JP6655884B2 - スクレーパ - Google Patents
スクレーパ Download PDFInfo
- Publication number
- JP6655884B2 JP6655884B2 JP2015091506A JP2015091506A JP6655884B2 JP 6655884 B2 JP6655884 B2 JP 6655884B2 JP 2015091506 A JP2015091506 A JP 2015091506A JP 2015091506 A JP2015091506 A JP 2015091506A JP 6655884 B2 JP6655884 B2 JP 6655884B2
- Authority
- JP
- Japan
- Prior art keywords
- blade
- pipe
- scraper
- cover
- cutting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000005520 cutting process Methods 0.000 claims description 68
- 230000002093 peripheral effect Effects 0.000 claims description 34
- 238000003780 insertion Methods 0.000 claims description 31
- 230000037431 insertion Effects 0.000 claims description 31
- 230000004927 fusion Effects 0.000 description 7
- 229910052751 metal Inorganic materials 0.000 description 5
- 239000002184 metal Substances 0.000 description 5
- 238000000034 method Methods 0.000 description 4
- 239000000463 material Substances 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
Images





Landscapes
- Turning (AREA)
Description
パイプの端部を挿入することのできる挿入穴が形成されているスクレーパ本体と、
前記挿入穴に挿入されている前記パイプの端部外周面に対面するように前記スクレーパ本体に取り付けられていて、前記パイプの端部外周面を切削する切刃を有するブレードと、
を備え、
前記ブレードの前記切刃を前記挿入穴に挿入されている前記パイプの端部外周面に圧接させた状態で、前記スクレーパ本体を前記パイプの中心軸線回りに回転させて、前記パイプの端部外周面を切削する、
スクレーパであって、
さらに、前記ブレードの前記切刃を前記スクレーパ本体の外側から覆う閉位置と、前記ブレードの前記切刃を前記スクレーパ本体の外側に露出させる開位置との間で移動するカバーを備え、
前記カバーが前記閉位置にあるときに、前記ブレードと前記カバーとの間に、前記パイプを切削することによって発生する切屑を収容する空間が形成される、
スクレーパが提供される。
さらに、前記カバーの前記閉位置と前記開位置との間の移動に伴って前記ブレードを移動させる連動機構を備え、
前記連動機構は、前記カバーを前記閉位置に移動させると、前記挿入穴に挿入されている前記パイプの端部外周面に対して前記切刃を圧接させる切削位置に前記ブレードを移動させ、前記カバーを前記開位置に移動させると、前記切刃が前記挿入穴に挿入されている前記パイプの端部外周面から離間する解放位置に前記ブレードを移動させる、
請求項1に記載のスクレーパが提供される。
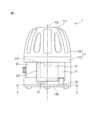
11 スクレーパ本体
13 挿入穴
21 ブレード
21C 切刃
23 板バネ
25 カムシャフト
27 レバー
31 カバー
CL (パイプの)中心軸線
ES (パイプの)端部外周面
P パイプ
S 空間
Claims (3)
- パイプの端部を挿入することのできる挿入穴が形成されているスクレーパ本体と、
前記挿入穴に挿入されている前記パイプの端部外周面に対面するように前記スクレーパ本体に取り付けられていて、前記パイプの端部外周面を切削する切刃を有するブレードと、
を備え、
前記ブレードの前記切刃を前記挿入穴に挿入されている前記パイプの端部外周面に圧接させた状態で、前記スクレーパ本体を前記パイプの中心軸線回りに回転させて、前記パイプの端部外周面を切削する、
スクレーパであって、
さらに、前記ブレードの前記切刃を前記スクレーパ本体の外側から覆う閉位置と、前記ブレードの前記切刃を前記スクレーパ本体の外側に露出させる開位置との間で回転して移動するカバーを備え、
前記カバーが前記閉位置にあるときに、前記ブレードと前記カバーとの間に、前記パイプを切削することによって発生する切屑を収容する空間が形成される、
スクレーパ。 - さらに、前記カバーの前記閉位置と前記開位置との間の移動に伴って前記ブレードを移動させる連動機構を備え、
前記連動機構は、前記カバーを前記閉位置に移動させると、前記挿入穴に挿入されている前記パイプの端部外周面に対して前記切刃を圧接させる切削位置に前記ブレードを移動させ、前記カバーを前記開位置に移動させると、前記切刃が前記挿入穴に挿入されている前記パイプの端部外周面から離間する解放位置に前記ブレードを移動させる、
請求項1に記載のスクレーパ。 - 前記連動機構がカムシャフトを有し、
前記カムシャフトは、前記カバーに接続されており、前記カバーの回転に伴って回転する、請求項2に記載のスクレーパ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015091506A JP6655884B2 (ja) | 2015-04-28 | 2015-04-28 | スクレーパ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015091506A JP6655884B2 (ja) | 2015-04-28 | 2015-04-28 | スクレーパ |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2016203355A JP2016203355A (ja) | 2016-12-08 |
| JP2016203355A5 JP2016203355A5 (ja) | 2018-03-29 |
| JP6655884B2 true JP6655884B2 (ja) | 2020-03-04 |
Family
ID=57488422
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015091506A Active JP6655884B2 (ja) | 2015-04-28 | 2015-04-28 | スクレーパ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6655884B2 (ja) |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2532166Y2 (ja) * | 1990-02-07 | 1997-04-09 | 大肯精密株式会社 | プラスチックパイプの表面を削りとるためのスクレーパー |
| JPH09123001A (ja) * | 1995-10-30 | 1997-05-13 | Toa Koukiyuu Keishiyu Valve Seizo Kk | 樹脂パイプの外面削り装置 |
| JPH09207001A (ja) * | 1996-02-05 | 1997-08-12 | Matsuzaka Tekkosho:Kk | パイプスクレーパ |
| JP3863101B2 (ja) * | 2002-04-03 | 2006-12-27 | 株式会社泉精器製作所 | スクレーパー装置 |
-
2015
- 2015-04-28 JP JP2015091506A patent/JP6655884B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2016203355A (ja) | 2016-12-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5235979B2 (ja) | ナット止めキャップ取外し用先端工具及び間接活線用作業具 | |
| JP2012517874A5 (ja) | ||
| JP2015200405A (ja) | 掃除口継手の蓋体及び掃除口継手 | |
| JP2009106549A (ja) | ケーブル皮剥用工具 | |
| JP5749603B2 (ja) | 電線被覆剥取具 | |
| JP6655884B2 (ja) | スクレーパ | |
| JP2007021633A (ja) | ギアプーラ | |
| JP5848410B1 (ja) | コッターピン用間接活線先端工具 | |
| JP5153453B2 (ja) | 電線被覆剥離用工具 | |
| JP2012525989A5 (ja) | ||
| JP5797592B2 (ja) | 間接活線用先端工具 | |
| JP6440426B2 (ja) | 被覆剥離器 | |
| JP2007166872A (ja) | 電線中間部の皮剥ぎ工具 | |
| WO2015058426A1 (zh) | 一种旋转夹紧机构及其使用方法 | |
| JP2015089603A (ja) | 連れ回り防止工具 | |
| EP3210268B1 (en) | Scraping tool, in particular tool for removal of polish from copper or aluminium wires or tubes | |
| JP7069842B2 (ja) | ドリル用切粉飛散防止具 | |
| JP2009022968A (ja) | スライドカム型 | |
| JP2008131844A (ja) | 電線中間皮剥ぎ器 | |
| JP3210474U (ja) | へた及び/又は芯除去具 | |
| JP5296496B2 (ja) | サドル付分水栓用穿孔機とそのドリル交換方法 | |
| JP5472954B1 (ja) | 端末皮剥装置 | |
| JP2007177888A (ja) | 回転式着脱締結具 | |
| JP5859316B2 (ja) | 円筒型カットアウトの蓋体取付工具 | |
| JP6564657B2 (ja) | 緩み止めリング取外し工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180219 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180219 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181127 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20181130 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20181210 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190307 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190723 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190912 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200107 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200204 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6655884 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |