JP2005279823A - スローアウェイ式切削工具 - Google Patents
スローアウェイ式切削工具 Download PDFInfo
- Publication number
- JP2005279823A JP2005279823A JP2004095521A JP2004095521A JP2005279823A JP 2005279823 A JP2005279823 A JP 2005279823A JP 2004095521 A JP2004095521 A JP 2004095521A JP 2004095521 A JP2004095521 A JP 2004095521A JP 2005279823 A JP2005279823 A JP 2005279823A
- Authority
- JP
- Japan
- Prior art keywords
- cutting
- insert
- throw
- cutting insert
- away
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Abstract
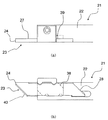
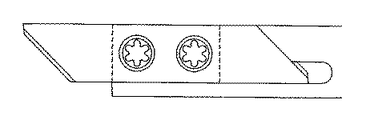
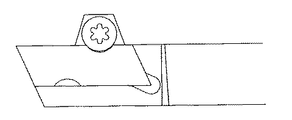
【解決手段】 被削材を加工するための切刃4を備えた略多角形板状の切削インサート3と、該切削インサート3を先端部に装着するための取付部5を具備したホルダ2と、からなるスローアウェイ式切削工具1において、前記ホルダ2は切削インサート3を固定するための押圧支持部15を少なくとも2つ有したクランプ部材12を備えるとともに、前記切削インサート3は少なくとも上面14に前記押圧支持部15と当接する凹部16を備える。
【選択図】 図1
Description
さらに、インサート3はホルダ2先端に備えられたクランプ部材12をクランプ用ボルト13で締め付けることにより前記インサート3の上面14が挟み込まれた状態で押圧されて、ホルダ2にクランプ固定される。
2、22 ホルダ
3、23 切削インサート(インサート)
4、24 切刃
5 切削インサート取付部(取付部)
6 着座面
7、27 背面側主側面
8、28 後端面
9 載置面
10 側壁面
11 後壁面
12 クランプ部材
13 クランプ用ボルト
14 (インサート)上面
15 押圧支持部
16 凹部
17 主側面
38 傾斜面
39 突部
40 前逃げ面
w 押圧支持部間の距離
L 切削インサート全長
Claims (8)
- ホルダ先端の取付部に、被削材を加工するための切刃を備えた略多角形板状の切削インサートを装着したスローアウェイ式切削工具において、前記ホルダに前記切削インサートを固定するための押圧支持部を少なくとも2つ有したクランプ部材を備えるとともに、前記切削インサートの少なくとも上面に前記押圧支持部のそれぞれと当接する凹部を備えて、該凹部に前記クランプ部材の押圧支持部を嵌合させるように押圧して前記スローアウェイチップをクランプすることを特徴とするスローアウェイ式切削工具。
- 前記凹部のうち最も先端側に位置する先端側凹部が、前記切削インサートの前記上面全長長さに対する中央点より先端側に存在することを特徴とする請求項1記載のスローアウェイ式切削工具。
- 前記凹部のうち最も後端側に位置する後端側凹部が、前記切削インサートの前記上面全長長さに対する中央点より後端側に存在することを特徴とする請求項2記載のスローアウェイ式切削工具。
- 前記押圧支持部間の長さが前記切削インサートの上面全長長さの10〜80%であることを特徴とする請求項1乃至3のいずれか記載のスローアウェイ式切削工具。
- 前記クランプ部材を後端側に偏芯させながらクランプすることにより前記押圧支持部にて前記凹部を下後端方向に引き込むように押圧することを特徴とする請求項1乃至4のいずれか記載のスローアウェイ式切削工具。
- 前記押圧支持部と前記凹部との接触面が前記切削インサートの背面側に向かって傾斜しており、前記押圧支持部にて前記切削インサートを下背面方向に引き込むように押圧することを特徴とする請求項1乃至5のいずれか記載のスローアウェイ式切削工具。
- 前記切削インサートの背面側主側面に傾斜面を有した突部を具備することを特徴とする請求項1乃至6のいずれか記載のスローアウェイ式切削工具。
- 前記傾斜面が前記切削インサートの上面から下面側に向かって先端から後端側に傾斜する請求項7記載のスローアウェイ式切削工具。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004095521A JP2005279823A (ja) | 2004-03-29 | 2004-03-29 | スローアウェイ式切削工具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004095521A JP2005279823A (ja) | 2004-03-29 | 2004-03-29 | スローアウェイ式切削工具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005279823A true JP2005279823A (ja) | 2005-10-13 |
| JP2005279823A5 JP2005279823A5 (ja) | 2007-06-14 |
Family
ID=35178746
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004095521A Pending JP2005279823A (ja) | 2004-03-29 | 2004-03-29 | スローアウェイ式切削工具 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005279823A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013514197A (ja) * | 2010-01-14 | 2013-04-25 | デグテック エルティーディー | 切削工具 |
-
2004
- 2004-03-29 JP JP2004095521A patent/JP2005279823A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013514197A (ja) * | 2010-01-14 | 2013-04-25 | デグテック エルティーディー | 切削工具 |
| US8992135B2 (en) | 2010-01-14 | 2015-03-31 | Taegutec, Ltd. | Cutting tool |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4462725A (en) | Metal cutting tools with replacement insert | |
| JP2009262323A (ja) | 金属切削差込工具を保持する工具ホルダ | |
| JP2007062006A (ja) | バイトとそれを用いた櫛刃型旋盤 | |
| JP2007203379A (ja) | 切削工具並びに切削工具に用いられるチップおよびホルダ | |
| JP2002538010A (ja) | 着脱式ブレードを備えるツールホルダ | |
| US8726771B2 (en) | Insert, holder, and cutting tool using said insert and holder | |
| KR20090101178A (ko) | 특히 그루빙 공구용의 공구 홀더 및 공구 홀더용 절삭체 | |
| JP4309776B2 (ja) | 内径溝入れ加工用工具 | |
| JP2005279823A (ja) | スローアウェイ式切削工具 | |
| US20020131831A1 (en) | Tool for bore diameter work | |
| JP2008006538A (ja) | スローアウェイ式切削工具 | |
| JP4072073B2 (ja) | 溝入れ加工用スローアウェイ式切削工具 | |
| JP2007038387A (ja) | スローアウェイチップ | |
| JP2004160620A (ja) | スローアウェイチップ及びスローアウェイ式切削工具 | |
| JP2008023643A (ja) | クランプ補助部材およびそのクランプ補助部材を備えたスローアウェイ式切削工具 | |
| JP2021505413A (ja) | 狭幅突切り動作用の高送り突切りインサート | |
| JP2974018B1 (ja) | スローアウェイチップのクランプ機構 | |
| JP2005074531A (ja) | スローアウェイ式切削工具 | |
| JP4126457B2 (ja) | スローアウェイ式切削工具 | |
| JP2009000753A (ja) | 押え金、工具ホルダ、およびスローアウェイ式切削工具 | |
| JP2005212043A (ja) | スローアウェイドリル | |
| JP2005014165A (ja) | スローアウェイドリル | |
| JP2002154002A (ja) | 切削工具 | |
| JP4129208B2 (ja) | スローアウェイ式切削工具 | |
| JP2004261937A (ja) | スローアウェイ式切削工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070213 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070423 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090209 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090212 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090408 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090602 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090803 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20090924 |