JP7200811B2 - 鋼の連続鋳造方法 - Google Patents
鋼の連続鋳造方法 Download PDFInfo
- Publication number
- JP7200811B2 JP7200811B2 JP2019076463A JP2019076463A JP7200811B2 JP 7200811 B2 JP7200811 B2 JP 7200811B2 JP 2019076463 A JP2019076463 A JP 2019076463A JP 2019076463 A JP2019076463 A JP 2019076463A JP 7200811 B2 JP7200811 B2 JP 7200811B2
- Authority
- JP
- Japan
- Prior art keywords
- molten steel
- long nozzle
- tundish
- steel
- metallic inclusions
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Landscapes
- Casting Support Devices, Ladles, And Melt Control Thereby (AREA)
- Continuous Casting (AREA)
Description
これらの高加工性や良好な表面形状を実現するためには、鋼中の非金属介在物およびそれらを含む表面や内部欠陥が大きな課題となる。したがって、高加工性、良好な表面形状が必要な場合、溶鋼から非金属介在物を除去して清浄性を高めることが必要である。
特許文献1においては、スラグ・非金属介在物起因の欠陥を生じさせないために、タンディッシュの注入流落下領域に凹部を形成して撹拌することによって、スラグの浮上を図るものである。
特許文献3においては、特許文献2と同様に、ロングノズルの下端部を閉塞し、側面に上向きの吐出口を持つロングノズルを提案し、タンディッシュ内における溶鋼の滞留時間を長くし、非金属介在物の浮上分離を効果的に行うものとしている。
特許文献4においては、特許文献2、3と同様の考え方をもつものであり、ノズルに底とその周面に形成された吐出用開口部1個を持つロングノズルを提案することで、タンディッシュ内において溶鋼中の介在物が浮上するのに十分な時間を確保するようにしている。
また、特許文献2~4に示すように、ロングノズルの下端を閉塞した場合には、取鍋から溶鋼の注入を開始する際に、大きな溶鋼静圧を持った運動量の大きな溶鋼落下によって大きな衝撃力がかかり、ロングノズルが損傷し、損傷したロングノズルの破片がタンディッシュ内に落下するトラブルが発生するおそれがあった。また、上述の衝撃力がロングノズルを把持する把持力よりも大きくなってロングノズルと取鍋下部に隙間があき、隙間から溶鋼が漏れるおそれがあった。このように、操業上の問題があるため、実用化が出来ていない。
本発明者らは、上記課題を解決するためには、ロングノズルを活用することが重要であると考えた。すなわち、ロングノズル内で溶鋼を乱流、撹拌状態に保ち、微細な非金属介在物の凝集を促進する機能を持たせることを、損傷、溶鋼漏れ等のトラブルを生じさせずに活用する方法を見つけ出すことである。ロングノズル内で非金属介在物を凝集させて浮上しやすくすれば、タンディッシュに凹部を形成する必要がなくなるため、溶鋼歩留りも悪化させることなく、非金属介在物の除去を行うことができる。
そこで、ロングノズルの下方の溶鋼の吐出口を変化させて、ロングノズルの損傷、溶鋼漏れ等のトラブルを生じさせることなく、ロングノズル内の乱流、撹拌エネルギーを用いることによって、非金属介在物の凝集を促進して、非金属介在物を効率的に浮上分離して個数密度を減少させることができる、ロングノズルの形状を解明することを試みた。
また、底面開口孔の開口面積を大きくしすぎると、ロングノズル内での溶鋼の乱流状態が不十分になり、底面開口孔の開口面積を小さくしすぎると、溶鋼が落下する運動エネルギーによる衝突力で、ロングノズルが損傷したり、溶鋼漏れが発生したりして、操業トラブルとなるため、両者を両立するためには底面開口孔の開口面積を適正化することが重要であることを知見した。
こうして、ロングノズルの破損、溶鋼漏れ等のトラブルを引き起こすことなく、非金属介在物の十分な除去が可能で、高品質の鋼鋳片を鋳造することができる、ロングノズルを用いた鋼の連続鋳造方法を見出した。
(1)式:0.14≦SB/S
(2)式:0<SB/(SB+ST)≦0.55
(3)式:v2×(S-SB)≧0.0035
定常鋳造時における前記底面開口孔からの溶鋼流出量が3t/minを超えないように、前記取鍋から前記タンディッシュに向けて前記溶鋼を注入することを特徴としている。
この場合、前記タンディッシュ内の前記溶鋼の湯面を、フラックス及び不活性ガスで覆うことにより、タンディッシュ内の溶鋼の酸化を抑制でき、非金属介在物の生成を抑制することが可能となる。よって、さらに清浄度が十分に高い鋼鋳片を製造することが可能となる。
また、ロングノズル20は、軸線O沿って延在する溶鋼経路22を有しており、この溶鋼経路22の下端に底面部23が形成されている。そして、ロングノズル20には、底面部23に開口する底面開口孔24と、溶鋼経路22の側面に開口する側面開口孔25と、が設けられている。なお、側面開口孔25は、周方向に間隔をあけて複数設けられており、本実施形態では、図2(b)に示すように、4つの側面開口孔25が周方向に等間隔に配設されている。
(1)式:0.14≦SB/S
(2)式:0<SB/(SB+ST)≦0.55
(3)式:v2×(S-SB)≧0.0035
なお、底面開口孔24からの溶鋼流出量は、全体の溶鋼流量に全ての開口孔の面積に対する底面開口孔24の面積の割合(SB/(SB+ST))を乗じて算出されるものである。
また、底面部23に底面開口孔24を設けることにより、鋳造開始時の取鍋開孔時の溶鋼落下による衝突力を低減することにより、ロングノズル20の損傷や、ロングノズル20の位置ずれによる溶鋼漏れ等の大きな操業トラブルの抑制を図っている。
そこで、実験を繰り返して、上述のトラブルを回避するために必要な底面開口孔の条件について検討した。
取鍋11からタンディッシュ13に溶鋼注入を開始するときに、取鍋11の下部にあるスラインディングノズルを開放する。溶鋼は、取鍋11の溶鋼高さH(m)による溶鋼静圧Pから求められる初速度v0でロングノズル20内(溶鋼経路22)を自由落下する。ロングノズル20内(溶鋼経路22)を自由落下した溶鋼は、重力加速度gを受けて加速し、ロングノズル20の底面部へ衝突する。
Q0(kg/s)=ロングノズル断面積×v0×溶鋼密度
ロングノズル20の下端での出口溶鋼流出速度vとすると、
v=v0+g×t,x=v0×t+0.5×g×t2
ロングノズルの長さLとし、x=Lを代入することで、ロングノズル20の上部から下端までの落下時間t(s)が求まり、v(m/s)が求まる。さらに、ロングノズル20の下端での溶鋼流出流量Q(kg/s)が求まる。
衝撃力F(N)=溶鋼流出流量Q(kg/s)×溶鋼流出速度v(m/s)
取鍋11の溶鋼高さH(m)は、製鋼工場によって異なるため、初速度v0が変わり、ロングノズル20の底面部への衝突力Fも変わる。
この結果から、溶鋼漏れトラブルを発生させることが無く、かつ、ロングノズル20の損傷を発生させることのない条件として、SB/S≧0.14を得た。
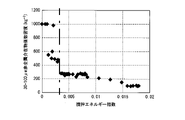
ここで、本実施形態においては、「撹拌エネルギー指数v2×(S-SB)」を考案した。その定義は、開口のある底面部23において遮蔽され、下向きに流れていた溶鋼流が反対方向(上向き)の流れに変えられ、消失した運動エネルギーを指数とした。下向き運動エネルギーの消失した分が、ロングノズル20の内部の溶鋼に撹拌エネルギーとして働くと考察した。すなわち、底面部23から流出しようとした溶鋼流にせん断力が働き、そのせん断力の大小によって、非金属介在物の凝集エネルギーの大小を指数化しようと考察したものである。
図5に示すように、撹拌エネルギー指数v2×(S-SB)≧0.0035とすることで、非金属介在物の凝集効果を十分に得られることを確認した。
これについては、本実施形態においては、ロングノズル20の底面部23に設けた底面開口孔24とロングノズル20の側面に設けた側面開口孔25で、溶鋼流を適切に分配することで解決した。この時、底面開口孔24の開口面積SBと側面開口孔25の総開口面積STとの比は、次のような実験で求めた。
そこで、底面開口孔24と側面開口孔25のそれそれから流出する溶鋼流の分配比を示す指標として、SB/(SB+ST)を定義し、SB/(SB+ST)を変化させたロングノズル20を用いて連続鋳造を行い、鋳片1中の非金属介在物の最大径を調査した。図6に、SB/(SB+ST)に対する非金属介在物最大径の関係を示す。
SB/(SB+ST)を0.55以下に制御することで、鋳片1に巻き込まれる非金属介在物を100μm程度まで小さくすることができることがわかった。
底面開口孔24からの溶鋼流出流量が3t/minを超えないように制御することで、100μm超の非金属介在物の個数密度を小さくすることが可能なことを知見した。
このため、タンディッシュ13内の溶鋼の湯面を、フラックス及び不活性ガスの一方又は両方で覆うことが好ましい。高級鋼においては、不活性ガスシールとフラックスシールの両方を適用することが望ましい。低級鋼においては、不活性ガスシールもしくは、フラックスシールのどちらかによって、確実にシールできることが望ましい。
こうして、非金属介在物を凝集合体させ浮上を強化させるような高清浄鋼の溶製においては、溶鋼表面の酸素濃度を制御して再酸化を抑制しつつ、非金属介在物の除去を図ることで、大きなアルミナクラスターの低減効果を得ることができる。なお、酸素濃度は、酸素分圧でPO2=10-14(atm)以下とすることが好ましい。
また、底面部23を有することでロングノズル20内の溶鋼が乱流状態となり、非金属介在物を効率的に凝集させることができ、かつ、側面開口孔25からの吐出流によって温度差による対流を促し、非金属介在物の浮上分離を促進することができ、清浄度が十分に高い鋳片1を製造することが可能となる。
タンディッシュから2つのストランドに溶鋼を供給する場合、側面開口孔を、タンディッシュの長手方向別に半分ずつ(2,3,4,・・・)、かつ、両ストランド左右で対照に配置することにより、両ストランドに対照な流れを得て、なおかつタンディッシュの壁に直接向かう流れや、鋳型内に直接向かう直送流を避けることが可能となる。
自動車用に用いられる低炭アルミキルド鋼を転炉出鋼、RH二次精錬工程で、脱ガス処理を行い、その後、表1に示す条件のロングノズルを用いて、表1に示す溶鋼流量で取鍋からタンディッシュに溶鋼を注入し、連続鋳造を行った。なお、ロングノズルは、いずれも側面開口孔が4個水平面に開口しているものを用いた。

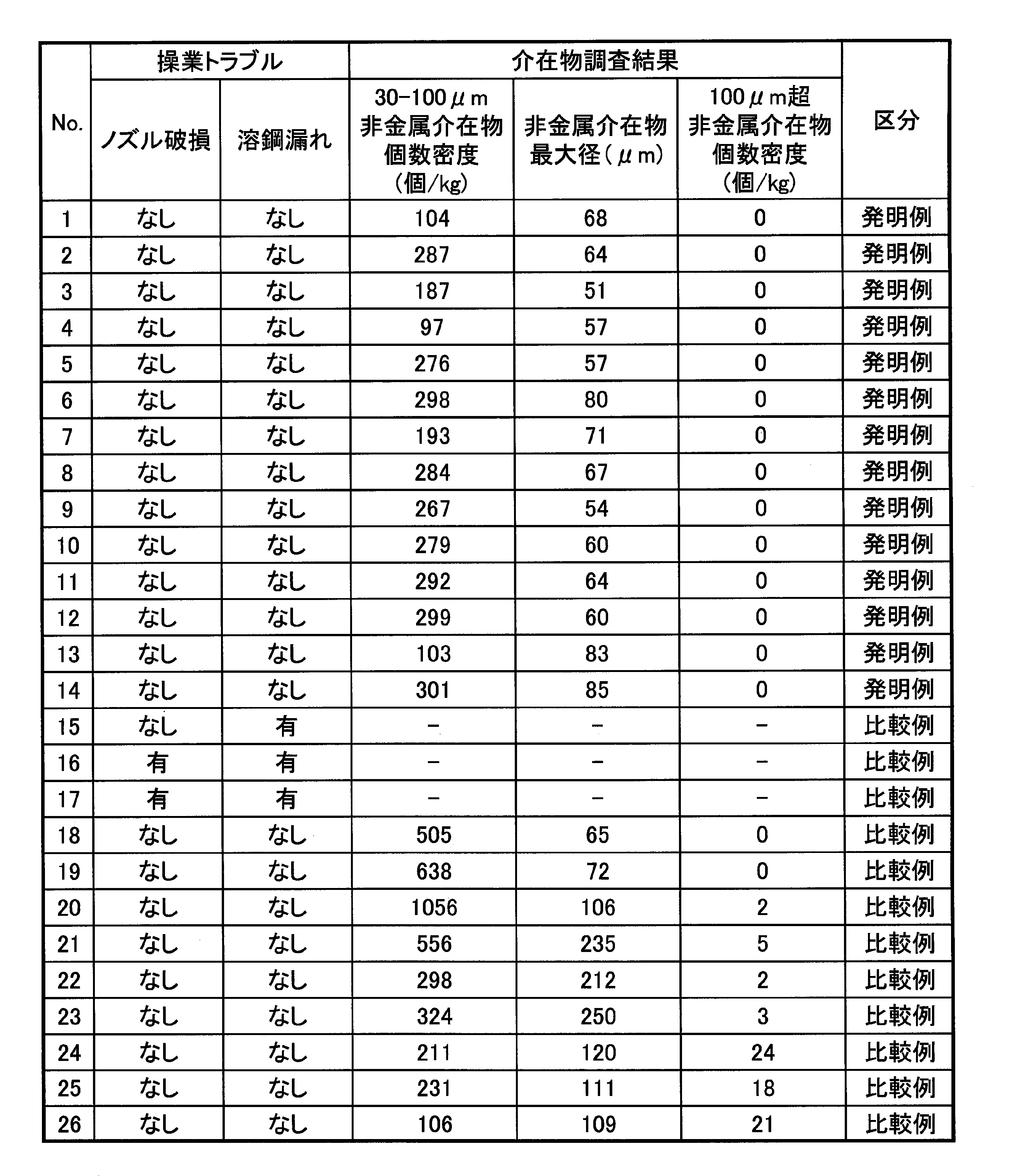
No.15~17はSB/Sが小さすぎる比較例であり、ロングノズル底面開口孔が小さすぎるためにノズル破損や溶鋼漏れのトラブルが発生した。
No.18~20は撹拌エネルギーが小さすぎる比較例であり、500個/kgを超える直径30~100μmの非金属介在物が存在した。
No.21~23はSB/(SB+ST)が大きすぎる比較例であり、直径200μmを超える非金属介在物が存在した。
No.24~26は、底面開口孔からの溶鋼流出流量が3.0t/minを超える比較例であり、直径100μm超の大きな非金属介在物が10個/kg以上存在した。
10 連続鋳造装置
11 取鍋
13 タンディッシュ
15 鋳型
20 ロングノズル
22 溶湯経路
23 底面部
24 底面開口孔
25 側面開口孔
Claims (2)
- 取鍋からタンディッシュへ溶鋼を注入し、このタンディッシュから連続鋳造用鋳型に前記溶鋼を供給し、鋳片を連続的に鋳造する鋼の連続鋳造方法であって、
前記取鍋の下端に、有底筒状のロングノズルが配設され、このロングノズルを介して、前記取鍋から前記タンディッシュへの前記溶鋼が注入される構成とされており、
前記ロングノズルは、底面部に開口する底面開口孔と、側面に開口する側面開口孔と、を有しており、
前記ロングノズルの前記底面部の全面積をS(m2)、前記底面開口孔の面積をSB(m2)、前記側面開口孔の総開口面積をST(m2)、定常時における前記ロングノズル内の流速をv(m/s)とした場合に、以下の(1)~(3)式を満足するとともに、
(1)式:0.14≦SB/S
(2)式:0<SB/(SB+ST)≦0.55
(3)式:v2×(S-SB)≧0.0035
定常鋳造時における前記底面開口孔からの溶鋼流出量が3t/minを超えないように、前記取鍋から前記タンディッシュに向けて前記溶鋼を注入することを特徴とする鋼の連続鋳造方法。 - 前記タンディッシュ内の前記溶鋼の湯面を、フラックス及び不活性ガスの一方又は両方で覆うことを特徴とする請求項1に記載の鋼の連続鋳造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019076463A JP7200811B2 (ja) | 2019-04-12 | 2019-04-12 | 鋼の連続鋳造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019076463A JP7200811B2 (ja) | 2019-04-12 | 2019-04-12 | 鋼の連続鋳造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020171955A JP2020171955A (ja) | 2020-10-22 |
| JP7200811B2 true JP7200811B2 (ja) | 2023-01-10 |
Family
ID=72829654
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019076463A Active JP7200811B2 (ja) | 2019-04-12 | 2019-04-12 | 鋼の連続鋳造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7200811B2 (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001113347A (ja) | 1999-10-19 | 2001-04-24 | Sumitomo Metal Ind Ltd | 給湯装置および鋼の連続鋳造方法 |
| JP2013529551A (ja) | 2010-07-02 | 2013-07-22 | ベスビウス クルーシブル カンパニー | 浸漬ノズル |
| JP2013208643A (ja) | 2012-03-30 | 2013-10-10 | Nisshin Steel Co Ltd | 連続鋳造方法 |
| JP2013208641A (ja) | 2012-03-30 | 2013-10-10 | Nisshin Steel Co Ltd | 連続鋳造方法 |
| JP2015066559A (ja) | 2013-09-27 | 2015-04-13 | 日新製鋼株式会社 | 連続鋳造方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6325255U (ja) * | 1986-08-02 | 1988-02-19 | ||
| JP3134019B2 (ja) * | 1992-09-14 | 2001-02-13 | 東芝セラミックス株式会社 | 鋳造用ノズル |
-
2019
- 2019-04-12 JP JP2019076463A patent/JP7200811B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001113347A (ja) | 1999-10-19 | 2001-04-24 | Sumitomo Metal Ind Ltd | 給湯装置および鋼の連続鋳造方法 |
| JP2013529551A (ja) | 2010-07-02 | 2013-07-22 | ベスビウス クルーシブル カンパニー | 浸漬ノズル |
| JP2013208643A (ja) | 2012-03-30 | 2013-10-10 | Nisshin Steel Co Ltd | 連続鋳造方法 |
| JP2013208641A (ja) | 2012-03-30 | 2013-10-10 | Nisshin Steel Co Ltd | 連続鋳造方法 |
| JP2015066559A (ja) | 2013-09-27 | 2015-04-13 | 日新製鋼株式会社 | 連続鋳造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2020171955A (ja) | 2020-10-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110035844B (zh) | 连续铸造法 | |
| JP2007090424A (ja) | 連続鋳造用タンディッシュ | |
| JP7200811B2 (ja) | 鋼の連続鋳造方法 | |
| JP4411945B2 (ja) | 極低炭素鋼のスラブ連続鋳造方法 | |
| CN112272593B (zh) | 薄板坯铸造中的铸模内流动控制装置及铸模内流动控制方法 | |
| JP2011143449A (ja) | 連続鋳造用タンディッシュにおける介在物除去方法 | |
| JP5151462B2 (ja) | アルミキルド鋼の連続鋳造方法 | |
| JPH09295109A (ja) | 清浄溶湯の連続鋳造法 | |
| JP5044981B2 (ja) | 鋼の連続鋳造方法 | |
| JP4998705B2 (ja) | 鋼の連続鋳造方法 | |
| JP4714624B2 (ja) | 鋳型内溶鋼の電磁撹拌方法 | |
| Gushchin et al. | Technical solutions for controlling flows of melts in the tundishes of continuous casters. | |
| JP4474948B2 (ja) | 鋼の連続鋳造方法 | |
| JP2022189431A (ja) | 鋼の連続鋳造方法 | |
| JP5791234B2 (ja) | 鋼鋳片の連続鋳造方法 | |
| JP6904132B2 (ja) | 連続鋳造用タンディッシュ | |
| JP6287901B2 (ja) | 鋼の連続鋳造方法 | |
| JPH10249498A (ja) | 底部を密閉した固定堰を備えたタンディッシュによる高清浄度鋼連続鋳造方法 | |
| JP3558815B2 (ja) | 底部を密閉した固定堰を備えたタンディッシュによる高清浄度鋼連続鋳造方法 | |
| JP2024043884A (ja) | ノズルシステム | |
| JPH08229670A (ja) | 気泡と介在物を除去する溶湯の清浄化法及び装置 | |
| JP2023066986A (ja) | ノズルシステム | |
| JP2023067010A (ja) | 溶鋼の供給システム及び鋼の連続鋳造方法 | |
| JPH11320054A (ja) | 連続鋳造機および連続鋳造方法 | |
| JPH09168845A (ja) | 介在物と気泡のない溶湯の連続鋳造法および装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20211206 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20221107 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20221122 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20221205 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 7200811 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |