JP6287901B2 - 鋼の連続鋳造方法 - Google Patents
鋼の連続鋳造方法 Download PDFInfo
- Publication number
- JP6287901B2 JP6287901B2 JP2015049191A JP2015049191A JP6287901B2 JP 6287901 B2 JP6287901 B2 JP 6287901B2 JP 2015049191 A JP2015049191 A JP 2015049191A JP 2015049191 A JP2015049191 A JP 2015049191A JP 6287901 B2 JP6287901 B2 JP 6287901B2
- Authority
- JP
- Japan
- Prior art keywords
- molten steel
- slab
- continuous casting
- steel
- mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229910000831 Steel Inorganic materials 0.000 title claims description 121
- 239000010959 steel Substances 0.000 title claims description 121
- 238000009749 continuous casting Methods 0.000 title claims description 55
- 238000000034 method Methods 0.000 title claims description 16
- 238000003756 stirring Methods 0.000 claims description 42
- 238000007654 immersion Methods 0.000 claims description 24
- 238000007711 solidification Methods 0.000 claims description 12
- 230000008023 solidification Effects 0.000 claims description 12
- 239000002436 steel type Substances 0.000 claims description 11
- 238000005266 casting Methods 0.000 claims description 5
- 238000001816 cooling Methods 0.000 claims description 3
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 60
- 230000007547 defect Effects 0.000 description 32
- 229910052786 argon Inorganic materials 0.000 description 30
- 238000005096 rolling process Methods 0.000 description 13
- 230000000052 comparative effect Effects 0.000 description 11
- 239000007789 gas Substances 0.000 description 6
- 229910001209 Low-carbon steel Inorganic materials 0.000 description 5
- 239000010960 cold rolled steel Substances 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- 238000000137 annealing Methods 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 238000005097 cold rolling Methods 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 230000004907 flux Effects 0.000 description 2
- 238000005098 hot rolling Methods 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000007667 floating Methods 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 229910052758 niobium Inorganic materials 0.000 description 1
- 239000010955 niobium Substances 0.000 description 1
- GUCVJGMIXFAOAE-UHFFFAOYSA-N niobium atom Chemical compound [Nb] GUCVJGMIXFAOAE-UHFFFAOYSA-N 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 238000007670 refining Methods 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
Images




Landscapes
- Continuous Casting (AREA)
Description
湾曲型連続鋳造機の鋳型に浸漬ノズルから溶鋼を注入し、前記鋳型を冷却して凝固シェルを形成し、該凝固シェルを引き抜いて鋳片を製造する鋼の連続鋳造方法であって、水平面に対して0°〜10°の角度下方に向けて前記溶鋼を流出させる吐出孔が前記浸漬ノズルに設けられ、前記吐出孔から流出している溶鋼に、電磁攪拌装置で水平方向に沿った流れを発生させ、前記鋳型中の溶鋼湯面から、前記湾曲型連続鋳造機の中央線に沿って下記(1)式を満足する距離L分離れたいずれかの位置の鋳片内の溶鋼に、前記電磁攪拌装置とは別の電磁攪拌装置で流れを発生させることを特徴とする鋼の連続鋳造方法。
Vc×(40/k)2≦L≦Vc×(60/k)2 (1)
ここで、Vcは、鋳片引き抜き速度[m/分]であり、kは、鋳造する鋼種の凝固定数[mm/分1/2]であり、Lは、前記湾曲型連続鋳造機の中央線に沿う前記鋳型中の溶鋼湯面からの距離[m]であり、定数40または60は、凝固シェルの厚み[mm]である。
Vc×(40/k)2≦L≦Vc×(60/k)2 (1)
電磁攪拌装置3は、コイルの中心が吐出口の高さとなるように配置した。電磁攪拌装置3に供給する電流は、磁束密度が0.06T、電流値が600Aで、周波数が3.0Hzの交流とした。
3 電磁攪拌装置(本発明)
3a 磁場印加領域
6 電磁攪拌装置(本発明)
8 攪拌流れ(旋回流)
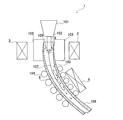
100 湾曲型連続鋳造機(従来技術)
101 タンディッシュ
102 浸漬ノズル
103 鋳型
104 ロール
105 凝固シェル
106 電磁攪拌装置(従来技術)
107 溶鋼流
108 攪拌流れ
109 アルゴン気泡
Claims (1)
- 湾曲型連続鋳造機の鋳型に浸漬ノズルから溶鋼を注入し、前記鋳型を冷却して凝固シェルを形成し、該凝固シェルを引き抜いて鋳片を製造する鋼の連続鋳造方法であって、
水平面に対して0°〜10°の角度下方に向けて前記溶鋼を流出させる吐出孔が前記浸漬ノズルに設けられ、
前記吐出孔から流出している溶鋼に、電磁攪拌装置で水平方向に沿った流れを発生させ、
前記鋳型中の溶鋼湯面から、前記湾曲型連続鋳造機の中央線に沿って下記(1)式を満足する距離L分離れたいずれかの位置の鋳片内の溶鋼に、前記電磁攪拌装置とは別の電磁攪拌装置で流れを発生させることを特徴とする鋼の連続鋳造方法。
Vc×(40/k)2≦L≦Vc×(60/k)2 (1)
ここで、Vcは、鋳片引き抜き速度[m/分]であり、
kは、鋳造する鋼種の凝固定数[mm/分1/2]であり、
Lは、前記湾曲型連続鋳造機の中央線に沿う前記鋳型中の溶鋼湯面からの距離[m]であり、
定数40または60は、凝固シェルの厚み[mm]である。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015049191A JP6287901B2 (ja) | 2015-03-12 | 2015-03-12 | 鋼の連続鋳造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015049191A JP6287901B2 (ja) | 2015-03-12 | 2015-03-12 | 鋼の連続鋳造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016168603A JP2016168603A (ja) | 2016-09-23 |
| JP6287901B2 true JP6287901B2 (ja) | 2018-03-07 |
Family
ID=56982846
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015049191A Active JP6287901B2 (ja) | 2015-03-12 | 2015-03-12 | 鋼の連続鋳造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6287901B2 (ja) |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59159257A (ja) * | 1983-02-28 | 1984-09-08 | Kobe Steel Ltd | 連続鋳造法による中・高炭素キルド鋼の製造方法 |
| JPS60238071A (ja) * | 1984-05-11 | 1985-11-26 | Kobe Steel Ltd | 連続鋳造機の二次冷却帯における電磁攪拌方法 |
| JP3375862B2 (ja) * | 1997-09-19 | 2003-02-10 | 新日本製鐵株式会社 | ブローホールの発生しない極低炭素鋼の製造方法 |
| JPH11320052A (ja) * | 1998-05-20 | 1999-11-24 | Nippon Steel Corp | 連続鋳造における溶鋼流動の制御方法 |
| JP4203167B2 (ja) * | 1999-01-11 | 2008-12-24 | 新日本製鐵株式会社 | 溶鋼の連続鋳造方法 |
| JP4216659B2 (ja) * | 2003-06-27 | 2009-01-28 | 新日本製鐵株式会社 | 溶鋼の連続鋳造方法 |
| JP5073531B2 (ja) * | 2007-04-10 | 2012-11-14 | 新日本製鐵株式会社 | スラブの連続鋳造装置及びその連続鋳造方法 |
-
2015
- 2015-03-12 JP JP2015049191A patent/JP6287901B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2016168603A (ja) | 2016-09-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6129435B1 (ja) | 連続鋳造法 | |
| CN107107175A (zh) | 钢的连续铸造方法 | |
| WO2008126928A1 (ja) | スラブの連続鋳造装置およびその連続鋳造方法 | |
| CN108025354B (zh) | 板坯的连续铸造方法 | |
| JP6287901B2 (ja) | 鋼の連続鋳造方法 | |
| JP2005152954A (ja) | 極低炭素鋼のスラブ連続鋳造方法 | |
| CN110573271B (zh) | 钢的连续铸造方法 | |
| JP4912945B2 (ja) | 連続鋳造鋳片の製造方法 | |
| US11027331B2 (en) | Molding facility | |
| JP5044981B2 (ja) | 鋼の連続鋳造方法 | |
| JP4553639B2 (ja) | 連続鋳造方法 | |
| JP4714624B2 (ja) | 鋳型内溶鋼の電磁撹拌方法 | |
| JP5443203B2 (ja) | 空冷帯に配置されるロールの冷却方法を用いた連続鋳造方法 | |
| JP6497200B2 (ja) | ストリップ鋳造装置用浸漬ノズルおよびストリップ鋳造装置 | |
| JP6484856B2 (ja) | 連続鋳造用鋳型 | |
| JP7256386B2 (ja) | 連続鋳造方法 | |
| JP4983320B2 (ja) | 鋼の連続鋳造方法及び装置 | |
| JP7200722B2 (ja) | 湾曲型連続鋳造装置における鋳型内流動制御方法 | |
| JP5791234B2 (ja) | 鋼鋳片の連続鋳造方法 | |
| JP7200811B2 (ja) | 鋼の連続鋳造方法 | |
| JP7265129B2 (ja) | 連続鋳造方法 | |
| JP2022165468A (ja) | 炭素鋼鋳片の連続鋳造方法 | |
| JP5359653B2 (ja) | 鋼の連続鋳造方法 | |
| JP5018144B2 (ja) | 鋼の連続鋳造方法 | |
| JP2016150343A (ja) | 鋼の連続鋳造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20161025 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170804 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170822 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180109 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180122 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6287901 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |