JP6897720B2 - 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 - Google Patents
真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 Download PDFInfo
- Publication number
- JP6897720B2 JP6897720B2 JP2019120493A JP2019120493A JP6897720B2 JP 6897720 B2 JP6897720 B2 JP 6897720B2 JP 2019120493 A JP2019120493 A JP 2019120493A JP 2019120493 A JP2019120493 A JP 2019120493A JP 6897720 B2 JP6897720 B2 JP 6897720B2
- Authority
- JP
- Japan
- Prior art keywords
- heat insulating
- film
- vacuum heat
- insulating material
- outer packaging
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L59/00—Thermal insulation in general
- F16L59/06—Arrangements using an air layer or vacuum
- F16L59/065—Arrangements using an air layer or vacuum using vacuum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/16—Layered products comprising a layer of synthetic resin specially treated, e.g. irradiated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/065—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of foam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/14—Layered products comprising a layer of synthetic resin next to a particulate layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/306—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl acetate or vinyl alcohol (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form
- B32B3/02—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by features of form at particular places, e.g. in edge regions
- B32B3/04—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by features of form at particular places, e.g. in edge regions characterised by at least one layer folded at the edge, e.g. over another layer ; characterised by at least one layer enveloping or enclosing a material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/16—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer formed of particles, e.g. chips, powder or granules
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/18—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/027—Thermal properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B9/00—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00
- B32B9/005—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00 comprising one layer of ceramic material, e.g. porcelain, ceramic tile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B9/00—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00
- B32B9/04—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00 comprising such particular substance as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B9/045—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00 comprising such particular substance as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D65/00—Wrappers or flexible covers; Packaging materials of special type or form
- B65D65/38—Packaging materials of special type or form
- B65D65/40—Applications of laminates for particular packaging purposes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/02—2 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/03—3 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/04—4 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/44—Number of layers variable across the laminate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/20—Inorganic coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/24—Organic non-macromolecular coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/28—Multiple coating on one surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2270/00—Resin or rubber layer containing a blend of at least two different polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/304—Insulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/31—Heat sealable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
- B32B2307/7244—Oxygen barrier
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
- B32B2307/7246—Water vapor barrier
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2553/00—Packaging equipment or accessories not otherwise provided for
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2565/00—Wrappers or flexible covers; Packaging materials of special type or form
- B65D2565/38—Packaging materials of special type or form
- B65D2565/381—Details of packaging materials of special type or form
- B65D2565/387—Materials used as gas barriers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2565/00—Wrappers or flexible covers; Packaging materials of special type or form
- B65D2565/38—Packaging materials of special type or form
- B65D2565/381—Details of packaging materials of special type or form
- B65D2565/388—Materials used for their gas-permeability
Description
以下、本開示の真空断熱材用外包材、真空断熱材、および真空断熱材付き物品についてそれぞれ説明する。
I.第一実施形態
本実施形態の真空断熱材用外包材は、熱溶着可能なフィルムと、EVOHおよびPVAの少なくとも一方を有する樹脂層(以下、酸素バリア性樹脂層とする場合がある。)と、樹脂基材および上記樹脂基材の少なくとも一方の主面に配置された無機膜を有するガスバリアフィルムと、を有する真空断熱材用外包材であって、上記熱溶着可能なフィルムと上記ガスバリアフィルムとの間に、上記酸素バリア性樹脂層が配置され、上記真空断熱材用外包材の水蒸気透過度が0.03g/(m2・day)以下であり、上記真空断熱材用外包材には、金属層が配置されていないことを特徴とする。
1.ガスバリアフィルム
本実施形態の真空断熱材用外包材は、酸素バリア性樹脂層の、熱溶着可能なフィルムが配置された側とは反対側に、樹脂基材および上記樹脂基材の少なくとも一方の主面に配置された無機膜を有するガスバリアフィルムが1以上、好ましくは2以上配置される。すなわち、無機膜を有する1以上、好ましくは2以上のガスバリアフィルムと、熱溶着可能なフィルムとの間に上記酸素バリア性樹脂層が配置されている。
なお、以下の説明において、上記酸素バリア性樹脂層に対し、熱溶着可能なフィルムが配置された側とは反対側に配置された上記ガスバリアフィルムを、外側ガスバリアフィルムとする場合がある。
なお、以下の説明において、酸素バリア性樹脂層と熱溶着可能なフィルムとの間に配置された、上記ガスバリアフィルムを、内側ガスバリアフィルムとする場合がある。
ガスバリアフィルムに含まれる無機膜は、金属箔や金属薄膜等の金属層以外の層であり、無機化合物膜や、M−O−P結合(ここで、Mは金属原子を示し、Oは酸素原子を示し、Pはリン原子を示す。)を有する膜、ポリカルボン酸系重合体の多価金属塩を含む膜等が挙げられる。
ガスバリアフィルムは、無機膜の一方の主面には、無機膜を支持するための樹脂基材が配置されている。樹脂基材としては、例えば、樹脂製のフィルム等が好適に用いられる。樹脂基材が樹脂製のフィルムである場合、上記樹脂製のフィルムは未延伸であってもよく、一軸または二軸延伸されたものであってもよい。上記樹脂基材は透明性を有していてもよく有さなくてもよい。
また、本実施形態の真空断熱材用外包材におけるガスバリアフィルム、特に、外側ガスバリアフィルムは、無機膜の一方の主面に形成されたオーバーコート層を更に有することが好ましい。オーバーコート層としては、後述する「A.真空断熱材用外包材 IV.第四実施形態 1.ガスバリアフィルム (b)オーバーコート層」と同様のものが挙げられる。
本実施形態の真空断熱材用外包材は、酸素バリア性樹脂層、すなわちEVOHおよびPVAの少なくとも一方を有する樹脂層を有する。EVOHおよびPVAは、親水基を含有する親水性樹脂であり、酸素に対する高いバリア性を発揮するものである。
酸素バリア性樹脂層表面に配置される無機膜、オーバーコート層としては、金属箔や金属薄膜等の金属層以外の膜であり、上述した「1.ガスバリアフィルム (a)無機膜」や、後述する「A.真空断熱材用外包材 IV.第四実施形態 1.ガスバリアフィルム (b)オーバーコート層」と同様のものが挙げられる。
本実施形態の真空断熱材用外包材は、一方の主面側に熱溶着可能な層が配置されている。このような熱溶着可能なフィルムは、加熱により溶着可能なフィルムである。上記熱溶着可能なフィルムは、真空断熱材用外包材の厚み方向の一方の表面を担う部材であり、本実施形態の真空断熱材用外包材を用いて真空断熱材を作製する際に芯材と接し、また、芯材を封止する際に、対向する真空断熱材用外包材同士の端部を接合する部材である。
本実施形態の真空断熱材用外包材は、水蒸気透過度が0.03g/(m2・day)以下であるが、中でも0.01(m2・day)以下であることが好ましい。このように本実施形態の真空断熱材用外包材は、優れた水蒸気ガスバリア性能を有する。
水蒸気透過度は、ISO 15106−5:2015(差圧法)に準拠して、温度40℃、相対湿度差90%RHの条件で測定した値とすることができる。
本実施形態の真空断熱材用外包材は、上記ガスバリアフィルムと上記ガスバリアフィルムとの間、上記ガスバリアフィルムと上記酸素バリア性樹脂層との間、上記酸素バリア性樹脂層と上記熱溶着可能なフィルムとの間等に、接着剤層を有していてもよい。上記接着剤層の材料としては、従来公知の感圧性接着剤、熱可塑性接着剤、硬化性接着剤等を用いることができる。
本実施形態の真空断熱材用外包材は、熱溶着可能なフィルムと、酸素バリア性樹脂層と、樹脂基材および上記樹脂基材の少なくとも一方の主面に配置された無機膜を有するガスバリアフィルムと、を有する真空断熱材用外包材であって、上記熱溶着可能なフィルムと上記ガスバリアフィルムとの間に、上記酸素バリア性樹脂層が配置され、上記樹脂層の上記熱溶着可能なフィルムと反対側に配置された上記ガスバリアフィルムの上記無機膜が、アルミナ、シリカ、又はこれらの混合物から構成されるものであり、上記真空断熱材用外包材は、金属層が配置されていないことを特徴とするものである。なお、以下、アルミナ、シリカ、又はこれらの混合物から構成される無機膜を高バリア性化合物膜と称する場合がある。
(a)無機膜
本実施形態において、少なくとも1の外側ガスバリアフィルムに含まれる無機膜は、高バリア性化合物膜、すなわち、アルミナ、シリカ、又はこれらの混合物から構成される無機化合物膜である。ここで、上記高バリア性化合物膜は、上述した無機化合物で構成されるものであれば、特に限定されるものではないが、好ましくは、アルミニウム、ケイ素、酸素及び炭素以外の不純物が、原子数比率で5at%以下であることが好ましい。上記原子数比率はX線光電子分光分析(XPS)により測定することができる。X線光電子分光計としては、例えばThermo社製のTheta−Probeを用いることができる。
本実施形態におけるガスバリアフィルムは、第一実施形態のガスバリアフィルムと同様に、樹脂基材、およびオーバーコート層を有するものとすることができる。特に、外側ガスバリアフィルムは、オーバーコート層をさらに有するものであることが好ましい。これらについては、「A.真空断熱材用外包材 I.第一実施形態 1.ガスバリアフィルム(b)樹脂基材」、後述する「A.真空断熱材用外包材 IV.第四実施形態 1.ガスバリアフィルム (b)オーバーコート層」と同様のものが挙げられる。
本実施形態の真空断熱材用外包材は、酸素バリア性樹脂層を有する。上記酸素バリア性樹脂に含まれるEVOH、およびPVAは、親水基を含有する親水性樹脂であり、酸素に対する高いバリア性を発揮するためである。
本実施形態の真空断熱材用外包材は、一方の主面側に熱溶着可能な層が配置されている。熱溶着可能なフィルムとしては、「A.真空断熱材用外包材 I.第一実施形態 3.熱溶着可能なフィルム」と同様のものが挙げられる。
本実施形態の真空断熱材用外包材は、第一実施形態の真空断熱材用外包材と同様に、接着剤層を有するものとすることができる。これらについては、「A.真空断熱材用外包材 I.第一実施形態 5.任意の構成」と同様のものが挙げられる。
本実施形態の真空断熱材用外包材は、優れたガスバリア性能を有する。ガスバリア性能とは、酸素透過度で規定される酸素バリア性能、水蒸気透過度で規定される水蒸気バリア性能をいう。
具体的には、上述した「A.真空断熱材用外包材 I.第一実施形態 4.特性」と同様のガスバリア性能とすることができる。
特に、水蒸気透過度を、0.03g/(m2・day)以下、中でも、0.01(m2・day)以下とすることができる。
本実施形態の真空断熱材用外包材は、熱溶着可能なフィルムと、酸素バリア性樹脂層と、樹脂基材および上記樹脂基材の少なくとも一方の主面に配置された無機膜を有するガスバリアフィルムと、を有する真空断熱材用外包材であって、上記熱溶着可能なフィルムと2以上の上記ガスバリアフィルムとの間に、上記酸素バリア性樹脂層が配置され、上記真空断熱材用外包材は、金属層が配置されていないことを特徴とする。
本実施形態の真空断熱材用外包材は、無機膜を有する2以上のガスバリアフィルムを有し、無機膜を有する2以上のガスバリアフィルムと、熱溶着可能なフィルムとの間に、酸素バリア性樹脂層が配置されている。
無機膜としては、上述した「A.真空断熱材用外包材 I.第一実施形態 1.ガスバリアフィルム (a)無機膜」と同様のものが挙げられる。
特に、2以上の外側ガスバリアフィルムにおける無機膜は、上述した高バリア性化合物膜であることが好ましい。
本実施形態におけるガスバリアフィルムは、第一実施形態のガスバリアフィルムと同様に、樹脂基材、およびオーバーコート層を有するものとすることができる。特に、外側ガスバリアフィルムは、オーバーコート層をさらに有するものであることが好ましい。これらについては、「A.真空断熱材用外包材 I.第一実施形態 1.ガスバリアフィルム (b)樹脂基材」、後述する「A.真空断熱材用外包材 IV.第四実施形態 1.ガスバリアフィルム (b)オーバーコート層」と同様のものが挙げられる。
本実施形態の真空断熱材用外包材は、酸素バリア性樹脂層を有する。上記酸素バリア性樹脂層に含まれるEVOH、およびPVAは、親水基を含有する親水性樹脂であり、酸素に対する高いバリア性を発揮するためである。
本実施形態の真空断熱材用外包材は、一方の主面側に熱溶着可能な層が配置されている。熱溶着可能なフィルムとしては、「A.真空断熱材用外包材 I.第一実施形態 3.熱溶着可能なフィルム」と同様のものが挙げられる。
本実施形態の真空断熱材用外包材は、第一実施形態の真空断熱材用外包材と同様に、接着剤層を有するものとすることができる。これらについては、「A.真空断熱材用外包材 I.第一実施形態 5.任意の構成」と同様のものが挙げられる。
本実施形態の真空断熱材用外包材は、優れたガスバリア性能を有する。ガスバリア性能とは、酸素透過度で規定される酸素バリア性能、水蒸気透過度で規定される水蒸気バリア性能をいう。
具体的には、上述した「I.第一実施形態 A.真空断熱材用外包材 4.特性」と同様のガスバリア性能とすることができる。
特に、水蒸気透過度を、0.03g/(m2・day)以下、中でも、0.01(m2・day)以下とすることができる。
本実施形態の真空断熱材用外包材は、熱溶着可能なフィルムと、酸素バリア性樹脂層と、樹脂基材および上記樹脂基材の少なくとも一方の主面に配置された無機膜を有するガスバリアフィルムと、を有する真空断熱材用外包材であって、上記熱溶着可能なフィルムと上記ガスバリアフィルムとの間に、上記酸素バリア性樹脂層が配置され、上記酸素バリア性樹脂層の上記熱溶着可能なフィルムと反対側に配置された上記ガスバリアフィルムは、上記無機膜の上記樹脂基材とは反対側の主面に配置されたオーバーコート層を有するものであり、上記真空断熱材用外包材は、金属層が配置されていないことを特徴とする。
本実施形態の真空断熱材用外包材は、無機膜及びオーバーコート層を有する1以上のガスバリアフィルムと、熱溶着可能なフィルムとの間に、酸素バリア性樹脂層が配置されている。
無機膜としては、上述した「A.真空断熱材用外包材 I.第一実施形態 1.ガスバリアフィルム (a)無機膜」と同様のものが挙げられる。
特に、外側ガスバリアフィルムにおける無機膜は、上述した高バリア性化合物であることが好ましい。
本実施形態において、少なくとも1以上の外側ガスバリアフィルムは、無機膜の一方の主面に形成されたオーバーコート層をさらに有する。オーバーコート層は、無機膜の樹脂基材とは反対側の面に形成され、一般にバリアコート剤やオーバーコート剤として用いられている材料を用いることができる。オーバーコート層としては、無機物を含まない有機物のみからなるものでもよいが、特には、無機物及び有機物の混合物からなるオーバーコート層が好ましい。無機物を含まないものに比べて水蒸気バリア性能が高いためである。無機物は、無機フィラーや、ゾルゲル化合物中のアルコキシド成分が挙げられる。以下、オーバーコート層を、フィラーを含有しないフィラー非含有オーバーコート層と、フィラーを含有するフィラー含有オーバーコート層とに分けて説明する。
群から選択される少なくとも1つの元素を含む粘土鉱物とすることができる。
の添加剤を含むことができる。
本実施形態におけるガスバリアフィルムは、第一実施形態のガスバリアフィルムと同様に、樹脂基材を有するものとすることができる。樹脂基材は、「A.真空断熱材用外包材 I.第一実施形態 1.ガスバリアフィルム(b)樹脂基材」と同様のものが挙げられる。
本実施形態においては、ガスバリアフィルムは、通常、樹脂基材、無機膜、およびオーバーコート層をこの順に含む。1以上の外側ガスバリアフィルムは、樹脂基材よりもオーバーコート層が、酸素バリア性樹脂層側となる向きに配置されることが好ましい。特に、樹脂層に最も近い外側ガスバリアフィルムにおける無機膜が、オーバーコート層を介して(樹脂基材を介さずに)、樹脂層に対向して配置されていることが好ましい。
本実施形態の真空断熱材用外包材は、酸素バリア性樹脂層を有する。酸素バリア性樹脂層に含まれるEVOH、およびPVAは、親水基を含有する親水性樹脂であり、酸素に対する高いバリア性を発揮するためである。
本実施形態の真空断熱材用外包材は、一方の主面側に熱溶着可能な層が配置されている。熱溶着可能なフィルムとしては、「A.真空断熱材用外包材 I.第一実施形態 3.熱溶着可能なフィルム」と同様のものが挙げられる。
本実施形態の真空断熱材用外包材は、第一実施形態の真空断熱材用外包材と同様に、接着剤層を有するものとすることができる。これらについては、「A.真空断熱材用外包材 I.第一実施形態 5.任意の構成」と同様のものが挙げられる。
本実施形態の真空断熱材用外包材は、優れたガスバリア性能を有する。ガスバリア性能とは、酸素透過度で規定される酸素バリア性能、水蒸気透過度で規定される水蒸気バリア性能をいう。
具体的には、上述した「I.第一実施形態 A.真空断熱材用外包材 4.特性」と同様のガスバリア性能とすることができる。
特に、水蒸気透過度を、0.03g/(m2・day)以下、中でも、0.01(m2・day)以下とすることができる。
上記第一実施形態、第二実施形態、第三実施形態、および第四実施形態で説明した本開示の真空断熱材用外包材は、いずれも、金属層が配置されていないものであるため、電波透過性を有する。ここで、電波透過性を有するとは、真空断熱材で覆われた区画内の機器が、外部との電波による接触が可能な程度の電波透過性を有すれば特に限定されるものではないが、例えば、300MHz〜30GHzの範囲における電磁波シールド性が10dB以下であることが好ましい。電波透過性の測定方法としては、遠方界測定により測定することができる。具体的には、一方の電波暗室に送信アンテナ、他方の電波暗室に受信アンテナを配置し、これら二つを仕切る壁窓にシールド材を配置して評価することができる。
本開示の真空断熱材用外包材が透明性を有する場合、上記真空断熱材用外包材を用いた真空断熱材は、その内部の視認が可能となる。このため、真空断熱材の内部に芯材と共に検知剤を入れることで、検知剤の変化から内部の真空状態を目視で確認することが可能となる。
本開示の真空断熱材は、芯材と、上記芯材を封入する外包材とを有する真空断熱材であって、上記外包材が上述した「A.真空断熱材用外包材」の項で説明したものであることを特徴とするものである。
以下、本開示の真空断熱材について、構成ごとに説明する。
本開示における真空断熱材用外包材は、芯材を封入する部材であり、上述の「A.真空断熱材用外包材」の項で説明した真空断熱材用外包材と同じであるため、ここでの説明は省略する。
本開示における芯材は、真空断熱材用外包材により封入される部材である。なお、封入されるとは、真空断熱材用外包材を用いて形成された袋体の内部に密封されることをいうものである。
本開示の真空断熱材は、真空断熱材用外包材の内部に芯材が封入され、上記内部が減圧されて真空状態となっている。真空断熱材内部の真空度は、例えば5Pa以下であることが好ましい。内部に残存する空気の対流による熱伝導を低くすることができ、優れた断熱性を発揮することが可能となるからである。
本開示の真空断熱材付き物品は、熱絶縁領域を有する物品および真空断熱材を備える真空断熱材付き物品であって、上記真空断熱材が、芯材と、芯材が封入された外包材とを有し、上記外包材が、上述の「A.真空断熱材用外包材」の項で説明した真空断熱材用外包材である。
実施例および比較例の真空断熱材用外包材を構成する部材及び接着剤を、以下および表1に示す。
(ガスバリアフィルム)
・ガスバリアフィルムA:PETフィルム(膜厚:12μm)の片面にアルミナを蒸着したフィルムの蒸着膜上に下記オーバーコート層Aを設けたフィルム(大日本印刷社製 IB−PET−PXB)
・ガスバリアフィルムB:PETフィルム(膜厚:12μm)の片面にシリカを蒸着したフィルムの蒸着膜上に下記オーバーコート層Aを設けたフィルム(大日本印刷社製 IB−PET−UB)
・ガスバリアフィルムD:ホローカソードプラズマ源によるプラズマ処理後のPETフィルム(膜厚:12μm)の片面にアルミナを蒸着したフィルムの蒸着膜上に下記オーバーコート層Aを設けたフィルム
・ガスバリアフィルムE:ホローカソードプラズマ源によるプラズマ処理後のPETフィルム(膜厚:12μm)の片面にアルミナを蒸着したフィルムの蒸着膜
・ガスバリアフィルムF: PETフィルム(膜厚:12μm)の片面にアルミナを蒸着したフィルムの蒸着膜
・ガスバリアフィルムG:エチレン−ビニルアルコール共重合体(EVOH)フィルム(クラレ社製 EF−F、厚み12μm)
・ガスバリアフィルムH:金属アルミニウム(Al)膜が片面に蒸着されたエチレン−ビニルアルコール共重合体(EVOH)フィルム(クラレ社製 VM−XL、厚み12μm)
・オーバーコート層A
下記に示す組成に従い調製したA液(ポリビニルアルコール、イソプロピルアルコールおよび水からなる混合液)に、下記に示す組成に従い予め調製したB液(テトラエトキシシラン(TEOS)、イソプロピルアルコール、塩酸およびイオン交換水からなる加水分解液)を加えて撹拌し、ゾルゲル法により無色透明のオーバーコート層用組成物を得た。
被塗布対象であるガスバリア膜上に、上記オーバーコート層用組成物をグラビアコート法によりコーティングし、次いで、120℃、140℃および150℃で各20秒間加熱処理して、必要とされる厚みのオーバーコート層を形成し、55℃で1週間エージングして、珪素元素と酸素元素とポリビニルアルコール樹脂とを含有する混合化合物層であるオーバーコート層Aを得た。
(A液)
・ポリビニルアルコール: 1.81質量%
・イソプロピルアルコール: 39.80質量%
・水: 2.09質量%
(B液)
・テトラエトキシシラン: 21.49質量%
・イソプロピルアルコール: 5.03質量%
・0.5N塩酸水溶液: 0.69質量%
・イオン交換水: 29.10質量%
(*A液とB液とを合わせて100質量%とした)
・熱溶着可能なフィルムA:直鎖状低密度ポリエチレンフィルム(三井化学東セロ社製
商品名:TUX HC−E 、厚み50μm)
・接着剤A:ポリエステルポリオールを主成分とする主剤(ロックペイント社製 製品名:RU−77T)、脂肪族系イソシアネートを含む硬化剤(ロックペイント社製 製品名:H−7)、および酢酸エチルの溶剤を、重量配合比で主剤:硬化剤:溶剤=10:1:14となるように混合した2液硬化型接着剤
[実施例1]
1層目としてガスバリアフィルムA、2層目としてガスバリアフィルムA、3層目としてガスバリアフィルムG、4層目として熱溶着可能なフィルムAをこの順に有する真空断熱材用外包材を得た。1層目のガスバリアフィルムAのオーバーコート層が2層目のガスバリアフィルムA側となるように配置した。2層目のガスバリアフィルムAのオーバーコート層が3層目のガスバリアフィルムG側となるように配置した。
各層間は、接着剤Aを一方の部材の被着面に塗布量3g/m2となるように塗布して接着層を形成し、接着層上に他方の部材を配置して加圧して接着した。
1層目としてガスバリアフィルムC、2層目としてガスバリアフィルムC、3層目としてガスバリアフィルムG、4層目として熱溶着可能なフィルムAをこの順に有する真空断熱材用外包材を得た。1層目のガスバリアフィルムCのオーバーコート層が2層目のガスバリアフィルムC側となるように配置した。2層目のガスバリアフィルムCのオーバーコート層が3層目のガスバリアフィルムG側となるように配置した。各層間の接着は実施例1と同様に行った。
1層目としてガスバリアフィルムD、2層目としてガスバリアフィルムD、3層目としてガスバリアフィルムG、4層目として熱溶着可能なフィルムAをこの順に有する真空断熱材用外包材を得た。1層目のガスバリアフィルムDのオーバーコート層が2層目のガスバリアフィルムD側となるように配置した。2層目のガスバリアフィルムDのオーバーコート層が3層目のガスバリアフィルムG側となるように配置した。各層間の接着は実施例1と同様に行った。
1層目としてガスバリアフィルムA、2層目としてガスバリアフィルムB、3層目としてガスバリアフィルムG、4層目として熱溶着可能なフィルムAをこの順に有する真空断熱材用外包材を得た。1層目のガスバリアフィルムAのオーバーコート層が2層目のガスバリアフィルムB側となるように配置した。2層目のガスバリアフィルムBのオーバーコート層が3層目のガスバリアフィルムG側となるように配置した。各層間の接着は実施例1と同様に行った。
1層目としてガスバリアフィルムE、2層目としてガスバリアフィルムE、3層目としてガスバリアフィルムG、4層目として熱溶着可能なフィルムAをこの順に有する真空断熱材用外包材を得た。1層目のガスバリアフィルムEのアルミナ蒸着層が2層目のガスバリアフィルムE側となるように配置した。2層目のガスバリアフィルムEのアルミナ蒸着層が3層目のガスバリアフィルムG側となるように配置した。各層間の接着は実施例1と同様に行った。
1層目としてガスバリアフィルムF、2層目としてガスバリアフィルムF、3層目としてガスバリアフィルムH、4層目として熱溶着可能なフィルムAをこの順に有する真空断熱材用外包材を得た。1層目のガスバリアフィルムFのアルミナ蒸着層が2層目のガスバリアフィルムF側となるように配置した。2層目のガスバリアフィルムFのアルミナ蒸着層が3層目のガスバリアフィルムH側となるように配置した。3層目のガスバリアフィルムHのアルミ蒸着層が2層目のガスバリアフィルムF側となるように配置した。各層間の接着は実施例1と同様に行った。
1層目としてガスバリアフィルムA、2層目としてガスバリアフィルムA、3層目としてガスバリアフィルムA、4層目として熱溶着可能なフィルムAをこの順に有する真空断熱材用外包材を得た。1層目のガスバリアフィルムAのオーバーコート層が2層目のガスバリアフィルムA側となるように配置した。2層目のガスバリアフィルムAのオーバーコート層が3層目のガスバリアフィルムA側となるように配置した。3層目のガスバリアフィルムAのオーバーコート層が2層目のガスバリアフィルムA側となるように配置した。各層間の接着は実施例1と同様に行った。

実施例1〜5、比較例1〜2で得た各真空断熱材用外包材についてサンプルを取り出し、上記「A.真空断熱材用外包材 I.第一実施形態 4.特性」の項で説明した方法および条件により、温度40℃、相対湿度差90%RHの条件で酸素透過度を測定した。結果を表2中に示す。
実施例1〜5、比較例1〜2で得られた真空断熱材用外包材(寸法:360mm×450mm)を2枚準備し、熱溶着可能なフィルム同士が向き合う様にして2枚重ねて、四辺形の三辺をヒートシールして一辺のみが開口した袋体を作成した。芯材として300mm×300mm×30mmのグラスウールを用い、乾燥処理を行った後、袋体に、芯材、および10gの乾燥剤(酸化カルシウム)を収納して、袋体内部を排気した。その後、袋体の開口部分をヒートシールにより密封して真空断熱材を得た。到達圧力は0.05Paとした。
真空断熱材の熱伝導率は、上記「B.真空断熱材」の項で説明した方法および条件に従い測定した。測定は、70℃90%RHの状態で2週間の劣化試験後のものとを測定した。結果を表2に示す。
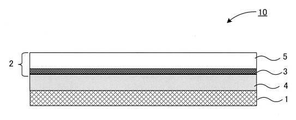
2 … ガスバリアフィルム
3 … 無機膜
4 … 酸素バリア性樹脂層
5 … 樹脂基材
10 … 真空断熱材用外包材
11 … 芯材
20 …真空断熱材
Claims (8)
- 熱溶着可能なフィルムと、エチレン−ビニルアルコール共重合体およびポリビニルアルコールの少なくとも一方を有する樹脂層と、樹脂基材および前記樹脂基材の少なくとも一方の主面に配置された無機膜を有するガスバリアフィルムと、を有する真空断熱材用外包材であって、
前記熱溶着可能なフィルムと前記ガスバリアフィルムとの間に、前記樹脂層が配置され、
前記樹脂層の前記熱溶着可能なフィルムと反対側に配置された前記ガスバリアフィルムは、前記無機膜の前記樹脂基材とは反対側の主面に配置されたオーバーコート層を有するものであり、
前記無機膜が、アルミナ、シリカ、又はこれらの混合物から構成されており、
前記真空断熱材用外包材は、金属層が配置されていない、真空断熱材用外包材。 - 前記真空断熱材に含まれる全ての前記ガスバリアフィルムは、前記樹脂層の前記熱溶着可能なフィルムが配置された側と反対側に配置されている、請求項1に記載の真空断熱材用外包材。
- 前記真空断熱材用外包材は、水蒸気透過度が0.03g/(m2・day)以下である、請求項1または請求項2に記載の真空断熱材用外包材。
- 前記樹脂層の前記熱溶着可能なフィルムが配置された側と反対側に、前記ガスバリアフィルムが2以上配置されている、請求項1から請求項3までのいずれかの請求項に記載の真空断熱材用外包材。
- 前記2以上配置されている前記ガスバリアフィルムのうちの、少なくとも2つのガスバリアフィルムの無機膜がアルミナで構成されている、請求項4に記載の真空断熱材用外包材。
- 前記樹脂層が、エチレン−ビニルアルコール共重合体である、請求項1から請求項5までのいずれかの請求項に記載の真空断熱材用外包材。
- 芯材と、前記芯材が封入された外包材とを有する真空断熱材であって、
前記外包材が、請求項1から請求項6までのいずれかに記載の真空断熱用外包材である、真空断熱材。 - 熱絶縁領域を有する物品および真空断熱材を備える真空断熱材付き物品であって、
前記真空断熱材は、芯材と、前記芯材が封入された外包材とを有し、
前記外包材が、請求項1から請求項6までのいずれかに記載の真空断熱用外包材である、真空断熱材付き物品。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019120493A JP6897720B2 (ja) | 2019-06-27 | 2019-06-27 | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 |
| PCT/JP2020/025372 WO2020262665A1 (ja) | 2019-06-27 | 2020-06-26 | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 |
| EP20832793.2A EP4001730A4 (en) | 2019-06-27 | 2020-06-26 | OUTER PACKAGING MATERIAL FOR VACUUM HEAT INSULATION, VACUUM HEAT INSULATION MATERIAL AND ITEMS WITH VACUUM HEAT INSULATION MATERIAL |
| US17/622,282 US20220339917A1 (en) | 2019-06-27 | 2020-06-26 | Outer packing material for vacuum insulation material, vacuum insulation material, and article provided with vacuum insulation material |
| CN202080059155.6A CN114269559A (zh) | 2019-06-27 | 2020-06-26 | 真空隔热材料用外包装材料、真空隔热材料和带真空隔热材料的物品 |
| JP2021093487A JP2021156437A (ja) | 2019-06-27 | 2021-06-03 | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019120493A JP6897720B2 (ja) | 2019-06-27 | 2019-06-27 | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021093487A Division JP2021156437A (ja) | 2019-06-27 | 2021-06-03 | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2021006722A JP2021006722A (ja) | 2021-01-21 |
| JP2021006722A5 JP2021006722A5 (ja) | 2021-03-04 |
| JP6897720B2 true JP6897720B2 (ja) | 2021-07-07 |
Family
ID=74061732
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019120493A Active JP6897720B2 (ja) | 2019-06-27 | 2019-06-27 | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 |
| JP2021093487A Pending JP2021156437A (ja) | 2019-06-27 | 2021-06-03 | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021093487A Pending JP2021156437A (ja) | 2019-06-27 | 2021-06-03 | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20220339917A1 (ja) |
| EP (1) | EP4001730A4 (ja) |
| JP (2) | JP6897720B2 (ja) |
| CN (1) | CN114269559A (ja) |
| WO (1) | WO2020262665A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7279348B2 (ja) * | 2018-11-29 | 2023-05-23 | 大日本印刷株式会社 | 断熱容器、内容物入り断熱容器及び断熱容器の組合体 |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19915311A1 (de) * | 1999-04-03 | 2000-10-05 | Bayer Ag | Vakuum Isolier Paneele |
| JP2002225170A (ja) * | 2001-01-30 | 2002-08-14 | Matsushita Electric Ind Co Ltd | 気体遮蔽性フィルム、その製造方法およびそれを用いた真空断熱体 |
| JP3482408B2 (ja) | 2002-03-11 | 2003-12-22 | 松下冷機株式会社 | 真空断熱材、および真空断熱材を使用した冷蔵庫 |
| JP2008195447A (ja) * | 2007-02-16 | 2008-08-28 | Reiko Co Ltd | ガスバリア性に優れた包装用フイルム |
| JP5568897B2 (ja) | 2009-06-11 | 2014-08-13 | 大日本印刷株式会社 | 真空断熱材用ガスバリア性積層フィルム、真空断熱材、家電および家屋 |
| JP4961054B2 (ja) | 2010-03-30 | 2012-06-27 | 株式会社クラレ | 複合構造体、それを用いた包装材料および成形品、複合構造体の製造方法、ならびにコーティング液 |
| JP5761950B2 (ja) * | 2010-10-01 | 2015-08-12 | 富士フイルム株式会社 | 輸液バックおよび外装用フィルム |
| TWI405666B (zh) * | 2010-12-09 | 2013-08-21 | Ind Tech Res Inst | 阻氣熱封複合膜及包含此複合膜之真空絕熱板 |
| JP2012180904A (ja) * | 2011-03-01 | 2012-09-20 | Honko Mfg Co Ltd | 断熱センサ類 |
| KR20150034319A (ko) * | 2013-09-26 | 2015-04-03 | (주)엘지하우시스 | 진공단열재 및 그 제조방법 |
| JP2015068484A (ja) * | 2013-09-30 | 2015-04-13 | 旭有機材工業株式会社 | 真空断熱材用ラミネートシート及び真空断熱材 |
| WO2017005597A1 (en) * | 2015-07-03 | 2017-01-12 | Amcor Flexibles Kreuzlingen | Flexible multilayer packaging film with ultra-high barrier properties |
| JP6123927B1 (ja) * | 2016-02-24 | 2017-05-10 | 大日本印刷株式会社 | 真空断熱材用外包材、真空断熱材、および真空断熱材付き機器 |
| JP2017211001A (ja) * | 2016-05-24 | 2017-11-30 | 大日本印刷株式会社 | 真空断熱材用外包材、真空断熱材、および真空断熱材付き機器 |
| JP6471769B2 (ja) * | 2016-05-24 | 2019-02-20 | 大日本印刷株式会社 | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 |
| JP2018059524A (ja) * | 2016-09-30 | 2018-04-12 | 大日本印刷株式会社 | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 |
| JP2018189163A (ja) * | 2017-05-08 | 2018-11-29 | 大日本印刷株式会社 | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 |
| JP6187718B1 (ja) * | 2017-05-09 | 2017-08-30 | 大日本印刷株式会社 | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 |
| JP2019002442A (ja) * | 2017-06-13 | 2019-01-10 | 大日本印刷株式会社 | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 |
| JP7068617B2 (ja) * | 2017-09-29 | 2022-05-17 | 東洋紡株式会社 | ガスバリア性積層フィルム |
| CN108909130A (zh) * | 2018-07-20 | 2018-11-30 | 成都新柯力化工科技有限公司 | 一种喷镀石墨烯的高阻隔食品包装塑料片材及制备方法 |
-
2019
- 2019-06-27 JP JP2019120493A patent/JP6897720B2/ja active Active
-
2020
- 2020-06-26 CN CN202080059155.6A patent/CN114269559A/zh active Pending
- 2020-06-26 US US17/622,282 patent/US20220339917A1/en active Pending
- 2020-06-26 EP EP20832793.2A patent/EP4001730A4/en active Pending
- 2020-06-26 WO PCT/JP2020/025372 patent/WO2020262665A1/ja active Application Filing
-
2021
- 2021-06-03 JP JP2021093487A patent/JP2021156437A/ja active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| EP4001730A4 (en) | 2023-09-20 |
| JP2021006722A (ja) | 2021-01-21 |
| JP2021156437A (ja) | 2021-10-07 |
| CN114269559A (zh) | 2022-04-01 |
| US20220339917A1 (en) | 2022-10-27 |
| EP4001730A1 (en) | 2022-05-25 |
| WO2020262665A1 (ja) | 2020-12-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9404663B2 (en) | High temperature vacuum insulation panel | |
| CN110603403B (zh) | 真空绝热材料用外包材料、真空绝热材料和带真空绝热材料的物品 | |
| JP2019002442A (ja) | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 | |
| JP2018189163A (ja) | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 | |
| JP6776618B2 (ja) | 真空断熱材用外包材、真空断熱材、および真空断熱材付き機器 | |
| JP6897720B2 (ja) | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 | |
| JP7238566B2 (ja) | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 | |
| WO2018016351A1 (ja) | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 | |
| JP2018189240A (ja) | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 | |
| WO2020262462A1 (ja) | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 | |
| JP2018189227A (ja) | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 | |
| JP7472443B2 (ja) | 防錆積層体 | |
| JP2020008084A (ja) | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 | |
| JP6642605B2 (ja) | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 | |
| JP6187719B1 (ja) | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 | |
| JP2020063844A (ja) | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 | |
| JP6369597B1 (ja) | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 | |
| JP6662408B2 (ja) | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 | |
| JP7334836B1 (ja) | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 | |
| JP4223087B2 (ja) | 真空断熱材 | |
| JP7305922B2 (ja) | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 | |
| JP2017061956A (ja) | 真空断熱材用外装材、およびそれを用いた真空断熱材、ならびに真空断熱材付き機器 | |
| CN114867599A (zh) | 阻气膜、膜叠层体和真空隔热件 | |
| JP2018189226A (ja) | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201225 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20201225 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20201225 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20210209 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210216 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210511 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210524 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6897720 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |