JP6597145B2 - 回転電機およびその製造方法 - Google Patents
回転電機およびその製造方法 Download PDFInfo
- Publication number
- JP6597145B2 JP6597145B2 JP2015197150A JP2015197150A JP6597145B2 JP 6597145 B2 JP6597145 B2 JP 6597145B2 JP 2015197150 A JP2015197150 A JP 2015197150A JP 2015197150 A JP2015197150 A JP 2015197150A JP 6597145 B2 JP6597145 B2 JP 6597145B2
- Authority
- JP
- Japan
- Prior art keywords
- coil end
- terminal
- coil
- groove
- stator
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images















Landscapes
- Windings For Motors And Generators (AREA)
- Insulation, Fastening Of Motor, Generator Windings (AREA)
- Manufacture Of Motors, Generators (AREA)
Description
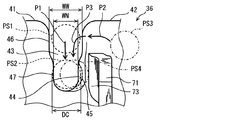
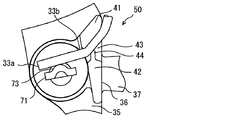
ひとつの態様により、回転電機の製造方法が開示される。回転電機は、ステータコイル(33)の端部であるコイル端(33a)と、コイル端が接続される端子(71)と、コイル端を収容することにより端子に向けてコイル端を案内する溝(43)を区画形成する案内部(36)とを備える。回転電機の製造方法は、溝の入口に設けられ、コイル端の直径(DC)より大きい幅(WW)を有する入口部(46、446、546、646)にコイル端を緩く位置付けること、溝におけるコイル端の規定の位置に設けられた位置決め部(47)に向けて、コイル端の移動では変形しないように形成されている入口部を経由してコイル端を移動させること、位置決め部においてコイル端と案内部とを接触させることにより案内部を変形させコイル端を堅く位置付けること、および位置決め部によってコイル端を位置づけた状態で、コイル端と端子とを接続することを含む。
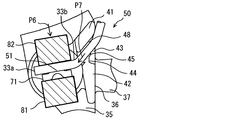
ひとつの態様により、回転電機の製造方法が開示される。回転電機は、ステータコイル(33)の端部であるコイル端(33a)と、コイル端が接続される端子(71)と、コイル端を収容することにより端子に向けてコイル端を案内する溝(43)を区画形成する案内部(36)とを備える。回転電機の製造方法は、溝の中にコイル端を挿入することにより、コイル端と案内部とを接触させ、案内部を変形させコイル端を堅く位置付けること、案内部と端子との間に架け渡されたコイル端の懸架部分に、たるみを形成するようにコイル端を曲げること、溝によってコイル端を位置づけた状態で、電極(81、82)によってコイル端と端子とを挟み、コイル端と端子とを溶接すること、およびコイル端が端子に沿うように回動するときに、たるみが変形することを含む。
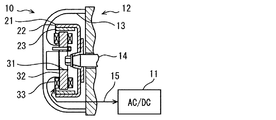
図1において、内燃機関用回転電機(以下、単に回転電機10という)は、発電機である。回転電機10は、整流回路(AC/DC)を含む電気回路11と電気的に接続されている。電気回路11は、単相の電力変換回路を提供する。回転電機10の用途の一例は、車両用の内燃機関12と連結される発電機である。回転電機10は、例えば、二輪車に利用することができる。
この実施形態は、先行する実施形態を基礎的形態とする変形例である。上記実施形態では、位置決め部47は、コイル端33aを緩く保持するように変形することができる。これに代えて、この実施形態では、位置決め部47を提供する案内部36は、コイル端33aを堅く保持し続ける。
この実施形態は、先行する実施形態を基礎的形態とする変形例である。この実施形態では、コイル端33aの端子71上での移動を抑制するように、コイル端33aの曲げ部33bが利用される。
この実施形態は、先行する実施形態を基礎的形態とする変形例である。先行する実施形態に代えて、多様な形状の溝43を採用することができる。図16は、この実施形態の溝43を示す。溝43は、ステータ31の軸方向と平行な一対の縁によって区画された四角形の入口部446を有する。この実施形態でも、入口部446によりコイル端33aを案内することができる。
この実施形態は、先行する実施形態を基礎的形態とする変形例である。図17は、この実施形態の溝43を示す。溝43は、ステータ31の軸方向に対して傾斜する一対の縁によって区画された三角形、または台形と呼びうる入口部546を有する。この実施形態でも、入口部546によりコイル端33aを案内することができる。
この実施形態は、先行する実施形態を基礎的形態とする変形例である。図18は、この実施形態の溝43を示す。溝43は、軸方向と平行なひとつの縁と、軸方向に対して傾斜するひとつの縁とによって区画された入口部646を有する。この実施形態でも、入口部646によりコイル端33aを案内することができる。
この実施形態は、先行する実施形態を基礎的形態とする変形例である。先行する実施形態では、単相コイルのための電極72が例示されている。これに代えて、先行する実施形態に採用された案内部36の構成は、多様な用途の電極に適用することができる。
この実施形態は、先行する実施形態を基礎的形態とする変形例である。この実施形態では、他の電極875、872が例示されている。
この明細書の開示は、例示された実施形態に制限されない。開示は、例示された実施形態と、それらに基づく当業者による変形態様を包含する。例えば、開示は、実施形態において示された部品および/または要素の組み合わせに限定されない。開示は、多様な組み合わせによって実施可能である。開示は、実施形態に追加可能な追加的な部分をもつことができる。開示は、実施形態の部品および/または要素が省略されたものを包含する。開示は、ひとつの実施形態と他の実施形態との間における部品および/または要素の置き換え、または組み合わせを包含する。開示される技術的範囲は、実施形態の記載に限定されない。開示されるいくつかの技術的範囲は、特許請求の範囲の記載によって示され、さらに特許請求の範囲の記載と均等の意味及び範囲内での全ての変更を含むものと解されるべきである。
14 回転軸、15 ワイヤハーネス、21 ロータ、22 ロータコア、
23 永久磁石、31 ステータ、32 ステーアコア、32a 磁極、
33 ステータコイル、33a コイル端、33b、233b 曲げ部、
33c、233c 接触部、333d 曲げ部、
35 インシュレータ、36 案内部、37 ボビン、38 壁、
41 第1突部、42、242、342 第2突部、43 溝、
44 薄板部、45 変形部、46、446、546、646 入口部、
47 位置決め部、48 隙間、50 接続部、51 溶接部、
71 端子、72、775、872、875、878 電極、
73 突部、74、874、877 端子、81、82 電極。
Claims (19)
- ステータコイル(33)の端部であるコイル端(33a)と、
前記コイル端が接続される端子(71)と、
前記コイル端を収容することにより前記端子に向けて前記コイル端を案内する溝(43)を区画形成する案内部(36)とを備えており、
前記案内部は、
前記溝における前記コイル端の規定の位置に設けられ、前記コイル端と接触することにより変形している位置決め部(47)と、
前記溝の入口に設けられ、前記コイル端の直径(DC)より大きく、かつ前記位置決め部の幅(WN)より大きい幅(WW)を有し、変形していない入口部(46、446、546、646)とを備える回転電機。 - ステータコイル(33)の端部であるコイル端(33a)と、
前記コイル端が接続される端子(71)と、
前記コイル端を収容することにより前記端子に向けて前記コイル端を案内する溝(43)を区画形成する案内部(36)とを備えており、
前記案内部は、
前記溝における前記コイル端の規定の位置に設けられ、前記コイル端と接触することにより変形している位置決め部(47)と、
前記溝の入口に設けられ、前記コイル端の直径(DC)より大きく、かつ前記位置決め部の幅(WN)より大きい幅(WW)と、前記コイル端の直径(DC)の1/2を上回る深さとを有する入口部(46、446、546、646)とを備える回転電機。 - 前記入口部は、前記コイル端の直径(DC)以上の深さを有する請求項2に記載の回転電機。
- 前記位置決め部は、前記コイル端の直径(DC)の1/2を上回る深さ、または前記コイル端の直径以上の深さを有する請求項2または請求項3に記載の回転電機。
- 前記案内部は、薄い板状に形成されており、前記コイル端と接触することにより変形する薄板部(44)を有し、
前記薄板部は、前記入口部に設けられることなく、前記溝の奥である前記位置決め部にのみ設けられている請求項1から請求項4のいずれかに記載の回転電機。 - ステータコイル(33)の端部であるコイル端(33a)と、
前記コイル端が接続される端子(71)と、
前記コイル端を収容することにより前記端子に向けて前記コイル端を案内する溝(43)を区画形成する案内部(36)とを備えており、
前記案内部は、
前記溝における前記コイル端の規定の位置に設けられ、前記コイル端と接触することにより変形している位置決め部(47)と、
前記溝の入口に設けられ、前記コイル端の直径(DC)より大きく、かつ前記位置決め部の幅(WN)より大きい幅(WW)を有する入口部(46、446、546、646)とを備え、
前記案内部は、薄い板状に形成されており、前記コイル端と接触することにより変形する薄板部(44)を有し、
前記薄板部は、前記入口部に設けられることなく、前記溝の奥である前記位置決め部にのみ設けられている回転電機。 - 内燃機関の回転軸(14)に接続されるロータ(21)と、
前記ロータと対向して配置されるステータ(31)と、
前記ステータ上に設けられた電気絶縁性のインシュレータ(35)とを有し、
前記ステータコイルは、前記ステータに設けられており、
前記端子は、前記ステータの軸方向に沿って延び出すように前記インシュレータに支持されており、
前記案内部は、前記インシュレータに設けられ、前記溝を区画形成する第1突部(41)および第2突部(42、242、342)を有している請求項1から請求項6のいずれかに記載の回転電機。 - 前記コイル端は、前記案内部から突出する部位であって、前記端子に沿うように曲がっている曲げ部(33b、333d)を有し、
前記第1突部は、前記曲げ部の内側に位置しており、
前記第2突部は、前記曲げ部の外側に位置しており、
前記第2突部は、前記位置決め部に設けられ、前記コイル端と接触することにより変形している変形部(45)を有する請求項7に記載の回転電機。 - 前記第2突部は、薄い板状に形成されており、前記コイル端と接触することにより前記変形部を形成する薄板部(44)を有する請求項8に記載の回転電機。
- 前記位置決め部は、
前記コイル端が位置づけられている部位において前記コイル端と接触することにより変形して前記コイル端の直径(DC)以上の幅を提供している部分と、
前記コイル端の直径(DC)より小さい幅(WN)の部分とを有する請求項1から請求項9のいずれかに記載の回転電機。 - ステータコイル(33)の端部であるコイル端(33a)と、
前記コイル端が接続される端子(71)と、
前記コイル端を収容することにより前記端子に向けて前記コイル端を案内する溝(43)を区画形成する案内部(36)とを備える回転電機の製造方法において、
前記溝の入口に設けられ、前記コイル端の直径(DC)より大きい幅(WW)を有する入口部(46、446、546、646)に前記コイル端を緩く位置付けること、
前記溝における前記コイル端の規定の位置に設けられた位置決め部(47)に向けて、前記コイル端の移動では変形しないように形成されている前記入口部を経由して前記コイル端を移動させること、
前記位置決め部において前記コイル端と前記案内部とを接触させることにより前記案内部を変形させ前記コイル端を堅く位置付けること、および
前記位置決め部によって前記コイル端を位置づけた状態で、前記コイル端と前記端子とを接続することを含む回転電機の製造方法。 - 前記接続は、前記位置決め部によって前記コイル端を位置づけた状態で、電極(81、82)によって前記コイル端と前記端子とを挟み、前記コイル端と前記端子とを溶接することにより提供されており、
さらに、
前記電極によって前記コイル端と前記端子とが挟まれるときに、前記コイル端の移動によって前記案内部がさらに変形することにより前記コイル端の移動を許容することを含む請求項11に記載の回転電機の製造方法。 - さらに、
前記溶接の前に、前記コイル端が前記端子の上において、前記コイル端の先端に向かうほど前記端子から離れるように配置されるように前記コイル端を曲げることを含む請求項12に記載の回転電機の製造方法。 - さらに、
前記溶接の前に、前記案内部と前記端子との間の前記コイル端にたるみを形成するように前記コイル端を曲げることを含む請求項12または請求項13に記載の回転電機の製造方法。 - 前記コイル端は、S字状に曲げられる請求項13または請求項14に記載の回転電機の製造方法。
- 前記入口部は、前記コイル端を前記入口部に緩く位置づけるために、前記コイル端の直径(DC)の1/2を上回る深さ、または前記コイル端の直径以上の深さを有し、
前記案内部は、薄い板状に形成されており、前記コイル端と接触することにより変形する薄板部(44)を有し、
前記薄板部は、前記入口部に設けられることなく、前記溝の奥である前記位置決め部にのみ設けられており、
前記コイル端は、前記入口部に緩く位置づけられた後に、前記薄板部を変形させることにより、前記位置決め部に堅く位置づけられる請求項11から請求項15のいずれかに記載の回転電機の製造方法。 - ステータコイル(33)の端部であるコイル端(33a)と、
前記コイル端が接続される端子(71)と、
前記コイル端を収容することにより前記端子に向けて前記コイル端を案内する溝(43)を区画形成する案内部(36)とを備える回転電機の製造方法において、
前記溝の中に前記コイル端を挿入することにより、前記コイル端と前記案内部とを接触させ、前記案内部を変形させ前記コイル端を堅く位置付けること、
前記溝によって前記コイル端を位置づけた状態で、電極(81、82)によって前記コイル端と前記端子とを挟み、前記コイル端と前記端子とを溶接すること、および
前記電極によって前記コイル端と前記端子とが挟まれるときに、前記コイル端の移動によって前記案内部がさらに変形することにより前記コイル端の移動を許容することを含む回転電機の製造方法。 - ステータコイル(33)の端部であるコイル端(33a)と、
前記コイル端が接続される端子(71)と、
前記コイル端を収容することにより前記端子に向けて前記コイル端を案内する溝(43)を区画形成する案内部(36)とを備える回転電機の製造方法において、
前記溝の中に前記コイル端を挿入することにより、前記コイル端と前記案内部とを接触させ、前記案内部を変形させ前記コイル端を堅く位置付けること、
前記コイル端が前記端子の上において、前記コイル端の先端に向かうほど前記端子から離れるように配置されるように前記コイル端を曲げること、および
前記溝によって前記コイル端を位置づけた状態で、電極(81、82)によって前記コイル端と前記端子とを挟み、前記コイル端と前記端子とを溶接することを含む回転電機の製造方法。 - ステータコイル(33)の端部であるコイル端(33a)と、
前記コイル端が接続される端子(71)と、
前記コイル端を収容することにより前記端子に向けて前記コイル端を案内する溝(43)を区画形成する案内部(36)とを備える回転電機の製造方法において、
前記溝の中に前記コイル端を挿入することにより、前記コイル端と前記案内部とを接触させ、前記案内部を変形させ前記コイル端を堅く位置付けること、
前記案内部と前記端子との間に架け渡されたコイル端の懸架部分に、たるみを形成するように前記コイル端を曲げること、
前記溝によって前記コイル端を位置づけた状態で、電極(81、82)によって前記コイル端と前記端子とを挟み、前記コイル端と前記端子とを溶接すること、および
前記コイル端が前記端子に沿うように回動するときに、前記たるみが変形することを含む回転電機の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015197150A JP6597145B2 (ja) | 2015-10-02 | 2015-10-02 | 回転電機およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015197150A JP6597145B2 (ja) | 2015-10-02 | 2015-10-02 | 回転電機およびその製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2017070174A JP2017070174A (ja) | 2017-04-06 |
| JP2017070174A5 JP2017070174A5 (ja) | 2018-06-14 |
| JP6597145B2 true JP6597145B2 (ja) | 2019-10-30 |
Family
ID=58495474
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015197150A Active JP6597145B2 (ja) | 2015-10-02 | 2015-10-02 | 回転電機およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6597145B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112968563A (zh) * | 2017-02-14 | 2021-06-15 | 电装多利牡株式会社 | 旋转电机及其制造方法 |
| JP6981275B2 (ja) | 2018-01-24 | 2021-12-15 | トヨタ自動車株式会社 | 異種金属板の接合方法 |
| JP6984469B2 (ja) | 2018-02-09 | 2021-12-22 | トヨタ自動車株式会社 | 異種金属板の接合方法 |
| JP7065665B2 (ja) * | 2018-03-27 | 2022-05-12 | 株式会社ミツバ | 接合体及び回転電機 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06315238A (ja) * | 1993-03-05 | 1994-11-08 | Fuji Elelctrochem Co Ltd | 端子ピン付きボビン |
| JP3346522B2 (ja) * | 1995-10-02 | 2002-11-18 | 住友電装株式会社 | 圧接コネクタ |
| JP4806656B2 (ja) * | 2007-05-30 | 2011-11-02 | アスモ株式会社 | 電機子及び直流モータ |
| JP5237049B2 (ja) * | 2008-10-28 | 2013-07-17 | アスモ株式会社 | インシュレータ、ステータ及びステータの製造方法 |
| JP2012239262A (ja) * | 2011-05-10 | 2012-12-06 | Honda Motor Co Ltd | 電動機の突極集中巻きステータ |
| JP2014036505A (ja) * | 2012-08-08 | 2014-02-24 | Denso Corp | 回転電機 |
| CN105900318B (zh) * | 2013-12-02 | 2019-06-18 | 电装多利牡株式会社 | 磁体式发电机 |
-
2015
- 2015-10-02 JP JP2015197150A patent/JP6597145B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017070174A (ja) | 2017-04-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6079944B2 (ja) | 内燃機関用回転電機およびそのステータ | |
| US8952584B2 (en) | Motor | |
| JP4609190B2 (ja) | 車両用回転電機 | |
| JP6597145B2 (ja) | 回転電機およびその製造方法 | |
| EP2182614B1 (en) | Wiring component for motor coil | |
| JP6301899B2 (ja) | モータのステータ及びそのステータを備えるインナーロータ型モータ | |
| JP6124493B1 (ja) | 内燃機関用回転電機およびそのステータ | |
| JP6773090B2 (ja) | 内燃機関用回転電機およびそのステータ | |
| JP6499371B2 (ja) | 回転電機 | |
| JP4735691B2 (ja) | モータの製造方法 | |
| WO2018150448A1 (ja) | 回転電機およびその製造方法 | |
| CN110612655B (zh) | 马达 | |
| JP6196935B2 (ja) | モータのステータ | |
| JP4283729B2 (ja) | ブラシレスモータ | |
| JP4913538B2 (ja) | 集中配電部品 | |
| US20170104377A1 (en) | Electric conductor for coil and rotating electric machine | |
| JP2020028177A (ja) | 配線部品 | |
| JP6080964B2 (ja) | 回転電機の固定子 | |
| JP6477388B2 (ja) | 回転電機およびその製造方法 | |
| JP5138491B2 (ja) | ステータ及びブラシレスモータ | |
| JP7112589B2 (ja) | 回転電機、およびそのステータ | |
| JP7359857B2 (ja) | コイル、および回転電機 | |
| JP7065665B2 (ja) | 接合体及び回転電機 | |
| JP2023156610A (ja) | 回転電機のステータ構造及びステータ製造方法 | |
| JP2007236163A (ja) | 回転電機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180427 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180427 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190131 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190205 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190404 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190903 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190916 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6597145 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |