JP2020008084A - 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 - Google Patents
真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 Download PDFInfo
- Publication number
- JP2020008084A JP2020008084A JP2018129108A JP2018129108A JP2020008084A JP 2020008084 A JP2020008084 A JP 2020008084A JP 2018129108 A JP2018129108 A JP 2018129108A JP 2018129108 A JP2018129108 A JP 2018129108A JP 2020008084 A JP2020008084 A JP 2020008084A
- Authority
- JP
- Japan
- Prior art keywords
- gas barrier
- film
- barrier layer
- heat insulating
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Thermal Insulation (AREA)
- Laminated Bodies (AREA)
Abstract
Description
本開示は、熱絶縁領域を有する物品および真空断熱材を備える真空断熱材付き物品であって、上記真空断熱材は、芯材と、上記芯材が封入された外包材とを有し、上記外包材が、上述した真空断熱用外包材である、真空断熱材付き物品を提供する。
以下、本開示の真空断熱材用外包材について、実施態様に分けて説明する。
A.第1実施態様
本実施態様の真空断熱材用外包材は、熱溶着可能なフィルムと、樹脂基材および上記樹脂基材の一方の主面側に配置されたガスバリア膜を有する2つ以上のガスバリア層と、を有し、上記2つ以上のガスバリア層の中の2つのガスバリア層が、接着層を介して上記ガスバリア膜が対向するように配置されたガスバリア層積層部を構成する、真空断熱材用外包材であって、上記ガスバリア層積層部の2つのガスバリア層は、上記熱溶着可能なフィルム側に配置されたガスバリア層が、上記ガスバリア層積層部の他のガスバリア層と比較して、高いガスバリア性を有するものである。
本発明者等は、この点について鋭意検討した結果、上記ガスバリア層積層部における上記接着層からの脱ガスが、時間と共に真空断熱材の芯材側に移行することにより、真空度が低下し、その結果、真空断熱材の耐熱性が低下しているとの推論に達した。
1.ガスバリア層積層部としての特性
本実施態様の外包材に含まれる上記ガスバリア層積層部において、上記熱溶着可能なフィルム側に配置されたガスバリア層(以下、内側ガスバリア層とする場合がある。)は、上記ガスバリア層積層部の他のガスバリア層(以下、外側ガスバリア層とする場合がある。)と比較して、高いガスバリア性を有する。ここで、「高いガスバリア性を有する」とは、ガス遮断性が高いことを意味するものである。
この場合の測定方法としては、以下の方法を用いることができる。
JIS K7129:2008(付属書B:赤外線センサ法、以下同様とする。)に準拠して、水蒸気透過度測定装置を用いて、温度40℃、相対湿度差90%RHの条件で測定することができる。まず、所望のサイズに切り取ったガスバリア層の一方の面が高湿度側(水蒸気供給側)となるようにして装着し、透過面積約50cm2(透過領域:直径8cmの円形)として温度40℃、相対湿度差90%RHの条件で測定を行う。水蒸気透過度測定装置は、例えば、米国MOCON社製の「PERMATRAN」を用いることができる。
酸素透過度は、それぞれJIS K7126−2:2006(プラスチック−フィルム及びシート−ガス透過度試験方法−第2部:等圧法、付属書A:電解センサ法による酸素ガス透過度の試験方法)を参考に、酸素ガス透過度測定装置を用いて、キャリアガスおよび試験ガスの状態を温度23℃、湿度60%RHに調整し測定することができる。酸素ガス透過度測定装置としては、例えば、米国MOCON社製の「OXTRAN」を用いることができる。測定は、所望のサイズに切り取ったガスバリア層の一方の面が酸素ガスに接するようにして上記装置内に装着し、透過面積約50cm2(透過領域:直径8cmの円形)として、キャリアガスおよび試験ガスの状態を温度23℃、湿度60%RHの条件に調整して行う。上記測定の際、上記装置内にキャリアガスを流量10cc/分で60分以上供給してパージする。上記キャリアガスは5%程度水素を含む窒素ガスを用いることができる。パージ後、上記装置内に試験ガスを流し、流し始めてから平衡状態に達するまでの時間として12時間を確保した後に測定する。上記試験ガスは少なくとも99.5%の乾燥酸素を用いる。
(1)透明性
本実施態様の外包材は、透明性を有するものであることが好ましい。
真空断熱材は、例えば、真空断熱材内部のインジケーターを確認する目的や、真空断熱材で断熱された容器の内部状態を確認する目的等により、透明性を有するものが求められる場合がある。このような透明性を有する真空断熱材においても、上記ガスバリア層積層部を有する外包材により形成されたものは、上述した通り、ガスバリア層積層部を構成する接着層の内部の脱ガス濃度が高まる場合があり、この脱ガスが気泡として存在してしまう場合がある。このように気泡が存在する場合は、透明性に悪影響を与え、上述した内部を確認する等の目的を達成できないことになる。
ここで、透明性を有するとは、上述したような目的が達成できる程度の透明度があれば特に限定されるものではないが、例えば、全光線透過率およびヘイズ値が以下に示す数値の範囲内であることが好ましい。
本実施態様の外包材は、電波透過性を有するものであることが好ましい。
例えば、真空断熱材で断熱された容器内の状態を電波で外部に送信する機器が容器内に配置されている場合や、内部で携帯電話等を用いる必要のある住宅や自動車、船舶等が真空断熱材により断熱されている場合等において、このような真空断熱材を構成する外包材には、電波透過性が要求される。
このように、本実施態様においては、本実施態様の作用効果をより効果的に発揮できる点で電波透過性を有する外包材が好ましいといえる。
本実施態様の外包材は、熱溶着可能なフィルムと、樹脂基材および上記樹脂基材の一方の主面側に配置されたガスバリア膜を有する2つ以上のガスバリア層と、を有し、上記2つ以上のガスバリア層の中の2つのガスバリア層が、接着層を介して上記ガスバリア膜が対向するように配置されたガスバリア層積層部を構成するものである。
本実施態様に用いられるガスバリア層積層部は、上述したように、内側ガスバリア層および外側ガスバリア層が、接着層を介してそれぞれのガスバリア膜が対向するように配置されて構成されるものである。
内側ガスバリア層は、上記樹脂基材および上記樹脂基材の一方の面側に配置されたガスバリア膜を有するものである。
ガスバリア膜は、上記樹脂基材の少なくとも一方の面側に配置される。詳しくは、上記ガスバリア膜は、樹脂基材の一方の面に形成され、ガスバリア層のガスバリア性能に主に寄与するものである。ガスバリア膜は、所望のガスバリア性能を発揮できるものであれば特に限定されるものではなく、例えば、金属または無機化合物を含む層が挙げられる。金属または無機化合物を含む層として、具体的には、金属薄膜、無機化合物膜が挙げられる。ガスバリア膜は、透明性を有していてもよく、有さなくてもよいが、上述したように外包材として透明性が必要とされる場合は、透明性を有するものであることが好ましい。この場合、ガスバリア膜は無機化合物膜で形成されることが好ましい。
<膜厚測定方法>
対象とするガスバリアフィルムやそれらが積層された外包材の外周を硬化樹脂(丸本ストルアス製 冷間埋め込み樹脂エポフィックス)で固めたサンプルを作製し、固定した外包材をダイヤモンドナイフで厚さ方向に切断し、断面を露出させる。次に、走査型電子顕微鏡(日立ハイテク製 SU−8000)を用いて露出させた断面の倍率5万倍の画像を取得し、画像中で最外金属アルミニウム膜の5点の厚みを、少なくとも幅方向に200nm以上の間隔を置いて計測する。上記操作を5サンプルで行い、計25個の計測値の平均を、ガスバリア膜の厚みとする。ガスバリア膜の厚みが50nm以下の場合は、上記と同様にダイヤモンドナイフで厚さ方向に切断したときに得られる切片を倍率10万倍で、ほかの条件は同様の方法で測定する。
樹脂基材は、上記ガスバリア膜を支持可能なものであれば特に限定されるものではない。例えば、樹脂フィルムや樹脂シートが好適に用いられる。樹脂基材が樹脂フィルムである場合、上記樹脂フィルムは未延伸であってもよく、一軸または二軸延伸されたものであってもよい。上記樹脂基材は透明性を有していてもよく有さなくてもよい。
上記内側ガスバリア層は、上記ガスバリア膜の上記樹脂基材が形成された主面と反対側の主面にオーバーコート層が形成されていてもよい。上述した通り、内側ガスバリア層は、外側ガスバリア層よりガスバリア性が高いことが好ましことから、オーバーコート層を形成することにより、より良好なガスバリア性を付与することができるからである。
本実施態様における接着層は、上記内側ガスバリア層と上記外側ガスバリア層とを層間接着させるものであり、それぞれのガスバリア膜を接着させるものである。本実施態様においては、上述した通り、この接着層内部の脱ガスを外側ガスバリア層側に排出する点に特徴を有するものである。
本実施態様に用いられる外側ガスバリア層は、上記「(1)内側ガスバリア層」で説明したものと同様であるが、上述した通り、上記内側ガスバリア層より、低いガスバリア性を有するもの、すなわちガス遮断性が内側ガスバリア層より低い層である必要がある。
したがって、例えば上記外側ガスバリア層のガスバリア膜の膜厚を、上記内側ガスバリア層のガスバリア膜の膜厚より薄く形成されたもの、ガスバリア膜を構成する材料が、内側ガスバリア層よりガスバリア性の低い材料で形成されたもの、オーバーコート層が形成されていないもの等が好ましい態様として挙げることができる。
本実施態様の外包材は、上記ガスバリア層積層部の一方の主面側に熱溶着可能な層が配置されている。通常は、上記ガスバリア層積層部と熱溶着可能な層の間には、他のガスバリア層や保護フィルムは配置されていないことが好ましい。
このような熱溶着可能なフィルムは、加熱により溶着可能なフィルムである。上記熱溶着可能なフィルムは、外包材の厚み方向の一方の表面を担う部材であり、本実施態様の外包材を用いて真空断熱材を作製する際に芯材と接し、また、芯材を封止する際に、対向する外包材同士の端部を接合する部材である。
本実施態様の外包材は、上記ガスバリア層積層部、および上記熱溶着可能なフィルム以外に、保護フィルム、ガスバリア層積層部以外のガスバリア層、上記ガスバリア層積層部以外の接着層等を有していてもよい。
本実施態様の外包材は、保護フィルムを有していてもよい。保護フィルムは、そのいずれの面にもガスバリア膜またはオーバーコート層が配置されていない点で、上述したガスバリア層と区別することができる。
上記保護フィルムの厚みは、特に限定されないが、例えば5μm以上80μm以下の範囲内とすることができる。
本実施態様の外包材は、上記ガスバリア層積層部で説明した上記内側ガスバリア層および上記外側ガスバリア層以外にもガスバリア層を有していてもよい。このようなガスバリア層の数は特に限定されず、ガスバリア層の仕様等に応じて適宜設定することができ、通常1つであるが、1つ以上であってもよい。
このようなガスバリア層の詳細は、上記「1.ガスバリア層積層部」「(1)内側ガスバリア層」の記載と同様であるので、ここでの説明は省略する。
本実施態様の外包材は、上記ガスバリア層積層部内の接着層以外にも接着層を有していてもよく、例えば、熱溶着可能なフィルムとガスバリア層積層部との間、ガスバリア層積層部とガスバリア層積層部を構成するものではないガスバリア層との間、ガスバリア層積層部と保護フィルムとの間等が挙げられる。
本実施態様の外包材の厚みは、上述した特性を有することが可能であれば特に限定されず、例えば30μm以上200μm以下の範囲内、好ましくは50μm以上150μm以下の範囲内とすることができる。
本実施態様の真空断熱材用外包材は、熱溶着可能なフィルムと、樹脂基材および前記樹脂基材の一方の主面側に配置されたガスバリア膜を有する2つ以上のガスバリア層と、を有し、前記2つ以上のガスバリア層の中の2つのガスバリア層が、接着層を介して前記ガスバリア膜が対向するように配置されたガスバリア層積層部を構成する、真空断熱材用外包材であって、前記ガスバリア層積層部の2つのガスバリア層は、前記熱溶着可能なフィルム側に配置されたガスバリア層のガスバリア膜の膜厚が、前記ガスバリア層積層部の他のガスバリア層のガスバリア膜の膜厚と比較して、厚い膜厚を有するものである。
したがって、上述した第1実施態様で説明した推論より、本実施態様の外包材は、真空断熱材とした場合に、真空断熱材用外包材が本来有するガスバリア性から期待される断熱性を発現することが可能であり、高い断熱性を有する真空断熱材とすることができるといった作用効果を奏するものである。
本実施実施態様に用いられるガスバリア層積層部は、上述したように、前記ガスバリア層積層部の2つのガスバリア層は、上記内側ガスバリア層のガスバリア膜の膜厚が、上記外側ガスバリア層のガスバリア膜の膜厚と比較して、厚い膜厚を有するものである。
本態様においては、上述した通り、上記内側ガスバリア層のガスバリア膜の膜厚が、上記外側ガスバリア層のガスバリア膜の膜厚と比較して、厚い膜厚を有するものであれば、その膜厚差は特に限定されるものではない。具体的な内側ガスバリア層のガスバリア膜と、外側ガスバリア層のガスバリア膜との膜厚差としては、20nm以上であることが好ましく、25nm以上であることがより好ましく、特に30nm以上であることが特に好ましい。なお、上限は通常150nm以下である。
上記範囲内であれば、上記内側ガスバリア層のガスバリア性が上記外側ガスバリア層のガスバリア性よりも、確実に高いガスバリア性を有することとなるからである。
上記内側ガスバリア層のガスバリア膜、および外側ガスバリア層のガスバリア膜のそれぞれの膜厚は、両者に膜厚差があることが必須である点を除いて、上記第1実施態様の記載と同様である。
本実施態様においては、上記内側ガスバリア層および外側ガスバリア層の両方にオーバーコート層が形成されていてもよい。上記オーバーコート層の形成位置、および材料については、上記第1実施態様で説明したものと同様である。また、本実施態様においては、上記内側ガスバリア層のみにオーバーコート層が形成されたものであってもよい。いずれにおいても、内側ガスバリア層のガスバリア性が、外側ガスバリア層のガスバリア性より高いバリア性を維持しつつ、全体のガスバリア性が向上するからである。なお、上記オーバーコート層の形成位置、および材料については、上記第1実施態様で説明したものと同様である。
ガスバリア層積層部における他の点については、上記第1実施態様で説明したものと同様であるので、ここでの説明は省略する。
上記第1実施態様の「a.特性」「2.外包材としての特性」については、本実施態様においても同様である。また、上記第1実施態様の「「b.構成」における「1.ガスバリア層積層部」以外の点についても、本実施態様においても同様である。
本開示の第3実施態様の外包材は、熱溶着可能なフィルムと、樹脂基材および前記樹脂基材の一方の主面側に配置されたガスバリア膜を有する2つ以上のガスバリア層と、を有し、前記2つ以上のガスバリア層の中の2つのガスバリア層が、接着層を介して前記ガスバリア膜が対向するように配置されたガスバリア層積層部を構成する、真空断熱材用外包材であって、前記ガスバリア層積層部の2つのガスバリア層は、前記熱溶着可能なフィルム側に配置されたガスバリア層が、前記ガスバリア膜の前記樹脂基材とは反対側の主面にオーバーコート層を有し、前記ガスバリア層積層部の他のガスバリア層のガスバリア膜が、上記オーバーコート層を有さないものであり、前記ガスバリア層積層部の2つのガスバリア層は、前記熱溶着可能なフィルム側に配置されたガスバリア層の前記ガスバリア膜の膜厚が、前記ガスバリア層積層部の他のガスバリア層のガスバリア膜の膜厚と比較して、同じもしくは厚い膜厚を有するものである。
本実施態様に用いられるガスバリア層積層部は、上述したように、前記ガスバリア層積層部の2つのガスバリア層は、上記内側ガスバリア層のガスバリア膜の膜厚が、上記外側ガスバリア層のガスバリア膜の膜厚と比較して同等もしくは厚い膜厚を有するものであり、かつ内側ガスバリア層にのみ、オーバーコート層が形成されている。
本態様において、上記内側ガスバリア層のガスバリア膜の膜厚が上記外側ガスバリア層のガスバリア膜の膜厚と同じ場合とは、ガスバリア性に大きな影響を与えない程度の誤差を含むものである。具体的には、両者の厚み差が、±9nm以下であり、好ましくは±5nm以下の範囲内である。
上記範囲内であれば、上記内側ガスバリア層のガスバリア性が上記外側ガスバリア層のガスバリア性よりも、確実に高いガスバリア性を有することとなるからである。
上記内側ガスバリア層のガスバリア膜、および外側ガスバリア層のガスバリア膜を構成する材料、両者の樹脂基材に関しては、上記第2実施態様での説明と同様である。
本実施態様においては、上記内側ガスバリア層にのみオーバーコート層が形成されている。
上記オーバーコート層の形成位置、および材料については、上記第1実施態様で説明したものと同様であるので、ここでの説明は省略する。
ガスバリア層積層部における他の点については、上記第1実施態様で説明したものと同様であるので、ここでの説明は省略する。
上記第1実施態様の「a.特性」「2.外包材としての特性」については、本実施態様においても同様であるのでここでの説明は省略する。また、上記第1実施態様の「b.構成」における「1.ガスバリア層積層部」以外の点についても、本実施態様においても同様であるので、ここでの説明は省略する。
本開示の第4実施態様の外包材は、熱溶着可能なフィルムと、および樹脂基材および前記樹脂基材の一方の主面側に配置されたガスバリア膜を有する2つ以上のガスバリア層と、を有し、前記2つ以上のガスバリア層の中の2つのガスバリア層が、接着層を介して前記ガスバリア膜が対向するように配置されたガスバリア層積層部を構成する、真空断熱材用外包材であって、前記ガスバリア層積層部の2つのガスバリア層は、前記熱溶着可能なフィルム側に配置されたガスバリア層が、前記ガスバリア膜の前記樹脂基材とは反対側の主面にオーバーコート層を有し、前記ガスバリア層積層部の他のガスバリア層のガスバリア膜が、上記オーバーコート層を有さないものであり、前記ガスバリア層積層部の2つのガスバリア層は、上記熱溶着可能なフィルム側に配置されたガスバリア層の前記ガスバリア膜の膜厚が、前記ガスバリア層積層部の他のガスバリア層のガスバリア膜の膜厚と比較して、20nm以下の範囲内で薄い膜厚を有するものである。
本実施態様に用いられるガスバリア層積層部は、上述したように、上記内側ガスバリア層のガスバリア膜の膜厚が、上記外側ガスバリア層のガスバリア膜の膜厚と比較して、20nm以下の範囲内で薄い膜厚を有するものであり、かつ内側ガスバリア層のみにオーバーコート層が形成されているものである。
本実施態様においては、上記内側ガスバリア層のガスバリア膜の膜厚が、上記外側ガスバリア層のガスバリア膜の膜厚と比較して、20nm以下の範囲内で薄い膜厚を有するものであるが、好ましくは15nm以下の範囲内であり、特に10nmの範囲内で薄い膜厚を有することが好ましい。
上記内側ガスバリア層にのみオーバーコート層を形成することにより、より確実に内側ガスバリア層のガスバリア性を外側ガスバリア層のガスバリア性より高いものとすることができるからである。
上記内側ガスバリア層のガスバリア膜、および外側ガスバリア層のガスバリア膜を構成する材料、および両者の樹脂基材に関しては、上記第2実施態様での説明と同様である。
本実施態様においては、上記内側ガスバリア層にのみオーバーコート層が形成されている。
上記オーバーコート層の形成位置、および材料については、上記第1実施態様で説明したものと同様であるので、ここでの説明は省略する。
ガスバリア層積層部における他の点については、上記第1実施態様で説明したものと同様であるので、ここでの説明は省略する。
上記第1実施態様の「a.特性」「2.外包材としての特性」については、本実施態様においても同様であるのでここでの説明は省略する。また、上記第1実施態様の「「b.構成」における「1.ガスバリア層積層部」以外の点についても、本実施態様においても同様であるので、ここでの説明は省略する。
本開示の真空断熱材は、芯材と、上記芯材を封入する外包材とを有する真空断熱材であって、上記外包材が上述した「I.真空断熱材用外包材」の項で説明したものであることを特徴とするものである。
以下、本開示の真空断熱材について、構成ごとに説明する。
本開示における外包材は、芯材を封入する部材であり、上述の「I.真空断熱材用外包材」の項で説明した真空断熱材用外包材と同じであるため、ここでの説明は省略する。
本開示における芯材は、外包材により封入される部材である。なお、封入されるとは、外包材を用いて形成された袋体の内部に密封されることをいうものである。
また、上述した理由から、真空断熱材全体が透明性を有するものであることが好ましい用途がある。この場合に用いられる芯材としては、上記エアロゲルを挙げることができる。
本開示の真空断熱材は、外包材の内部に芯材が封入され、上記内部が減圧されて真空状態となっている。真空断熱材内部の真空度は、例えば5Pa以下であることが好ましい。内部に残存する空気の対流による熱伝導を低くすることができ、優れた断熱性を発揮することが可能となるからである。
・測定試料:幅29cm±0.5cm、長さ30cm±0.5cm
・試験の定常に要する時間:15分以上
・標準板の種類:EPS
・高温面の温度:30℃
・低温面の温度:10℃
・測定試料の平均温度:20℃
本開示の真空断熱材の製造方法は、一般的な方法を用いることができる。例えば、上述した「I.真空断熱材用外包材」の項で説明した真空断熱材用外包材を2枚準備し、それぞれの熱溶着可能なフィルム同士を向き合わせて重ね、三辺の外縁を熱溶着し、一辺が開口する袋体を得る。この袋体に、開口から芯材を入れた後、上記開口から空気を吸引し、袋体の内部が減圧された状態で開口を封止することで、真空断熱材を得ることができる。
本開示の真空断熱材付き物品は、熱絶縁領域を有する物品および真空断熱材を備える真空断熱材付き物品であって、上記真空断熱材が、芯材と、芯材が封入された外包材とを有し、上記外包材が、上述の「I.真空断熱材用外包材」の項で説明した真空断熱材用外包材である。
・ガスバリアフィルムA:PETフィルム(膜厚:12μm)の片面に金属アルミニウム膜(膜厚:35nm)を蒸着したフィルム(東レフィルム加工社製(商品名:1510))
・ガスバリアフィルムB:PETフィルム(膜厚:12μm)の片面に金属アルミニウム膜(膜厚:70nm)を蒸着したフィルム(東レフィルム加工社製(商品名:1519))
・ガスバリアフィルムC:PETフィルム(膜厚:12μm)の片面に酸化珪素膜(膜厚:15nm)を蒸着したフィルム(大日本印刷社製(商品名:IB−PET−UB))
・ガスバリアフィルムD:PETフィルム(膜厚:12μm)の片面に酸化珪素膜(膜厚:30nm)を蒸着したフィルム(三菱樹脂社製(商品名:テックバリアLX)に下記方法によりオーバーコート層A(膜厚:200nm)を設けたフィルム
・ガスバリアフィルムE:PETフィルム(膜厚:12μm)の片面に金属アルミニウム膜(膜厚:55nm)を蒸着したフィルム(東レフィルム加工社製(商品名:1517))
・ガスバリアフィルムF:PETフィルム(膜厚:12μm)の片面に金属アルミニウム膜(膜厚:55nm)を蒸着したフィルム(東レフィルム加工社製(商品名:1517))に下記方法によりオーバーコート層A(膜厚:200nm)を設けたフィルム
・ガスバリアフィルムG:PETフィルム(膜厚:12μm)の片面に酸化珪素膜(膜厚:30nm)を蒸着したフィルム(三菱樹脂社製(商品名:テックバリアLX)
・ガスバリアフィルムH:PETフィルム(膜厚:12μm)の片面に金属アルミニウム膜(膜厚:55nm)を蒸着したフィルム(東レフィルム加工社製(商品名:1517))に下記方法によりオーバーコート層A(膜厚:300nm)を設けたフィルム
・ガスバリアフィルムI:ナイロンフィルム(膜厚:15μm)の片面に酸化珪素膜(膜厚:15nm)を蒸着したフィルムにオーバーコート層A(膜厚:200nm)を設けたフィルム(大日本印刷社製(商品名:IB−ON−UB))
・オーバーコート層A
下記に示す組成に従い調製したA液(ポリビニルアルコール、イソプロピルアルコールおよび水からなる混合液)に、下記に示す組成に従い予め調製したB液(テトラエトキシシラン(TEOS)、イソプロピルアルコール、塩酸およびイオン交換水からなる加水分解液)を加えて撹拌し、ゾルゲル法により無色透明のオーバーコート層用組成物を得た。
被塗布対象であるガスバリア膜上に、上記オーバーコート層用組成物をグラビアコート法によりコーティングし、次いで、120℃、140℃および150℃で各20秒間加熱処理して、必要とされる厚みのオーバーコート層を形成し、55℃で1週間エージングして、珪素元素と酸素元素とポリビニルアルコール樹脂とを含有する混合化合物層であるオーバーコート層Aを得た。
(A液)
・ポリビニルアルコール: 1.81質量%
・イソプロピルアルコール: 39.80質量%
・水: 2.09質量%
(B液)
・テトラエトキシシラン: 21.49質量%
・イソプロピルアルコール: 5.03質量%
・0.5N塩酸水溶液: 0.69質量%
・イオン交換水: 29.10質量%
(*A液とB液とを合わせて100質量%とした)
・保護フィルムA:ナイロンフィルム(ユニチカ社製(商品名:ONBC) 膜厚:25μm)
・保護フィルムB:PETフィルム(ユニチカ社製(商品名:PTMB) 膜厚:12μm)
・熱溶着可能なフィルムA:未延伸直鎖状短鎖分岐ポリエチレンフィルム(三井化学東セロ社製(商品名:TUX−HCE) 膜厚:50μm)
・熱溶着可能なフィルムB:未延伸直鎖状短鎖分岐ポリエチレンフィルム(東洋紡社製(商品名:L3105) 膜厚:40μm)
・接着剤A:ポリエステルポリオールを主成分とする主剤(ロックペイント社製 製品名:RU−77T)、脂肪族系イソシアネートを含む硬化剤(ロックペイント社製 製品名:H−7)、および酢酸エチルの溶剤を、重量配合比で主剤:硬化剤:溶剤=10:1:14となるように混合した2液硬化型接着剤
[実施例1−1]
(真空断熱材用外包材の作製)
1層目としてガスバリアフィルムA、2層目としてガスバリアフィルムA、3層目としてガスバリアフィルムB、4層目としてとして熱溶着可能なフィルムAをこの順に有する外包材を得た。2層目のガスバリアフィルムAと3層目のガスバリアフィルムBとは、それぞれの蒸着膜(ガスバリア膜)が対向するように配置され、1層目は蒸着膜が熱溶着可能なフィルムA側となるように配置した。各層間は、接着剤Aを一方の部材の被着面に塗布量3.5g/m2となるように塗布して接着層を形成し、接着層上に他方の部材を配置して加圧して接着した。
得られた外包材(寸法:360mm×450mm)を2枚準備し、熱溶着可能なフィルム同士が向き合う様にして2枚重ねて、四辺形の三辺をヒートシールして一辺のみが開口した袋体を作成した。芯材として290mm×300mm×30mmのグラスウールを用い、乾燥処理を行った後、袋体に、芯材および乾燥剤として5gの酸化カルシウムを収納して、袋体内部を排気した。その後、袋体の開口部分をヒートシールにより密封して真空断熱材を得た。到達圧力は0.05Paとした。
2層目をガスバリアフィルムA、3層目をガスバリアフィルムBとした以外は、実施例1−1と同様にして真空断熱材用外包材を調製し、実施例1−1と同様にして真空断熱材を調製した。
表1に、それぞれの真空断熱材の熱伝導率、および真空断熱材用外包材としてのガスバリア性を示す。
なお、評価方法は以下の通りである。
真空断熱材の熱伝導率は、上記「II.真空断熱材」の項で説明した方法および条件に従い測定した。測定は、初期のものと、70℃90%RHの状態で1週間の劣化試験後のものとを測定した。
真空断熱材用外包材の水蒸気透過度は、JIS K7129:2008(付属書B:赤外線センサ法、以下同様とする。)に準拠して、水蒸気透過度測定装置を用いて、温度40℃、相対湿度差90%RHの条件で測定することができる。初期水蒸気透過度の測定は、以下の手順で行うことができる。まず、所望のサイズに切り取った真空断熱材用外包材のサンプルを、厚み方向(積層方向)において対向する最表面のうち、熱溶着可能なフィルムとは反対側の最表面が高湿度側(水蒸気供給側)となるようにして装着し、透過面積約50cm2(透過領域:直径8cmの円形)として温度40℃、相対湿度差90%RHの条件で測定を行う。水蒸気透過度測定装置は、例えば、米国MOCON社製の「PERMATRAN」を用いることができる。
真空断熱材用外包材の酸素透過度は、JIS K7126−2:2006(プラスチック−フィルム及びシート−ガス透過度試験方法−第2部:等圧法、付属書A:電解センサ法による酸素ガス透過度の試験方法)を参考に、酸素ガス透過度測定装置を用いて、温度23℃、湿度60%RHの条件で測定することができる。酸素ガス透過度測定装置としては、例えば、米国MOCON社製の「OXTRAN」を用いることができる。酸素透過度の測定は、1つの真空断熱材用外包材につき、少なくとも3つのサンプルに対して行い、それらの測定値の平均をその条件での酸素透過度の値とする。

真空断熱材用外包材のガスバリア性(水蒸気透過度(WVTR)および酸素透過度(OTR))は、実施例1−1および比較例1−1では、ほぼ同じであったのに、真空断熱材の熱伝導率では、1週間後の真空断熱材は実施例1−1の方の値が低かった。これは、2層目(外側ガスバリア層)および3層目(内側ガスバリア層)から構成されるガスバリア層積層部の熱溶着可能な層側、すなわち3層目側のガスバリア膜を厚くすることにより、劣化後の真空断熱材の熱伝導率を良好なものとすることができることを示すものである。
1層目として保護フィルムA、2層目としてガスバリアフィルムC、3層目としてガスバリアフィルムD、4層目としてとして熱溶着可能なフィルムAとした以外は、実施例1−1と同様にして外包材を得た。
得られた外包材を用い、実施例1−1と同様にして真空断熱材を調製した。
2層目としてバリアフィルムCの代わりに保護フィルムBを用いた以外は、実施例1−2と同様にして、外包材および真空断熱材を調製した。
2層目としてバリアフィルムCの代わりにバリアフィルムDを用いた以外は、実施例1−2と同様にして、外包材および真空断熱材を調製した。
表2に、それぞれの真空断熱材の熱伝導率、真空断熱材の透明性、および真空断熱材用外包材としてのガスバリア性を示す。
真空断熱材の熱伝道率、真空断熱材用外包材の水蒸気透過度、および真空断熱材用外包材の酸素透過度については、上記実施例1−1で用いたものと同様の方法で評価した。なお、真空断熱材の熱伝導率についての劣化試験は、90℃の環境下で行った(湿度調整無し)。
真空断熱材の透明性の評価としては、全光線透過率、およびヘイズを測定した。測定方法は以下の通りである。
JIS K 7361−1:1997に準拠して、ヘーズメーター(村上色彩技術研究所製 HM−150)を用いて測定した。全光線透過率の測定は、以下の手順で行うことができる。まず、所望のサイズに切り取った真空断熱材用外包材のサンプルを、厚み方向(積層方向)において対抗する最表面のうち、熱溶着可能なフィルムとは反対側の最表面が光源側となるように装着し測定を行った。
JIS K 7136:2000に準拠して、ヘーズメーター(村上色彩技術研究所社製 HM−150)を用いて測定した。ヘイズの測定は、以下の手順で行うことができる。まず、所望のサイズに切り取った真空断熱材用外包材のサンプルを、厚み方向(積層方向)において対抗する最表面のうち、熱溶着可能なフィルムとは反対側の最表面が光源側となるように装着し測定をおこなった。
実施例1−2および比較例1−2から、3層目(内側ガスバリア層)および2層目(外側ガスバリア層)のいずれにもオーバーコート層を形成した場合でも、3層目に対して2層目のガスバリア膜の膜厚を薄くした実施例1−2は、両者の膜厚が同等である比較例1−2よりも、1週間劣化後の熱伝導率が良好であることが示された。また、視認性においても、実施例1−2の方が良好であることが示された。これは、比較例1−2の真空断熱材においては、2層目と3層目のガスバリア性が同等のため、接着層からの脱ガスが抜けにくく、接着層内で気泡化したものと考えられる。
[実施例2−1]
1層目としてガスバリアフィルムI、2層目としてガスバリアフィルムE、3層目としてガスバリアフィルムF、4層目としてとして熱溶着可能なフィルムBとした以外は、実施例1−1と同様にして外包材を得た。
得られた外包材を用い、実施例1−1と同様にして真空断熱材を調製した。
2層目としてガスバリアフィルムFを用いた以外は、実施例2−1と同様にして、外包材および真空断熱材を得た。
1層目として保護フィルムA、2層目としてガスバリアフィルムG、3層目としてガスバリアフィルムD、4層目として熱溶着可能な層Aとした以外は、実施例1−1と同様にして外包材を得た。
得られた外包材を用い、実施例1−1と同様にして真空断熱材を調製した。
2層目として、ガスバリアフィルムDを用いた以外は、実施例2−2と同様にして、外包材および真空断熱材を得た。
表3に、それぞれの真空断熱材の熱伝導率、真空断熱材の透明性、および真空断熱材用外包材としてのガスバリア性を示す。
真空断熱材の熱伝道率、真空断熱材用外包材の水蒸気透過度、真空断熱材用外包材の酸素透過度、全光線透過度、およびヘイズ値については、上記実施例1−2で用いたものと同様の方法で評価した。
実施例2−1と比較例2−1との対比、および実施例2−2と比較例2−2との対比から明らかなように、2層目と3層目とのガスバリア膜の膜厚が同等であり、3層目のみにオーバーコート層が形成されている実施例に示す真空断熱材は、同様にガスバリア膜の膜厚が同等であり、2層目および3層目にオーバーコート層が形成されている比較例に示す真空断熱材より、1週間劣化後の熱伝導率が良好であることが示されている。また、実施例2−2および比較例2−2の対比から、透明な真空断熱材の視認性も、実施例2−2の方が良好である点が示されている。
[実施例3−1]
1層目としてガスバリアフィルムI、2層目としてガスバリアフィルムB、3層目としてガスバリアフィルムH、4層目としてとして熱溶着可能なフィルムAとした以外は、実施例1−1と同様にして外包材を得た。
得られた外包材と、下記のアルミ箔をガスバリア層とした外包材とを用い、実施例1−1と同様にして真空断熱材を調製した。
1層目として膜厚25μmのナイロンフィルム(ユニチカ社製(商品名:エンブレムONBC))、2層目として膜厚12μmのPET(ユニチカ社製(商品名:エンブレットPTMB))、3層目として膜厚6μmのアルミ箔(UACJ社製(商品名:BESPA8021))、4層目として膜厚50μmのLLDPE(三井化学東セロ社製(商品名:T.U.X HC−E))を用い、実施例1−1と同様にして外包材を調製した。
2層目としてガスバリアフィルムHを用いた以外は、実施例3−1と同様にして、外包材および真空断熱材を得た。
表4に、それぞれの真空断熱材の熱伝導率、および真空断熱材用外包材としてのガスバリア性を示す。
真空断熱材の熱伝道率、真空断熱材用外包材の水蒸気透過度、および真空断熱材用外包材の酸素透過度については、上記実施例1−2で用いたものと同様の方法で評価した。
実施例3−1の一方の外包材の2層目(外側ガスバリア層)のガスバリア膜の膜厚は、3層目のものより厚く、比較例3−1の一方の外包材の2層目および3層目のガスバリア膜の膜厚は同じである。一方、実施例3−1は3層目のみにオーバーコート層が形成されており、比較例3−1は、2層目および3層目にオーバーコート層が形成されている。この場合、実施例3−1の真空断熱材の劣化後の熱伝導性は、比較例3−1のものよりよい。
これは、3層目のみにオーバーコート層を形成した場合には、3層目のガスバリア膜の膜厚が所定の範囲であれば2層目のガスバリア膜の膜厚より薄い場合でも、作用効果を奏することを示すものである。
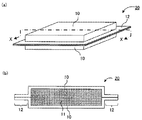
2a、2b、2c … ガスバリア層
3 … 樹脂基材
4 … ガスバリア膜
10 … 真空断熱材用外包材
11 … 芯材
20 …真空断熱材
Claims (11)
- 熱溶着可能なフィルムと、樹脂基材および前記樹脂基材の一方の主面側に配置されたガスバリア膜を有する2つ以上のガスバリア層と、を有し、
前記2つ以上のガスバリア層の中の2つのガスバリア層が、接着層を介して前記ガスバリア膜が対向するように配置されたガスバリア層積層部を構成する、真空断熱材用外包材であって、
前記ガスバリア層積層部の2つのガスバリア層は、前記熱溶着可能なフィルム側に配置されたガスバリア層が、前記ガスバリア層積層部の他のガスバリア層と比較して、高いガスバリア性を有するものである、真空断熱材用外包材。 - 熱溶着可能なフィルムと、樹脂基材および前記樹脂基材の一方の主面側に配置されたガスバリア膜を有する2つ以上のガスバリア層と、を有し、
前記2つ以上のガスバリア層の中の2つのガスバリア層が、接着層を介して前記ガスバリア膜が対向するように配置されたガスバリア層積層部を構成する、真空断熱材用外包材であって、
前記ガスバリア層積層部の2つのガスバリア層は、前記熱溶着可能なフィルム側に配置されたガスバリア層のガスバリア膜の膜厚が、前記ガスバリア層積層部の他のガスバリア層のガスバリア膜の膜厚と比較して、厚い膜厚を有するものである、真空断熱材用外包材。 - 前記ガスバリア層積層部が有する2つのガスバリア層は、いずれのガスバリア層も前記ガスバリア膜の前記樹脂基材とは反対側の主面にオーバーコート層を有する、請求項2に記載の真空断熱材用外包材。
- 熱溶着可能なフィルムと、樹脂基材および前記樹脂基材の一方の主面側に配置されたガスバリア膜を有する2つ以上のガスバリア層と、を有し、
前記2つ以上のガスバリア層の中の2つのガスバリア層が、接着層を介して前記ガスバリア膜が対向するように配置されたガスバリア層積層部を構成する、真空断熱材用外包材であって、
前記ガスバリア層積層部の2つのガスバリア層は、前記熱溶着可能なフィルム側に配置されたガスバリア層が、前記ガスバリア膜の前記樹脂基材とは反対側の主面にオーバーコート層を有し、前記ガスバリア層積層部の他のガスバリア層のガスバリア膜が、前記オーバーコート層を有さないものであり、
前記ガスバリア層積層部の2つのガスバリア層は、前記熱溶着可能なフィルム側に配置されたガスバリア層の前記ガスバリア膜の膜厚が、前記ガスバリア層積層部の他のガスバリア層のガスバリア膜の膜厚と比較して、同等もしくは厚い膜厚を有するものである、真空断熱材用外包材。 - 熱溶着可能なフィルムと、および樹脂基材および前記樹脂基材の一方の主面側に配置されたガスバリア膜を有する2つ以上のガスバリア層と、を有し、
前記2つ以上のガスバリア層の中の2つのガスバリア層が、接着層を介して前記ガスバリア膜が対向するように配置されたガスバリア層積層部を構成する、真空断熱材用外包材であって、
前記ガスバリア層積層部の2つのガスバリア層は、前記熱溶着可能なフィルム側に配置されたガスバリア層が、前記ガスバリア膜の前記樹脂基材とは反対側の主面にオーバーコート層を有し、前記ガスバリア層積層部の他のガスバリア層のガスバリア膜が、前記オーバーコート層を有さないものであり、
前記ガスバリア層積層部の2つのガスバリア層は、前記熱溶着可能なフィルム側に配置されたガスバリア層の前記ガスバリア膜の膜厚が、前記ガスバリア層積層部の他のガスバリア層のガスバリア膜の膜厚と比較して、20nm以下の範囲内で薄い膜厚を有するものである、真空断熱材用外包材。 - 前記ガスバリア層積層部に用いられる前記接着層は、官能基としてイソシアネート基を有する化合物を有する、請求項1から請求項5までのいずれかの請求項に記載の真空断熱材用外包材。
- 前記真空断熱材用外包材に含まれる全ての前記ガスバリア層が、前記ガスバリア膜として無期酸化物膜を有する、請求項1から請求項6までのいずれかの請求項に記載の真空断熱材用外包材。
- 前記真空断熱材用外包材が透明性を有する、請求項1から請求項7までのいずれかの請求項に記載の真空断熱材用外包材。
- 前記真空断熱材用外包材が電波透過性を有する、請求項1から請求項8までのいずれかの請求項に記載の真空断熱材用外包材。
- 芯材と、前記芯材が封入された外包材とを有する真空断熱材であって、
前記外包材が、請求項1から請求項9までのいずれかの請求項に記載の真空断熱用外包材である、真空断熱材。 - 熱絶縁領域を有する物品および真空断熱材を備える真空断熱材付き物品であって、
前記真空断熱材は、芯材と、前記芯材が封入された外包材とを有し、
前記外包材が、請求項1から請求項9までのいずれかの請求項に記載の真空断熱用外包材である、真空断熱材付き物品。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018129108A JP2020008084A (ja) | 2018-07-06 | 2018-07-06 | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018129108A JP2020008084A (ja) | 2018-07-06 | 2018-07-06 | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2020008084A true JP2020008084A (ja) | 2020-01-16 |
Family
ID=69151243
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018129108A Pending JP2020008084A (ja) | 2018-07-06 | 2018-07-06 | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2020008084A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023157762A1 (ja) * | 2022-02-15 | 2023-08-24 | 大日本印刷株式会社 | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 |
| WO2024084774A1 (ja) * | 2022-10-19 | 2024-04-25 | パナソニックIpマネジメント株式会社 | 真空断熱材 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008256125A (ja) * | 2007-04-06 | 2008-10-23 | Hitachi Appliances Inc | 真空断熱材及びこれを用いた冷蔵庫 |
| WO2009031623A1 (ja) * | 2007-09-06 | 2009-03-12 | The Nippon Synthetic Chemical Industry Co., Ltd. | 真空断熱構造体及びその製造方法 |
| JP2012031977A (ja) * | 2010-08-02 | 2012-02-16 | Honko Mfg Co Ltd | センサ付真空断熱パネル |
| JP2016038013A (ja) * | 2014-08-07 | 2016-03-22 | 大日本印刷株式会社 | 真空断熱材、真空断熱材用外装材、および断熱物品 |
-
2018
- 2018-07-06 JP JP2018129108A patent/JP2020008084A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008256125A (ja) * | 2007-04-06 | 2008-10-23 | Hitachi Appliances Inc | 真空断熱材及びこれを用いた冷蔵庫 |
| WO2009031623A1 (ja) * | 2007-09-06 | 2009-03-12 | The Nippon Synthetic Chemical Industry Co., Ltd. | 真空断熱構造体及びその製造方法 |
| JP2012031977A (ja) * | 2010-08-02 | 2012-02-16 | Honko Mfg Co Ltd | センサ付真空断熱パネル |
| JP2016038013A (ja) * | 2014-08-07 | 2016-03-22 | 大日本印刷株式会社 | 真空断熱材、真空断熱材用外装材、および断熱物品 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023157762A1 (ja) * | 2022-02-15 | 2023-08-24 | 大日本印刷株式会社 | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 |
| JP7334836B1 (ja) | 2022-02-15 | 2023-08-29 | 大日本印刷株式会社 | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 |
| JP2023124771A (ja) * | 2022-02-15 | 2023-09-06 | 大日本印刷株式会社 | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 |
| WO2024084774A1 (ja) * | 2022-10-19 | 2024-04-25 | パナソニックIpマネジメント株式会社 | 真空断熱材 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110603403B (zh) | 真空绝热材料用外包材料、真空绝热材料和带真空绝热材料的物品 | |
| EP3421860B1 (en) | Vacuum insulation material outer packaging material, vacuum insulation material, and article with vacuum insulation material | |
| WO2018062048A1 (ja) | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 | |
| JP2018189163A (ja) | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 | |
| JP6776618B2 (ja) | 真空断熱材用外包材、真空断熱材、および真空断熱材付き機器 | |
| JP2020008084A (ja) | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 | |
| JP7238566B2 (ja) | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 | |
| JP6149997B1 (ja) | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 | |
| JP2018059524A (ja) | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 | |
| JP6245332B1 (ja) | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 | |
| JP2018189227A (ja) | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 | |
| JP2018189240A (ja) | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 | |
| WO2020262665A1 (ja) | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 | |
| JP6401721B2 (ja) | 真空断熱材用外包材、真空断熱材、および真空断熱材付き機器 | |
| JP2018135995A (ja) | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 | |
| JP7056029B2 (ja) | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 | |
| JP7334836B1 (ja) | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 | |
| JP2018059625A (ja) | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 | |
| WO2024090166A1 (ja) | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 | |
| WO2020262668A1 (ja) | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 | |
| JP6369597B1 (ja) | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 | |
| JP2018189189A (ja) | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 | |
| JP2017061956A (ja) | 真空断熱材用外装材、およびそれを用いた真空断熱材、ならびに真空断熱材付き機器 | |
| JP2018059557A (ja) | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 | |
| JP2023065501A (ja) | 真空断熱材用外包材、真空断熱材、および真空断熱材付き物品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210525 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220315 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220316 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220511 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20220802 |