マスク片86bを固定するボルト76にフックを設けて塗装室に供給する。なお、この変形例において、4枚以上のヒンジ25が連結される構成としてもよい。
以上説明したように、第1の態様に係る被締結部材は、鉄鋼からなる取付対象物の取付面に締結部材により締結される金属製の被締結部材であって、前記取付面に当接する当接面の少なくとも一部に鉄鋼よりもイオン化傾向の大きい素材が露出した露出部を備え、前記当接面以外の部分には塗装膜が被膜されている。
以上説明したように、第1の態様に係る被締結部材は、鉄鋼からなる取付対象物の取付面に締結部材により締結される金属製の被締結部材であって、前記取付面に当接する当接面の少なくとも一部に鉄鋼よりもイオン化傾向の大きい素材が露出した露出部を備え、前記当接面以外の部分には塗装膜が被膜されている。
第1の態様に係る被締結部材によれば、取付対象物の取付面と被締結部材の当接面との隙間に水や泥等が浸入しても、イオン化傾向が鉄鋼よりも大きい素材が露出しているので、露出部の素材が犠牲陽極の役目を果たすことが可能となる。従って、取付対象物の取付面の錆びの発生を防止もしくは低減できるとともに、被締結部材の内部についても露出部における素材により保護され、錆びの発生が防止できる。
第1の態様に係る被締結部材に加えて次の(a)~(e)の少なくとも1個の構成を付加することができる。
(a)前記当接面のうち前記露出部を除く部分に前記塗装膜が被覆されている。
この構成によれば、当接面の所望の個所に塗装膜を施しておくことにより、取付対象物への取り付け後の美観を維持でき、また露出部への水の侵入量を減らすことが可能となる。
(b)前記当接面には前記締結部材を挿通するための挿通孔が形成されている。
(a)前記当接面のうち前記露出部を除く部分に前記塗装膜が被覆されている。
この構成によれば、当接面の所望の個所に塗装膜を施しておくことにより、取付対象物への取り付け後の美観を維持でき、また露出部への水の侵入量を減らすことが可能となる。
(b)前記当接面には前記締結部材を挿通するための挿通孔が形成されている。
この構成によれば、通常、挿通孔は、当接面と取付面との隙間に水が浸入する入口になり、挿通孔近傍に錆びが発生し易いが、そのような挿通孔を有する被締結部材であっても、錆び防止効果、特に挿通孔近傍での錆び防止効果を保つことが可能となる。
(c)前記被締結部材は、軸部と、前記軸部を介して互いに回動自在に連結された第1回動板及び第2回動板とを備えているヒンジである。
(c)前記被締結部材は、軸部と、前記軸部を介して互いに回動自在に連結された第1回動板及び第2回動板とを備えているヒンジである。
この構成によれば、回動可能な入り組んだ構造のヒンジであっても、ヒンジ全体に亘って塗装膜及びイオン傾向の大きい素材による露出部により、錆び発生を防止することが可能となる。
(d)前記当接面に、鉄鋼よりもイオン化傾向の大きい素材からなるめっき層が形成されており、前記露出部において前記めっき層が露出している。
この構成によれば、取付対象物の取付面と被締結部材の当接面との隙間に水や泥等が浸入しても、イオン化傾向が鉄鋼よりも大きい素材が露出しているので、露出部の素材が犠牲陽極の役目を果たすことにより、取付対象物の取付面の錆びの発生を防止あるいは低減できる。また、被締結部材の内部についても、露出部における素材により保護され、錆びの発生が防止できる。
(e)前記当接面に、少なくとも表面が鉄鋼よりもイオン化傾向の大きい素材からなる薄板が備えられており、前記露出部において前記薄板の前記表面が露出している。
(d)前記当接面に、鉄鋼よりもイオン化傾向の大きい素材からなるめっき層が形成されており、前記露出部において前記めっき層が露出している。
この構成によれば、取付対象物の取付面と被締結部材の当接面との隙間に水や泥等が浸入しても、イオン化傾向が鉄鋼よりも大きい素材が露出しているので、露出部の素材が犠牲陽極の役目を果たすことにより、取付対象物の取付面の錆びの発生を防止あるいは低減できる。また、被締結部材の内部についても、露出部における素材により保護され、錆びの発生が防止できる。
(e)前記当接面に、少なくとも表面が鉄鋼よりもイオン化傾向の大きい素材からなる薄板が備えられており、前記露出部において前記薄板の前記表面が露出している。
この構成によれば、簡単かつ安価に露出部を形成することが可能となる。
また、本発明に係る第2の態様に係る塗装用治具は、第1の態様に係るいずれかの被締結部材を塗装ために用いる塗装用治具であって、前記被締結部材の前記露出部に当接して前記露出部をマスキングするマスク面が設けられたマスク部材を備えている。
この構成によれば、塗装用治具自体にマスク面を設け、被締結部材を装着するので、被締結部材の装着とマスキングを同時に行え、塗装時の被締結部材装着作業が簡素化できる。
また、本発明に係る第2の態様に係る塗装用治具は、第1の態様に係るいずれかの被締結部材を塗装ために用いる塗装用治具であって、前記被締結部材の前記露出部に当接して前記露出部をマスキングするマスク面が設けられたマスク部材を備えている。
この構成によれば、塗装用治具自体にマスク面を設け、被締結部材を装着するので、被締結部材の装着とマスキングを同時に行え、塗装時の被締結部材装着作業が簡素化できる。
また、第2の態様に係る塗装用治具において、マスク面の面積を調整可能なマスク片を設けた構成、または、マスク部材を板状部材として、その両側面にマスク面を配置した構成を追加することができる。
この構成によれば、マスク片の調節によりマスク面の面積を変更できると、所望の領域の大きさに合わせ、簡単かつ適切にマスキングすることが可能となる。また、マスク部材の両側面にマスク面を備えることにより、塗装用治具のコンパクト化と塗装作業の効率を
向上させることが可能となる。
この構成によれば、マスク片の調節によりマスク面の面積を変更できると、所望の領域の大きさに合わせ、簡単かつ適切にマスキングすることが可能となる。また、マスク部材の両側面にマスク面を備えることにより、塗装用治具のコンパクト化と塗装作業の効率を
向上させることが可能となる。
さらに、本発明に係る第3の態様に係る塗装方法は、第1の態様に係るいずれかの塗装用治具を用いて第2の態様に係るいずれかの被締結部材を塗装する方法であって、塗装前に、前記当接面を前記マスク面に当接させることにより、前記当接面を前記マスク面によりマスキングして、前記被締結部材を前記塗装用治具に装着する装着工程と、前記装着工程後、マスキング領域を除いた前記被締結部材の両側面を塗装する塗装工程と、を含んでいる。
またさらに、第3の態様に係る塗装方法において、前記当接面の周縁部をマスキングせずに露出させ、前記塗装工程において、前記当接面の周縁部分を塗装することもできる。
(被締結部材及び塗装用治具の他の例)
(1)塗装用治具へのヒンジの装着は、ボルトの他に磁石を利用することもできる。
(2)バックホウの他にパワーショベル等の各種建設機械、トラクターや大型コンバイン等の農業機械のキャビンのドアのヒンジに適用できるのは勿論のこと、被締結部材としては、建設機械、作業車両、作業機械の外装面に装着する各種部品の取付ブラケット等にも適用可能である。取手、手摺、給油口の蓋等である。
(3)ヒンジは全体を亜鉛等でめっき処理し、次に塗装工程で当接面の露出部を除いて、ヒンジの全領域を塗装することも可能である。すなわち、当接面では塗装膜の内側にめっき層が存在する構成となり、錆び防止効果が向上する。
(4)以上、本発明について説明したが、今回開示された実施形態はすべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は前記した説明ではなくて特許請求の範囲によって示され、特許請求の範囲と均等の意味及び範囲内でのすべての変更が含まれることが意図される。
(被締結部材及び塗装用治具の他の例)
(1)塗装用治具へのヒンジの装着は、ボルトの他に磁石を利用することもできる。
(2)バックホウの他にパワーショベル等の各種建設機械、トラクターや大型コンバイン等の農業機械のキャビンのドアのヒンジに適用できるのは勿論のこと、被締結部材としては、建設機械、作業車両、作業機械の外装面に装着する各種部品の取付ブラケット等にも適用可能である。取手、手摺、給油口の蓋等である。
(3)ヒンジは全体を亜鉛等でめっき処理し、次に塗装工程で当接面の露出部を除いて、ヒンジの全領域を塗装することも可能である。すなわち、当接面では塗装膜の内側にめっき層が存在する構成となり、錆び防止効果が向上する。
(4)以上、本発明について説明したが、今回開示された実施形態はすべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は前記した説明ではなくて特許請求の範囲によって示され、特許請求の範囲と均等の意味及び範囲内でのすべての変更が含まれることが意図される。
20 キャビン(取付対象物の一例)
20a キャビンフレーム
23 ドア(取付対象物の一例)
23a ドアフレーム
25 ヒンジ(被締結部材の一例)
38 キャビンフレーム20aの取付面
39 ドアフレーム23aの取付面
40 軸部
41 第1回動板
42 第2回動板
43 ボルト挿通孔
47 ボルト(締結部材の一例)
51 塗装膜
51a 当接面外周部の塗装膜
52 当接面
62 露出部
70 塗装用治具
71 マスク部材
71a 第1部位
71b 第2部位
71c 第3部位
72 フック
73 切り欠き
74a 第1マスク面
74b 第2マスク面
75 ナット
76 ボルト
77 ボルト挿通孔
79 ねじ孔
80a 塗装ノズル
80b 塗装ノズル
83 開口
83 拡大開口部
86a 第1マスク片
86b 第2マスク片
20a キャビンフレーム
23 ドア(取付対象物の一例)
23a ドアフレーム
25 ヒンジ(被締結部材の一例)
38 キャビンフレーム20aの取付面
39 ドアフレーム23aの取付面
40 軸部
41 第1回動板
42 第2回動板
43 ボルト挿通孔
47 ボルト(締結部材の一例)
51 塗装膜
51a 当接面外周部の塗装膜
52 当接面
62 露出部
70 塗装用治具
71 マスク部材
71a 第1部位
71b 第2部位
71c 第3部位
72 フック
73 切り欠き
74a 第1マスク面
74b 第2マスク面
75 ナット
76 ボルト
77 ボルト挿通孔
79 ねじ孔
80a 塗装ノズル
80b 塗装ノズル
83 開口
83 拡大開口部
86a 第1マスク片
86b 第2マスク片
Claims (19)
- 鉄鋼からなる取付対象物の取付面に締結部材により締結される金属製の被締結部材であって、
前記取付面に当接する当接面の少なくとも一部に鉄鋼よりもイオン化傾向の大きい素材が露出した露出部を備え、
前記当接面以外の部分には塗装膜が被膜されている被締結部材。 - 前記当接面のうち前記露出部を除く部分に前記塗装膜が被覆されている請求項1に記載の被締結部材。
- 前記当接面には前記締結部材を挿通するための挿通孔が形成されている請求項1又は2に記載の被締結部材。
- 前記被締結部材は、軸部と、前記軸部を介して互いに回動自在に連結された第1回動板及び第2回動板とを備えているヒンジである請求項1~3のいずれか1項に記載の被締結部材。
- 前記当接面に、鉄鋼よりもイオン化傾向の大きい素材からなるめっき層が形成されており、前記露出部において前記めっき層が露出している請求項1~4のいずれか1項に記載の被締結部材。
- 前記当接面に、少なくとも表面が鉄鋼よりもイオン化傾向の大きい素材からなる薄板が備えられており、前記露出部において前記薄板の前記表面が露出している請求項1~5のいずれか1項に記載の被締結部材。
- 請求項1~6のいずれか1項に記載の被締結部材の塗装用治具であって、
前記被締結部材の前記露出部に当接して前記露出部をマスキングするマスク面が設けられたマスク部材を備えている塗装用治具。 - 前記マスク面の面積を調整可能なマスク片が設けられている請求項7に記載の塗装用治具。
- 前記マスク部材は板状部材からなり、
前記板状部材の両面に、それぞれ前記マスク面が配置されている請求項7又は8に記載の塗装用治具。 - 前記被締結部材は、軸部と、前記軸部を介して互いに回動自在に連結された第1回動板及び第2回動板とを備えたヒンジであり、
前記第1回動板に設けられる前記露出部をマスキングする第1マスク面を含む第1部位と、前記第2回動板に設けられる前記露出部をマスキングする第2マスク面を含む第2部位と、前記第1部位と前記第2部位との間にあって前記軸部を露出させる開口又は切り欠きを含む第3部位とを有している請求項7~9のいずれか1項に記載の塗装用治具。 - 前記マスク面を複数備えており、それら複数のマスク面によって、単一の前記被締結部材に設けられる複数の前記露出部、又は、複数の前記被締結部材にそれぞれ設けられる1又は複数の前記露出部を同時にマスキング可能である請求項7~10のいずれか1項に記載の塗装用治具。
- 請求項7~10のいずれか1項に記載の塗装用治具を用いて前記被締結部材を塗装する
塗装方法であって、
塗装前に、前記露出部を前記マスク面に当接させた状態で前記被締結部材を前記塗装用治具に装着する装着工程と、
前記装着工程後、前記塗装用治具に装着された前記被締結部材を塗装する塗装工程と、を含む塗装方法。 - 前記装着工程において、前記当接面の周縁部をマスキングせずに露出させ、
前記塗装工程において、前記当接面の周縁部分を塗装する請求項12に記載の被締結部材の塗装方法。 - 前記マスク部材は板状部材からなり、且つ前記板状部材の両面にそれぞれ前記マスク面が配置されており、
前記装着工程において、前記マスク部材の一方の面に配置された前記マスク面に一の被締結部材の前記露出部を当接させ、前記マスク部材の他方の面に配置された前記マスク面に他の被締結部材の前記露出部を当接させた状態で前記被締結部材を前記塗装用治具に装着し、
前記塗装工程において、前記一の被締結部材及び前記他の被締結部材に塗装を行う請求項12又は13に記載の塗装方法。 - 前記被締結部材は、軸部と、前記軸部を介して互いに回動自在に連結された第1回動板及び第2回動板とを備えたヒンジであり、
前記塗装用治具は、前記第1回動板に設けられる前記露出部をマスキングする第1マスク面を含む第1部位と、前記第2回動板に設けられる前記露出部をマスキングする第2マスク面を含む第2部位と、前記第1部位と前記第2部位との間にあって前記軸部を露出させる開口又は切り欠きを含む第3部位とを有しており、
前記装着工程において、前記第1部位に設けられた前記マスク面に前記第1回動板に設けられる前記露出部を当接させ、前記第2部位に設けられた前記マスク面に前記第2回動板に設けられる前記露出部を当接させた状態で前記被締結部材を前記塗装用治具に装着し、
前記塗装工程において、前記第1回動板における前記第1マスク面に当接していない部分、前記軸部、及び前記第2回動板における前記第2マスク面に当接していない部分に塗装を行う請求項12~14のいずれか1項に記載の塗装方法。 - 前記第1部位及び前記第2部位は板状部材であり、
前記第1部位の一方の面に前記第1マスク面が形成され、他方の面に前記第1マスク面及び前記第2マスク面の一方が形成されており、
前記第2部位の一方の面に前記第2マスク面が形成され、他方の面に前記第1マスク面及び前記第2マスク面の他方が形成されており、
前記装着工程において、前記第1部位の一方の面に設けられた前記第1マスク面に一の被締結部材の前記第1回動板に設けられる前記露出部を当接させ、前記第2部位の一方の面に設けられた前記第2マスク面に前記一の被締結部材の前記第2回動板に設けられる前記露出部を当接させ、前記第1部位の他方の面に前記第1マスク面が設けられている場合には当該第1マスク面に他の被締結部材の前記第1回動板に設けられる前記露出部を当接させ、前記第2部位の他方の面に設けられた前記第2マスク面に前記他の被締結部材の前記第2回動板に設けられる前記露出部を当接させ、前記第1部位の他方の面に前記第2マスク面が設けられている場合には当該第1マスク面に他の被締結部材の前記第2回動板に設けられる前記露出部を当接させ、前記第2部位の他方の面に設けられた前記第1マスク面に前記他の被締結部材の前記第1回動板に設けられる前記露出部を当接させ、
前記塗装工程において、前記一の被締結部材及び前記他の被締結部材の、前記第1回動板における前記第1マスク面に当接していない部分、前記軸部、及び前記第2回動板にお
ける前記第2マスク面に当接していない部分に塗装を行う請求項15に記載の塗装方法。 - 前記塗装用治具は、前記マスク面を複数備えており、
前記装着工程において、複数の前記被締結部材にそれぞれ設けられる前記露出部を前記複数のマスク面のいずれかに当接させた状態で前記各被締結部材を前記塗装用治具に装着し、
前記塗装工程において、前記各被締結部材に塗装を行う請求項12~16のいずれか1項に記載の塗装方法。 - 前記被締結部材には前記締結部材を挿通するための挿通孔が形成されており、
前記装着工程において、前記挿通孔に装着用締結部材を挿通することにより、前記被締結部材を前記塗装用治具に装着する請求項12~17のいずれか1項に記載の塗装方法。 - 前記マスク部材は板状部材からなり、且つ前記板状部材の両面にそれぞれ前記マスク面が配置されており、
前記装着工程において、一の被締結部材と他の被締結部材との間に前記マスク部材を挟んだ状態で前記一の被締結部材に設けられた前記挿通孔と前記他の被締結部材に設けられた前記挿通孔とに前記装着用締結部材を挿通することにより、前記一の被締結部材及び前記他の被締結部材を前記塗装用治具に装着する請求項18に記載の塗装方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021064188A JP7558876B2 (ja) | 2021-04-05 | 2021-04-05 | 被締結部材及びその塗装用治具並びにその塗装方法 |
| PCT/JP2022/008198 WO2022215384A1 (ja) | 2021-04-05 | 2022-02-28 | 被締結部材及びその塗装用治具並びにその塗装方法 |
| EP22784369.5A EP4321265A4 (en) | 2021-04-05 | 2022-02-28 | FIXED MEMBER, COATING JIG THEREFOR, AND COATING METHOD THEREFOR |
| US18/376,113 US20240026719A1 (en) | 2021-04-05 | 2023-10-03 | Fastened member, coating jig for the same, and method of coating the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021064188A JP7558876B2 (ja) | 2021-04-05 | 2021-04-05 | 被締結部材及びその塗装用治具並びにその塗装方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022159783A JP2022159783A (ja) | 2022-10-18 |
| JP7558876B2 true JP7558876B2 (ja) | 2024-10-01 |
Family
ID=83545827
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021064188A Active JP7558876B2 (ja) | 2021-04-05 | 2021-04-05 | 被締結部材及びその塗装用治具並びにその塗装方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20240026719A1 (ja) |
| EP (1) | EP4321265A4 (ja) |
| JP (1) | JP7558876B2 (ja) |
| WO (1) | WO2022215384A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7567768B2 (ja) * | 2021-12-17 | 2024-10-16 | トヨタ自動車株式会社 | 車両ルーフ |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001121076A (ja) | 1999-10-27 | 2001-05-08 | Honda Motor Co Ltd | 自動車車体の塗装方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1439481A (en) * | 1973-02-12 | 1976-06-16 | Crompton Nettlefold Stenman | Metal hinges |
| JPH0747967B2 (ja) * | 1989-02-01 | 1995-05-24 | 日産自動車株式会社 | 車両用防錆材と車両用防錆処理方法 |
| JPH04183882A (ja) * | 1990-11-19 | 1992-06-30 | Nissan Motor Co Ltd | 車体鋼板の合せ部における防錆構造 |
| JP2007043987A (ja) * | 2005-08-11 | 2007-02-22 | Showa Kikai Shoji Kk | チェーンガードおよびこれを用いて連結されたステンレスチェーン |
| JP5461093B2 (ja) * | 2009-07-27 | 2014-04-02 | 国立大学法人九州大学 | 犠牲陽極パネル、及び犠牲陽極パネルを利用した防食方法 |
| JP6317645B2 (ja) * | 2014-08-12 | 2018-04-25 | 国立大学法人九州大学 | 防食方法および防食装置 |
| CN205012821U (zh) * | 2015-10-09 | 2016-02-03 | 蔡运国 | 一种合页 |
| EP3252256B1 (en) * | 2016-05-31 | 2020-12-30 | VKR Holding A/S | Window bracket assembly |
| JP6786347B2 (ja) | 2016-10-26 | 2020-11-18 | 株式会社クボタ | 作業機 |
| JP7047237B2 (ja) * | 2018-03-15 | 2022-04-05 | 三井金属アクト株式会社 | 自動車用ドアヒンジの製造方法及び自動車 |
-
2021
- 2021-04-05 JP JP2021064188A patent/JP7558876B2/ja active Active
-
2022
- 2022-02-28 EP EP22784369.5A patent/EP4321265A4/en active Pending
- 2022-02-28 WO PCT/JP2022/008198 patent/WO2022215384A1/ja not_active Ceased
-
2023
- 2023-10-03 US US18/376,113 patent/US20240026719A1/en active Pending
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001121076A (ja) | 1999-10-27 | 2001-05-08 | Honda Motor Co Ltd | 自動車車体の塗装方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4321265A4 (en) | 2025-07-16 |
| JP2022159783A (ja) | 2022-10-18 |
| EP4321265A1 (en) | 2024-02-14 |
| WO2022215384A1 (ja) | 2022-10-13 |
| US20240026719A1 (en) | 2024-01-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE112009000336B4 (de) | Arbeitsfahrzeug | |
| EP3517413B1 (en) | Cabin-protection structure and tractor | |
| JP7558876B2 (ja) | 被締結部材及びその塗装用治具並びにその塗装方法 | |
| EP1748113B1 (en) | Construction machine with an upper frame structure for supporting the cabin | |
| WO2013001845A1 (ja) | 作業車両 | |
| DE112016002311T5 (de) | Gegengewicht-Tragstruktur für Baumaschine | |
| EP2824018B1 (en) | Cab frame for construction machinery and painting method therefor | |
| KR100579679B1 (ko) | 건설 기계용 캡 | |
| JPH09240523A (ja) | 装軌式車両の下部走行体 | |
| JP4520938B2 (ja) | 建設車両 | |
| JP5132357B2 (ja) | 作業車両 | |
| JP2004017705A (ja) | 作業用車両のメインフレーム | |
| JP3056716B2 (ja) | 建設機械のメインフレーム | |
| JP3458877B2 (ja) | 建設機械のフロアプレート構造 | |
| JP4650860B2 (ja) | 旋回式建設機械 | |
| JP2005014642A (ja) | 建設機械 | |
| JPH07229165A (ja) | 建設機械の旋回体のサイドデッキ | |
| JP3375026B2 (ja) | 作業車両のステップ構造 | |
| JPS634693Y2 (ja) | ||
| JPH08318877A (ja) | 車体前部構造 | |
| JP2009214655A (ja) | 作業機械の開口部カバー | |
| JPH09123952A (ja) | 建設機械のトラックフレーム | |
| JP3421399B2 (ja) | コンバインのシャシ構造 | |
| JP2000326876A (ja) | 建設機械のトラックフレーム | |
| JP2000186345A (ja) | 作業機械の走行操作弁の取付構造 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230719 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240820 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240918 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7558876 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |