JP6732499B2 - ラベル製造装置 - Google Patents
ラベル製造装置 Download PDFInfo
- Publication number
- JP6732499B2 JP6732499B2 JP2016070350A JP2016070350A JP6732499B2 JP 6732499 B2 JP6732499 B2 JP 6732499B2 JP 2016070350 A JP2016070350 A JP 2016070350A JP 2016070350 A JP2016070350 A JP 2016070350A JP 6732499 B2 JP6732499 B2 JP 6732499B2
- Authority
- JP
- Japan
- Prior art keywords
- label
- continuous
- defective
- peeling
- transport path
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 14
- 230000002950 deficient Effects 0.000 claims description 68
- 230000001154 acute effect Effects 0.000 claims description 67
- 238000009751 slip forming Methods 0.000 claims description 5
- 230000007547 defect Effects 0.000 claims 1
- 230000032258 transport Effects 0.000 description 87
- 238000001514 detection method Methods 0.000 description 6
- 239000012790 adhesive layer Substances 0.000 description 5
- 238000010586 diagram Methods 0.000 description 4
- 238000010380 label transfer Methods 0.000 description 4
- 238000004804 winding Methods 0.000 description 4
- 239000003795 chemical substances by application Substances 0.000 description 3
- 239000000758 substrate Substances 0.000 description 3
- 238000004891 communication Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 210000000078 claw Anatomy 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images







Description
12 連続ラベル供給部
13 検知部
14A 第1ガイドローラ
14B 第2ガイドローラ
15 搬送経路切替部
15A 第1搬送経路形成面
15B 第2搬送経路形成面
16 ラベル剥離部
16A 非鋭角当接部
16B 鋭角当接部
17 連続ラベル巻取部
18 不良ICラベル回収部
19 連続シート供給部
20 連続シート
21,23 ガイドローラ
22 ラベル転着部
24 シート巻取部
31,32 切替回転軸
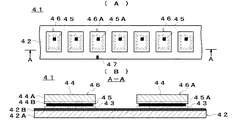
41 連続ラベル
42 剥離体
43 ラベル粘着層
44 ラベル表面体
45 ICモジュール(ラベル本体)
45A 不良品ICラモジュール
46 ICラベル
46A 不良ICラベル
47 不良マーキング
51 切替回転軸
52,62 可動基体
53 搬送パス回転体
63 搬送パス切替回転体
Claims (1)
- 少なくとも連続状の剥離体上に剥離自在にラベル本体が連続状で形成され、型抜きされて搬送される連続ラベル上の、当該各ラベル本体が良品か否かが検査されて不良品と判別されている不良ラベルを不良ラベル除去手段により除去するラベル製造装置であって、
前記不良ラベル除去手段は、
良品のラベルを非剥離とさせる際に前記連続ラベルを非鋭角の位置で搬送し、前記不良ラベルを剥離させる際に搬送されてくる当該連続ラベルを鋭角の位置を介在させて搬送するもので、ラベルの良品、不良に応じて当該搬送されてくる連続ラベルを非鋭角の位置又は鋭角の位置に切り替えられるラベル剥離部と、
前記連続ラベルを前記ラベル剥離部に導く搬送ガイド部と、
前記連続ラベルの前記搬送ガイド部から前記ラベル剥離部への搬送経路に設けられ、当該ラベル剥離部が搬送されてくる連続ラベルを前記非鋭角の位置で搬送させるときには当該連続ラベルを第1の位置にして第1搬送パスとさせ、当該ラベル剥離部が搬送されてくる連続ラベルを前記鋭角の位置を介在させて搬送させるときには当該連続ラベルを第2の位置にして当該第1搬送パスと略同長の第2搬送パスとさせるもので、ラベルの良品、不良に応じて当該搬送されてくる連続ラベルを上記第1の位置又は第2の位置に切り替えられる搬送経路切替部と、
を有することを特徴とするラベル製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016070350A JP6732499B2 (ja) | 2016-03-31 | 2016-03-31 | ラベル製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016070350A JP6732499B2 (ja) | 2016-03-31 | 2016-03-31 | ラベル製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017177637A JP2017177637A (ja) | 2017-10-05 |
| JP6732499B2 true JP6732499B2 (ja) | 2020-07-29 |
Family
ID=60003426
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016070350A Expired - Fee Related JP6732499B2 (ja) | 2016-03-31 | 2016-03-31 | ラベル製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6732499B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023020659A (ja) * | 2021-07-30 | 2023-02-09 | ブラザー工業株式会社 | ラベル貼付装置 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS531919Y2 (ja) * | 1973-07-28 | 1978-01-19 | ||
| JP4071618B2 (ja) * | 2002-12-26 | 2008-04-02 | リンテック株式会社 | ラベルリジェクト装置 |
| JP4652790B2 (ja) * | 2004-12-07 | 2011-03-16 | 株式会社サトー | Rfidラベル検品装置及び検品方法 |
| US20070039677A1 (en) * | 2005-08-19 | 2007-02-22 | Chapman Theodore A | Method and system for controlling label peeling and rejecting bad labels in a label printer or applicator system |
| JP4812020B2 (ja) * | 2006-11-07 | 2011-11-09 | トッパン・フォームズ株式会社 | ラベル貼付装置 |
| JP2012254861A (ja) * | 2011-06-09 | 2012-12-27 | Ogura Kogyo Kk | 小巻装置 |
-
2016
- 2016-03-31 JP JP2016070350A patent/JP6732499B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017177637A (ja) | 2017-10-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4551122B2 (ja) | Rfidラベルの貼付装置 | |
| US8052835B2 (en) | System and method for removing incorrect labels from a web of labels | |
| JP5566143B2 (ja) | 貼付用のラベルの搬送ラインにおける不良ラベル回収装置及びラベル貼付装置 | |
| TWI627120B (zh) | Component manufacturing device | |
| US11192743B2 (en) | Glass roll production method | |
| JP2010198175A (ja) | Rfidラベル分割ロール製造装置 | |
| JP6431459B2 (ja) | 剥離装置 | |
| JP6732499B2 (ja) | ラベル製造装置 | |
| JP6168832B2 (ja) | ラベル分別装置 | |
| US20070193681A1 (en) | Method of Calibrating a Printing Apparatus | |
| JP6732498B2 (ja) | ラベル製造装置 | |
| CN102826399B (zh) | 输送带卷绕收纳装置以及输送带卷绕收纳方法 | |
| CN103144813B (zh) | 贴标签设备 | |
| JP2011057248A (ja) | ラベル貼り付け装置 | |
| JP2010198174A (ja) | Rfidラベルロール製造装置 | |
| JP6679164B2 (ja) | ラベル製造装置 | |
| JP5501912B2 (ja) | Rfidラベルロール製造装置 | |
| JP5510819B2 (ja) | ラベル用シートの加工装置および加工方法 | |
| JP6679163B2 (ja) | ラベル製造装置 | |
| JP2008213356A (ja) | 小巻装置 | |
| JP2016135551A (ja) | 画像形成装置,再転写方式の印刷装置,及び画像形成方法 | |
| JP2017177633A (ja) | ラベル製造装置 | |
| JP2007055168A (ja) | 保護膜転写装置 | |
| JP2008080508A (ja) | 清掃シート | |
| JPH05221436A (ja) | ラベル供給装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190228 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200107 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20191226 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200302 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200707 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200708 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6732499 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |