JP6449024B2 - 保護部材の剥離方法及び剥離装置 - Google Patents
保護部材の剥離方法及び剥離装置 Download PDFInfo
- Publication number
- JP6449024B2 JP6449024B2 JP2015010307A JP2015010307A JP6449024B2 JP 6449024 B2 JP6449024 B2 JP 6449024B2 JP 2015010307 A JP2015010307 A JP 2015010307A JP 2015010307 A JP2015010307 A JP 2015010307A JP 6449024 B2 JP6449024 B2 JP 6449024B2
- Authority
- JP
- Japan
- Prior art keywords
- wafer
- protective member
- peeling
- ultrasonic vibration
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Landscapes
- Grinding Of Cylindrical And Plane Surfaces (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
Description
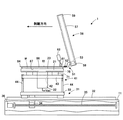
21 剥離テーブル
23 剥離テーブルの吸引面
31 水平移動部(移動手段)
51、96 把持部
56、99 上昇移動部(移動手段)
61 押圧ローラ
71 超音波振動手段
72 第2の超音波振動手段
76 ヒータ部
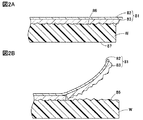
81 保護部材
82 樹脂シート
83 樹脂
84 保護部材の外周縁
86 ウエーハの上面(ウエーハの一方の面)
87 ウエーハの下面(ウエーハの他方の面)
89 保護部材の折曲げ部
W ウエーハ
Claims (3)
- ウエーハの一方の面に保護部材を貼着し、該保護部材を介して加工テーブルでウエーハを保持し露出する他方の面に所定の加工を施した後、該加工テーブルから搬出したウエーハの他方の面を剥離テーブルの吸引面で吸引保持し該保護部材をウエーハから剥離する保護部材の剥離方法であって、
該保護部材は、ウエーハの外径以上の外径の樹脂シートと、少なくともウエーハの一方の面の全面の面積で該樹脂シートに塗布される樹脂と、から構成され、
該剥離テーブルに対して相対的に移動され、該保護部材の上面を押圧する押圧ローラに備えられる第2の超音波振動手段により、該保護部材の上面から該保護部材に超音波振動を伝播させ、該押圧ローラの真下の該保護部材には超音波振動を作用させず、該押圧ローラの真下以外の周辺の該保護部材に超音波振動を作用させる超音波振動工程と、
該保護部材の外周縁を把持部で把持する把持工程と、
該超音波振動工程を継続させ該把持部をウエーハから離反する方向に移動させウエーハから該保護部材を剥離する剥離工程と、からなる保護部材の剥離方法。 - 該剥離テーブルには、吸引保持したウエーハを加温するヒータ部を備え、
該剥離工程を開始するまでに該ヒータ部でウエーハを加温させ該保護部材を軟化させる保護部材軟化工程を含み、
該剥離工程では、
該把持部をウエーハの外周から中央に向かい、その延長の外周に向かって移動させ軟化した該保護部材を折曲げた折曲げ部を形成させ、該把持部の移動に伴い該折曲げ部が移動して該保護部材を剥離する請求項1記載の保護部材の剥離方法。 - ウエーハに貼着された保護部材の剥離方法を可能にする剥離装置であって、
ウエーハを吸引保持する吸引面を有する剥離テーブルと、
ウエーハの一方の面を保護する該保護部材をウエーハから剥離する剥離手段と、を備え、
該剥離手段は、
該保護部材の外周縁を把持する把持部と、
該把持部が該保護部材を把持しウエーハから該保護部材を離間させる方向に該把持部と該剥離テーブルとを相対的に移動させる移動手段と、
該保護部材の上面を押圧する押圧ローラと、を備え、
該押圧ローラは、該移動手段の移動方向に対して直交する方向に延在し、該保護部材の上面から超音波振動を伝播させる第2の超音波振動手段を備え、該移動手段により該押圧ローラが該剥離テーブルに対して相対的に移動され、
該保護部材は、ウエーハの外径以上の外径の樹脂シートと、少なくともウエーハの一方の面の全面の面積で該樹脂シートに塗布される樹脂と、から構成され、
該剥離テーブルは、該吸引面を加温するヒータ部を備え、
該押圧ローラの真下の該保護部材には超音波振動が作用しないが、該押圧ローラの真下以外の周辺の該保護部材に超音波振動が作用する剥離装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015010307A JP6449024B2 (ja) | 2015-01-22 | 2015-01-22 | 保護部材の剥離方法及び剥離装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015010307A JP6449024B2 (ja) | 2015-01-22 | 2015-01-22 | 保護部材の剥離方法及び剥離装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016134588A JP2016134588A (ja) | 2016-07-25 |
| JP6449024B2 true JP6449024B2 (ja) | 2019-01-09 |
Family
ID=56434591
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015010307A Active JP6449024B2 (ja) | 2015-01-22 | 2015-01-22 | 保護部材の剥離方法及び剥離装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6449024B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20180020898A (ko) * | 2016-08-18 | 2018-02-28 | 가부시기가이샤 디스코 | 박리 방법 및 박리 장치 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019041051A (ja) * | 2017-08-28 | 2019-03-14 | 日東電工株式会社 | 粘着テープ剥離方法および粘着テープ剥離装置 |
| TWI714890B (zh) * | 2018-09-28 | 2021-01-01 | 景碩科技股份有限公司 | 起膜機構 |
| TWI728915B (zh) * | 2018-09-28 | 2021-05-21 | 景碩科技股份有限公司 | 起膜機構 |
| JP7184621B2 (ja) * | 2018-12-12 | 2022-12-06 | 株式会社ディスコ | 剥離方法 |
| JP7463131B2 (ja) * | 2020-03-02 | 2024-04-08 | リンテック株式会社 | シート剥離方法およびシート剥離装置 |
| CN117133632B (zh) * | 2023-10-26 | 2024-02-20 | 西北电子装备技术研究所(中国电子科技集团公司第二研究所) | 双频超声裂纹扩展及剥离单晶SiC装置 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007173495A (ja) * | 2005-12-22 | 2007-07-05 | Matsushita Electric Ind Co Ltd | 粘着テープの剥離装置および剥離方法 |
| JP2009088357A (ja) * | 2007-10-01 | 2009-04-23 | Toyota Motor Corp | 保護テープの除去装置と除去方法 |
| JP2009295757A (ja) * | 2008-06-04 | 2009-12-17 | Tateyama Machine Kk | 保護テープ剥離方法と装置 |
| JP5554023B2 (ja) * | 2009-07-03 | 2014-07-23 | リンテック株式会社 | 剥離装置および剥離方法 |
| JP2011040476A (ja) * | 2009-08-07 | 2011-02-24 | Lintec Corp | エネルギー付与装置およびエネルギー付与方法 |
| JP5773660B2 (ja) * | 2011-01-19 | 2015-09-02 | 株式会社ディスコ | 樹脂剥がし装置および研削加工装置 |
| JP5762213B2 (ja) * | 2011-08-15 | 2015-08-12 | 株式会社ディスコ | 板状物の研削方法 |
| JP6099343B2 (ja) * | 2012-09-21 | 2017-03-22 | 株式会社ディスコ | 樹脂剥がし方法及び樹脂剥がし装置 |
| JP5986888B2 (ja) * | 2012-10-26 | 2016-09-06 | リンテック株式会社 | シート剥離装置 |
| JP6152275B2 (ja) * | 2013-02-04 | 2017-06-21 | リンテック株式会社 | シート剥離装置および剥離方法 |
-
2015
- 2015-01-22 JP JP2015010307A patent/JP6449024B2/ja active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20180020898A (ko) * | 2016-08-18 | 2018-02-28 | 가부시기가이샤 디스코 | 박리 방법 및 박리 장치 |
| KR102279559B1 (ko) | 2016-08-18 | 2021-07-19 | 가부시기가이샤 디스코 | 박리 방법 및 박리 장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2016134588A (ja) | 2016-07-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6449024B2 (ja) | 保護部材の剥離方法及び剥離装置 | |
| TW502342B (en) | Chip pickup device and manufacturing method for semiconductor device | |
| CN101019205B (zh) | 用于将粘接在柔软薄膜上的部件分开的方法和装置 | |
| TW201601234A (zh) | 撓性載體座、裝置及用於拆卸載體基板之方法 | |
| US20190189497A1 (en) | Workpiece processing method | |
| TW201608631A (zh) | 黏著帶剝離方法及黏著帶剝離裝置 | |
| CN1534762A (zh) | 制造半导体器件的方法 | |
| JP6152275B2 (ja) | シート剥離装置および剥離方法 | |
| CN103311150B (zh) | 半导体制造装置以及半导体制造装置的控制方法 | |
| JP6099343B2 (ja) | 樹脂剥がし方法及び樹脂剥がし装置 | |
| TWI793123B (zh) | 剝離裝置 | |
| JP6621365B2 (ja) | 保護テープの剥離方法 | |
| JP5763394B2 (ja) | 転写装置および転写方法 | |
| JP6057616B2 (ja) | ウェーハの加工方法 | |
| JP2014099560A (ja) | ウェーハ貼着方法 | |
| JP2013168616A (ja) | 保護テープ剥離方法 | |
| JP6312563B2 (ja) | 保護部材の剥離方法及び剥離装置 | |
| JP6633446B2 (ja) | ウエーハの加工方法 | |
| JP5222756B2 (ja) | 剥離装置及び剥離方法 | |
| JP2019102769A (ja) | 剥離用テープカッター | |
| TW202307949A (zh) | 片材剝離裝置及片材剝離方法 | |
| JP2004031535A (ja) | 粘着シートの剥離方法,粘着シートの剥離装置 | |
| JP4739584B2 (ja) | 剥離装置 | |
| CN112349647B (zh) | 树脂片的剥离方法 | |
| JP6633447B2 (ja) | ウエーハの加工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20171128 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180809 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180814 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181012 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20181113 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20181205 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6449024 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |