JP6860302B2 - 吸収性物品 - Google Patents
吸収性物品 Download PDFInfo
- Publication number
- JP6860302B2 JP6860302B2 JP2016139471A JP2016139471A JP6860302B2 JP 6860302 B2 JP6860302 B2 JP 6860302B2 JP 2016139471 A JP2016139471 A JP 2016139471A JP 2016139471 A JP2016139471 A JP 2016139471A JP 6860302 B2 JP6860302 B2 JP 6860302B2
- Authority
- JP
- Japan
- Prior art keywords
- absorbent article
- convex portion
- surface sheet
- longitudinal direction
- fiber layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000002250 absorbent Substances 0.000 title claims description 97
- 230000002745 absorbent Effects 0.000 title claims description 94
- 239000000835 fiber Substances 0.000 claims description 275
- 230000004927 fusion Effects 0.000 claims description 56
- 239000000853 adhesive Substances 0.000 claims description 47
- 230000001070 adhesive effect Effects 0.000 claims description 47
- 239000006096 absorbing agent Substances 0.000 claims description 36
- 238000000034 method Methods 0.000 claims description 32
- 238000007526 fusion splicing Methods 0.000 claims description 12
- 239000010410 layer Substances 0.000 description 117
- 239000004745 nonwoven fabric Substances 0.000 description 39
- 239000007788 liquid Substances 0.000 description 36
- 229920005989 resin Polymers 0.000 description 24
- 239000011347 resin Substances 0.000 description 24
- 238000007789 sealing Methods 0.000 description 16
- 238000005259 measurement Methods 0.000 description 15
- 230000002265 prevention Effects 0.000 description 13
- 238000002844 melting Methods 0.000 description 12
- 230000008018 melting Effects 0.000 description 12
- 239000002131 composite material Substances 0.000 description 11
- 230000005484 gravity Effects 0.000 description 11
- -1 polyethylene Polymers 0.000 description 11
- 239000004743 Polypropylene Substances 0.000 description 10
- 239000000306 component Substances 0.000 description 10
- 238000004049 embossing Methods 0.000 description 10
- 229920000139 polyethylene terephthalate Polymers 0.000 description 8
- 239000005020 polyethylene terephthalate Substances 0.000 description 8
- 239000008280 blood Substances 0.000 description 7
- 210000004369 blood Anatomy 0.000 description 7
- 230000002175 menstrual effect Effects 0.000 description 6
- 230000002093 peripheral effect Effects 0.000 description 6
- 229920001169 thermoplastic Polymers 0.000 description 6
- 238000010521 absorption reaction Methods 0.000 description 5
- 230000002457 bidirectional effect Effects 0.000 description 5
- 239000000470 constituent Substances 0.000 description 5
- 239000002861 polymer material Substances 0.000 description 5
- 229920001155 polypropylene Polymers 0.000 description 5
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 230000002708 enhancing effect Effects 0.000 description 4
- 229920000468 styrene butadiene styrene block copolymer Polymers 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- 239000004831 Hot glue Substances 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 3
- 239000008358 core component Substances 0.000 description 3
- 239000013078 crystal Substances 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 239000012943 hotmelt Substances 0.000 description 3
- 230000005764 inhibitory process Effects 0.000 description 3
- 238000005304 joining Methods 0.000 description 3
- 238000000691 measurement method Methods 0.000 description 3
- 229920000573 polyethylene Polymers 0.000 description 3
- 229920000642 polymer Polymers 0.000 description 3
- 229920005672 polyolefin resin Polymers 0.000 description 3
- 239000000047 product Substances 0.000 description 3
- 238000011084 recovery Methods 0.000 description 3
- 239000002356 single layer Substances 0.000 description 3
- 239000002904 solvent Substances 0.000 description 3
- 229920001577 copolymer Polymers 0.000 description 2
- 238000002788 crimping Methods 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- 238000007500 overflow downdraw method Methods 0.000 description 2
- 230000035699 permeability Effects 0.000 description 2
- 229920001935 styrene-ethylene-butadiene-styrene Polymers 0.000 description 2
- 229920002972 Acrylic fiber Polymers 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- 206010012735 Diarrhoea Diseases 0.000 description 1
- 206010016322 Feeling abnormal Diseases 0.000 description 1
- 206010021639 Incontinence Diseases 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 229920000297 Rayon Polymers 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 150000001336 alkenes Chemical class 0.000 description 1
- 229920006127 amorphous resin Polymers 0.000 description 1
- 230000001153 anti-wrinkle effect Effects 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 210000001124 body fluid Anatomy 0.000 description 1
- 239000010839 body fluid Substances 0.000 description 1
- FACXGONDLDSNOE-UHFFFAOYSA-N buta-1,3-diene;styrene Chemical compound C=CC=C.C=CC1=CC=CC=C1.C=CC1=CC=CC=C1 FACXGONDLDSNOE-UHFFFAOYSA-N 0.000 description 1
- 210000003756 cervix mucus Anatomy 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 230000003749 cleanliness Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 229920005674 ethylene-propylene random copolymer Polymers 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 239000012510 hollow fiber Substances 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000010137 moulding (plastic) Methods 0.000 description 1
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 239000012466 permeate Substances 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 239000002964 rayon Substances 0.000 description 1
- 239000005871 repellent Substances 0.000 description 1
- 210000003296 saliva Anatomy 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
- 238000012916 structural analysis Methods 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 238000002076 thermal analysis method Methods 0.000 description 1
- 210000002700 urine Anatomy 0.000 description 1
- 206010046901 vaginal discharge Diseases 0.000 description 1
- 239000011345 viscous material Substances 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images











Description
しかし、畝部及び溝部が延びる方向を、吸収性物品の長手方向に一致させて使用すると、吸収性物品が極めて薄かったり柔らかかったりする場合には、表面シートの溝部の位置で折れ曲がり易く、特に高さの異なる畝部を有する場合に顕著になる。そのため、着用中に吸収性物品にヨレが生じ易くなり、ヨレに起因する漏れが生じ易くなる。
特許文献3に記載の表面シートは、肌当接面に大小の凸部を有することによって、肌触りや液戻り防止性が良好であるが、その表面シートを用いて吸収性物品のヨレを防止する技術については何ら記載されていない。
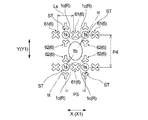
本発明の吸収性物品の一実施形態であるパンティライナー10(以下、パンティライナー10とも言う)は、図2に示すように、肌当接面側に配された表面シート1、非肌当接面側に配された裏面シート2及びこれら両シート1,2間に配された吸収体3を備え、図1(a)に示すように、着用時に着用者の前後方向に一致する長手方向X及び該長手方向Xに直交する幅方向Yを有している。吸収性物品の長手方向Xは、吸収性物品の平面視において、着用時に着用者の前側(腹側)に配される一端1fと着用者の後ろ側(背中側)に配される他端1rとを結ぶ方向及び該方向に平行な方向であり、吸収性物品の幅方向Yとは、吸収性物品の平面視において、吸収性物品の長手方向Xと直交する方向である。本発明の吸収性物品は、前後の区別のないもの、例えば前後対称の形状のものであっても良く、その場合、長手方向の両端のうちの任意に選択した一端を前側に配される一端、任意に選択した一端とは反対側の一端を後ろ側に配される他端とする。また、肌当接面とは、吸収性物品の表裏両面のうち、着用時に着用者の肌側に配される面であり、非肌当接面とは、吸収性物品の表裏両面のうち、着用時に着用者の肌側とは反対側に向けられる面である。
「エアスルー不織布」とは、50℃以上の流体、例えば気体や水蒸気を、ウエブ又は不織布に吹き付ける工程を経て製造された不織布を言い、本工程のみで製造される不織布のみならず、他の方法で作製された不織布に本工程を付加して製造した不織布あるいは本工程の後に何らかの工程を行って製造した不織布をも含む意味である。エアスルー不織布は、単層のエアスルー不織布のみならず、多層のエアスルー不織布でも良く、更にエアスルー不織布と、他の不織布等の繊維シートやフィルム材とを複合化したものであっても良い。
融着接合部6は、例えば熱エンボス、超音波エンボスなどの各種融着手段によって形成される。
また、低凸部列1sL(第2凸部)は着用者の肌に接触しない状況が生じ易いことによって、表面シート1と肌との接触面積が低減されるため、肌触りも良好である。
なお、本実施形態に用いた表面シート1における高凸部列1bLは、パンティライナー10の長手方向Xにおける高凸部1bの中心間距離P1(図4参照)が、パンティライナー10の幅方向Yにおける高凸部列1bLどうしの中心間距離P2(図4参照)よりも短い。また、本実施形態に用いた表面シート1における低凸部列1sLは、パンティライナー10の長手方向Xにおける低凸部1sの中心間距離P3(図5参照)が、パンティライナー10の幅方向Yにおける低凸部列1sLどうしの中心間距離P4(図5参照)よりも短い。これにより、表面シート1上に排泄された液は、一層、パンティライナー10の長手方向Xに比して幅方向Yに流れにくくなっている。
また同様の観点から、接着部4における接着剤の坪量は、好ましくは5g/m2倍以上、より好ましくは7g/m2以上であり、また好ましくは30g/m2以下、より好ましくは20g/m2以下であり、好ましくは5g/m2以上30g/m2以下、より好ましくは7g/m2以上20g/m2以下である。
同様の観点から、接着部4の前記間隔L2は、好ましくは3mm以上、より好ましくは4mm以上であり、また好ましくは10mm以下、より好ましくは8mm以下であり、また好ましくは3mm以上10mm以下、より好ましくは4mm以上8mm以下である。
また、接着部4が分布する範囲の全長L4は、パンティライナー10の吸収体3の長手方向Xの全長L3に対して、好ましくは50%以上、より好ましくは60%以上であり、また好ましくは100%以下、より好ましくは90%以下であり、また好ましくは50%以上100%以下、より好ましくは60%以上90%以下である。
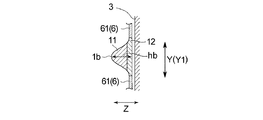
また、高凸部1bの底面からの隆起角度θ3(図10参照)は、多量の経血時においても、肌に触れる部分に経血を残し難くする観点から、好ましくは70°以上、更に好ましくは75°以上、そして、好ましくは90°以下、更に好ましくは85°以下、より具体的には、70°以上90°以下であることが好ましく、75°以上85°以下であることが更に好ましい。隆起角度θ3は、上記高さhbを測定する際に同時に測定する。
また、低凸部1sの底面からの隆起角度θ4(図11参照)は、多量の経血時においても、肌に触れる部分に経血を残し難くする観点から、好ましくは25°以上、更に好ましくは30°以上、そして、好ましくは70°以下、更に好ましくは65°以下、より具体的には、25°以上70°以下であることが好ましく、30°以上65°以下であることが更に好ましい。隆起角度θ4は、上記高さhsを測定する際に同時に測定する。
また、低凸部1sを厚み方向Zに仮想的に二等分する際の厚みとは、上述した高凸部1bを厚み方向Zに仮想的に二等分する際の厚みと同様に、実質的に無荷重の状態での厚みを言う。実質的に無荷重とは、繊維の集合体である不織布の性質上、値のばらつきを抑えるために、0.049kPa荷重であることを言う。
(1)表面シート1の坪量が略均一(一様)である場合(あるいは略均一と判断できる場合)には、表面シート1の切断面の高さ(厚み)を計測する。
(2)表面シート1の坪量が不均一である場合(あるいは不均一と判断きる場合)には、表面シート1の切断面における繊維間の平均距離を計測する。
表面シート1から、X方向10cmY方向10cmのサイズのカットサンプルを10個以上の取り出し、各々の坪量を計測した際に、標準偏差σの3倍値(3σ)が平均μの10%以内であり、外観上繊維ムラが見られなければ、略均一と判断する。ただし、微小領域で組成が異なっている等、様々な要因を考慮し、総合的に判断することが好ましい。
平面視における表面シート1から、高凸部1bの重心(Z方向の頂点)と両端の2個の融着接合部6(中間接合部61)とを通る直線で切断して高凸部1b測定用サンプルを作成する。同様に、低凸部1sの重心(Z方向の頂点)と両端の2個の融着接合部6(2個の中間接合部61或いは2個の他接合部62)とを通る直線で切断して低凸部1s測定用サンプルを作成する。この際、切断により各測定用サンプルの高さの減少等をなるべく起こさないように留意する。
(1)の方法においては、低凸部1s測定用サンプルの中央部の高さhs(厚み)を、高凸部1b測定用サンプルの中央部の高さhb(厚み)で除して密度の比率(ds/db)とする。
(1)の方法と同様に断面を計測するが、(1)の方法で行う測定に加えて、各測定用サンプルの断面を拡大倍率500〜1000倍で撮影する。拡大撮影画像各々の対象測定部位(各測定用サンプルの中央部)で且つ幅方向(平面方向)に繊維本数が3〜7本の領域において、画像解析装置(NEXUS製NEWQUBE ver.4.20)を使用して、繊維の最近接重心間距離を求める。
上記計測においては、高さ(厚み)方向に略全体的に計測し、且つ最近接重心間距離の重複が生じないようにする。また、断面については、少なくとも3箇所、好ましくは5箇所、より好ましくは10箇所計測し、その平均値を用いる。
(2)の方法においては、低凸部1s測定用サンプルの中央部の最近接重心間距離を、高凸部1b測定用サンプルの中央部の最近接重心間距離で除して密度の比率(ds/db)とする。
樹脂の結晶化度χは、下記式(1)によって求められる。
χ=(1−(ρc−ρ)/(ρc−ρa))×100 (1)
前記式(1)中の「ρc」は樹脂の結晶の密度であり、樹脂がPPの場合は0.936[g/cm3]、PETの場合は1.457[g/cm3](下記参考文献3参照)である。
また、前記式(1)中の「ρa」は樹脂の非晶の密度であり、樹脂がPPの場合は0.850[g/cm3]、PETの場合は1.335[g/cm3](下記参考文献3参照)である。
また、前記式(1)中の「ρ」は下記式(2)によって求められる。
ρ=ρc−(ρc−ρa)×(Lorentz密度B−Lorentz密度A)/(Lorentz密度B−Lorentz密度C) (2)
Lorentz密度A=(n2−1)/(n2+1) (3)
n2=(np2+2nv2)/3 (4)
また、前記式(2)中の「Lorentz密度C」は、それぞれの樹脂種の非晶の屈折率をnとして前記式(3)に代入して求められ、PPの場合はn=1.47、PETの場合はn=1.58(それぞれ下記参考文献2、参考文献1参照)を使用した。
・参考文献2:「POLYMER HANDBOOK」(A WILEY−INTERSCIENCE PUBLICATION、1999年)
・参考文献3:「プラスチック成形品の高次構造解析入門」(編者(社)プラスチック成形加工学会、初版、2006年)
また、表面シート1において、第2繊維層12は、潜在捲縮性繊維を60質量%以上、特に80質量%以上、そして、100質量%以下含有することが好ましい。
ここでいう潜在捲縮性繊維(熱収縮性繊維)の含有率は、螺旋状の捲縮を発現したものと、螺旋状の捲縮を発現していないものとの両者を含めた含有率である。第2繊維層12に、潜在捲縮性繊維を含ませることによって、高凸部1b及び低凸部1sを形成した表面シート1を用いることで、肌触り、蒸れ難さ、液戻り防止性に優れる上に、ヨレ防止性能に優れる吸収性物品が得られる。なお、潜在捲縮性繊維の含有率が80質量%以上とすることで、第1繊維層11の融着接合部6以外の部分を充分に凸状に変形させ、高凸部1b及び低凸部1sが突出した嵩高な表面シート1を得ることができる。
例えば、本発明の吸収性物品は、図12に示すように、接着部4が、吸収体3の幅方向に外方に延出する部分を有しないものであっても良い。図12は、図1(b)相当図である。また、上述したパンティライナー10は、矩形の長手方向の両端を円弧状とし、またその長手方向の中央部に括れ部を設けた形状であったが、これに制限されず、例えば、長軸が短軸の1.5倍以上の楕円形状、矩形の長手方向の両端を円弧状とする一方、その長手方向の中央部に括れ部を有しない形状等とすることもできる。また、本発明の吸収性物品は、長手方向の両側部に、弾性部材が配されたサイド防漏部形成シート又は弾性部材が配されていないサイド防漏部形成シートを配してサイド防漏部を形成したものであっても良い。また、長手方向の中央部の両側それぞれにウイング部を備えたものであっても良い。
また、上述した実施形態の表面シート1は、吸収性物品の長手方向に沿って非連続的に突出した複数の高凸部を有する第1凸部と、吸収性物品の長手方向に沿って非連続的に突出した複数の低凸部を有する第2凸部とを吸収性物品の幅方向に交互に有するものであったが、本発明の吸収性物品は、特許文献2に記載の表面シートのように、高さが異なる複数種類の畝部及び溝部を有する表面シートを、畝部及び溝部が延びる方向を吸収性物品の長手方向に一致させて用いたものであっても良い。
1 表面シート
1b 高凸部
1bL 高凸部列(第1凸部)
1s 低凸部
1sL 低凸部列(第2凸部)
1c 連結凸部
2 裏面シート
3 吸収体
4 接着部
5 固定部
6 融着接合部
61 中間接合部
62 他接合部
X 吸収性物品の長手方向
Y 吸収性物品の幅方向
Claims (8)
- 肌当接面側に配された表面シート、非肌当接面側に配された裏面シート及びこれら両シート間に配された吸収体を備え、着用時に着用者の前後方向に一致する長手方向及び該長手方向に直交する幅方向を有している吸収性物品であって、
前記表面シートは、肌当接面側に、吸収性物品の長手方向に沿って非連続的に突出した複数の高凸部を有する高凸部列と吸収性物品の長手方向に沿って非連続的に突出した複数の低凸部を有する低凸部列とを吸収性物品の幅方向に交互に有しており、前記低凸部は、前記高凸部よりも高さが低く且つ前記高凸部よりも繊維密度が高くなっており、
前記表面シートと前記吸収体との間が、吸収性物品の幅方向に延在し吸収性物品の長手方向に間欠的に配された複数の接着部で接合されており、
前記高凸部は、吸収性物品の幅方向に沿う長さが、吸収性物品の長手方向に沿う長さよりも長く、
前記接着部は、吸収性物品の長手方向に沿う幅が、前記低凸部列を構成する個々の低凸部の吸収性物品の長手方向に沿う長さよりも短い、吸収性物品。 - 前記接着部は、吸収性物品の長手方向における間隔が、前記高凸部列を構成する個々の高凸部の吸収性物品の長手方向に沿う長さよりも長い、請求項1に記載の吸収性物品。
- 肌当接面側に配された表面シート、非肌当接面側に配された裏面シート及びこれら両シート間に配された吸収体を備え、着用時に着用者の前後方向に一致する長手方向及び該長手方向に直交する幅方向を有している吸収性物品であって、
前記表面シートは、肌当接面側に、吸収性物品の長手方向に沿って非連続的に突出した複数の高凸部を有する高凸部列と吸収性物品の長手方向に沿って非連続的に突出した複数の低凸部を有する低凸部列とを吸収性物品の幅方向に交互に有しており、前記低凸部は、前記高凸部よりも高さが低く且つ前記高凸部よりも繊維密度が高くなっており、
前記表面シートと前記吸収体との間が、吸収性物品の幅方向に延在し吸収性物品の長手方向に間欠的に配された複数の接着部で接合されており、
前記高凸部は、吸収性物品の幅方向に沿う長さが、吸収性物品の長手方向に沿う長さよりも長く、
前記接着部は、吸収性物品の長手方向における間隔が、前記高凸部列を構成する個々の高凸部の吸収性物品の長手方向に沿う長さよりも長い、吸収性物品。 - 前記高凸部及び前記低凸部は、何れも前記表面シートの肌当接面を形成する繊維層から形成されており、少なくとも該低凸部は、該繊維層を構成する繊維によって内部が満たされている、請求項1〜3の何れか1項に記載の吸収性物品。
- 前記高凸部列は、吸収性物品の長手方向における前記高凸部の中心間距離が、吸収性物品の幅方向における高凸部列どうしの中心間距離よりも短く、前記低凸部列は、吸収性物品の長手方向における前記低凸部の中心間距離が、吸収性物品の幅方向における低凸部列どうしの中心間距離よりも短い、請求項1〜4の何れか1項に記載の吸収性物品。
- 前記表面シートは、肌当接面を形成する第1繊維層とこれに積層された第2繊維層とを有する多層構造を有し、該第1繊維層と該第2繊維層とが融着接合された融着接合部が複数、相互に離間した状態に形成されており、
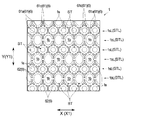
前記高凸部及び前記低凸部においては、前記第1繊維層が前記第2繊維層とは反対方向に向けて突出している、請求項1〜5の何れか1項に記載の吸収性物品。 - 前記表面シートは、複数の前記融着接合部によって囲まれた大多角形領域が、吸収性物品の長手方向に沿って互いに隣接して複数配されて構成された大多角形領域列と、前記大多角形領域よりも面積が小さい小多角形領域が、吸収性物品の長手方向に沿って互いに隣接して複数配されて構成された小多角形領域列とを、吸収性物品の幅方向に交互に有しており、
前記融着接合部は、前記大多角形領域の頂部をなし且つ前記大多角形領域列に隣接する前記小多角形領域列を構成する前記小多角形領域の頂部もなしており、
前記大多角形領域内に前記高凸部が配され、前記小多角形領域内に前記低凸部が配されている、請求項6に記載の吸収性物品。 - 前記第2繊維層は、熱収縮性繊維を含み、
前記第1繊維層は、熱収縮性繊維を含まないか、前記第2繊維層よりも低い含有率で含む、請求項6又は7に記載の吸収性物品。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016139471A JP6860302B2 (ja) | 2016-07-14 | 2016-07-14 | 吸収性物品 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016139471A JP6860302B2 (ja) | 2016-07-14 | 2016-07-14 | 吸収性物品 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018007886A JP2018007886A (ja) | 2018-01-18 |
| JP6860302B2 true JP6860302B2 (ja) | 2021-04-14 |
Family
ID=60994026
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016139471A Active JP6860302B2 (ja) | 2016-07-14 | 2016-07-14 | 吸収性物品 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6860302B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7390970B2 (ja) * | 2020-05-14 | 2023-12-04 | ユニ・チャーム株式会社 | 吸収性物品 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2759331B2 (ja) * | 1989-01-11 | 1998-05-28 | 大和紡績株式会社 | 潜在捲縮性複合繊維及びその製造方法 |
| JP3594099B2 (ja) * | 1994-09-06 | 2004-11-24 | 花王株式会社 | 吸収性物品 |
| JP3680418B2 (ja) * | 1996-04-26 | 2005-08-10 | 東洋紡績株式会社 | 複合繊維及びその製造法 |
| JP2007175093A (ja) * | 2005-12-27 | 2007-07-12 | Kao Corp | 吸収性物品 |
| JP5328088B2 (ja) * | 2006-06-23 | 2013-10-30 | ユニ・チャーム株式会社 | 不織布 |
| JP4343992B2 (ja) * | 2007-05-23 | 2009-10-14 | 花王株式会社 | 吸収性物品の表面シート |
| JP5368816B2 (ja) * | 2009-02-02 | 2013-12-18 | 花王株式会社 | 吸収性物品 |
| JP5421676B2 (ja) * | 2009-07-07 | 2014-02-19 | 花王株式会社 | 吸収性物品用の表面シート |
| JP5421720B2 (ja) * | 2009-10-09 | 2014-02-19 | ユニ・チャーム株式会社 | 不織布 |
| JP5451353B2 (ja) * | 2009-12-10 | 2014-03-26 | 花王株式会社 | 吸収性物品の製造方法 |
| JP6006068B2 (ja) * | 2012-09-28 | 2016-10-12 | 花王株式会社 | 繊維シート |
| JP6172808B2 (ja) * | 2013-11-29 | 2017-08-02 | 花王株式会社 | 吸収性物品の表面シート |
| JP6310294B2 (ja) * | 2014-03-27 | 2018-04-11 | 花王株式会社 | 吸収性物品用の表面シート |
| JP6431359B2 (ja) * | 2014-12-19 | 2018-11-28 | 花王株式会社 | 吸収性物品 |
-
2016
- 2016-07-14 JP JP2016139471A patent/JP6860302B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018007886A (ja) | 2018-01-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI586337B (zh) | Absorbent items | |
| JP6158992B2 (ja) | 吸収性物品 | |
| JP3609361B2 (ja) | 立体シート材料 | |
| JP4343992B2 (ja) | 吸収性物品の表面シート | |
| JP6005019B2 (ja) | 吸収性物品 | |
| JP2017038925A5 (ja) | ||
| KR20120104630A (ko) | 유체 취급 구역을 포함하는 흡수용품 | |
| TW201417784A (zh) | 纖維片材 | |
| JP2006175689A (ja) | 立体シート | |
| JP2010115479A (ja) | 吸収性物品の表面シート | |
| WO2017030136A1 (ja) | 吸収性物品 | |
| KR20140064984A (ko) | 흡수성 물품 | |
| JP2004129924A (ja) | 吸収性物品用の表面シート | |
| JP2016174741A (ja) | 吸収性物品 | |
| JP2007296001A (ja) | 吸収性物品 | |
| RU2643948C2 (ru) | Одноразовый подгузник типа трусов и способ изготовления одноразового подгузника типа трусов | |
| CN108348375B (zh) | 吸收性物品 | |
| JP4282428B2 (ja) | 複合シート | |
| WO2016136943A1 (ja) | 吸収性物品 | |
| JP6860302B2 (ja) | 吸収性物品 | |
| JP2012070821A (ja) | 吸収性物品 | |
| JP2017086621A (ja) | 吸収性物品 | |
| JP4925812B2 (ja) | 吸収性物品 | |
| JP2017099563A (ja) | 吸収性物品 | |
| RU2659888C2 (ru) | Одноразовый подгузник типа трусов и способ его производства |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190603 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200319 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200331 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200527 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200929 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201124 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210323 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210326 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6860302 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |