JP6290258B2 - 非当接側腹部を有する切削インサートを備えた切削工具 - Google Patents
非当接側腹部を有する切削インサートを備えた切削工具 Download PDFInfo
- Publication number
- JP6290258B2 JP6290258B2 JP2015552197A JP2015552197A JP6290258B2 JP 6290258 B2 JP6290258 B2 JP 6290258B2 JP 2015552197 A JP2015552197 A JP 2015552197A JP 2015552197 A JP2015552197 A JP 2015552197A JP 6290258 B2 JP6290258 B2 JP 6290258B2
- Authority
- JP
- Japan
- Prior art keywords
- insert
- cutting
- cutting tool
- axis
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000005520 cutting process Methods 0.000 title claims description 146
- 210000001015 abdomen Anatomy 0.000 title claims description 7
- 230000002093 peripheral effect Effects 0.000 claims description 8
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000000748 compression moulding Methods 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
- UONOETXJSWQNOL-UHFFFAOYSA-N tungsten carbide Chemical compound [W+]#[C-] UONOETXJSWQNOL-UHFFFAOYSA-N 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/16—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped
- B23B27/1644—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped with plate-like cutting inserts of special shape clamped by a clamping member acting almost perpendicularly on the chip-forming plane and at the same time upon the wall of a hole in the cutting insert
- B23B27/1651—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped with plate-like cutting inserts of special shape clamped by a clamping member acting almost perpendicularly on the chip-forming plane and at the same time upon the wall of a hole in the cutting insert characterised by having a special shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/04—Cutting-off tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/16—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped
- B23B27/1603—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped with specially shaped plate-like exchangeable cutting inserts, e.g. chip-breaking groove
- B23B27/1611—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped with specially shaped plate-like exchangeable cutting inserts, e.g. chip-breaking groove characterised by having a special shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/16—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped
- B23B27/1614—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped with plate-like cutting inserts of special shape clamped against the walls of the recess in the shank by a clamping member acting upon the wall of a hole in the insert
- B23B27/1622—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped with plate-like cutting inserts of special shape clamped against the walls of the recess in the shank by a clamping member acting upon the wall of a hole in the insert characterised by having a special shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B29/00—Holders for non-rotary cutting tools; Boring bars or boring heads; Accessories for tool holders
- B23B29/04—Tool holders for a single cutting tool
- B23B29/043—Tool holders for a single cutting tool with cutting-off, grooving or profile cutting tools, i.e. blade- or disc-like main cutting parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/36—Other features of cutting inserts not covered by B23B2200/04 - B23B2200/32
- B23B2200/369—Mounted tangentially, i.e. where the rake face is not the face with the largest area
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2205/00—Fixation of cutting inserts in holders
- B23B2205/12—Seats for cutting inserts
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/22—Cutters, for shaping including holder having seat for inserted tool
- Y10T407/2272—Cutters, for shaping including holder having seat for inserted tool with separate means to fasten tool to holder
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/22—Cutters, for shaping including holder having seat for inserted tool
- Y10T407/2272—Cutters, for shaping including holder having seat for inserted tool with separate means to fasten tool to holder
- Y10T407/2274—Apertured tool
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/23—Cutters, for shaping including tool having plural alternatively usable cutting edges
Description
本発明は、概して、切削インサートと、適合するインサートポケットとを有する切削工具に関し、詳細には、スイス型(Swiss type)切削工具に関する。
切削工具は、切削インサートを保持するためのポケットが形成された工具ホルダを有する。ポケットは、切削インサートが当接するための複数の壁と、切削インサートをインサートポケットに締結し得るねじを受け入れるためのねじ穴とを有し得る。例えば、スイス型自動機械では、切削工具は、矩形状のバーから一般的に作製される工具シャンクを有する。
本出願の主題によれば、切削工具であって、
反対側にある第1および第2の側表面と、前方方向から後方方向へ延びる縦方向主軸および横方向ポケット軸を有するインサートポケットとを含む工具ホルダ、および
縦方向の第1軸および横方向の第2軸を有する切削インサートであって、2つの端部表面およびそれらの間に延在する周囲表面を含み、第1軸に沿って配置された、2つの反対側にある切削部分およびそれらの間のクランプ部分を有する切削インサート
を含み、
インサートポケットが、
第2側表面と結合され、ポケット軸の前方に配置され、前方当接表面を有する前方クランプ部分、および
第1側表面と結合され、ポケット軸の後方に配置され、第1および第2の後方当接表面を有する後方クランプ部分
を含み、
切削インサートの周囲表面上の、2つの反対側にある側腹部が、切削部分に沿って、および部分的にクランプ部分に沿って反対方向に延在し、第1および第2のクランプ表面が各側腹部に隣接して配置され、
切削工具の組立位置において、一方の側腹部に隣接する第1および第2のクランプ表面が、それぞれ第1および第2の後方当接表面に当接し、他方の側腹部に隣接する第1クランプ表面が、前方当接表面に当接し、側腹部はどちらも工具ホルダに当接しない、
切削工具が提供される。
2つの端部表面およびそれらの間の周囲表面、
縦方向の第1軸に沿って配置された、2つの反対側にある切削部分およびそれらの間のクランプ部分、
横方向の第2軸に沿って切削インサートのクランプ部分を貫通するインサートねじ穴
を含み、
周囲表面が、
対応する切削部分に沿って、および部分的にクランプ部分に沿って反対方向に延在する2つの反対側にある側腹部であって、各側腹部がインサート側面を画定し、2つの反対側にある側腹部のインサート側面が、それらの間でインサート幅を画定する2つの側腹部を含み、
各側腹部が、それに隣接して、対応する切削部分と反対の側に、第1および第2のクランプ表面を有し、
横方向の第2軸に沿った切削インサートの上面図において、第1および第2のクランプ表面が、
隣接するインサート側面から窪められ、
互いに傾けられ、横方向の第2軸に向かって集束し、
非クランプインサート表面によって互いに離間される
切削インサートが同じく提供される。
本発明をより深く理解するため、および実際に本発明をどのように実行することができるかを示すため、次に添付の図面を参照する。
以下の記載中、本発明の様々な態様が記載される。説明を目的として、特定の構成および詳細が、本発明の完全な理解を提供するために記載される。しかしながら、本明細書に提示された特定の詳細なしに本発明を実行できることも当業者には明白である。さらに、本発明を曖昧にしないように、周知の特徴は省略または簡略化される場合がある。
Claims (18)
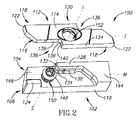
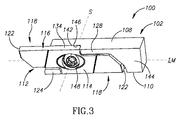
- 切削工具(100)であって、
反対側にある第1および第2側表面(108、110)と、前方方向(DF)から後方方向(DR)へ延びる縦方向主軸(M)および横方向ポケット軸(S)を有するインサートポケット(104)とを含む工具ホルダ(102)と、
縦方向の第1軸(I)および横方向の第2軸(L)を有する切削インサート(112)であって、2つの端部表面(114)およびそれらの間の周囲表面(116)を含み、前記第1軸(I)に沿って配置された、2つの反対側にある切削部分(118)およびそれらの間のクランプ部分(120)を有する切削インサート(112)と、を含み、
前記インサートポケット(104)が、
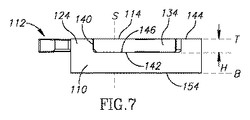
前記第2側表面(110)と結合され、前記ポケット軸(S)の前方に配置され、前方当接表面(126)を有する前方クランプ部分(124)と、
前記第1側表面(108)と結合され、前記ポケット軸(S)の後方に配置され、第1および第2後方当接表面(130、132)を有する後方クランプ部分(128)と、を含み、
前記切削インサートの周囲表面(116)の2つの反対側にある側腹部(134)が、対応する切削部分(118)に沿って、および部分的に前記クランプ部分(120)に沿って反対方向に延在し、第1および第2クランプ表面(138、140)が各側腹部(134)に隣接して配置され、
前記切削工具(100)の組立位置において、一方の側腹部(134)に隣接する前記第1および第2クランプ表面(138、140)が、それぞれ前記第1および第2後方当接表面(130、132)に当接し、他方の側腹部(134)に隣接する前記第1クランプ表面(138)が、前記前方当接表面(126)に当接し、前記側腹部(134)はどちらも前記工具ホルダ(102)に当接せず、
前記ポケット軸(S)に沿った前記切削工具(100)の上面視において、前記切削インサート(112)の前記側腹部(134)の各々が、前記工具ホルダ(102)の前記第1および第2側表面(108、110)のうちのそれぞれの1つと面一である、切削工具(100)。 - 前記切削インサート(112)が前記第2軸(L)の周りで180°の回転対称を有し、各切削部分(118)が切れ刃(122)を有する、請求項1に記載の切削工具(100)。
- 前記組立位置において、前記前方クランプ部分(124)のそばの前記側腹部(134)に隣接する前記第2クランプ表面(140)が前記工具ホルダ(102)に当接しない、請求項1または2に記載の切削工具(100)。
- 各第1クランプ表面(138)が、それぞれの前記第2クランプ表面(140)に対して傾けられ、前記第2軸(L)に向かって集束するクランプコーナ(136)を形成する、請求項1〜3のいずれか一項に記載の切削工具(100)。
- 前記第1および第2後方当接表面(130、132)が互いに傾けられる、請求項1〜4のいずれか一項に記載の切削工具(100)。
- 前記第1および第2後方当接表面(130、132)が互いに垂直である、請求項1〜5のいずれか一項に記載の切削工具(100)。
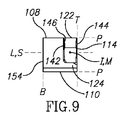
- 前記切削インサート(112)の前記クランプ部分(120)が、前記端部表面(114)の一方に配置されたインサート当接表面(142)を有し、
前記工具ホルダ(102)が、前記第1および第2側表面(108、110)の間に延在し且つ上面(T)を画定する上表面(144)を有し、
前記インサートポケット(104)が、前記上表面(144)と平行であり且つポケット高さ(H)だけ前記上表面(144)から離間されるポケット当接表面(146)を有し、
前記インサート当接表面(142)が前記ポケット当接表面(146)に当接する、請求項1〜6のいずれか一項に記載の切削工具(100)。 - 前記上面(T)が前記第1および第2側表面(108、110)と垂直である、請求項7に記載の切削工具(100)。
- 前記第1および第2後方当接表面(130、132)ならびに前記前方当接表面(126)が、前記上面(T)に対して垂直に延在する、請求項7に記載の切削工具(100)。
- ポケットねじ穴(150)が前記ポケット軸(S)に沿って前記インサートポケット(104)を貫通し、
前記インサートねじ穴(152)が前記第2軸(L)に沿って前記切削インサート(112)の前記クランプ部分(120)を貫通する、請求項1〜9のいずれか一項に記載の切削工具(100)。 - クランプねじ(148)が、前記インサートねじ穴(152)を貫通して前記ポケットねじ穴(150)と係合し、前記切削インサート(112)を前記インサートポケット(104)に締結する、請求項10に記載の切削工具(100)。
- 前記第2後方当接表面(132)が前記第1後方当接表面(130)と垂直である、請求項1〜11のいずれか一項に記載の切削工具(100)。
- 前記切削インサート(112)の各側腹部(134)が側面(P)を画定し、前記側面(P)が、互いに平行であり、インサート幅(W)だけ離間される、請求項1〜12のいずれか一項に記載の切削工具(100)。
- 前記前方当接表面(126)が前記第2側表面(110)と平行に延在する、請求項1〜13のいずれか一項に記載の切削工具(100)。
- 前記第1後方当接表面(130)が前記第1側表面(108)と平行に延在する、請求項1〜14のいずれか一項に記載の切削工具(100)。
- 前記工具ホルダ(102)が、前記第1および第2側表面(108、110)の間に延在して前記上表面(144)の反対側にある底表面(154)であって、底面(B)を画定する底表面(154)を有する、請求項7に記載の切削工具(100)。
- 前記底面(B)が前記上面(T)と平行である、請求項16に記載の切削工具(100)。
- 前記第1および第2後方当接表面(130、132)が非当接ホルダ表面(131)によって互いに離間され、
前記第1および第2クランプ表面(138、140)が非クランプインサート表面(139)によって互いに離間される、請求項1〜17のいずれか一項に記載の切削工具(100)。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/742,796 | 2013-01-16 | ||
| US13/742,796 US9079252B2 (en) | 2013-01-16 | 2013-01-16 | Cutting tool with indexable cutting insert having non-abutting side flanks |
| PCT/IL2013/051056 WO2014111915A1 (en) | 2013-01-16 | 2013-12-23 | Cutting tool with cutting insert having non-abutting side flanks |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2016502940A JP2016502940A (ja) | 2016-02-01 |
| JP2016502940A5 JP2016502940A5 (ja) | 2016-12-15 |
| JP6290258B2 true JP6290258B2 (ja) | 2018-03-07 |
Family
ID=50073241
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015552197A Active JP6290258B2 (ja) | 2013-01-16 | 2013-12-23 | 非当接側腹部を有する切削インサートを備えた切削工具 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US9079252B2 (ja) |
| EP (1) | EP2945765B1 (ja) |
| JP (1) | JP6290258B2 (ja) |
| KR (1) | KR101733333B1 (ja) |
| CN (1) | CN104903034B (ja) |
| DE (1) | DE112013006433T5 (ja) |
| IL (1) | IL239274B (ja) |
| WO (1) | WO2014111915A1 (ja) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9764396B2 (en) * | 2014-01-28 | 2017-09-19 | Hsin-Tien Chang | Disposable multi-edge carving blade |
| WO2015129836A1 (ja) * | 2014-02-26 | 2015-09-03 | 京セラ株式会社 | 切削インサートおよび切削工具並びに切削加工物の製造方法 |
| DE102015206567A1 (de) * | 2015-04-13 | 2016-10-27 | Schiess Tech Gmbh | Langdrehautomat mit zwei NC-gesteuerten Bearbeitungsachsen und Verfahren zum Bearbeiten von Werkstücken auf einem Langdrehautomat mit zwei NC gesteuerten Bearbeitungsachsen |
| CN105171012B (zh) * | 2015-07-22 | 2018-01-05 | 广州巴达精密刀具有限公司 | 一种端面切槽刀片及使用该刀片的切削刀具 |
| US9901986B2 (en) * | 2016-02-15 | 2018-02-27 | Iscar, Ltd. | Swiss turning insert with chip former arrangement comprising upwardly extending ridge |
| JP6551757B2 (ja) * | 2017-12-13 | 2019-07-31 | 株式会社タンガロイ | 後挽き加工用の切削インサート |
| EP3737541A4 (en) * | 2018-01-14 | 2021-09-15 | Craftstech, Inc. | MODULAR CUTTING BLADE ARRANGEMENT AND MACHINERY WITH IT |
| TWD196915S (zh) | 2018-06-07 | 2019-04-11 | 韓商特固克有限公司 | 切削刀片之部分 |
| EP3608044A1 (en) * | 2018-08-10 | 2020-02-12 | VARGUS Ltd. | Cutting tool for a cutting machine |
| US10583495B1 (en) * | 2018-09-17 | 2020-03-10 | Iscar, Ltd. | Swiss turning insert, swiss tool holder and assembly |
| US11090730B2 (en) * | 2019-05-14 | 2021-08-17 | Iscar, Ltd. | Indexable cutting insert having two cutting portions located in diagonally opposite quadrants and two lower abutment elements, and cutting tool therefor |
| US11623361B2 (en) * | 2020-01-06 | 2023-04-11 | The Boeing Company | Automated fiber placement (AFP) cutter blade assemblies, AFP cutter systems including the same, and associated methods |
| JP7004189B1 (ja) | 2021-04-15 | 2022-01-21 | 株式会社タンガロイ | 切削インサート及び切削工具 |
| US11806793B2 (en) | 2021-11-03 | 2023-11-07 | Iscar, Ltd. | Cutting insert having laterally spaced apart, longitudinally extending wedge abutment surfaces, tool holder and cutting tool |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT1145995B (it) | 1981-01-08 | 1986-11-12 | Iscar Ltd | Utensile per il taglio di metalli provvisto di inserto sostituibile |
| IL61884A (en) * | 1981-01-08 | 1985-12-31 | Iscar Ltd | Metal cutting tools with replaceable insert |
| CH661102A5 (en) | 1983-10-07 | 1987-06-30 | Bodenschatz Ag | Releasable connection between a tubular support and a load-bearing member running at right angles thereto |
| CH666852A5 (de) | 1985-08-12 | 1988-08-31 | Buehler Ulrich Ag | Maschinensaegeblatt, insbesondere gattersaegeblatt fuer holz. |
| CH664102A5 (en) | 1985-11-21 | 1988-02-15 | Atelier Mecanique Et Outillage | Turning tool with two-headed cutter - has cutter comprising flat symmetrical plate turning on central axis |
| DE3639672A1 (de) * | 1986-11-20 | 1988-06-01 | Walter Gmbh Montanwerke | Wendeplattenbestuecktes drehwerkzeug zum einstechen oder gewindeschneiden |
| JPH04112706U (ja) * | 1991-03-22 | 1992-09-30 | 三菱マテリアル株式会社 | 溝入れ用スローアウエイ式工具 |
| CH686935A5 (de) | 1993-01-08 | 1996-08-15 | Muellheim Ag Utilis | Drehstahl mit Wendeschneidplatte. |
| SE505726C2 (sv) | 1995-02-27 | 1997-10-06 | Sandvik Ab | Fastspänningsanordning för skärplattor |
| FI96288C (fi) | 1995-04-20 | 1996-06-10 | Kone Wood Oy | Laite terän kiinnittämiseksi hakun pyöritettävään kiekkoon |
| US5816753A (en) | 1997-01-06 | 1998-10-06 | Greenfield Industries | Port cutting tool with multiple function inserts |
| JPH11156605A (ja) | 1997-11-30 | 1999-06-15 | Ngk Spark Plug Co Ltd | 切削工具及びこれに用いるスローアウェイチップ |
| US6579043B2 (en) | 2001-07-06 | 2003-06-17 | Kennametal Inc. | Multi-purpose insert and toolholder assembly |
| IL148475A (en) * | 2002-03-04 | 2007-09-20 | Gil Hecht | Cutting Tools |
| US6960049B2 (en) * | 2002-06-25 | 2005-11-01 | Ngk Spark Plug Co., Ltd. | Insert, holder and cutting tool |
| US7001115B2 (en) * | 2003-07-21 | 2006-02-21 | Kennametal Inc. | Cutting insert and toolholder for holding the same |
| ATE540769T1 (de) | 2004-11-12 | 2012-01-15 | Applitec Moutier S A | Schneidwerkzeug |
| JP2007203379A (ja) | 2006-01-30 | 2007-08-16 | Kyocera Corp | 切削工具並びに切削工具に用いられるチップおよびホルダ |
| DE102007008081A1 (de) | 2007-02-17 | 2008-08-21 | Hartmetall-Werkzeugfabrik Paul Horn Gmbh | Stoßwerkzeug, insbesondere Nutstoßwerkzeug |
| IL185047A (en) * | 2007-08-05 | 2011-09-27 | Iscar Ltd | Cutting Tools |
| ITTO20080333A1 (it) | 2008-05-06 | 2009-11-07 | Alenia Aeronautica Spa | Bordo d'attacco per strutture alari ed impennaggi in termoplastico con struttura a doppio guscio irrigidita. |
| TW201016362A (en) | 2008-10-27 | 2010-05-01 | Rexon Ind Corp Ltd | Quick release device for sawing machine |
| US8192114B2 (en) * | 2009-02-09 | 2012-06-05 | Hsin-Tien Chang | Combination of center drill and drill holding tool |
| IL202026A (en) * | 2009-11-10 | 2013-06-27 | Iscar Ltd | Cutting tools and a tool for him |
| CN201768924U (zh) | 2010-07-19 | 2011-03-23 | 黄宏印 | 车床舍弃式刀片结构 |
-
2013
- 2013-01-16 US US13/742,796 patent/US9079252B2/en active Active
- 2013-12-23 CN CN201380070497.8A patent/CN104903034B/zh active Active
- 2013-12-23 JP JP2015552197A patent/JP6290258B2/ja active Active
- 2013-12-23 KR KR1020157018394A patent/KR101733333B1/ko active IP Right Grant
- 2013-12-23 WO PCT/IL2013/051056 patent/WO2014111915A1/en active Application Filing
- 2013-12-23 DE DE112013006433.2T patent/DE112013006433T5/de not_active Ceased
- 2013-12-23 EP EP13828993.9A patent/EP2945765B1/en active Active
-
2015
- 2015-06-07 IL IL239274A patent/IL239274B/en active IP Right Grant
Also Published As
| Publication number | Publication date |
|---|---|
| US20140199128A1 (en) | 2014-07-17 |
| KR101733333B1 (ko) | 2017-05-08 |
| JP2016502940A (ja) | 2016-02-01 |
| CN104903034A (zh) | 2015-09-09 |
| DE112013006433T5 (de) | 2015-10-08 |
| US9079252B2 (en) | 2015-07-14 |
| KR20150105336A (ko) | 2015-09-16 |
| EP2945765B1 (en) | 2020-08-05 |
| IL239274A0 (en) | 2015-07-30 |
| WO2014111915A1 (en) | 2014-07-24 |
| IL239274B (en) | 2018-01-31 |
| EP2945765A1 (en) | 2015-11-25 |
| CN104903034B (zh) | 2018-01-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6290258B2 (ja) | 非当接側腹部を有する切削インサートを備えた切削工具 | |
| US8678718B2 (en) | Cutting tool and cutting insert therefor | |
| JP5611971B2 (ja) | インサートホルダをクランプするための工具ホルダ | |
| RU2547986C2 (ru) | Режущий инструмент и режущая пластина для него | |
| US4462725A (en) | Metal cutting tools with replacement insert | |
| KR101748972B1 (ko) | 절삭 공구 및 스토퍼 표면을 갖는 절삭 인서트 | |
| JP5931927B2 (ja) | 切削工具および切削工具用切削インサート | |
| JP6406718B2 (ja) | 割出し可能な非対称切削インサートおよび割出し可能な非対称切削インサート用の切削工具 | |
| CA2780045C (en) | Cutting tool assembly | |
| JP2019529130A (ja) | 四面体形状切削インサート、インサートホルダおよび切削工具 | |
| KR20120134111A (ko) | 절삭 인서트 및 절삭 공구 | |
| US8500374B2 (en) | Cutting tool and cutting insert having clamping recess therefor | |
| JP2005212041A (ja) | 内径溝入れ加工用工具 | |
| TWM428197U (en) | Horizontal holding device of tool | |
| KR20200018356A (ko) | 절삭 기계를 위한 절삭 공구 | |
| JP2005279823A (ja) | スローアウェイ式切削工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161027 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20161027 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170926 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170929 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171214 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180202 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180207 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6290258 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |