JP6598521B2 - 真空積層方法 - Google Patents
真空積層方法 Download PDFInfo
- Publication number
- JP6598521B2 JP6598521B2 JP2015115701A JP2015115701A JP6598521B2 JP 6598521 B2 JP6598521 B2 JP 6598521B2 JP 2015115701 A JP2015115701 A JP 2015115701A JP 2015115701 A JP2015115701 A JP 2015115701A JP 6598521 B2 JP6598521 B2 JP 6598521B2
- Authority
- JP
- Japan
- Prior art keywords
- vacuum
- decompression
- workpiece
- valve
- laminating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Description
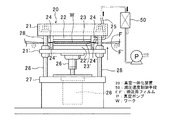
つぎに、前記真空一体化装置20(図2参照)と真空源(真空ポンプP)との間に介在配置された減圧速度制御手段50(図5参照)の効果を確認するために行った、確認試験の結果について説明する。
真空引きの流路上に、減圧速度制御手段を介在させた場合と介在させない場合とで、真空引き開始(大気圧)から、本実施形態で好ましいとした真空度(100Pa以下)に到達するまでの時間(秒)を比較した。
真空引きの流路上に減圧速度制御手段を介在させ、前記スピードコントローラのニードル回転数(ニードル弁の開度)を「1」として、上記真空ポンプPを用いて減圧空間が100Pa以下に到達するまでゆっくり減圧を行ったところ、減圧に要した時間は17.9秒であった。なお、搬送用フィルムF,F’に振動は観察されなかった。
真空引きの流路上に減圧速度制御手段を介在させ、前記スピードコントローラのニードル回転数(ニードル弁の開度)を「1.25」として、上記と同様に減圧空間が100Pa以下に到達するまでゆっくり減圧を行ったところ、減圧に要した時間は16.4秒であった。なお、搬送用フィルムF,F’に振動は観察されなかった。
真空引きの流路上に減圧速度制御手段を介在させ、前記スピードコントローラのニードル回転数(ニードル弁の開度)を「1.5」として、上記と同様に減圧空間が100Pa以下に到達するまでゆっくり減圧を行ったところ、減圧に要した時間は15.5秒であった。なお、搬送用フィルムF,F’に振動は観察されなかった。
真空引きの流路上に減圧速度制御手段を介在させ、前記スピードコントローラのニードル回転数(ニードル弁の開度)を「1.75」として、上記と同様に減圧空間が100Pa以下に到達するまでゆっくり減圧を行ったところ、減圧に要した時間は12.0秒であった。なお、搬送用フィルムF,F’に振動は観察されなかった。
真空引きの流路上に減圧速度制御手段を介在させ、前記スピードコントローラのニードル回転数(ニードル弁の開度)を「2」として、上記と同様に減圧空間が100Pa以下に到達するまでゆっくり減圧を行ったところ、減圧に要した時間は10.9秒であった。なお、搬送用フィルムF,F’に振動は観察されなかった。
真空引きの流路上に減圧速度制御手段を介在させ、前記スピードコントローラのニードル回転数(ニードル弁の開度)を「2.5」として、上記と同様に減圧空間が100Pa以下に到達するまでゆっくり減圧を行ったところ、減圧に要した時間は10.6秒であった。なお、搬送用フィルムF,F’に振動は観察されなかった。
これらに対して、減圧速度制御手段を介在させない場合(従来法)、減圧空間が100Pa以下に到達するのに6.1秒を要した。なお、減圧空間に気流(風)が巻き起こるため、搬送用フィルムF,F’が上下に振動し、ワークWが所定の位置からずれる現象が観察された。
50 減圧速度制御手段
F,F’ 搬送用フィルム
P 真空ポンプ
W ワーク
Claims (1)
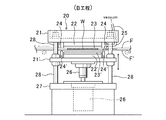
- 回路基板の上にラミネート用の樹脂フィルムが載置されたワークを、搬送用フィルムの間に挟んで搬送する基板搬送手段を有するワーク搬送工程と、ワークを減圧状態で一対の押圧体の間に挟んで加圧し上記樹脂フィルムを回路基板表面に密着させる真空一体化手段、および、上記一対の押圧体の間の空間を減圧するための真空源を含む減圧手段を有する真空積層工程とを備え、
上記真空積層工程における真空源と真空一体化手段との間に、上記真空源が吸引する空気の流量を調節する減圧速度制御手段が介在配置され、上記減圧手段によるワーク周囲の空間の真空引きの速度が調節可能になっており、
上記減圧速度制御手段が、ピストンロッドを有するエアーシリンダと、このエアーシリンダのピストンロッドの往復動に連動して上記真空源による真空引きの作動を開と閉との間で切り替える開閉弁と、上記エアーシリンダに供給される作動流体の流量を調節する流量調整弁とを有しており、上記開閉弁の開閉が所定の時間をかけて定速で行われるようになっており、真空引きの時間の経過とともに上記開閉弁の開度が大きくなり、上記開閉弁を通過する空気の流量が多くなることを特徴とする真空積層方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015115701A JP6598521B2 (ja) | 2015-06-08 | 2015-06-08 | 真空積層方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015115701A JP6598521B2 (ja) | 2015-06-08 | 2015-06-08 | 真空積層方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017001229A JP2017001229A (ja) | 2017-01-05 |
| JP6598521B2 true JP6598521B2 (ja) | 2019-10-30 |
Family
ID=57751162
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015115701A Active JP6598521B2 (ja) | 2015-06-08 | 2015-06-08 | 真空積層方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6598521B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6938104B2 (ja) * | 2018-12-14 | 2021-09-22 | 株式会社日本製鋼所 | 真空積層装置の制御方法、および真空積層装置 |
| CN111223984B (zh) * | 2019-11-22 | 2020-09-25 | 苏州鸿凌达电子科技有限公司 | 一种应用于热电模组层形结构的柔性电路基板的加压装置 |
| JP7274027B1 (ja) * | 2022-07-20 | 2023-05-15 | ニッコー・マテリアルズ株式会社 | 積層装置およびこれに用いる真空積層装置、平面プレス積層装置 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0520884Y2 (ja) * | 1985-12-10 | 1993-05-28 | ||
| JP2000006167A (ja) * | 1998-06-19 | 2000-01-11 | Suzuki Motor Corp | 発泡成形装置 |
| JP2006026989A (ja) * | 2004-07-14 | 2006-02-02 | Nichigo Morton Co Ltd | 真空積層装置及び積層方法 |
| JP6211852B2 (ja) * | 2013-07-10 | 2017-10-11 | 北川精機株式会社 | プレス成形用のカバーシート及びキャリアプレート並びにプレス装置 |
-
2015
- 2015-06-08 JP JP2015115701A patent/JP6598521B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017001229A (ja) | 2017-01-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6125105B1 (ja) | 積層装置 | |
| JP6878365B2 (ja) | 積層装置および積層方法 | |
| JP3790724B2 (ja) | 積層装置および積層方法 | |
| JP6598521B2 (ja) | 真空積層方法 | |
| JP4926998B2 (ja) | フィルム状樹脂積層装置およびそれを用いたフィルム状樹脂積層方法 | |
| JP7025499B1 (ja) | 積層成形システム | |
| JP4926661B2 (ja) | フィルム状樹脂積層装置およびそれを用いたフィルム状樹脂積層方法 | |
| JPWO2008149801A1 (ja) | プレス装置及びプレス装置システム | |
| TW201522067A (zh) | 貼合設備之製造裝置及製造方法 | |
| JP7369823B2 (ja) | 積層成形システムおよび積層成形方法 | |
| TWI583532B (zh) | A pressing device, and a sheeting device having the pressing device, a resin forming device, an apparatus manufacturing apparatus, a pressurizing method, and a sheeting method including the pressing method, a resin forming method, an apparatus manufacturing method | |
| JP2022113131A (ja) | 積層装置 | |
| JP2005066967A (ja) | 積層板の積層装置および積層方法 | |
| WO2024018805A1 (ja) | 積層装置およびこれに用いる真空積層装置、平面プレス積層装置 | |
| JP3733880B2 (ja) | フィルム貼付装置 | |
| JP2020044703A (ja) | 積層装置 | |
| US11325365B1 (en) | Laminating apparatus | |
| TWI795734B (zh) | 壓膜機 | |
| WO2020226185A1 (ja) | フィルム加工装置 | |
| JP2024036929A (ja) | 積層成形システムの積層成形方法および積層成形システム | |
| JP4723450B2 (ja) | 積層装置及び積層装置における積層材の搬送方法 | |
| JP5180976B2 (ja) | シート構造体の製造装置及び製造方法 | |
| TW202202346A (zh) | 具有壓合治具盒之疊板壓合系統及方法 | |
| JP3147433U (ja) | 積層成形品の冷却装置 | |
| JP2008055464A (ja) | 積層成形装置の制御方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20150608 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180215 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190131 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190219 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20190416 Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190416 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190917 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20191001 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6598521 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |