JP6531954B2 - 三次元形状造形物の製造方法および三次元形状造形物 - Google Patents
三次元形状造形物の製造方法および三次元形状造形物 Download PDFInfo
- Publication number
- JP6531954B2 JP6531954B2 JP2016537751A JP2016537751A JP6531954B2 JP 6531954 B2 JP6531954 B2 JP 6531954B2 JP 2016537751 A JP2016537751 A JP 2016537751A JP 2016537751 A JP2016537751 A JP 2016537751A JP 6531954 B2 JP6531954 B2 JP 6531954B2
- Authority
- JP
- Japan
- Prior art keywords
- dimensional shaped
- shaped object
- slit
- slit groove
- powder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 51
- 239000000843 powder Substances 0.000 claims description 106
- 229920005989 resin Polymers 0.000 claims description 79
- 239000011347 resin Substances 0.000 claims description 79
- 238000000465 moulding Methods 0.000 claims description 51
- 239000000463 material Substances 0.000 claims description 33
- 238000000034 method Methods 0.000 claims description 27
- 230000015572 biosynthetic process Effects 0.000 claims description 18
- 230000001678 irradiating effect Effects 0.000 claims description 14
- 238000007493 shaping process Methods 0.000 description 23
- 238000005520 cutting process Methods 0.000 description 16
- 238000003475 lamination Methods 0.000 description 13
- 238000012545 processing Methods 0.000 description 11
- 239000002184 metal Substances 0.000 description 10
- 229910052751 metal Inorganic materials 0.000 description 10
- 230000003287 optical effect Effects 0.000 description 8
- 230000000694 effects Effects 0.000 description 7
- 239000007769 metal material Substances 0.000 description 7
- 238000003801 milling Methods 0.000 description 7
- 239000000945 filler Substances 0.000 description 6
- 230000008569 process Effects 0.000 description 5
- 239000002994 raw material Substances 0.000 description 5
- 230000009467 reduction Effects 0.000 description 5
- 239000002131 composite material Substances 0.000 description 4
- 238000007711 solidification Methods 0.000 description 4
- 230000008023 solidification Effects 0.000 description 4
- 238000001746 injection moulding Methods 0.000 description 3
- 230000013011 mating Effects 0.000 description 3
- 230000007246 mechanism Effects 0.000 description 3
- 230000002265 prevention Effects 0.000 description 3
- 239000007787 solid Substances 0.000 description 3
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 229920001187 thermosetting polymer Polymers 0.000 description 2
- 239000004640 Melamine resin Substances 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 229920001807 Urea-formaldehyde Polymers 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- 239000004676 acrylonitrile butadiene styrene Substances 0.000 description 1
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 1
- 238000003491 array Methods 0.000 description 1
- 238000000071 blow moulding Methods 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 238000000748 compression moulding Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000002542 deteriorative effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000004512 die casting Methods 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 238000005242 forging Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- -1 polypropylene Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 238000007790 scraping Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
- 229910000679 solder Inorganic materials 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 238000001721 transfer moulding Methods 0.000 description 1
- 229920006337 unsaturated polyester resin Polymers 0.000 description 1
- 238000009423 ventilation Methods 0.000 description 1
- 238000013022 venting Methods 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
Images













Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
- B22F5/007—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product of moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/28—Powder bed fusion, e.g. selective laser melting [SLM] or electron beam melting [EBM]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/30—Process control
- B22F10/38—Process control to achieve specific product aspects, e.g. surface smoothness, density, porosity or hollow structures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/38—Moulds or cores; Details thereof or accessories therefor characterised by the material or the manufacturing process
- B29C33/3842—Manufacturing moulds, e.g. shaping the mould surface by machining
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/34—Moulds having venting means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/141—Processes of additive manufacturing using only solid materials
- B29C64/153—Processes of additive manufacturing using only solid materials using layers of powder being selectively joined, e.g. by selective laser sintering or melting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y80/00—Products made by additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/40—Radiation means
- B22F12/41—Radiation means characterised by the type, e.g. laser or electron beam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/60—Planarisation devices; Compression devices
- B22F12/67—Blades
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/10—Moulds or cores; Details thereof or accessories therefor with incorporated venting means
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Plasma & Fusion (AREA)
- Automation & Control Theory (AREA)
- Powder Metallurgy (AREA)
Description
(i)粉末層の所定箇所に光ビームを照射し、かかる所定箇所の粉末を焼結又は溶融固化させて固化層を形成する工程。
(ii)得られた固化層の上に新たな粉末層を形成し、同様に光ビームを照射して更なる固化層を形成する工程。
(i)粉末層の所定箇所に光ビームを照射して当該所定箇所の粉末を焼結又は溶融固化させて固化層を形成する工程、および
(ii)得られた固化層の上に新たな粉末層を形成し、その新たな粉末層の所定箇所に光ビームを照射して更なる固化層を形成する工程
によって粉末層形成および固化層形成を交互に繰り返して行い、
固化層が形成される領域の一部を光ビームを照射しない非照射部とすることによって、三次元形状造形物の応力を減じるためのスリット溝を三次元形状造形物の上面に少なくとも1つ設けることを特徴とする、三次元形状造形物の製造方法が提供される。
まず、本発明の製造方法の前提となる粉末焼結積層法について説明する。特に粉末焼結積層法において三次元形状造形物の切削処理を付加的に行う光造形複合加工を例として挙げる。図11は、光造形複合加工のプロセス態様を模式的に示しており、図12および図13は、粉末焼結積層法と切削処理とを実施できる光造形複合加工機の主たる構成および動作のフローチャートをそれぞれ示している。
本発明の一態様に係る製造方法は、上述した粉末焼結積層法につき、固化層の形成態様に特徴を有している。
[式1]
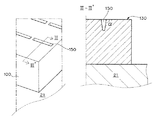
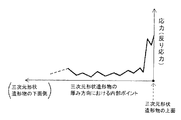
本発明の一態様に係る三次元形状造形物は上述の製造方法で得られるものである。従って、本発明の一態様に係る三次元形状造形物は、粉末層に対する光ビーム照射で形成される固化層が積層して構成され、三次元形状造形物の応力を減じるためのスリット溝が三次元形状造形物の上面に少なくとも1つ設けられている。このようにスリット溝が設けられていることに起因して三次元形状造形物に残留する応力(以下「残留応力」とも称する)は減じられており、三次元形状造形物の反りは防止されている。
第1態様:(i)粉末層の所定箇所に光ビームを照射して該所定箇所の粉末を焼結又は溶融固化させて固化層を形成する工程、および
(ii)得られた固化層の上に新たな粉末層を形成し、該新たな粉末層の所定箇所に光ビームを照射して更なる固化層を形成する工程
によって粉末層形成および固化層形成を交互に繰り返して行う三次元形状造形物の製造方法であって、
前記固化層が形成される領域の一部を前記光ビームを照射しない非照射部とすることによって、前記三次元形状造形物の応力を減じるためのスリット溝を該三次元形状造形物の上面に少なくとも1つ設けることを特徴とする、三次元形状造形物の製造方法。
第2態様:上記第1態様において、前記上面にて複数の前記スリット溝が規則的に配列するように該スリット溝を設けることを特徴とする、三次元形状造形物の製造方法。
第3態様:上記第1態様または第2態様において、前記スリット溝が成すスリット開口の短手寸法を0.05mm〜1mmとすることを特徴とする、三次元形状造形物の製造方法。
第4態様:上記第1態様〜第3態様のいずれかにおいて、前記スリット溝の深さ寸法を前記三次元形状造形物の厚さ寸法の10%〜50%とすることを特徴とする、三次元形状造形物の製造方法。
第5態様:上記第1態様〜第4態様のいずれかにおいて、前記スリット溝が成すスリット開口の短手寸法が該スリット溝の底部から前記上面に向かって漸次大きくなるように該スリット溝を設けることを特徴とする、三次元形状造形物の製造方法。
第6態様:上記第1態様〜第5態様のいずれかにおいて、前記スリット溝が成すスリット開口の長手方向が少なくとも2つの向きを含む形態となるように該スリット溝を設けることを特徴とする、三次元形状造形物の製造方法。
第7態様:上記第6態様において、前記スリット開口の形状をクロス形状とすることを特徴とする、三次元形状造形物の製造方法。
第8態様:上記第1態様〜第7態様のいずれかにおいて、前記三次元形状造形物として樹脂成形用金型を製造し、該樹脂成形用金型のパーティング面に前記スリット溝を設けることを特徴とする、三次元形状造形物の製造方法。
第9態様:上記第1態様〜第8態様のいずれかにおいて、前記スリット溝を充填材料で埋めることを特徴とする、三次元形状造形物の製造方法。
第10態様:粉末層に対する光ビーム照射で形成される固化層が積層して構成された三次元形状造形物であって、
前記三次元形状造形物の応力を減じるためのスリット溝が該三次元形状造形物の上面に少なくとも1つ設けられていることを特徴とする、三次元形状造形物。
第11態様:上記第10態様において、複数の前記スリット溝が前記上面において規則的に配列していることを特徴とする、三次元形状造形物。
第12態様:上記第10態様または第11態様において、前記三次元形状造形物が樹脂成形用金型であって、該該樹脂成形用金型のパーティング面に前記スリット溝が設けられていることを特徴とする、三次元形状造形物。
第13態様:上記第12態様において、前記スリット溝は樹脂成形時にガスベントとして機能することを特徴とする、三次元形状造形物。
24 固化層
100 三次元形状造形物
130 三次元形状造形物の上面
150 スリット溝
150’ スリット開口
170 パーティング面
190 充填材料
Dx スリット開口の短手寸法
Dz スリット溝の深さ
L 光ビーム
Claims (12)
- (i)粉末層の所定箇所に光ビームを照射して該所定箇所の粉末を焼結又は溶融固化させて固化層を形成する工程、および
(ii)得られた固化層の上に新たな粉末層を形成し、該新たな粉末層の所定箇所に光ビームを照射して更なる固化層を形成する工程
によって粉末層形成および固化層形成を交互に繰り返して行う三次元形状造形物の製造方法であって、
前記固化層が形成される領域の一部を前記光ビームを照射しない非照射部とすることによって、積層方向において前記三次元形状造形物の応力を減じるためのスリット溝を最終的に得られる該三次元形状造形物の上面に少なくとも1つ設け、
前記スリット溝が前記三次元形状造形物の前記上面にて局所的に窪んだ形態を有しており、
前記スリット溝が成すスリット開口の長手方向が少なくとも2つの向きを含む形態となるように該スリット溝を設け、ならびに
前記三次元形状造形物が金型であることを特徴とする、三次元形状造形物の製造方法。 - 前記上面にて複数の前記スリット溝が規則的に配列するように該スリット溝を設けることを特徴とする、請求項1に記載の三次元形状造形物の製造方法。
- 前記スリット溝が成すスリット開口の短手寸法を0.05mm〜1mmとすることを特徴とする、請求項1又は2に記載の三次元形状造形物の製造方法。
- 前記スリット溝の深さ寸法を前記三次元形状造形物の厚さ寸法の10%〜50%とすることを特徴とする、請求項1〜3のいずれかに記載の三次元形状造形物の製造方法。
- 前記スリット溝が成すスリット開口の短手寸法が該スリット溝の底部から前記上面に向かって漸次大きくなるように該スリット溝を設けることを特徴とする、請求項1〜4のいずれかに記載の三次元形状造形物の製造方法。
- 前記スリット開口の形状をクロス形状とすることを特徴とする、請求項1〜5のいずれかに記載の三次元形状造形物の製造方法。
- 前記三次元形状造形物として樹脂成形用金型を製造し、該樹脂成形用金型のパーティング面に前記スリット溝を設けることを特徴とする、請求項1〜6のいずれかに記載の三次元形状造形物の製造方法。
- 前記スリット溝を充填材料で埋めることを特徴とする、請求項1〜7のいずれかに記載の三次元形状造形物の製造方法。
- 三次元形状造形物であって、
前記三次元形状造形物の応力を減じるためのスリット溝が該三次元形状造形物の上面に少なくとも1つ設けられており、
前記スリット溝が成すスリット開口の長手方向が少なくとも2つの向きを含む形態となっており、
前記スリット溝が前記三次元形状造形物の前記上面にて局所的に窪んだ形態を有しており、および
前記三次元形状造形物が金型であることを特徴とする、三次元形状造形物。 - 複数の前記スリット溝が前記上面において規則的に配列していることを特徴とする、請求項9に記載の三次元形状造形物。
- 前記三次元形状造形物が樹脂成形用金型であって、該樹脂成形用金型のパーティング面に前記スリット溝が設けられていることを特徴とする、請求項9又は10に記載の三次元形状造形物。
- 前記スリット溝は樹脂成形時にガスベントとして機能することを特徴とする、請求項11に記載の三次元形状造形物。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014155292 | 2014-07-30 | ||
| JP2014155292 | 2014-07-30 | ||
| PCT/JP2015/003789 WO2016017155A1 (ja) | 2014-07-30 | 2015-07-28 | 三次元形状造形物の製造方法および三次元形状造形物 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2016017155A1 JPWO2016017155A1 (ja) | 2017-05-25 |
| JP6531954B2 true JP6531954B2 (ja) | 2019-06-19 |
Family
ID=55217070
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016537751A Active JP6531954B2 (ja) | 2014-07-30 | 2015-07-28 | 三次元形状造形物の製造方法および三次元形状造形物 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10413970B2 (ja) |
| EP (1) | EP3175972B1 (ja) |
| JP (1) | JP6531954B2 (ja) |
| CN (1) | CN106573412B (ja) |
| WO (1) | WO2016017155A1 (ja) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107405826A (zh) * | 2015-03-17 | 2017-11-28 | 飞利浦照明控股有限公司 | 制作具有互连和嵌入式部件的3d打印形状 |
| US10058890B1 (en) | 2015-11-20 | 2018-08-28 | Seagate Technology Llc | Methods of forming an air bearing surface on a slider and related sliders |
| JP6643631B2 (ja) * | 2016-03-09 | 2020-02-12 | パナソニックIpマネジメント株式会社 | 三次元形状造形物の製造方法 |
| JP6731642B2 (ja) * | 2016-06-22 | 2020-07-29 | パナソニックIpマネジメント株式会社 | 三次元形状造形物の製造方法 |
| JP7087430B2 (ja) * | 2018-02-14 | 2022-06-21 | セイコーエプソン株式会社 | 三次元造形物の製造方法および三次元造形装置 |
| JP6676688B2 (ja) * | 2018-04-06 | 2020-04-08 | 株式会社ソディック | 三次元造形物の製造方法 |
| JP6667972B2 (ja) * | 2018-07-20 | 2020-03-18 | 株式会社ソディック | 造形物の造形方法 |
| JP6664721B1 (ja) * | 2019-06-14 | 2020-03-13 | 株式会社ケイプラスモールドジャパン | 金型 |
| JP6703689B1 (ja) * | 2019-09-30 | 2020-06-03 | 株式会社ケイプラスモールドジャパン | 金型用ガス抜き部材の製造方法 |
| CN112898772B (zh) * | 2019-11-19 | 2022-04-08 | 中国科学院兰州化学物理研究所 | 一种聚酰亚胺自润滑墨水及其制备方法和在直书写3d打印中的应用 |
| CN111086212B (zh) * | 2019-12-25 | 2021-11-23 | 杭州喜马拉雅信息科技有限公司 | 一种复合3d打印头 |
| CN111804871B (zh) * | 2020-08-20 | 2024-10-08 | 中国工程物理研究院机械制造工艺研究所 | 一种3d打印砂型 |
| JP7537359B2 (ja) * | 2021-05-14 | 2024-08-21 | トヨタ自動車株式会社 | 積層造形物の製造方法 |
| JP2024045926A (ja) * | 2022-09-22 | 2024-04-03 | 株式会社Screenホールディングス | 3次元造形装置および3次元造形方法 |
Family Cites Families (38)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| HUT56018A (en) | 1986-10-17 | 1991-07-29 | Univ Texas | Method and apparatus for producing workpieces by selective sintering |
| JP2671534B2 (ja) * | 1989-12-25 | 1997-10-29 | 松下電工株式会社 | 三次元形状の形成方法 |
| IT1240295B (it) * | 1990-04-13 | 1993-12-07 | Pirelli | Stampo e metodo per la vulcanizzazione di pneumatici e metodo per fabbricare stampi |
| JPH05346361A (ja) * | 1992-06-12 | 1993-12-27 | Mitsubishi Electric Corp | 半導体圧力センサ |
| DE4233812C1 (de) * | 1992-10-07 | 1993-11-04 | Eos Electro Optical Syst | Verfahren und vorrichtung zum herstellen von dreidimensionalen objekten |
| JPH07285135A (ja) * | 1994-04-19 | 1995-10-31 | Sankyo Kasei Co Ltd | 樹脂成形における金型の洗浄方法 |
| EP0704292A4 (en) | 1994-03-30 | 1996-12-27 | Sankyokasei Kabushiki Kaisha | CASTING METHOD AND CASTING DEVICE FOR PLASTIC |
| JPH0880553A (ja) * | 1994-09-13 | 1996-03-26 | Sekisui Chem Co Ltd | 射出成形金型 |
| JP3314608B2 (ja) * | 1996-02-27 | 2002-08-12 | トヨタ自動車株式会社 | 光造型方法 |
| JP3881440B2 (ja) * | 1998-01-06 | 2007-02-14 | 大和ハウス工業株式会社 | 部材同士の接合部構造及びその形成方法 |
| JPH11227053A (ja) * | 1998-02-17 | 1999-08-24 | Toyoda Mach Works Ltd | 3次元造形方法 |
| JP3446618B2 (ja) | 1998-08-26 | 2003-09-16 | 松下電工株式会社 | 金属粉末焼結部品の表面仕上げ方法 |
| JP2001225362A (ja) * | 2000-02-15 | 2001-08-21 | Tdk Corp | 成形金型及び成形方法 |
| US6649113B1 (en) | 2000-08-11 | 2003-11-18 | Chris R. Manners | Method to reduce differential shrinkage in three-dimensional stereolithographic objects |
| JP3856654B2 (ja) | 2001-02-23 | 2006-12-13 | 松下電工株式会社 | 三次元形状造形物の製造方法 |
| WO2003039844A1 (de) | 2001-10-30 | 2003-05-15 | Concept Laser Gmbh | Verfahren zur herstellung von dreidimensionalen sinter-werkstücken |
| DE112004000301B4 (de) | 2003-02-25 | 2010-05-20 | Panasonic Electric Works Co., Ltd., Kadoma-shi | Verfahren und Vorrichtung zur Herstellung eines dreidimensionalen Objekts |
| JP2005171299A (ja) | 2003-12-09 | 2005-06-30 | Toyota Motor Corp | 三次元造形物の製造方法 |
| JP4130813B2 (ja) | 2004-05-26 | 2008-08-06 | 松下電工株式会社 | 三次元形状造形物の製造装置及びその光ビーム照射位置及び加工位置の補正方法 |
| JP2008101256A (ja) | 2006-10-20 | 2008-05-01 | Matsushita Electric Ind Co Ltd | 積層造形金型とその製造方法 |
| JP2009090539A (ja) * | 2007-10-09 | 2009-04-30 | Citizen Electronics Co Ltd | 多数個取り射出成形金型 |
| JP4258567B1 (ja) | 2007-10-26 | 2009-04-30 | パナソニック電工株式会社 | 三次元形状造形物の製造方法 |
| JP5392887B2 (ja) * | 2008-04-15 | 2014-01-22 | 旭化成ケミカルズ株式会社 | ガス加圧射出成形法及びその方法で成形された射出成形体 |
| CN102015258B (zh) | 2008-04-21 | 2013-03-27 | 松下电器产业株式会社 | 层叠造形装置 |
| US8738166B2 (en) | 2009-02-24 | 2014-05-27 | Panasonic Corporation | Method for manufacturing three-dimensional shaped object and three-dimensional shaped object obtained by the same |
| KR101517652B1 (ko) | 2009-06-23 | 2015-05-12 | 파나소닉 주식회사 | 삼차원 형상 조형물의 제조 방법 및 그것으로부터 얻어지는 삼차원 형상 조형물 |
| JP5653358B2 (ja) | 2009-10-21 | 2015-01-14 | パナソニック株式会社 | 三次元形状造形物の製造方法およびその製造装置 |
| CN102762323B (zh) * | 2010-02-17 | 2016-05-25 | 松下知识产权经营株式会社 | 三维形状造型物的制造方法及三维形状造型物 |
| JP5653657B2 (ja) | 2010-06-09 | 2015-01-14 | パナソニック株式会社 | 三次元形状造形物の製造方法、得られる三次元形状造形物および成形品の製造方法 |
| JP5584019B2 (ja) * | 2010-06-09 | 2014-09-03 | パナソニック株式会社 | 三次元形状造形物の製造方法およびそれから得られる三次元形状造形物 |
| DE112012001280T5 (de) | 2011-03-17 | 2014-03-06 | Panasonic Corporation | Verfahren zur Herstellung eines dreidimensionalen Formgegenstands und dreidimensionaler Formgegenstand |
| US9592554B2 (en) | 2011-05-23 | 2017-03-14 | Panasonic Intellectual Property Management Co., Ltd. | Method for manufacturing three-dimensional shaped object |
| KR101648442B1 (ko) | 2012-03-09 | 2016-08-16 | 파나소닉 아이피 매니지먼트 가부시키가이샤 | 3차원 형상 조형물의 제조 방법 |
| WO2014010144A1 (ja) | 2012-07-09 | 2014-01-16 | パナソニック株式会社 | 三次元形状造形物の製造方法 |
| JP5612735B1 (ja) | 2013-07-10 | 2014-10-22 | パナソニック株式会社 | 三次元形状造形物の製造方法およびその製造装置 |
| JP5599921B1 (ja) | 2013-07-10 | 2014-10-01 | パナソニック株式会社 | 三次元形状造形物の製造方法 |
| JP6414588B2 (ja) | 2014-03-05 | 2018-10-31 | パナソニックIpマネジメント株式会社 | 三次元形状造形物の製造方法 |
| WO2015133138A1 (ja) | 2014-03-05 | 2015-09-11 | パナソニックIpマネジメント株式会社 | 三次元形状造形物の製造方法 |
-
2015
- 2015-07-28 WO PCT/JP2015/003789 patent/WO2016017155A1/ja active Application Filing
- 2015-07-28 US US15/329,441 patent/US10413970B2/en not_active Expired - Fee Related
- 2015-07-28 CN CN201580041036.7A patent/CN106573412B/zh not_active Expired - Fee Related
- 2015-07-28 EP EP15827786.3A patent/EP3175972B1/en active Active
- 2015-07-28 JP JP2016537751A patent/JP6531954B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US20170203366A1 (en) | 2017-07-20 |
| US10413970B2 (en) | 2019-09-17 |
| EP3175972A1 (en) | 2017-06-07 |
| CN106573412B (zh) | 2019-11-05 |
| EP3175972A4 (en) | 2017-06-14 |
| CN106573412A (zh) | 2017-04-19 |
| EP3175972B1 (en) | 2020-05-20 |
| JPWO2016017155A1 (ja) | 2017-05-25 |
| WO2016017155A1 (ja) | 2016-02-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6531954B2 (ja) | 三次元形状造形物の製造方法および三次元形状造形物 | |
| WO2015133138A1 (ja) | 三次元形状造形物の製造方法 | |
| KR101521481B1 (ko) | 3차원 형상 조형물의 제조 방법 및 이로부터 얻어지는 3차원 형상 조형물 | |
| CN107848212B (zh) | 三维形状造型物的制造方法 | |
| JP5539347B2 (ja) | 三次元形状造形物の製造方法およびそれから得られる三次元形状造形物 | |
| JP5599957B2 (ja) | 三次元形状造形物の製造方法 | |
| TWI596001B (zh) | 三維形狀造形物之製造方法 | |
| KR102099574B1 (ko) | 3차원 형상 조형물의 제조 방법 및 3차원 형상 조형물 | |
| JP6414588B2 (ja) | 三次元形状造形物の製造方法 | |
| WO2017022144A1 (ja) | 三次元形状造形物の製造方法および三次元形状造形物 | |
| WO2017221912A1 (ja) | 三次元形状造形物の製造方法 | |
| JP6726858B2 (ja) | 三次元形状造形物の製造方法 | |
| US20220362854A1 (en) | Three-dimensional object manufacturing method | |
| JP2021138976A (ja) | 三次元形状造形物の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170118 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180313 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180510 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20181106 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190205 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20190213 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190423 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190508 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6531954 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |