JP6840393B2 - 射出延伸ブロー成形機と中空成形体の製造方法 - Google Patents
射出延伸ブロー成形機と中空成形体の製造方法 Download PDFInfo
- Publication number
- JP6840393B2 JP6840393B2 JP2018080688A JP2018080688A JP6840393B2 JP 6840393 B2 JP6840393 B2 JP 6840393B2 JP 2018080688 A JP2018080688 A JP 2018080688A JP 2018080688 A JP2018080688 A JP 2018080688A JP 6840393 B2 JP6840393 B2 JP 6840393B2
- Authority
- JP
- Japan
- Prior art keywords
- molded body
- blow molding
- hollow molded
- molding
- injection
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000010103 injection stretch blow moulding Methods 0.000 title claims description 52
- 238000004519 manufacturing process Methods 0.000 title claims description 19
- 238000000071 blow moulding Methods 0.000 claims description 179
- 238000001816 cooling Methods 0.000 claims description 104
- 238000000465 moulding Methods 0.000 claims description 99
- 238000001746 injection moulding Methods 0.000 claims description 90
- 238000007711 solidification Methods 0.000 claims description 41
- 230000008023 solidification Effects 0.000 claims description 41
- 238000000034 method Methods 0.000 claims description 36
- 238000007664 blowing Methods 0.000 claims description 30
- 238000002347 injection Methods 0.000 claims description 27
- 239000007924 injection Substances 0.000 claims description 27
- 206010042674 Swelling Diseases 0.000 claims description 14
- 230000008961 swelling Effects 0.000 claims description 14
- 238000000605 extraction Methods 0.000 claims description 12
- 239000007787 solid Substances 0.000 claims description 11
- 230000002093 peripheral effect Effects 0.000 claims description 8
- 230000000694 effects Effects 0.000 description 8
- 229920005989 resin Polymers 0.000 description 5
- 239000011347 resin Substances 0.000 description 5
- 239000000463 material Substances 0.000 description 4
- 238000004904 shortening Methods 0.000 description 3
- 230000002250 progressing effect Effects 0.000 description 2
- 208000031872 Body Remains Diseases 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images













Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
- B29C49/06—Injection blow-moulding
- B29C49/061—Injection blow-moulding with parison holding means displaceable between injection and blow stations
- B29C49/062—Injection blow-moulding with parison holding means displaceable between injection and blow stations following an arcuate path, e.g. rotary or oscillating-type
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
- B29C49/06—Injection blow-moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/28—Blow-moulding apparatus
- B29C49/30—Blow-moulding apparatus having movable moulds or mould parts
- B29C49/36—Blow-moulding apparatus having movable moulds or mould parts rotatable about one axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/4205—Handling means, e.g. transfer, loading or discharging means
- B29C49/42069—Means explicitly adapted for transporting blown article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/48—Moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/64—Heating or cooling preforms, parisons or blown articles
- B29C49/6409—Thermal conditioning of preforms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/64—Heating or cooling preforms, parisons or blown articles
- B29C49/66—Cooling by refrigerant introduced into the blown article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/70—Removing or ejecting blown articles from the mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
- B29C2049/023—Combined blow-moulding and manufacture of the preform or the parison using inherent heat of the preform, i.e. 1 step blow moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/48—Moulds
- B29C2049/4879—Moulds characterised by mould configurations
- B29C2049/4887—Mould halves consisting of an independent neck and main part
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/70—Removing or ejecting blown articles from the mould
- B29C2049/701—Ejecting means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/07—Preforms or parisons characterised by their configuration
- B29C2949/0715—Preforms or parisons characterised by their configuration the preform having one end closed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/08—Biaxial stretching during blow-moulding
- B29C49/10—Biaxial stretching during blow-moulding using mechanical means for prestretching
- B29C49/12—Stretching rods
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/4205—Handling means, e.g. transfer, loading or discharging means
- B29C49/42073—Grippers
- B29C49/42087—Grippers holding outside the neck
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/4205—Handling means, e.g. transfer, loading or discharging means
- B29C49/42093—Transporting apparatus, e.g. slides, wheels or conveyors
- B29C49/42095—Rotating wheels or stars
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
- B29L2031/7158—Bottles
Description
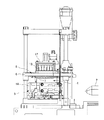
従来から合成樹脂製の容器形状とした中空成形体の製造においては射出延伸ブロー成形機が用いられている。図6と図7と図8とは従来の射出延伸ブロー成形機の一例を示している。この射出延伸ブロー成形機1は、射出装置aが接続されて溶融樹脂が送り込まれる射出成形部2と、射出成形部2で射出成形されたプリフォームを容器形状の中空成形体としてブロー成形する延伸ブロー成形部3と、延伸ブロー成形部3にてブロー成形された中空成形体を機器外に搬出する取り出し部4との三つのステーションを備えている。
上記射出延伸ブロー成形機1では、三つのステーションを同一の円周上の位置であって等角度ごとにして配置し、三つのステーションの上に、成形されたプリフォームおよび中空成形体を旋回移動させる形で搬送する回転板5を中間基盤6の内側に備えている。
射出延伸ブロー成形機1の上記回転板5は、プリフォーム口部の外周面を形成し、また成形されたプリフォームの口部を咥える形でプリフォームの搬送と容器形状に成形された中空成形体の搬送をするプリフォーム口部の外周面形成用兼プリフォーム搬送用のリップ型7を下面に有しているものである。
射出延伸ブロー成形機1では、特許文献1、そして図9に示されているように、回転板5の回転中心軸回りに射出成形部2、延伸ブロー成形部3、取り出し部4が等角度(120度)ごとにして設けられている。中間基盤6に制御装置や駆動電動機などを組み付けてなる回転板部8が前記回転板5を支えており、回転板部8の制御の下で、回転板5が一定回転角度(120度)の回転ごとに停止し、また回転を停止した状態の回転板が回転板部8と共に降下と上昇とをするようにしている。
そして、回転板5が降下するごとに、回転板5の下面のリップ型7は、射出成形部2、延伸ブロー成形部3、取り出し部4に対応していて、射出形成部2では、リップ型7が降下することでこの射出成形部2に配置されている金型とリップ型7とで射出成形型9が形成される。また、延伸ブロー成形部3では、リップ型7が降下することで延伸ブロー成形部3に配置されている金型とリップ型7とで延伸ブロー成形型が形成されるようにしている。
延伸ブロー成形部3では、図6に示されているようにブロー型締ユニット14で割り型が構成されているとともに、延伸ブロー成形部3の上方になるようにして中間基盤6に、プリフォームを延伸する延伸ユニット15が組み付けられており、延伸ブロー成形部3にリップ型7が対応することでブロー成形型16が形成されるようにしている。
取り出し部4にあっては、下部基盤12側に不図示のスロープが配置されている。そして、取り出し部4に対応するリップ型から解放された中空成形体が前記スロープに案内されて射出延伸ブロー成形機1の機器外へと送り出されるようにしている。図8は射出延伸ブロー成形機1を取り出し部4側から見た状態で示されており、図面上、奥側に延伸ブロー成形部3のブロー型締ユニット14が位置している。
従来の射出延伸ブロー成形機では、射出成形工程と、ブロー成形工程と、エジェクト工程とが順に進行する成形サイクルを備えていて、この成形サイクルを経ることで中空成形体が製造される。(各工程は、成形機動作である。)
まず、射出成形工程では、上述したようにリップ型7が射出成形部2に対応して、この射出成形部2で構成された射出成形型9に対して射出装置から樹脂が送り込まれ、前記射出成形型9にてプリフォームが射出成形される。
ブロー成形工程は、リップ型2が延伸ブロー成形部3に対応して、延伸ブロー成形部3で構成されるブロー成形型16によって行われる。具体的には、射出成形部2で射出成形された高温度で軟質のプリフォームを保持するリップ型7が、延伸ブロー成形部3に移動して対応し、このリップ型の対応によって前記プリフォームが延伸ブロー成形部3におけるブロー成形型16に配置される。そして、プリフォームを上記延伸ユニット15のロッドにて延伸するとともに、プリフォームにブローエアcの吹き込みを行なう。これによって容器形状の中空成形体がブロー成形される。
ブロー成形工程に続くエジェクト工程では、上述したようにブロー成形された中空成形体を保持するリップ型7が、取り出し部4に移動して対応して、このリップ型7の取り出し部4への対応によって前記中空成形体が取り出し部4に配置される。そして、リップ型7が開いて中空成形体の口部に対する保持を解除する。さらに上記取り出しユニット17に案内されて上方から降下するロッド18が中空成形体の口部に当接し、このロッド18で中空成形体が突き出されることでリップ型7から離脱して、上記スロープに送り出されるようにしている。
従来の射出延伸ブロー成形機の延伸ブロー成形部では、延伸ユニットのロッドがプリフォームの内部に入って、このプリフォームの底部を押し下げて延伸を行なうとともに、プリフォームの内部に、所定温度に設定されたブローエアを吹き込んでブロー成形する。
そして、ブロー成形工程Bでの上記ブロー成形では、図12に示すように膨化段階dとこの膨化段階dに連続する保持段階eとがある。膨化段階dは三次ブローと称されていて、ブローエアcの吹き込みによってブロー成形型の型内でプリフォームを三次元方向に膨らませ、膨らんだプリフォームがブロー成形型の型面に接して、そのプリフォームが形状変化した中空成形体が容器形状に形成される段階である。なお、図13にプリフォームの形状が変化する膨化段階を示した。
上記保持段階eは冷却ブローと称されていて、膨化段階dに続いて上記ブローエアcの吹き込みを継続し、ブロー成形型で前記中空成形体を保持する段階である。そして、この保持段階eでは、容器形状が固形化するまでブローエアcの吹き込みを行なって中空成形体を冷却しており、保持段階eで容器形状の固形化を完了させている。図14に保持段階を示した。
一方、上記射出延伸ブロー成形機での射出成形部では、ホットランナー部分(射出成形部のキャビティ型に通じるランナー)に接続された射出装置から樹脂を射出成形型に射出する。そしてプリフォームが適正に離型でき、且つ、回転板回転方向の下流である上記延伸ブロー成形部に搬送するときに変形しないプリフォーム形状に安定するまで冷却を行なっている。そして、この射出成形型への樹脂の射出と射出成形型でのプリフォームの冷却とを主要な動作として、上記射出成形工程で行なわれる。図12において符号fにて、そのプリフォームの射出冷却段階を示した。
取り出し部では、上述したように中空成形体の口部を保持しているリップ型を開き、取り出しユニットのロッドで中空成形体をスロープ側へと落とす動作をしている。そして、エジェクト工程中にリップ型の開き、中空成形体のロッドによる突き落とし、リップ型の閉じを行なっている。
しかしながら、上記従来の射出延伸ブロー成形機を用いて中空成形体を製造する場合に、
・延伸ブロー成形部において容器形状の固形化を完了させるまでに要する時間と、
・射出成形部において型内に樹脂が広がる時間とプリフォームの冷却に要する時間との合計時間(射出装置の射出動作に関する時間を除く)と、
・取り出し部においてリップ型の開閉とロッドの昇降に係る実動作の時間と
を比較すると、延伸ブロー成形部において容器形状の固形化を完了させるまでに要する時間の方が、一番長くなるようになってきた。なお、取り出し部においてリップ型の開閉とロッドの昇降に係る実動作の時間は短時間である。
本発明は上記課題を考慮してなされたもので、プリフォーム口部の外周面形成用兼プリフォーム搬送用のリップ型を下面に有していて一定回転角度の回転ごとに停止して昇降する回転板の下方に、該回転板の回転中心軸回りにして射出成形部と延伸ブロー成形部と取り出し部とが設けられ、前記一定回転角度の回転をして回転板が降下するごとにリップ型が射出成形部と延伸ブロー成形部と取り出し部とに対応する射出延伸ブロー成形機であって、
リップ型が対応した射出成形部にてプリフォームが射出成形される射出成形工程と、
前記射出成形部で射出成形された高温度で軟質のプリフォームを保持するリップ型が、延伸ブロー成形部に移動して対応し、このリップ型の延伸ブロー成形部への対応によってプリフォームが延伸ブロー成形部に配置され、プリフォームへのブローエアの吹き込みにより中空成形体が容器形状にしてブロー成形されるブロー成形工程と、
前記延伸ブロー成形部でブロー成形された中空成形体を保持するリップ型が、取り出し部に移動して対応し、このリップ型の取り出し部への対応によって中空成形体が取り出し部に配置され、取り出し部に対応したリップ型が開いてこのリップ型から中空成形体が離脱するエジェクト工程と
が順に進行する成形サイクルを有し、
前記成形サイクルでの工程進行が、該成形サイクルの次の成形サイクルでの工程進行に対して1工程ずれて進行して、成形サイクルごとに中空成形体を製造する射出延伸ブロー成形機において、
前記取り出し部に配置されて口部がリップ型にて保持されている中空成形体の内側に、次の成形サイクルでのブロー成形工程中に、冷却エアを吹き込み可能とした冷却装置を有しており、
前記冷却装置が、延伸ブロー成形部で容器形状の固形化未完了状態にブロー成形されてからこの延伸ブロー成形部に対して回転板回転方向下流側にある取り出し部に配置された固形化未完了状態の中空成形体の内側に、次の成形サイクルでのブロー成形工程中に冷却エアを吹き込んで、取り出し部に配置された前記固形化未完了状態の中空成形体を冷却して容器形状の固形化を完了させる構成を有することを特徴とする射出延伸ブロー成形機を提供して、上記課題を解消するものである。
そして、上記発明において、上記延伸ブロー成形部のブロー成形は、ブローエアの吹き込みによって上記プリフォームを膨らませて容器形状の中空成形体を形成する膨化段階と、この膨化段階に続いて中空成形体を保持する保持段階とを備えているものであって、
前記延伸ブロー成形部は、ブロー成形での保持段階に、上記冷却装置での中空成形体に対する上記冷却の前処理として中空成形体を冷却するものとされていることが良好である。
また、上記発明において、上記取り出し部は突き出し機構体を備えていて、
該突き出し機構体は、取り出し部に配置された中空成形体の口部に対応して上下方向に移動可能とされたロッドを有し、該ロッドの下端の移動範囲を、取り出し部に配置された中空成形体の上方からこの中空成形体の口部の位置を通過して中空成形体の内方までの範囲にしていて、ロッドの下端が中空成形体の上方からこの中空成形体の口部の位置に達したときにロッドの降下を一旦停止させ、この一旦停止後のロッドの降下時にリップ型を開いてリップ型による中空成形体の口部の保持を解除し、リップ型による保持が解除された中空成形体を下方に突き出すものであり、
前記突き出し機構体のロッドに、該ロッドの下端に吹き出し口を位置させて上記冷却装置の冷却エアが通る通路が設けられていて、
前記冷却装置は、遅くともロッドの降下の一旦停止までの間に、吹き出し口から中空成形体の内方に冷却エアを吹き込むものとされていることが良好である。
また、もう一つの発明は、プリフォーム口部の外周面形成用兼プリフォーム搬送用のリップ型を下面に有していて一定回転角度の回転ごとに停止して昇降する回転板の下方に、該回転板の回転中心軸回りにして射出成形部と延伸ブロー成形部と取り出し部とが設けられ、前記一定回転角度の回転をして回転板が降下するごとにリップ型が射出成形部と延伸ブロー成形部と取り出し部とに対応し、射出成形部ではこの射出成形部に設けられた金型とリップ型とで射出成形型が形成され、延伸ブロー成形部ではこの延伸ブロー成形部に設けられた金型とリップ型とでブロー成形型が形成される射出延伸ブロー成形機であって、
リップ型が対応した射出成形部にてプリフォームが射出成形される射出成形工程と、
前記射出成形部で射出成形された高温度で軟質のプリフォームを保持するリップ型が、延伸ブロー成形部に移動して対応し、このリップ型の延伸ブロー成形部への対応によってプリフォームが延伸ブロー成形部に配置され、プリフォームへのブローエアの吹き込みにより中空成形体が容器形状にしてブロー成形されるブロー成形工程と、
前記延伸ブロー成形部でブロー成形された中空成形体を保持するリップ型が、取り出し部に移動して対応し、このリップ型の取り出し部への対応によって中空成形体が取り出し部に配置され、取り出し部に対応したリップ型が開いてこのリップ型から中空成形体が離脱するエジェクト工程と
が順に進行する成形サイクルを有し、
前記成形サイクルでの工程進行が、該成形サイクルの次の成形サイクルでの工程進行に対して1工程ずれて進行する射出延伸ブロー成形機で中空成形体を製造する方法において、
前記射出延伸ブロー成形機は、取り出し部に配置されて口部がリップ型にて保持されている中空成形体の内側に冷却エアを吹き込み可能とした冷却装置を有しており、
前記冷却装置によって、延伸ブロー成形部で容器形状の固形化未完了状態にブロー成形されてからこの延伸ブロー成形部に対して回転板回転方向下流側にある取り出し部に配置された固形化未完了状態の中空成形体の内側に、次の成形サイクルでのブロー成形工程中に冷却エアを吹き込んで、取り出し部に配置された前記固形化未完了状態の中空成形体を冷却して該中空成形体の容器形状を固形化することを特徴とする中空成形体の製造方法であり、この中空成形体の製造方法を提供して上記課題を解消するものである。
そして上記発明において、上記ブロー成形工程は、ブローエアの吹き込みによって上記ブロー成形型の型内で上記プリフォームを膨らませて容器形状の中空成形体を形成する膨化段階と、この膨化段階に続いてブロー成形型で中空成形体を保持する保持段階とを有していて、
上記成形サイクルには、ブロー成形工程中での保持段階から該成形サイクルでのエジェクト工程に亘って中空成形体における容器形状を固形させる固形化期間が設けられており、
この固形化期間での保持段階で、ブロー成形型で保持されている中空成形体にブローエアの吹き込みをして中空成形体を冷却し、かつ固形化期間での前記エジェクト工程で、取り出し部に配置された中空成形体に上記冷却装置の冷却エアの吹き込みをして中空成形体を冷却して、この固形化期間で中空成形体の固形化を完了させることが良好である。
請求項1の発明によれば、射出延伸ブロー成形機は、取り出し部に配置された中空成形体の内側に、次の成形サイクルでのブロー成形工程中に、冷却エアを吹き込み可能とした冷却装置を有していて、この冷却装置が、前記中空成形体の内側に、前記次の成形サイクルでのブロー成形工程中に冷却エアを吹き込んで、この中空成形体を冷却して容器形状の固形化を完了させるので、延伸ブロー成形部での動作時間を縮めることができる。
請求項2の発明によれば、延伸ブロー成形部は、ブロー成形での保持段階に、冷却装置での中空成形体に対する固形化を完了させるための冷却の前処理として、中空成形体を冷却するものとしているので、成形サイクル中に、容器形状の固形化を行なうための時間をより一層確保し易くなるという効果を奏する。
請求項3の発明によれば、突き出し機構体のロッドに、冷却装置の冷却エアが通る通路を設け、この通路での冷却エアの流路の終端である吹き出し口を、前記ロッドの下端に位置させていて、冷却装置は、遅くともロッドの降下の一旦停止までの間に、前記吹き出し口から中空成形体の内方に冷却エアを吹き込むものとされている。そのため、突き出し機構体のロッドが、冷却装置の冷却エアを中空成形体に案内するパイプ材の役割も兼ねることになり、前記ロッドの周囲に冷却エア用のパイプ材を取り付ける必要がない。
請求項4の発明によれば、射出延伸ブロー成形機の冷却装置が、中空成形体の内側に、次の成形サイクルでのブロー成形工程中に冷却エアを吹き込んで、この中空成形体を冷却して容器形状の固形化を完了させるので、延伸ブロー成形部での動作時間を縮めることができる。
請求項5の発明によれば、成形サイクルには、ブロー成形工程中での保持段階から成形サイクルでのエジェクト工程に亘って中空成形体における容器形状を固形させる固形化期間が設けられている。そして、固形化期間での前記保持段階で、ブロー成形型で保持されている中空成形体にブローエアの吹き込みをして中空成形体を冷却し、かつ固形化期間でのエジェクト工程で、取り出し部に配置された中空成形体に冷却装置の冷却エアの吹き込みをして中空成形体を冷却して、この固形化期間で中空成形体の固形化を完了させるものとしている。
本発明の射出延伸ブロー成形機1は、図6に示すように従来の射出延伸ブロー成形機と同様に、120度の回転角度の回転ごとに停止して昇降する回転板5の下方に、この回転板5の回転中心軸回りにして射出成形部2と延伸ブロー成形部3と取り出し部4とが設けられている。射出成形部2と延伸ブロー成形部3と取り出し部4とは、下部基盤12に、回転板5の回転中心軸回りにして120度ごとに配置されている。
本発明の射出延伸ブロー成形機1の取り出し部4では、回転板回転方向の上流側である延伸ブロー成形部3から搬送されてこの取り出し部4に配置された中空成形体を、冷却エアを用いて冷却する工夫が施されている。
さらにベース板20の側端部それぞれには、リップ型7を開くためのリップ型開き板24が取り付けられている。このリップ型開き板24でリップ型7を開く点とロッド18が降下して中空成形体bを突き出す動きとが以下のように関連付けられている。
図2に示されているように、ベース板20にチューブ材を介して冷却装置26が接続されている。そしてチューブ材の接続部分から前記ベース板20の内部を通ってロッド18それぞれに達し、さらにそのロッド18の内部を通ってロッド18の下端に開口した吹き出し口27に達する通路28が設けられている。前記通路28は、冷却装置26から送り込まれる冷却エアが流れる流路であり、流路の末端が前記吹き出し口27である。
射出延伸ブロー成形機1では複数の成形サイクルが進行している。そして成形サイクルのエジェクト工程での取り出し部4で冷却エアを吹き込んでいる冷却装置26の吹き込み動作は、成形サイクルに続く次の成形サイクルでのブロー成形工程中に行なわれているものである。本発明においてこの点は重要である。
本発明の方法での成形サイクルでは、図4に示されているようにブロー成形工程B中での保持段階30からこの成形サイクルでのエジェクト工程Cに亘って中空成形体における容器形状を固形させる固形化期間31がある。
2…射出成形部
3…延伸ブロー成形部
4…取り出し部
5…回転板
7…リップ型
17…取り出しユニット
18…ロッド
19…突き出し機構体
20…ベース板
21…当て部材
24…リップ型開き板
26…冷却装置
27…吹き出し口
28…通路
29…膨化段階
30…保持段階
31…固形化期間
A…射出成形工程
B…ブロー成形工程
C…エジェクト工程
b…中空成形体
Claims (5)
- プリフォーム口部の外周面形成用兼プリフォーム搬送用のリップ型を下面に有していて一定回転角度の回転ごとに停止して昇降する回転板の下方に、該回転板の回転中心軸回りにして射出成形部と延伸ブロー成形部と取り出し部とが設けられ、前記一定回転角度の回転をして回転板が降下するごとにリップ型が射出成形部と延伸ブロー成形部と取り出し部とに対応する射出延伸ブロー成形機であって、
リップ型が対応した射出成形部にてプリフォームが射出成形される射出成形工程と、
前記射出成形部で射出成形された高温度で軟質のプリフォームを保持するリップ型が、延伸ブロー成形部に移動して対応し、このリップ型の延伸ブロー成形部への対応によってプリフォームが延伸ブロー成形部に配置され、プリフォームへのブローエアの吹き込みにより中空成形体が容器形状にしてブロー成形されるブロー成形工程と、
前記延伸ブロー成形部でブロー成形された中空成形体を保持するリップ型が、取り出し部に移動して対応し、このリップ型の取り出し部への対応によって中空成形体が取り出し部に配置され、取り出し部に対応したリップ型が開いてこのリップ型から中空成形体が離脱するエジェクト工程と
が順に進行する成形サイクルを有し、
前記成形サイクルでの工程進行が、該成形サイクルの次の成形サイクルでの工程進行に対して1工程ずれて進行して、成形サイクルごとに中空成形体を製造する射出延伸ブロー成形機において、
前記取り出し部に配置されて口部がリップ型にて保持されている中空成形体の内側に、次の成形サイクルでのブロー成形工程中に、冷却エアを吹き込み可能とした冷却装置を有しており、
前記冷却装置が、延伸ブロー成形部で容器形状の固形化未完了状態にブロー成形されてからこの延伸ブロー成形部に対して回転板回転方向下流側にある取り出し部に配置された固形化未完了状態の中空成形体の内側に、次の成形サイクルでのブロー成形工程中に冷却エアを吹き込んで、取り出し部に配置された前記固形化未完了状態の中空成形体を冷却して容器形状の固形化を完了させる構成を有することを特徴とする射出延伸ブロー成形機。 - 上記延伸ブロー成形部のブロー成形は、ブローエアの吹き込みによって上記プリフォームを膨らませて容器形状の中空成形体を形成する膨化段階と、この膨化段階に続いて中空成形体を保持する保持段階とを備えているものであって、
前記延伸ブロー成形部は、ブロー成形での保持段階に、上記冷却装置での中空成形体に対する上記冷却の前処理として中空成形体を冷却するものとされている請求項1に記載の射出延伸ブロー成形機。 - 上記取り出し部は突き出し機構体を備えていて、
該突き出し機構体は、取り出し部に配置された中空成形体の口部に対応して上下方向に移動可能とされたロッドを有し、該ロッドの下端の移動範囲を、取り出し部に配置された中空成形体の上方からこの中空成形体の口部の位置を通過して中空成形体の内方までの範囲にしていて、ロッドの下端が中空成形体の上方からこの中空成形体の口部の位置に達したときにロッドの降下を一旦停止させ、この一旦停止後のロッドの降下時にリップ型を開いてリップ型による中空成形体の口部の保持を解除し、リップ型による保持が解除された中空成形体を下方に突き出すものであり、
前記突き出し機構体のロッドに、該ロッドの下端に吹き出し口を位置させて上記冷却装置の冷却エアが通る通路が設けられていて、
前記冷却装置は、遅くともロッドの降下の一旦停止までの間に、吹き出し口から中空成形体の内方に冷却エアを吹き込むものとされている請求項1または2に記載の射出延伸ブロー成形機。 - プリフォーム口部の外周面形成用兼プリフォーム搬送用のリップ型を下面に有していて一定回転角度の回転ごとに停止して昇降する回転板の下方に、該回転板の回転中心軸回りにして射出成形部と延伸ブロー成形部と取り出し部とが設けられ、前記一定回転角度の回転をして回転板が降下するごとにリップ型が射出成形部と延伸ブロー成形部と取り出し部とに対応し、射出成形部ではこの射出成形部に設けられた金型とリップ型とで射出成形型が形成され、延伸ブロー成形部ではこの延伸ブロー成形部に設けられた金型とリップ型とでブロー成形型が形成される射出延伸ブロー成形機であって、
リップ型が対応した射出成形部にてプリフォームが射出成形される射出成形工程と、
前記射出成形部で射出成形された高温度で軟質のプリフォームを保持するリップ型が、延伸ブロー成形部に移動して対応し、このリップ型の延伸ブロー成形部への対応によってプリフォームが延伸ブロー成形部に配置され、プリフォームへのブローエアの吹き込みにより中空成形体が容器形状にしてブロー成形されるブロー成形工程と、
前記延伸ブロー成形部でブロー成形された中空成形体を保持するリップ型が、取り出し部に移動して対応し、このリップ型の取り出し部への対応によって中空成形体が取り出し部に配置され、取り出し部に対応したリップ型が開いてこのリップ型から中空成形体が離脱するエジェクト工程と
が順に進行する成形サイクルを有し、
前記成形サイクルでの工程進行が、該成形サイクルの次の成形サイクルでの工程進行に対して1工程ずれて進行する射出延伸ブロー成形機で中空成形体を製造する方法において、
前記射出延伸ブロー成形機は、取り出し部に配置されて口部がリップ型にて保持されている中空成形体の内側に冷却エアを吹き込み可能とした冷却装置を有しており、
前記冷却装置によって、延伸ブロー成形部で容器形状の固形化未完了状態にブロー成形されてからこの延伸ブロー成形部に対して回転板回転方向下流側にある取り出し部に配置された固形化未完了状態の中空成形体の内側に、次の成形サイクルでのブロー成形工程中に冷却エアを吹き込んで、取り出し部に配置された前記固形化未完了状態の中空成形体を冷却して該中空成形体の容器形状を固形化することを特徴とする中空成形体の製造方法。 - 上記ブロー成形工程は、ブローエアの吹き込みによって上記ブロー成形型の型内で上記プリフォームを膨らませて容器形状の中空成形体を形成する膨化段階と、この膨化段階に続いてブロー成形型で中空成形体を保持する保持段階とを有していて、
上記成形サイクルには、ブロー成形工程中での保持段階から該成形サイクルでのエジェクト工程に亘って中空成形体における容器形状を固形させる固形化期間が設けられており、
この固形化期間での保持段階で、ブロー成形型で保持されている中空成形体にブローエアの吹き込みをして中空成形体を冷却し、かつ固形化期間での前記エジェクト工程で、取り出し部に配置された中空成形体に上記冷却装置の冷却エアの吹き込みをして中空成形体を冷却して、この固形化期間で中空成形体の固形化を完了させる請求項4に記載の中空成形体の製造方法。
Priority Applications (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018080688A JP6840393B2 (ja) | 2018-04-19 | 2018-04-19 | 射出延伸ブロー成形機と中空成形体の製造方法 |
| TW107123361A TWI791550B (zh) | 2018-04-19 | 2018-07-05 | 射出拉伸吹塑成型機及製造中空成型體方法 |
| CN201980002561.6A CN110662642B (zh) | 2018-04-19 | 2019-01-31 | 注射拉伸吹塑成型机和中空成型体的制造方法 |
| EP19789061.9A EP3616883B1 (en) | 2018-04-19 | 2019-01-31 | Method for manufacturing hollow molded body |
| ES19789061T ES2928438T3 (es) | 2018-04-19 | 2019-01-31 | Procedimiento de fabricación de un cuerpo moldeado hueco |
| US16/609,640 US11065801B2 (en) | 2018-04-19 | 2019-01-31 | Injection stretch blow molding machine and method for manufacturing hollow molded body |
| CA3065176A CA3065176A1 (en) | 2018-04-19 | 2019-01-31 | Injection stretch blow molding machine and method for manufacturing hollow molded body |
| KR1020197035429A KR20210005808A (ko) | 2018-04-19 | 2019-01-31 | 사출 연신 블로 성형기와 중공 성형체의 제조 방법 |
| PCT/JP2019/003321 WO2019202811A1 (ja) | 2018-04-19 | 2019-01-31 | 射出延伸ブロー成形機と中空成形体の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018080688A JP6840393B2 (ja) | 2018-04-19 | 2018-04-19 | 射出延伸ブロー成形機と中空成形体の製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2019188630A JP2019188630A (ja) | 2019-10-31 |
| JP2019188630A5 JP2019188630A5 (ja) | 2021-02-04 |
| JP6840393B2 true JP6840393B2 (ja) | 2021-03-10 |
Family
ID=68239504
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018080688A Active JP6840393B2 (ja) | 2018-04-19 | 2018-04-19 | 射出延伸ブロー成形機と中空成形体の製造方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US11065801B2 (ja) |
| EP (1) | EP3616883B1 (ja) |
| JP (1) | JP6840393B2 (ja) |
| KR (1) | KR20210005808A (ja) |
| CN (1) | CN110662642B (ja) |
| CA (1) | CA3065176A1 (ja) |
| ES (1) | ES2928438T3 (ja) |
| TW (1) | TWI791550B (ja) |
| WO (1) | WO2019202811A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113370500A (zh) * | 2021-07-02 | 2021-09-10 | 佛山市工正包装设备科技股份有限公司 | 一种塑料容器成型装置 |
| JP7031915B1 (ja) * | 2021-07-13 | 2022-03-08 | 株式会社青木固研究所 | 中空成形体の製造方法と射出延伸ブロー成形機 |
| JP7039089B1 (ja) * | 2021-10-18 | 2022-03-22 | 株式会社青木固研究所 | 中空成形体の製造方法及び射出延伸ブロー成形機 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE795734A (fr) * | 1972-02-22 | 1973-06-18 | Mehnert Johannes | Procede et dispositif de fabrication par soufflage de corps creux en matiere synthetique thermoplastique |
| JPS625083Y2 (ja) | 1979-07-03 | 1987-02-05 | ||
| JPH0372419U (ja) * | 1989-11-17 | 1991-07-22 | ||
| JPH04219222A (ja) * | 1990-12-19 | 1992-08-10 | Mitsubishi Petrochem Co Ltd | プラスチック製品のブロー成形方法及びブロー成形装置 |
| JPH0568630A (ja) | 1991-09-13 | 1993-03-23 | Matsushita Electric Works Ltd | エアマツトの内圧保持装置 |
| JP2556293Y2 (ja) * | 1992-02-26 | 1997-12-03 | 昭和電工株式会社 | 中空成形用吹込みノズル |
| US5308237A (en) * | 1992-07-06 | 1994-05-03 | Star Container, Inc. | Container ejection system |
| JP3577996B2 (ja) * | 1999-06-02 | 2004-10-20 | 東洋製罐株式会社 | 二軸延伸ブロー成形容器の製造方法及びその装置 |
| US6450795B1 (en) * | 2000-10-12 | 2002-09-17 | R & D Tool & Engineering Co. | Quick change mounting apparatus at the eject station of an injection stretch blow molding machine |
| JP4219222B2 (ja) | 2003-06-26 | 2009-02-04 | 横浜ゴム株式会社 | コイル状に巻かれた筒状製品の輸送用芯体及びコイル状に巻かれた筒状製品の輸送方法 |
| JP4837442B2 (ja) * | 2006-05-30 | 2011-12-14 | 株式会社青木固研究所 | 射出延伸ブロー成形機 |
| US8485810B2 (en) * | 2010-10-06 | 2013-07-16 | Graham Engineering Corporation | Blow molding apparatus |
| JP5643847B2 (ja) * | 2011-02-18 | 2014-12-17 | 日精エー・エス・ビー機械株式会社 | ブロー成形機 |
| SG11201704358RA (en) * | 2014-12-08 | 2017-06-29 | Dainippon Printing Co Ltd | Composite preform, composite container, composite preform, plastic member, and method for producing composite container |
| JP6552890B2 (ja) * | 2015-06-30 | 2019-07-31 | 株式会社青木固研究所 | 射出延伸ブロー成形機による容器の成形方法 |
| WO2017073685A1 (ja) | 2015-10-29 | 2017-05-04 | 日精エー・エス・ビー機械株式会社 | 金型ユニット、ブロー成形装置、およびブロー成形方法 |
| JP6647144B2 (ja) | 2015-12-11 | 2020-02-14 | 株式会社青木固研究所 | 射出延伸ブロー成形機の射出成形型とプリフォームの成形方法とプリフォーム、及び容器の成形方法と容器 |
| IT201700006070A1 (it) * | 2017-01-20 | 2018-07-20 | Verve Spa | Macchina migliorata di stampaggio di contenitori per stiro-soffiaggio e metodo di verifica |
-
2018
- 2018-04-19 JP JP2018080688A patent/JP6840393B2/ja active Active
- 2018-07-05 TW TW107123361A patent/TWI791550B/zh active
-
2019
- 2019-01-31 CA CA3065176A patent/CA3065176A1/en active Pending
- 2019-01-31 US US16/609,640 patent/US11065801B2/en active Active
- 2019-01-31 KR KR1020197035429A patent/KR20210005808A/ko not_active Application Discontinuation
- 2019-01-31 WO PCT/JP2019/003321 patent/WO2019202811A1/ja unknown
- 2019-01-31 EP EP19789061.9A patent/EP3616883B1/en active Active
- 2019-01-31 ES ES19789061T patent/ES2928438T3/es active Active
- 2019-01-31 CN CN201980002561.6A patent/CN110662642B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CA3065176A1 (en) | 2019-10-24 |
| CN110662642B (zh) | 2023-03-28 |
| CN110662642A (zh) | 2020-01-07 |
| EP3616883A1 (en) | 2020-03-04 |
| TW201943541A (zh) | 2019-11-16 |
| WO2019202811A1 (ja) | 2019-10-24 |
| KR20210005808A (ko) | 2021-01-15 |
| EP3616883A4 (en) | 2021-01-20 |
| US11065801B2 (en) | 2021-07-20 |
| US20200147853A1 (en) | 2020-05-14 |
| TWI791550B (zh) | 2023-02-11 |
| JP2019188630A (ja) | 2019-10-31 |
| EP3616883B1 (en) | 2022-07-13 |
| ES2928438T3 (es) | 2022-11-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102166585B1 (ko) | 사출 연신 블로우 성형기에 의한 용기의 성형 방법 | |
| JP6840393B2 (ja) | 射出延伸ブロー成形機と中空成形体の製造方法 | |
| US3011216A (en) | Method for producing hollow blown articles from thermoplastic materials | |
| JP2009530129A (ja) | コンテナを製造するための装置および方法 | |
| JP2019188630A5 (ja) | ||
| US3809517A (en) | Blow injection apparatus | |
| US6358038B1 (en) | Injection stretch blow molding machine | |
| JPS6360695B2 (ja) | ||
| CN113547721B (zh) | 注射拉伸吹塑成型机以及聚乙烯制容器的成型方法 | |
| TWI816454B (zh) | 中空成形體的製造方法及射出拉伸吹塑成形機 | |
| SU1194262A3 (ru) | Инжекционно-выдувна машина дл формовани из термопластичных материалов полых изделий | |
| KR102286242B1 (ko) | 사출-블로우 공정 통합 장치 | |
| EP2625023B1 (en) | Angle link pivot bracket for wheel | |
| JP4283181B2 (ja) | 吹込成形方法 | |
| JP4670422B2 (ja) | 圧縮成形方法 | |
| JP2021008098A (ja) | ホットランナー装置とこのホットランナー装置における溶融樹脂の送り込み方法、及び射出延伸ブロー成形機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201216 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20201216 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20201216 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20210107 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210119 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210202 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6840393 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |