JP6443457B2 - 蒸着マスクおよび蒸着マスクの製造方法 - Google Patents
蒸着マスクおよび蒸着マスクの製造方法 Download PDFInfo
- Publication number
- JP6443457B2 JP6443457B2 JP2016564655A JP2016564655A JP6443457B2 JP 6443457 B2 JP6443457 B2 JP 6443457B2 JP 2016564655 A JP2016564655 A JP 2016564655A JP 2016564655 A JP2016564655 A JP 2016564655A JP 6443457 B2 JP6443457 B2 JP 6443457B2
- Authority
- JP
- Japan
- Prior art keywords
- vapor deposition
- metal layer
- deposition mask
- mask
- substrate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000007740 vapor deposition Methods 0.000 title claims description 362
- 238000004519 manufacturing process Methods 0.000 title claims description 56
- 239000002184 metal Substances 0.000 claims description 473
- 229910052751 metal Inorganic materials 0.000 claims description 473
- 238000007747 plating Methods 0.000 claims description 209
- 239000000463 material Substances 0.000 claims description 167
- 238000000034 method Methods 0.000 claims description 162
- 239000000758 substrate Substances 0.000 claims description 148
- 230000008569 process Effects 0.000 claims description 127
- 238000007373 indentation Methods 0.000 claims description 116
- 238000000151 deposition Methods 0.000 claims description 67
- 230000008021 deposition Effects 0.000 claims description 39
- 230000015572 biosynthetic process Effects 0.000 claims description 22
- 238000009713 electroplating Methods 0.000 claims description 19
- OFOBLEOULBTSOW-UHFFFAOYSA-N Malonic acid Chemical compound OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 claims description 8
- 238000011049 filling Methods 0.000 claims description 8
- CVHZOJJKTDOEJC-UHFFFAOYSA-N saccharin Chemical compound C1=CC=C2C(=O)NS(=O)(=O)C2=C1 CVHZOJJKTDOEJC-UHFFFAOYSA-N 0.000 claims description 4
- 229940081974 saccharin Drugs 0.000 claims description 4
- 235000019204 saccharin Nutrition 0.000 claims description 4
- 239000000901 saccharin and its Na,K and Ca salt Substances 0.000 claims description 4
- 238000012545 processing Methods 0.000 claims description 2
- 239000010410 layer Substances 0.000 description 413
- 239000010408 film Substances 0.000 description 101
- 239000000243 solution Substances 0.000 description 80
- 238000005530 etching Methods 0.000 description 34
- 238000004381 surface treatment Methods 0.000 description 28
- 238000004506 ultrasonic cleaning Methods 0.000 description 24
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 22
- 238000012360 testing method Methods 0.000 description 17
- 229920005989 resin Polymers 0.000 description 16
- 239000011347 resin Substances 0.000 description 16
- 238000000926 separation method Methods 0.000 description 14
- 238000010586 diagram Methods 0.000 description 12
- 238000010438 heat treatment Methods 0.000 description 12
- 239000003054 catalyst Substances 0.000 description 11
- 239000007788 liquid Substances 0.000 description 11
- 238000005259 measurement Methods 0.000 description 11
- 239000000203 mixture Substances 0.000 description 11
- 229910052759 nickel Inorganic materials 0.000 description 11
- 238000007772 electroless plating Methods 0.000 description 10
- 239000000126 substance Substances 0.000 description 10
- 230000007423 decrease Effects 0.000 description 8
- 229910000640 Fe alloy Inorganic materials 0.000 description 7
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 7
- 238000004140 cleaning Methods 0.000 description 7
- 238000001704 evaporation Methods 0.000 description 7
- 230000008020 evaporation Effects 0.000 description 7
- 239000007769 metal material Substances 0.000 description 7
- 239000011259 mixed solution Substances 0.000 description 7
- 238000005019 vapor deposition process Methods 0.000 description 7
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 6
- 239000000654 additive Substances 0.000 description 6
- 238000000137 annealing Methods 0.000 description 6
- 239000004020 conductor Substances 0.000 description 6
- 229910052802 copper Inorganic materials 0.000 description 6
- 239000010949 copper Substances 0.000 description 6
- 238000009864 tensile test Methods 0.000 description 6
- 238000011161 development Methods 0.000 description 5
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 4
- MHAJPDPJQMAIIY-UHFFFAOYSA-N Hydrogen peroxide Chemical compound OO MHAJPDPJQMAIIY-UHFFFAOYSA-N 0.000 description 4
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 4
- 230000000996 additive effect Effects 0.000 description 4
- 230000001678 irradiating effect Effects 0.000 description 4
- 239000012299 nitrogen atmosphere Substances 0.000 description 4
- 238000000059 patterning Methods 0.000 description 4
- 229920002120 photoresistant polymer Polymers 0.000 description 4
- 238000007788 roughening Methods 0.000 description 4
- KGBXLFKZBHKPEV-UHFFFAOYSA-N boric acid Chemical compound OB(O)O KGBXLFKZBHKPEV-UHFFFAOYSA-N 0.000 description 3
- 239000004327 boric acid Substances 0.000 description 3
- 238000004364 calculation method Methods 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 230000003628 erosive effect Effects 0.000 description 3
- SQZYOZWYVFYNFV-UHFFFAOYSA-L iron(2+);disulfamate Chemical compound [Fe+2].NS([O-])(=O)=O.NS([O-])(=O)=O SQZYOZWYVFYNFV-UHFFFAOYSA-L 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- KERTUBUCQCSNJU-UHFFFAOYSA-L nickel(2+);disulfamate Chemical compound [Ni+2].NS([O-])(=O)=O.NS([O-])(=O)=O KERTUBUCQCSNJU-UHFFFAOYSA-L 0.000 description 3
- 230000002093 peripheral effect Effects 0.000 description 3
- 238000002360 preparation method Methods 0.000 description 3
- 239000002356 single layer Substances 0.000 description 3
- 230000003746 surface roughness Effects 0.000 description 3
- 238000012935 Averaging Methods 0.000 description 2
- 229910001374 Invar Inorganic materials 0.000 description 2
- 229910021578 Iron(III) chloride Inorganic materials 0.000 description 2
- SECXISVLQFMRJM-UHFFFAOYSA-N N-Methylpyrrolidone Chemical compound CN1CCCC1=O SECXISVLQFMRJM-UHFFFAOYSA-N 0.000 description 2
- 229910021585 Nickel(II) bromide Inorganic materials 0.000 description 2
- 239000003929 acidic solution Substances 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 229910017052 cobalt Inorganic materials 0.000 description 2
- 239000010941 cobalt Substances 0.000 description 2
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 2
- 238000012790 confirmation Methods 0.000 description 2
- 239000013039 cover film Substances 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 150000002506 iron compounds Chemical class 0.000 description 2
- RBTARNINKXHZNM-UHFFFAOYSA-K iron trichloride Chemical compound Cl[Fe](Cl)Cl RBTARNINKXHZNM-UHFFFAOYSA-K 0.000 description 2
- 238000012886 linear function Methods 0.000 description 2
- 150000002816 nickel compounds Chemical class 0.000 description 2
- IPLJNQFXJUCRNH-UHFFFAOYSA-L nickel(2+);dibromide Chemical compound [Ni+2].[Br-].[Br-] IPLJNQFXJUCRNH-UHFFFAOYSA-L 0.000 description 2
- 239000011368 organic material Substances 0.000 description 2
- 239000008188 pellet Substances 0.000 description 2
- 230000000149 penetrating effect Effects 0.000 description 2
- 230000035515 penetration Effects 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- 229910000531 Co alloy Inorganic materials 0.000 description 1
- QXZUUHYBWMWJHK-UHFFFAOYSA-N [Co].[Ni] Chemical compound [Co].[Ni] QXZUUHYBWMWJHK-UHFFFAOYSA-N 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 230000003213 activating effect Effects 0.000 description 1
- 238000001994 activation Methods 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 239000012298 atmosphere Substances 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 239000000872 buffer Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 238000010304 firing Methods 0.000 description 1
- 238000005286 illumination Methods 0.000 description 1
- 238000001764 infiltration Methods 0.000 description 1
- 230000008595 infiltration Effects 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 238000001465 metallisation Methods 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- LNOPIUAQISRISI-UHFFFAOYSA-N n'-hydroxy-2-propan-2-ylsulfonylethanimidamide Chemical compound CC(C)S(=O)(=O)CC(N)=NO LNOPIUAQISRISI-UHFFFAOYSA-N 0.000 description 1
- 239000006174 pH buffer Substances 0.000 description 1
- 238000000206 photolithography Methods 0.000 description 1
- 238000001556 precipitation Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 230000004043 responsiveness Effects 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 230000007480 spreading Effects 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 238000004154 testing of material Methods 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images









































Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/04—Coating on selected surface areas, e.g. using masks
- C23C14/042—Coating on selected surface areas, e.g. using masks using masks
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/04—Coating on selected surface areas, e.g. using masks
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23F—NON-MECHANICAL REMOVAL OF METALLIC MATERIAL FROM SURFACE; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL; MULTI-STEP PROCESSES FOR SURFACE TREATMENT OF METALLIC MATERIAL INVOLVING AT LEAST ONE PROCESS PROVIDED FOR IN CLASS C23 AND AT LEAST ONE PROCESS COVERED BY SUBCLASS C21D OR C22F OR CLASS C25
- C23F1/00—Etching metallic material by chemical means
- C23F1/02—Local etching
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D1/00—Electroforming
- C25D1/08—Perforated or foraminous objects, e.g. sieves
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D1/00—Electroforming
- C25D1/10—Moulds; Masks; Masterforms
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/0015—Production of aperture devices, microporous systems or stamps
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B33/00—Electroluminescent light sources
- H05B33/10—Apparatus or processes specially adapted to the manufacture of electroluminescent light sources
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K50/00—Organic light-emitting devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/073—Shaping the laser spot
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K71/00—Manufacture or treatment specially adapted for the organic devices covered by this subclass
- H10K71/10—Deposition of organic active material
- H10K71/16—Deposition of organic active material using physical vapour deposition [PVD], e.g. vacuum deposition or sputtering
- H10K71/166—Deposition of organic active material using physical vapour deposition [PVD], e.g. vacuum deposition or sputtering using selective deposition, e.g. using a mask
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Electrochemistry (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- General Chemical & Material Sciences (AREA)
- Optics & Photonics (AREA)
- Electroluminescent Light Sources (AREA)
- Physical Vapour Deposition (AREA)
Description
被蒸着基板に蒸着材料を蒸着させる蒸着マスクであって、
マスク本体と、
前記マスク本体に設けられ、前記蒸着材料を前記被蒸着基板に蒸着させる際に前記蒸着材料が通過する貫通孔と、を備え、
前記マスク本体は、インデンテーション弾性率をx(GPa)、0.2%耐力をy(MPa)としたときに、
y≧950、かつ、y≧23x−1280
を満たしていることを特徴とする蒸着マスク、
である。
被蒸着基板に蒸着材料を蒸着させる蒸着マスクであって、
マスク本体と、
前記マスク本体に設けられ、前記蒸着材料を前記被蒸着基板に蒸着させる際に前記蒸着材料が通過する貫通孔と、を備え、
前記マスク本体は、インデンテーション弾性率をx(GPa)、インデンテーション硬度をz(GPa)としたときに、
z≧3.7、かつ、z≧0.1x−6.0
を満たしていることを特徴とする蒸着マスク、
である。
前記マスク本体の厚みは、15μm以下である、
ようにしてもよい。
前記蒸着マスクは、めっき処理によって作製されている、
ようにしてもよい。
前記マスク本体は、第1金属層と、前記第1金属層上に設けられた第2金属層と、を有している、
ようにしてもよい。
被蒸着基板に蒸着材料を蒸着させる蒸着マスクを製造する蒸着マスクの製造方法であって、
基材上に、めっき処理によって、前記蒸着材料を前記被蒸着基板に蒸着させる際に前記蒸着材料が通過する貫通孔が設けられたマスク本体を形成する工程と、
前記マスク本体を前記基材から分離させる工程と、を備え、
前記マスク本体は、インデンテーション弾性率をx(GPa)、0.2%耐力をy(MPa)としたときに、
y≧950、かつ、y≧23x−1280
を満たしていることを特徴とする蒸着マスクの製造方法、
である。
被蒸着基板に蒸着材料を蒸着させる蒸着マスクを製造する蒸着マスクの製造方法であって、
基材上に、めっき処理によって、前記蒸着材料を前記被蒸着基板に蒸着させる際に前記蒸着材料が通過する貫通孔が設けられたマスク本体を形成する工程と、
前記マスク本体を前記基材から分離させる工程と、を備え、
前記マスク本体は、インデンテーション弾性率をx(GPa)、インデンテーション硬度をz(GPa)としたときに、
z≧3.7、かつ、z≧0.1x−6.0
を満たしていることを特徴とする蒸着マスクの製造方法、
である。
前記マスク本体を形成する工程は、
前記貫通孔を構成する第1開口部が設けられた第1金属層を形成する第1成膜工程と、 前記第1開口部に連通する第2開口部が設けられた第2金属層を前記第1金属層上に形成する第2成膜工程であって、前記第1金属層と前記第2金属層とを有する前記マスク本体を得る第2成膜工程と、を有している、
ようにしてもよい。
前記第2成膜工程は、
前記基材上および前記第1金属層上に、所定の隙間を空けてレジストパターンを形成するレジスト形成工程と、
前記レジストパターンの前記隙間において前記第1金属層上に、第2金属層を析出させるめっき処理工程と、を含み、
前記レジスト形成工程は、前記第1金属層の前記第1開口部が前記レジストパターンによって覆われるとともに、前記レジストパターンの前記隙間が前記第1金属層上に位置するように実施される、
ようにしてもよい。
前記第2成膜工程の前記めっき処理工程は、前記第1金属層に電流を流すことによって前記第1金属層上に前記第2金属層を析出させる電解めっき処理工程を含む、
ようにしてもよい。
前記基材は、絶縁性を有しており、
前記基材上には、前記第1金属層に対応するパターンを有する導電性パターンが形成されており、
前記第1成膜工程は、前記導電性パターン上に前記第1金属層を析出させるめっき処理工程を含む、
ようにしてもよい。
前記第1成膜工程の前記めっき処理工程は、前記導電性パターンに電流を流すことによって前記導電性パターン上に前記第1金属層を析出させる電解めっき処理工程を含む、
ようにしてもよい。
前記第1成膜工程は、
前記基材上に、所定の隙間を空けてレジストパターンを形成するレジスト形成工程と、 前記レジストパターンの前記隙間において前記基材上に、第1金属層を析出させるめっき処理工程と、を含み、
前記基材の表面のうち前記第1金属層が析出する部分は、導電性を有する導電層によって構成されている、
ようにしてもよい。
前記第1成膜工程の前記めっき処理工程は、前記基材に電流を流すことによって前記基材上に前記第1金属層を析出させる電解めっき処理工程を含む、
ようにしてもよい。
被蒸着基板に蒸着材料を蒸着させる蒸着マスクを製造するために用いられる金属板であって、
インデンテーション弾性率をx(GPa)、0.2%耐力をy(MPa)としたときに、
y≧950、かつ、y≧23x−1280
を満たしていることを特徴とする金属板、
である。
被蒸着基板に蒸着材料を蒸着させる蒸着マスクを製造するために用いられる金属板であって、
インデンテーション弾性率をx(GPa)、インデンテーション硬度をz(GPa)としたときに、
z≧3.7、かつ、z≧0.1x−6.0
を満たしていることを特徴とする金属板、
である。
まず、蒸着マスクを含む蒸着マスク装置の一例について、図1〜図3を参照して説明する。ここで、図1は、蒸着マスクを含む蒸着マスク装置の一例を示す平面図であり、図2は、図1に示す蒸着マスク装置の使用方法を説明するための図である。図3は、蒸着マスクを第1面の側から示す平面図である。
次に、蒸着マスク20について、図3〜図4を参照して詳細に説明する。図1に示すように、本実施の形態において、蒸着マスク20は、平面視において略四角形形状、さらに正確には平面視において略矩形状の輪郭を有している。蒸着マスク20は、規則的な配列で貫通孔25が形成された有効領域22と、有効領域22を取り囲む周囲領域23と、を含んでいる。周囲領域23は、有効領域22を支持するための領域であり、有機EL基板92へ蒸着されることを意図された蒸着材料が通過する領域ではない。例えば、有機EL表示装置用の有機発光材料の蒸着に用いられる蒸着マスク20においては、有効領域22は、有機発光材料が蒸着して画素を形成するようになる有機EL基板92の表示領域となる区域に対面する、蒸着マスク20内の領域のことである。ただし、種々の目的から、周囲領域23に貫通孔や凹部が形成されていてもよい。図1に示された例において、各有効領域22は、平面視において略四角形形状、さらに正確には平面視において略矩形状の輪郭を有している。なお図示はしないが、各有効領域22は、有機EL基板92の表示領域の形状に応じて、様々な形状の輪郭を有することができる。例えば各有効領域22は、円形状の輪郭を有していてもよい。
はじめに、蒸着マスク20がめっき処理によって作製された1層構造を有する場合について説明する。図4は、めっき処理によって作製された1層構造の蒸着マスク20を、図3のA−A線に沿って切断した場合を示す断面図である。
y≧950、かつ、y≧23x−1280 ・・・(1)
を満たしている。ここで、インデンテーション弾性率とは、極小領域の弾性率を評価するためのナノ・インデンテーション試験によって算出される弾性率である。弾性率の指標としてインデンテーション弾性率を採用することにより、金属層28の厚みが小さい場合であっても、その弾性率を適切に評価することができる。0.2%耐力とは、除荷時の永久ひずみが0.2%となる応力を言う。
z≧3.7、かつ、z≧0.1x−6.0 ・・・(1)
を満たしている。ここで、インデンテーション硬度とは、上記ナノ・インデンテーション試験によって算出される硬度である。硬度の指標としてインデンテーション硬度を採用することにより、金属層28の厚みが小さい場合であっても、その硬度を適切に評価することができる。
・第2面20b側における金属層28の幅M2:2〜20μm
・第1部分32の厚みT1:5μm以下
・第2部分37の厚みT2:1〜50μm、より好ましくは3〜30μm、さらに好ましくは3〜25μm、さらに好ましくは3〜15μm
・厚みT1と厚みT2との差ΔT:0.1〜50μm、より好ましくは3〜30μm、さらに好ましくは3〜25μm、さらに好ましくは3〜15μm
とりわけ、第2部分37の厚みT2を15μm以下とすることにより、後述する圧延材で作製された蒸着マスク20では得ることが困難な厚みで蒸着マスク20を作製することができる。この場合、シャドーの影響を低減し、蒸着材料の利用効率を向上させることが可能な蒸着マスク20を得ることができる。

次に、以上のような構成からなる蒸着マスク20を製造する方法について、図6〜図13Bを参照して説明する。
はじめに図6に示すように、めっき処理の際の下地となる基材51を準備する準備工程を実施する。ここでは、めっき処理が電解めっき処理である例について説明する。この場合、基材51の表面51aのうち少なくとも金属層28が析出する部分は、導電性を有する導電層によって構成されている。例えば基材51全体が、導電性を有する導電層によって構成されていてもよい。この場合、基材51のうち表面51aの反対側に位置する裏面51bには、裏面51bが他の部材と導通してしまうことを防ぐための、絶縁性を有するカバーフィルム52が設けられていてもよい。
以下、基材51上に高密着性領域55および低密着性領域56を形成する方法の一例について、図7および図8を参照して説明する。はじめに図7に示すように、基材51の表面51aのうち低密着性領域56に対応する領域の上に表面処理用レジストパターン53を形成する表面処理用レジスト形成工程を実施する。言い換えると、基材51の表面51aのうち高密着性領域55に対応する領域に隙間53aが空けられるよう、基材51の表面51a上に表面処理用レジストパターン53を設ける。具体的には、はじめに、基材51の表面51aにドライフィルムを貼り付けることによって、ネガ型のレジスト膜を形成する。ドライフィルムの例としては、例えば日立化成製のRY3310など、アクリル系光硬化性樹脂を含むものを挙げることができる。次に、レジスト膜のうち隙間53aとなるべき領域に光を透過させないようにした露光マスクを準備し、露光マスクをレジスト膜上に配置する。その後、真空密着によって露光マスクをレジスト膜に十分に密着させる。なおレジスト膜として、ポジ型のものが用いられてもよい。この場合、露光マスクとして、レジスト膜のうちの除去したい領域に光を透過させるようにした露光マスクが用いられる。
次に、図8に示すように、基材51の表面51aのうち表面処理用レジストパターン53によって覆われていない領域を表面処理して被処理領域54を形成する表面処理工程を実施する。ここでは、表面処理液として、基材51の表面51aをソフトエッチングすることによって表面51aを粗化することができるものが用いられる。例えば表面処理液として、過酸化水素水および硫酸を含む、いわゆる過酸化水素/硫酸系のソフトエッチング剤などが用いられ、具体的にはAtoteck社製のボンドフィルムなどが用いられ得る。このような表面処理液を用いて基材51の表面51aを部分的に粗化することにより、後述するめっき用レジストパターン60に対する表面51aの被処理領域54の密着力を部分的に高めることができる。すなわち、表面処理液によって表面処理された被処理領域54が、めっき用レジストパターン60に対する高い密着力を有する高密着性領域55となる。また、表面処理用レジストパターン53によって覆われているために表面処理が施されなかった領域が、めっき用レジストパターン60に対する密着力が高密着性領域55に比べて相対的に低い低密着性領域56となる。高密着性領域55に施される粗化処理の程度、例えば高密着性領域55の表面粗さは、高密着性領域55を構成する材料や後述するめっき用レジストパターン60を構成する材料などに応じて適宜定められる。例えば、菱化システム社製の走査型白色干渉計VertScanを用いて表面粗さを測定した場合、高密着性領域55および低密着性領域56における表面粗さはそれぞれ以下の範囲内になっている。
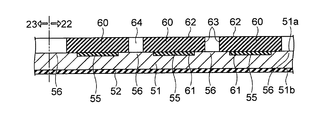
次に、基材51の表面51a上に、所定の隙間64を空けてめっき用レジストパターン60を形成するめっき用レジスト形成工程を実施する。図10Aおよび図10Bは、めっき用レジストパターン60が形成された基材51を示す断面図および平面図である。図10Aに示すように、めっき用レジストパターン60は、基材51の表面51aに対向する第1面61と、第1面61の反対側に位置する第2面62と、隙間64に面する側面63と、を含んでいる。
次に、めっき用レジストパターン60の隙間64にめっき液を供給するめっき処理工程を実施する。例えば、めっき用レジストパターン60が設けられた基材51を、めっき液が充填されためっき槽に浸してもよい。これによって、図11に示すように、隙間64において基材51の表面51a上に金属層28を析出させることができる。
その後、図12に示すように、めっき用レジストパターン60を金属層28から除去する除去工程を実施する。例えばアルカリ系剥離液を用いることによって、めっき用レジストパターン60を基材51の表面51aから剥離させることができる。めっき用レジストパターン60が除去されることにより、貫通孔25が現れ、貫通孔25が設けられた金属層28を得ることができる。
次に、金属層28を基材51の表面51aから分離させる分離工程を実施する。これによって、図13Aに示すように、第1面20aから第2面20bまで延びる第2部分37と、第1面20a側において第2部分37から貫通孔25の中心側に向かって広がる第1部分32と、を含む金属層28を有する蒸着マスク20を得ることができる。図13Bは、蒸着マスク20を第2面20b側から見た場合を示す平面図である。
次に、蒸着マスク20がめっき処理によって作製された2層構造を有する場合について説明する。図14は、めっき処理によって作製された2層構造の蒸着マスク20を、図3のA−A線に沿って切断した場合を示す断面図である。
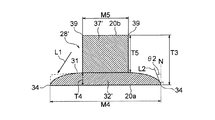
・第2面20b側における第2金属層37’の幅M5:2〜20μm
・蒸着マスク20の厚みT3:1〜50μm、より好ましくは3〜30μm、さらに好ましくは3〜25μm、さらに好ましくは3〜15μm
・第1金属層32’の厚みT4:5μm以下
・第2金属層37’の厚みT5:0.1〜50μm、より好ましくは3〜30μm、さらに好ましくは3〜25μm、さらに好ましくは3〜15μm
とりわけ、蒸着マスク20の厚みT3を15μm以下とすることにより、後述する圧延材で作製された蒸着マスク20では得ることが困難な厚みで蒸着マスク20を作製することができる。この場合、シャドーの影響を低減し、蒸着材料の利用効率を向上させることが可能な蒸着マスク20を得ることができる。
次に、以上のような構成からなる蒸着マスク20を製造する方法について、図16〜図21Bを参照して説明する。
はじめに、絶縁性を有する基材51’上に所定のパターンで第1開口部30が設けられた第1金属層32’を形成する第1成膜工程について説明する。まず図16に示すように、絶縁性を有する基材51’と、基材51’上に形成された導電性パターン52’と、を有するパターン基板50を準備する準備工程を実施する。導電性パターン52’は、第1金属層32’に対応するパターンを有している。絶縁性および適切な強度を有する限りにおいて基材51’を構成する材料や基材51’の厚みが特に限られることはない。例えば基材51’を構成する材料として、ガラスや合成樹脂などを用いることができる。
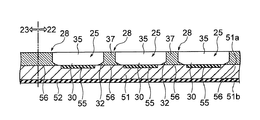
次に、第1開口部30に連通する第2開口部35が設けられた第2金属層37’を第1金属層32’上に形成する第2成膜工程を実施する。まず、パターン基板50の基材51’上および第1金属層32’上に、所定の隙間64’を空けてレジストパターン60’を形成するレジスト形成工程を実施する。図18Aおよび図18Bは、基材51’上に形成されたレジストパターン60’を示す断面図および平面図である。図18Aおよび図18Bに示すように、レジスト形成工程は、第1金属層32’の第1開口部30がレジストパターン60’によって覆われるとともに、レジストパターン60’の隙間64’が第1金属層32’上に位置するように実施される。
その後、図20に示すように、レジストパターン60’を除去する除去工程を実施する。例えばアルカリ系剥離液を用いることによって、レジストパターン60’を基材51’、第1金属層32’や第2金属層37’から剥離させることができる。
次に、第1金属層32’および第2金属層37’を有する金属層組合体28’をパターン基板50の基材51’から分離させる分離工程を実施する。これによって、図21Aに示すように、所定のパターンで第1開口部30が設けられた第1金属層32’と、第1開口部30に連通する第2開口部35が設けられた第2金属層37’と、を備えた蒸着マスク20を得ることができる。図21Bは、蒸着マスク20を第2面20b側から見た場合を示す平面図である。
次に、2層構造を有する蒸着マスクのめっき処理による製造方法の他の例について説明する。当該製造方法により製造される蒸着マスク20の構造は、図14に示す形態2の構造と略同一となるため、ここでは詳細な説明は省略する。以下に、形態3における蒸着マスク20を製造する方法について、図22〜図28を参照して説明する。
はじめに図22に示すように、めっき処理の際の下地となる基材51’’を準備する準備工程を実施する。ここでは、めっき処理が電解めっき処理である例について説明する。この場合、基材51’’の表面51a’’のうち少なくとも第1金属層32’が析出する部分は、導電性を有する導電層によって構成されている。例えば、基材51’’全体が、導電性を有する導電層によって構成されていてもよい。この場合、基材51’’のうち表面51a’’の反対側に位置する裏面51b’’には、裏面51b’’が他の部材と導通してしまうことを防ぐための、絶縁性を有するカバーフィルム52’’が設けられていてもよい。
次に、第1開口部30に連通する第2開口部35が設けられた第2金属層37’を第1金属層32’上に形成する第2成膜工程を実施する。まず、第1レジストパターン60A上および第1金属層32’上に、所定の第2隙間64Bを空けて第2レジストパターン60Bを形成する第2レジスト形成工程を実施する。図25は、第1レジストパターン60Aおよび第1金属層32’上に形成された第2レジストパターン60Bを示す断面図である。図25に示すように、第2レジスト形成工程は、第1金属層32’の第1開口部30が第2レジストパターン60Bによって覆われるとともに、第2レジストパターン60Bの第2隙間64Bが第1金属層32’上に位置するように実施される。
その後、図27に示すように、第1レジストパターン60Aおよび第2レジストパターン60Bを除去する除去工程を実施する。例えばアルカリ系剥離液を用いることによって、第1レジストパターン60Aおよび第2レジストパターン60Bを基材51’’、第1金属層32’や第2金属層37’から剥離させることができる。
次に、第1金属層32’および第2金属層37’を有する金属層組合体28’を基材51’’から分離させる分離工程を実施する。これによって、図28に示すように、所定のパターンで第1開口部30が設けられた第1金属層32’と、第1開口部30に連通する第2開口部35が設けられた第2金属層37’と、を備えた蒸着マスク20を得ることができる。分離工程は、上述した形態2における分離工程と同様に実施することができる。
上述の図3〜図28に示す例においては、めっき処理によって蒸着マスク20を作製する場合について説明した。しかしながら、蒸着マスク20を作製するために採用される方法が、めっき処理に限られることはない。以下、エッチングによって金属板21に貫通孔25を形成することによって蒸着マスク20を作製する例について説明する。ここで、金属板21は、エッチングによって、有機EL基板92に蒸着材料98を蒸着させる蒸着マスク20であって、複数の貫通孔25が形成された蒸着マスク20を作製するために用いられる板材である。
上述した本実施の形態による蒸着マスク20のマスク本体(金属層28、金属層組合体28’、金属板21)のインデンテーション弾性率および0.2%耐力を測定するとともに、超音波洗浄を行って、マスク本体の2つの面のうちの一方の面(以下、対象面と記す)に発生した凹みの有無を確認した。
y=950
によって定義できる。すなわち、このインデンテーション弾性率の範囲では、y=950の境界線よりも0.2%耐力が小さい範囲に、否と判定されたサンプルのグループが存在し、当該境界線よりも大きい範囲に、良と判定されたサンプルのグループが存在している。
y=23x−1280
によって定義できる。すなわち、このインデンテーション弾性率の範囲では、y=23x−1280よりも0.2%耐力が小さい範囲に、否と判定されたサンプルのグループが存在し、当該境界線よりも大きい範囲に、良と判定されたサンプルのグループが存在している。
y≧950、かつ、y≧23x−1280
を満たしていると、超音波洗浄時に凹みの発生の可能性を低減できる、または凹みが発生し得ない蒸着マスク20のマスク本体(金属層28、金属層組合体28’、金属板21)を得ることができる。
上述した本実施の形態による蒸着マスク20のマスク本体(金属層28、金属層組合体28’、金属板21)のインデンテーション弾性率およびインデンテーション硬度を測定するとともに、超音波洗浄を行って、マスク本体の2つの面のうちの一方の面(以下、対象面と記す)に発生した凹みの有無を確認した。
z=3.7
によって定義できる。すなわち、このインデンテーション弾性率の範囲では、z=3.7の境界線よりもインデンテーション硬度が小さい範囲に、否と判定されたサンプルのグループが存在し、当該境界線よりも大きい範囲に、良と判定されたサンプルのグループが存在している。
z=0.1x−0.6
によって定義できる。すなわち、このインデンテーション弾性率の範囲では、z=0.1x−0.6よりもインデンテーション硬度が小さい範囲に、否と判定されたサンプルのグループが存在し、当該境界線よりも大きい範囲に、良と判定されたサンプルのグループが存在している。
z≧3.7、かつ、z≧0.1x−6.0
を満たしていると、超音波洗浄時に凹みの発生の可能性を低減できる、または凹みが発生し得ない蒸着マスク20のマスク本体(金属層28、金属層組合体28’、金属板21)を得ることができる。
Claims (14)
- 被蒸着基板に蒸着材料を蒸着させる有機EL用の蒸着マスクであって、
マスク本体と、
前記マスク本体に設けられ、前記蒸着材料を前記被蒸着基板に蒸着させる際に前記蒸着材料が通過する貫通孔と、を備え、
前記マスク本体は、インデンテーション弾性率をx(GPa)、0.2%耐力をy(MPa)としたときに、
y≧950、かつ、y≧23x−1280
を満たし、
前記マスク本体の厚みは、15μm以下であることを特徴とする蒸着マスク。 - 被蒸着基板に蒸着材料を蒸着させる有機EL用の蒸着マスクであって、
マスク本体と、
前記マスク本体に設けられ、前記蒸着材料を前記被蒸着基板に蒸着させる際に前記蒸着材料が通過する貫通孔と、を備え、
前記マスク本体は、インデンテーション弾性率をx(GPa)、インデンテーション硬度をz(GPa)としたときに、
z≧3.7、かつ、z≧0.1x−6.0
を満たし、
前記マスク本体の厚みは、15μm以下であることを特徴とする蒸着マスク。 - 前記蒸着マスクは、めっき処理によって作製されたことを特徴とする請求項1または2に記載の蒸着マスク。
- 前記マスク本体は、第1金属層と、前記第1金属層上に設けられた第2金属層と、を有していることを特徴とする請求項1乃至3のいずれか一項に記載の蒸着マスク。
- 被蒸着基板に蒸着材料を蒸着させる有機EL用の蒸着マスクを製造する蒸着マスクの製造方法であって、
基材上に、めっき処理によって、前記蒸着材料を前記被蒸着基板に蒸着させる際に前記蒸着材料が通過する貫通孔が設けられたマスク本体を形成する工程と、
前記マスク本体を前記基材から分離させる工程と、を備え、
前記マスク本体は、インデンテーション弾性率をx(GPa)、0.2%耐力をy(MPa)としたときに、
y≧950、かつ、y≧23x−1280
を満たし、
前記マスク本体の厚みは、15μm以下であることを特徴とする蒸着マスクの製造方法。 - 被蒸着基板に蒸着材料を蒸着させる有機EL用の蒸着マスクを製造する蒸着マスクの製造方法であって、
基材上に、めっき処理によって、前記蒸着材料を前記被蒸着基板に蒸着させる際に前記蒸着材料が通過する貫通孔が設けられたマスク本体を形成する工程と、
前記マスク本体を前記基材から分離させる工程と、を備え、
前記マスク本体は、インデンテーション弾性率をx(GPa)、インデンテーション硬度をz(GPa)としたときに、
z≧3.7、かつ、z≧0.1x−6.0
を満たし、
前記マスク本体の厚みは、15μm以下であることを特徴とする蒸着マスクの製造方法。 - 前記マスク本体を形成する工程は、
前記貫通孔を構成する第1開口部が設けられた第1金属層を形成する第1成膜工程と、
前記第1開口部に連通する第2開口部が設けられた第2金属層を前記第1金属層上に形成する第2成膜工程であって、前記第1金属層と前記第2金属層とを有する前記マスク本体を得る第2成膜工程と、を有していることを特徴とする請求項5または6に記載の蒸着マスクの製造方法。 - 前記第2成膜工程は、
前記基材上および前記第1金属層上に、所定の隙間を空けてレジストパターンを形成するレジスト形成工程と、
前記レジストパターンの前記隙間において前記第1金属層上に、第2金属層を析出させるめっき処理工程と、を含み、
前記レジスト形成工程は、前記第1金属層の前記第1開口部が前記レジストパターンによって覆われるとともに、前記レジストパターンの前記隙間が前記第1金属層上に位置するように実施されることを特徴とする請求項7に記載の蒸着マスクの製造方法。 - 前記第2成膜工程の前記めっき処理工程は、前記第1金属層に電流を流すことによって前記第1金属層上に前記第2金属層を析出させる電解めっき処理工程を含むことを特徴とする請求項8に記載の蒸着マスクの製造方法。
- 前記基材は、絶縁性を有しており、
前記基材上には、前記第1金属層に対応するパターンを有する導電性パターンが形成されており、
前記第1成膜工程は、前記導電性パターン上に前記第1金属層を析出させるめっき処理工程を含むことを特徴とする請求項7乃至9のいずれか一項に記載の蒸着マスクの製造方法。 - 前記第1成膜工程の前記めっき処理工程は、前記導電性パターンに電流を流すことによって前記導電性パターン上に前記第1金属層を析出させる電解めっき処理工程を含むことを特徴とする請求項10に記載の蒸着マスクの製造方法。
- 前記第1成膜工程は、
前記基材上に、所定の隙間を空けてレジストパターンを形成するレジスト形成工程と、 前記レジストパターンの前記隙間において前記基材上に、第1金属層を析出させるめっき処理工程と、を含み、
前記基材の表面のうち前記第1金属層が析出する部分は、導電性を有する導電層によって構成されていることを特徴とする請求項7乃至9のいずれか一項に記載の蒸着マスクの製造方法。 - 前記第1成膜工程の前記めっき処理工程は、前記基材に電流を流すことによって前記基材上に前記第1金属層を析出させる電解めっき処理工程を含むことを特徴とする請求項12に記載の蒸着マスクの製造方法。
- 前記マスク本体を形成する工程において、前記マスク本体を形成するためのめっき液は、マロン酸またはサッカリンを含むことを特徴とする請求項5乃至13のいずれか一項に記載の蒸着マスクの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018139772A JP6939732B2 (ja) | 2015-09-30 | 2018-07-25 | 蒸着マスク、蒸着マスク装置、蒸着マスクの製造方法、蒸着マスク装置の製造方法および蒸着方法 |
Applications Claiming Priority (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015194316 | 2015-09-30 | ||
| JP2015194295 | 2015-09-30 | ||
| JP2015194316 | 2015-09-30 | ||
| JP2015194295 | 2015-09-30 | ||
| JP2016138883 | 2016-07-13 | ||
| JP2016138883 | 2016-07-13 | ||
| JP2016139523 | 2016-07-14 | ||
| JP2016139523 | 2016-07-14 | ||
| PCT/JP2016/078899 WO2017057621A1 (ja) | 2015-09-30 | 2016-09-29 | 蒸着マスク、蒸着マスクの製造方法および金属板 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018139772A Division JP6939732B2 (ja) | 2015-09-30 | 2018-07-25 | 蒸着マスク、蒸着マスク装置、蒸着マスクの製造方法、蒸着マスク装置の製造方法および蒸着方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2017057621A1 JPWO2017057621A1 (ja) | 2017-12-14 |
| JP6443457B2 true JP6443457B2 (ja) | 2018-12-26 |
Family
ID=58423573
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016564655A Active JP6443457B2 (ja) | 2015-09-30 | 2016-09-29 | 蒸着マスクおよび蒸着マスクの製造方法 |
| JP2018139772A Active JP6939732B2 (ja) | 2015-09-30 | 2018-07-25 | 蒸着マスク、蒸着マスク装置、蒸着マスクの製造方法、蒸着マスク装置の製造方法および蒸着方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018139772A Active JP6939732B2 (ja) | 2015-09-30 | 2018-07-25 | 蒸着マスク、蒸着マスク装置、蒸着マスクの製造方法、蒸着マスク装置の製造方法および蒸着方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US10538838B2 (ja) |
| EP (2) | EP3757247B1 (ja) |
| JP (2) | JP6443457B2 (ja) |
| KR (3) | KR20180043816A (ja) |
| CN (1) | CN108138303B (ja) |
| TW (1) | TWI604074B (ja) |
| WO (1) | WO2017057621A1 (ja) |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6443457B2 (ja) * | 2015-09-30 | 2018-12-26 | 大日本印刷株式会社 | 蒸着マスクおよび蒸着マスクの製造方法 |
| KR102704441B1 (ko) * | 2016-11-25 | 2024-09-09 | 삼성디스플레이 주식회사 | 증착용 마스크, 이의 제조 방법, 표시 장치의 제조장치 및 표시 장치의 제조 방법 |
| JP7008288B2 (ja) * | 2017-07-05 | 2022-01-25 | 大日本印刷株式会社 | 蒸着マスク、蒸着マスク装置、蒸着マスクの製造方法及び蒸着マスク装置の製造方法 |
| US10439138B2 (en) * | 2017-08-31 | 2019-10-08 | Sakai Display Products Corporation | Method for producing deposition mask |
| CN111032902B (zh) * | 2017-09-15 | 2021-03-02 | 凸版印刷株式会社 | 蒸镀掩模的制造方法、显示装置的制造方法及蒸镀掩模 |
| WO2019082739A1 (ja) * | 2017-10-27 | 2019-05-02 | 大日本印刷株式会社 | 蒸着マスク及び蒸着マスクの製造方法 |
| KR102404744B1 (ko) * | 2018-05-02 | 2022-06-07 | 주식회사 오럼머티리얼 | 스틱 마스크, 프레임 일체형 마스크 및 이들의 제조 방법 |
| CN108796438B (zh) * | 2018-07-24 | 2021-01-15 | 京东方科技集团股份有限公司 | 一种掩膜板的制备方法、掩膜板、蒸镀设备 |
| CN112543817A (zh) * | 2018-08-08 | 2021-03-23 | 堺显示器制品株式会社 | 蒸镀掩模、蒸镀掩模的制造方法以及有机半导体元件的制造方法 |
| JP7187883B2 (ja) * | 2018-08-09 | 2022-12-13 | 大日本印刷株式会社 | 蒸着マスクの製造方法 |
| CN108940750B (zh) * | 2018-09-27 | 2020-06-30 | 京东方科技集团股份有限公司 | 一种玻璃胶涂布掩膜板及涂胶机 |
| KR20200056525A (ko) * | 2018-11-14 | 2020-05-25 | 삼성디스플레이 주식회사 | 마스크 및 마스크 제조 방법 |
| KR102582392B1 (ko) * | 2018-12-10 | 2023-09-26 | 삼성디스플레이 주식회사 | 표시 장치 및 표시 장치 제조 방법 |
| KR20230048564A (ko) * | 2019-10-04 | 2023-04-11 | 도판 인사츠 가부시키가이샤 | 증착 마스크, 증착 마스크의 제조 방법, 및, 표시 장치의 제조 방법 |
| JP7454934B2 (ja) * | 2019-11-29 | 2024-03-25 | 株式会社ジャパンディスプレイ | 蒸着マスク及びその製造方法 |
| JP2021175824A (ja) * | 2020-03-13 | 2021-11-04 | 大日本印刷株式会社 | 有機デバイスの製造装置の蒸着室の評価方法、評価方法で用いられる標準マスク装置及び標準基板、標準マスク装置の製造方法、評価方法で評価された蒸着室を備える有機デバイスの製造装置、評価方法で評価された蒸着室において形成された蒸着層を備える有機デバイス、並びに有機デバイスの製造装置の蒸着室のメンテナンス方法 |
| CN111341210A (zh) * | 2020-04-09 | 2020-06-26 | 京东方科技集团股份有限公司 | 显示面板、显示装置以及显示面板的制造方法 |
| JPWO2022254945A1 (ja) * | 2021-05-31 | 2022-12-08 | ||
| TWI777614B (zh) * | 2021-06-11 | 2022-09-11 | 達運精密工業股份有限公司 | 金屬遮罩及其製造方法 |
| KR20230089671A (ko) * | 2021-12-14 | 2023-06-21 | 엘지이노텍 주식회사 | 금속판 및 이를 포함하는 oled 화소 증착을 위한 증착용 마스크 |
| WO2024034222A1 (ja) * | 2022-08-08 | 2024-02-15 | タツタ電線株式会社 | マスク治具、成膜方法および成膜装置 |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4676193A (en) * | 1984-02-27 | 1987-06-30 | Applied Magnetics Corporation | Stabilized mask assembly for direct deposition of a thin film pattern onto a substrate |
| US4762595A (en) | 1984-04-30 | 1988-08-09 | Ppg Industries, Inc. | Electroforming elements |
| CA1269342A (en) * | 1984-04-30 | 1990-05-22 | Ppg Industries Ohio, Inc. | Method of electroforming articles using a photomask mandrel |
| US4549939A (en) * | 1984-04-30 | 1985-10-29 | Ppg Industries, Inc. | Photoelectroforming mandrel and method of electroforming |
| US6036832A (en) * | 1996-04-19 | 2000-03-14 | Stork Veco B.V. | Electroforming method, electroforming mandrel and electroformed product |
| US6296711B1 (en) * | 1998-04-14 | 2001-10-02 | Cvd Systems, Inc. | Film processing system |
| JP2001234385A (ja) | 2000-02-24 | 2001-08-31 | Tohoku Pioneer Corp | メタルマスク及びその製造方法 |
| KR100813832B1 (ko) | 2002-05-31 | 2008-03-17 | 삼성에스디아이 주식회사 | 증착용 마스크 프레임 조립체와 이의 제조방법 |
| US6729927B2 (en) * | 2002-08-01 | 2004-05-04 | Eastman Kodak Company | Method and apparatus for making a shadow mask array |
| KR100505002B1 (ko) * | 2003-04-24 | 2005-08-01 | 주식회사 나노인바 | 나노 인바합금 및 이의 제조방법 |
| JP2005154879A (ja) * | 2003-11-28 | 2005-06-16 | Canon Components Inc | 蒸着用メタルマスク及びそれを用いた蒸着パターンの製造方法 |
| JP5151004B2 (ja) * | 2004-12-09 | 2013-02-27 | 大日本印刷株式会社 | メタルマスクユニット及びその製造方法 |
| JP2006233286A (ja) * | 2005-02-25 | 2006-09-07 | Seiko Epson Corp | マスク、マスクの製造方法、パターン形成装置、パターン形成方法 |
| JP2007234248A (ja) | 2006-02-27 | 2007-09-13 | Kyocera Corp | 蒸着マスク、及びそれを用いた有機elディスプレイの製造方法 |
| JP5525866B2 (ja) | 2010-03-02 | 2014-06-18 | 株式会社日立ハイテクノロジーズ | マスク部材の洗浄装置 |
| JP5382259B1 (ja) | 2013-01-10 | 2014-01-08 | 大日本印刷株式会社 | 金属板、金属板の製造方法、および金属板を用いて蒸着マスクを製造する方法 |
| KR20160015214A (ko) * | 2013-04-22 | 2016-02-12 | 어플라이드 머티어리얼스, 인코포레이티드 | 능동적으로-정렬되는 미세 금속 마스크 |
| JP2015067892A (ja) | 2013-09-30 | 2015-04-13 | 大日本印刷株式会社 | 蒸着マスク、及び有機半導体素子の製造方法 |
| JP6728733B2 (ja) | 2015-02-10 | 2020-07-22 | 大日本印刷株式会社 | 蒸着マスクの製造方法および蒸着マスク |
| CN110551973B (zh) | 2015-02-10 | 2022-06-14 | 大日本印刷株式会社 | 蒸镀掩模 |
| JP6443457B2 (ja) * | 2015-09-30 | 2018-12-26 | 大日本印刷株式会社 | 蒸着マスクおよび蒸着マスクの製造方法 |
-
2016
- 2016-09-29 JP JP2016564655A patent/JP6443457B2/ja active Active
- 2016-09-29 KR KR1020187008293A patent/KR20180043816A/ko not_active IP Right Cessation
- 2016-09-29 WO PCT/JP2016/078899 patent/WO2017057621A1/ja active Application Filing
- 2016-09-29 EP EP20188922.7A patent/EP3757247B1/en active Active
- 2016-09-29 KR KR1020227005568A patent/KR102477941B1/ko active IP Right Grant
- 2016-09-29 KR KR1020207034130A patent/KR102366712B1/ko active IP Right Grant
- 2016-09-29 US US15/763,595 patent/US10538838B2/en active Active
- 2016-09-29 EP EP16851792.8A patent/EP3358038B1/en active Active
- 2016-09-29 CN CN201680056410.5A patent/CN108138303B/zh active Active
- 2016-09-30 TW TW105131735A patent/TWI604074B/zh active
-
2018
- 2018-07-25 JP JP2018139772A patent/JP6939732B2/ja active Active
-
2019
- 2019-02-05 US US16/267,798 patent/US11118258B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| TWI604074B (zh) | 2017-11-01 |
| JP6939732B2 (ja) | 2021-09-22 |
| KR102477941B1 (ko) | 2022-12-16 |
| US20180334740A1 (en) | 2018-11-22 |
| US10538838B2 (en) | 2020-01-21 |
| EP3358038A1 (en) | 2018-08-08 |
| EP3757247B1 (en) | 2024-06-12 |
| EP3358038B1 (en) | 2023-01-18 |
| KR20220025944A (ko) | 2022-03-03 |
| JP2019007083A (ja) | 2019-01-17 |
| TW201726950A (zh) | 2017-08-01 |
| JPWO2017057621A1 (ja) | 2017-12-14 |
| WO2017057621A1 (ja) | 2017-04-06 |
| US20190169733A1 (en) | 2019-06-06 |
| KR102366712B1 (ko) | 2022-02-23 |
| EP3358038A4 (en) | 2020-01-01 |
| EP3757247A1 (en) | 2020-12-30 |
| CN108138303A (zh) | 2018-06-08 |
| CN108138303B (zh) | 2020-12-25 |
| US11118258B2 (en) | 2021-09-14 |
| KR20180043816A (ko) | 2018-04-30 |
| KR20200137032A (ko) | 2020-12-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6443457B2 (ja) | 蒸着マスクおよび蒸着マスクの製造方法 | |
| US10541387B2 (en) | Deposition mask, method of manufacturing deposition mask and metal plate | |
| JP6688478B2 (ja) | 蒸着マスクの製造方法および蒸着マスク | |
| JP7121918B2 (ja) | 蒸着マスク装置及び蒸着マスク装置の製造方法 | |
| JP6376483B2 (ja) | 蒸着マスクの製造方法、蒸着マスク装置の製造方法および蒸着マスクの良否判定方法 | |
| JP2016148113A (ja) | 蒸着マスクの製造方法および蒸着マスク | |
| JP6891947B2 (ja) | 蒸着マスク及び蒸着マスクの製造方法 | |
| JP6624504B2 (ja) | 蒸着マスク及び蒸着マスクの製造方法 | |
| JP6716878B2 (ja) | 蒸着マスク及び蒸着マスクの製造方法 | |
| JP6425135B2 (ja) | 蒸着マスクの製造方法 | |
| JP2017057494A (ja) | 蒸着マスク、蒸着マスクの製造方法及び有機半導体素子の製造方法 | |
| JP2018095897A (ja) | 蒸着マスク及び蒸着マスクの洗浄方法 | |
| JP2017057495A (ja) | 蒸着マスク、蒸着マスク製造方法および有機半導体素子製造方法 | |
| JP2019196533A (ja) | 蒸着マスク、蒸着マスクの洗浄方法及び蒸着方法 | |
| JP2018080377A (ja) | 蒸着マスク及び蒸着マスク製造方法 | |
| JP2017206741A (ja) | 蒸着マスク |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171027 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20171027 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20171027 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20171114 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171219 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180216 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20180427 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180725 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20180801 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20181030 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20181112 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6443457 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |