JP6242580B2 - 複合成型体 - Google Patents
複合成型体 Download PDFInfo
- Publication number
- JP6242580B2 JP6242580B2 JP2013074739A JP2013074739A JP6242580B2 JP 6242580 B2 JP6242580 B2 JP 6242580B2 JP 2013074739 A JP2013074739 A JP 2013074739A JP 2013074739 A JP2013074739 A JP 2013074739A JP 6242580 B2 JP6242580 B2 JP 6242580B2
- Authority
- JP
- Japan
- Prior art keywords
- molded body
- polypropylene
- layer
- transparent
- base material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000002131 composite material Substances 0.000 title claims description 64
- -1 polypropylene Polymers 0.000 claims description 144
- 229920001155 polypropylene Polymers 0.000 claims description 134
- 239000004743 Polypropylene Substances 0.000 claims description 132
- 239000000463 material Substances 0.000 claims description 124
- 238000002347 injection Methods 0.000 claims description 59
- 239000007924 injection Substances 0.000 claims description 59
- 238000001746 injection moulding Methods 0.000 claims description 52
- 238000003466 welding Methods 0.000 claims description 37
- 238000000465 moulding Methods 0.000 claims description 32
- 238000002844 melting Methods 0.000 claims description 20
- 230000008018 melting Effects 0.000 claims description 20
- 238000007639 printing Methods 0.000 claims description 16
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 claims description 9
- 239000005977 Ethylene Substances 0.000 claims description 9
- 239000000155 melt Substances 0.000 claims description 8
- 238000000113 differential scanning calorimetry Methods 0.000 claims description 7
- 239000007787 solid Substances 0.000 claims description 2
- 239000010410 layer Substances 0.000 description 238
- 238000001816 cooling Methods 0.000 description 84
- 229920005989 resin Polymers 0.000 description 41
- 239000011347 resin Substances 0.000 description 41
- 238000000034 method Methods 0.000 description 27
- 238000004519 manufacturing process Methods 0.000 description 18
- 239000010408 film Substances 0.000 description 17
- 229920005604 random copolymer Polymers 0.000 description 14
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 14
- 239000000498 cooling water Substances 0.000 description 13
- 239000012778 molding material Substances 0.000 description 13
- 230000002087 whitening effect Effects 0.000 description 13
- 206010040844 Skin exfoliation Diseases 0.000 description 10
- 239000002184 metal Substances 0.000 description 10
- 238000010791 quenching Methods 0.000 description 10
- 230000000171 quenching effect Effects 0.000 description 10
- 238000007664 blowing Methods 0.000 description 8
- 238000005034 decoration Methods 0.000 description 7
- 229920005629 polypropylene homopolymer Polymers 0.000 description 7
- 238000003475 lamination Methods 0.000 description 6
- 239000002667 nucleating agent Substances 0.000 description 6
- 238000010521 absorption reaction Methods 0.000 description 5
- 239000000654 additive Substances 0.000 description 5
- 239000013013 elastic material Substances 0.000 description 5
- 239000000203 mixture Substances 0.000 description 5
- 238000007650 screen-printing Methods 0.000 description 5
- 239000007921 spray Substances 0.000 description 5
- 238000003856 thermoforming Methods 0.000 description 5
- 230000000052 comparative effect Effects 0.000 description 4
- 238000001035 drying Methods 0.000 description 4
- 229920001971 elastomer Polymers 0.000 description 4
- 239000000806 elastomer Substances 0.000 description 4
- 238000002156 mixing Methods 0.000 description 4
- 229920000642 polymer Polymers 0.000 description 4
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 4
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 4
- 230000003746 surface roughness Effects 0.000 description 4
- 229920002397 thermoplastic olefin Polymers 0.000 description 4
- 230000000694 effects Effects 0.000 description 3
- 238000011049 filling Methods 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 229920000459 Nitrile rubber Polymers 0.000 description 2
- 241000872198 Serjania polyphylla Species 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 229920001400 block copolymer Polymers 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 229920001577 copolymer Polymers 0.000 description 2
- 238000001125 extrusion Methods 0.000 description 2
- 229920002521 macromolecule Polymers 0.000 description 2
- 239000003973 paint Substances 0.000 description 2
- 229920005672 polyolefin resin Polymers 0.000 description 2
- 238000007740 vapor deposition Methods 0.000 description 2
- 238000001644 13C nuclear magnetic resonance spectroscopy Methods 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 239000012790 adhesive layer Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 238000001460 carbon-13 nuclear magnetic resonance spectrum Methods 0.000 description 1
- 238000004040 coloring Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000000748 compression moulding Methods 0.000 description 1
- 238000009833 condensation Methods 0.000 description 1
- 230000005494 condensation Effects 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 238000007646 gravure printing Methods 0.000 description 1
- 239000003112 inhibitor Substances 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000000178 monomer Substances 0.000 description 1
- 238000007645 offset printing Methods 0.000 description 1
- 229920006285 olefinic elastomer Polymers 0.000 description 1
- 239000008188 pellet Substances 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 239000006097 ultraviolet radiation absorber Substances 0.000 description 1
Images


Landscapes
- Laminated Bodies (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Description
このような加飾成形品としては、アクリル樹脂やポリプロピレンなどの透明樹脂材料の片面に加飾印刷を施して加飾層を形成し、この加飾層の印刷面に樹脂基材を射出成形などによって一体化して基材層を形成した表面加飾成形体が知られている(例えば、特許文献1参照)。
本発明の目的は、透明成型体と射出成型体との接着性に優れた、複合成型体を提供することである。
すなわち、本発明の複合成型体は、ポリプロピレンからなる基材層と、ポリプロピレンからなる溶着層と、の少なくとも2層からなる透明成型体と、射出成形により得られた射出成型体と、を備え、前記基材層のポリプロピレンは、示差走査型熱量分析(Differential Scanning Calorimetry:DSC)にて測定した融解エンタルピー(ΔH)が60J/g以上200J/g以下であり、前記溶着層のポリプロピレンは、前記融解エンタルピー(ΔH)が10J/g以上55J/g以下であり、前記透明成型体と前記射出成型体とが前記溶着層を介して接合されてなることを特徴とするものである。
さらに、本発明の複合成型体は、ポリプロピレンからなる基材層と、ポリプロピレンからなる溶着層と、の少なくとも2層からなる透明成型体と、射出成形により得られた射出成型体と、を備え、前記基材層のポリプロピレンは、アイソタクチックペンタッド分率が80%以上であり、前記溶着層のポリプロピレンは、アイソタクチックペンタッド分率が10%以上75%以下であり、前記透明成型体と前記射出成型体とが前記溶着層を介して接合されてなることを特徴とするものである。
本発明のポリプロピレンからなる基材層とは、溶着層を介して射出成型体と接合される層である。この基材層は、透明性に優れ、溶着層に比べ、耐熱が高く、硬度が高い材料から構成される。基材層を構成する好ましい材料としては、ホモポリプロピレン、プロピレン−エチレンランダム共重合体、プロピレン−エチレンブロック共重合体などが挙げられる。好ましい製法としては、例えば、シングルベルトプロセスによる急冷法や造核剤の添加による方法などが挙げられる。
本発明のポリプロピレンからなる溶着層とは、射出成型体との密着性に優れた層である。溶着層には、基材層に係る材料に比べ、溶融エンタルピーの低い材料が用いられ、当該層が用いられることにより、当該透明成型体と前記射出成型体と、が接合されやすくなることが期待される。溶着層を構成する好ましい材料としては、立体規則性の低いポリプロピレンが好適に用いられ、例えば熱可塑性オレフィン系エラストマー;Thermoplastic Olefinic elastomer (TPO)等が好適に用いられる。また、プロピレン−エチレンランダム共重合体も好適に用いることもできる。好ましい製法としては、例えば、シングルベルトプロセスによる急冷法や造核剤の添加による方法などが挙げられる。
本発明の射出成型体とは、射出成形により得られる。具体的には、射出成型体は、例えば、射出成形装置の射出成形金型に射出成形材料を射出充填し、これを冷却固化することで得られる。射出成形方法としては、インサート成形、インモールド成形などが挙げられる。射出成形材料としては、オレフィン系樹脂が挙げられ、具体的には、ポリプロピレン系樹脂が挙げられる。
この発明では、透明成型体と射出成型体とが溶着層を介して接合されてなるため、溶着層が射出成形時の熱で射出成型体と接着するのに十分な程度に溶解される。そのため、透明成型体と射出成型体とを高い接着性で積層した複合成型体を提供することができる。
この発明では、基材層に対する溶着層の厚み比(溶着層の厚み/基材層の厚み)が1/1999以上3/4以下であるので、透明成型体に十分な接着性と剛性とを付与することができる。
(1)エチレン含量が共重合体中に1質量%以上15質量%以下であるプロピレン−エチレンランダム共重合体。
(2)アイソタクチックペンタッド分率が10%以上75%以下であるポリプロピレン。
(3)ホモポリプロピレンに、上記(1)のプロピレン−エチレンランダム共重合体、および、上記(2)のポリプロピレンの少なくともいずれかをブレンドする。
この発明では、溶着層のポリプロピレンのMFRを上記範囲内とすることで、射出成形時の熱で溶着層が溶解する際に、適度な流動が得られるため、射出成型体と溶着層とを高い接着性で接着できる。また、基材層のポリプロピレンのMFRが上記範囲内であれば、寸法安定性に優れた成型体が得られる。
この発明では、印刷面を、基材層の溶着層側の面とは反対の面に設けることで、透明成型体と、射出成型体との接着性を損なうことなく、加飾できる。
この発明では、透明成型体の基材層および溶着層のうち、少なくとも1層が、溶融樹脂が80℃/秒以上の冷却速度で急冷されて形成された透明ポリプロピレンからなる層である。このため、複雑な形状の透明成型体でも、基材層および溶着層のうち少なくとも1層は急冷透明ポリプロピレンからなるので白化することがなく、優れた意匠性を有した透明成型体が得られ、この透明成型体を備えた複合成型体に優れた意匠性を付与できる。
この発明では、透明成型体の基材層および溶着層が、溶融樹脂が80℃/秒以上の冷却速度で急冷されて形成された透明ポリプロピレンからなる層である。このため、複雑な形状の透明成型体でも、基材層および溶着層は急冷透明ポリプロピレンからなるので白化することがなく、より優れた意匠性を有した透明成型体が得られ、この透明成型体を備えた複合成型体により優れた意匠性を付与できる。
この発明では、伸び率が150%以上に成形された部位を設けて非平面状に成形、すなわち複雑な形状で部分的に伸び率150%以上に伸ばされる部位がある成形でも、樹脂シートが白化することを防止して、良好な加飾を提供することが期待でき、優れた意匠性を付与できる。
この発明では、樹脂シートの成形前の表面積Xに対する成形後の表面積Yの大きさの割合(Y/X)を、非平面状に成形する変形量が大きくなる1.5以上10以下の複雑な形状に成形しても、樹脂シートが白化することなく、良好な加飾を提供することが期待でき、優れた意匠性を付与できる。
この発明では、樹脂シートの成形前の厚さ寸法Aに対して成形後の厚さ寸法Bの膜厚比(B/A)が、非平面状に成形される部位の変形による伸びが大きくなる0.8以下の複雑な形状に成形しても、樹脂シートが白化することなく、良好な加飾を提供することが期待でき、優れた意匠性を付与できる。
[複合成型体の構成]
本実施形態の複合成型体の層構成としては、例えば、
(A)基材層(急冷透明ポリプロピレンシート)/溶着層/射出成型体
(B)基材層/溶着層(急冷透明ポリプロピレンシート)/射出成型体
(C)基材層(急冷透明ポリプロピレンシート)/溶着層(急冷透明ポリプロピレンシート)/射出成型体
(D)印刷層/基材層(急冷透明ポリプロピレンシート)/溶着層/射出成型体
(E)印刷層/基材層/溶着層(急冷透明ポリプロピレンシート)/射出成型体
(F)印刷層/基材層(急冷透明ポリプロピレンシート)/溶着層(急冷透明ポリプロピレンシート)/射出成型体
等の構造を挙げることができる。
なお、本発明の複合成型体の層構成が上記構造に限定されるわけではない。例えば、基材層や溶着層として、造核剤などの添加剤を配合することで透明性を確保した透明ポリプロピレンシートを用いてもよい。
ここで、(D)〜(F)の構成では、印刷層が例えばインサート成形時の熱に弱い場合でも、インサート成形時の熱で変性せず、良好な印刷層を形成できる。このうち、上記(F)の構造が好適である。
なお、上記構成に限定されるものではない。
図1に示すように、本実施形態の複合成型体1は、透明成型体2と、射出成形により得られた射出成型体3と、を備えている。透明成型体2は、ポリプロピレンからなる基材層4と、ポリプロピレンからなる溶着層5と、の2層から構成されている。そして、透明成型体2と射出成型体3とが溶着層5を介して接合されている。
透明成型体2は、ポリプロピレンからなる基材層4と、ポリプロピレンからなる溶着層5と、の2層から構成されている。
透明成型体2は、射出成形時に、例えば、透明積層シートを射出成形金型内で圧空成形して金型内に接するように設置することによって得られる。
基材層4は、ポリプロピレンからなる透明シートまたは透明フィルムから形成されている。ポリプロピレンとしては、ポリプロピレン系樹脂が挙げられる。なお、ポリプロピレンからなる樹脂成分として実質的にポリプロピレンのみからなることを意味する。つまり、基材層4の材料は、必要に応じて樹脂成分以外に添加剤などを含んでいてもよい。透明シートまたは透明フィルムとしては、後述する急冷法により製造されたものを好適に用いることができる。
基材層4の透明性は、ヘイズ値が0.1%以上60%以下の範囲内であることが好ましい。
なお、上記示差走査型熱量分析(Differential Scanning Calorimetry:DSC)は、50℃で5分間保温後に、10℃/分の速度で50℃から220℃に昇温して測定することができる。
なお、上記メルトフローレート(MFR)は、JIS K7210に準拠した方法で測定することができる。
溶着層5は、ポリプロピレンからなる透明シートまたは透明フィルムから形成されている。ポリプロピレンとしては、ポリプロピレン系樹脂が挙げられる。なお、ポリプロピレンからなる樹脂成分として実質的にポリプロピレンのみからなることを意味する。つまり、溶着層5の材料は、必要に応じて樹脂成分以外に添加剤などを含んでいてもよい。透明シートまたは透明フィルムとしては、後述する急冷法により製造されたものを好適に用いることができる。
溶着層5の透明性は、ヘイズ値が0.1%以上60%以下の範囲内であることが好ましい。
(1)エチレン含量が共重合体中に1質量%以上15質量%以下であるプロピレン−エチレンランダム共重合体。
(2)アイソタクチックペンタッド分率が10%以上75%以下であるポリプロピレン。
このような低立体規則性のポリプロピレンとしては、熱可塑性オレフィン系エラストマーが挙げられる。
(3)ホモポリプロピレンに、上記(1)のプロピレン−エチレンランダム共重合体、および、上記(2)のポリプロピレンの少なくともいずれかをブレンドする。
上記厚み比が溶着層5の厚みが小さい1/1999未満であると、十分な接着力が得られず、透明成型体2と射出成型体3とが剥がれやすくなるおそれがあり、上記厚み比が溶着層5の厚みが大きい3/4を超えると、透明成型体2に十分な強度が得られず、破れやすくなるおそれがある。
このうち、厚み比(溶着層5の厚み/基材層4の厚み)が2/100以上3/10以下であることが特に好ましい。
基材層4の厚みは、49μm以上1999μm以下が好適である。
溶着層5の厚みは、1μm以上300μm以下が好適である。
印刷面4bに形成する印刷層は、スクリーン印刷、オフセット印刷、グラビア印刷、ロールコート、スプレーコートなどの手法によって、模様や色彩を印刷することで形成される。その他、蒸着膜からなる金属蒸着や金属薄膜のラミネートなども利用できる。特に、スクリーン印刷法はインキの膜厚が厚くできるので、複雑な形状に成形した際にインキ割れが発生しにくいことから好ましい。
印刷を施す際に用いるインクは特に限定されず、基材層4の材質などに合わせて適宜選択すればよい。例えば、スクリーン印刷であれば、帝国インキ製造社製のIPX−HF979墨、POS−911墨などが挙げられる。
スクリーン印刷の場合は、例えば、T−250メッシュを用いて印刷し、乾燥炉中で60℃、90分間乾燥することによって印刷層を形成することができる。
ここで、伸び率が150%以下では変形量が小さく他の材料でも白化は生じない範囲であり、要望のある複雑形状に対応できるものではない。なお、伸び率が800%より大きくなると、透明成型体2に白化が生じたり、印刷層に亀裂や剥離などを生じたりするおそれがあるため、800%以下とすることが好ましい。
そして、白化は、例えば透明成型体の内側に塗料で黒色に着色し、透明成型体の外側から目視で評価できる。透明成型体が白化している場合は、黒色が白みかかって見えるが、白化していない場合は、黒色がクリアに見える。また、伸び率は、例えば熱成形時の加熱温度、金型の温度など熱成形時の条件や金型設計で制御できる。
ここで、表面積比が1.5より小さい成形では部分的な変形量が小さく他の材料でも白化は生じない範囲であり、要望のある複雑形状に対応できるものではない。一方、表面積比が10より大きい場合では透明成型体2に白化が生じたり、印刷層に亀裂や剥離などを生じたりするおそれがあるためである。
なお、表面積は例えば、立方体や直方体などの場合はノギスにて成形品の深さと各辺の測定値から算出できる。曲線など測定値からの算出が難しい成形品の場合、非接触3次元デジタイザなどの3Dスキャナーで測定できる。また、表面積比は例えば熱成形時の条件や金型設計で制御できる。
ここで、膜厚比(B/A)が0.8より大きい成形では部分的な変形量が小さく他の材料でも白化は生じない範囲であり、要望のある複雑形状に対応できるものではない。なお、膜厚比(B/A)が0.01より小さくなると、透明のポリプロピレン層に白化が生じたり、印刷層に亀裂や剥離などを生じたりするおそれがあるため、0.01以上とすることが好ましい。
なお、膜厚比は、例えば熱成形時の条件や金型設計で制御できる。
射出成型体3は射出成形により得られる。具体的には、射出成型体3は、後述する射出成形装置の射出成形金型に射出成形材料を射出充填し、これを冷却固化することで得られる。射出成型体3は前述の通り、透明成型体2と溶着層5を介して接合されている。
射出成形材料としては、オレフィン系樹脂が挙げられ、具体的には、ポリプロピレン系樹脂が挙げられる。
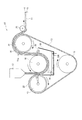
図2は、本実施形態における透明積層シートの製造装置を示す概略図である。
図2に示す透明積層シートの製造装置10により、前述した基材層となる特定のポリプロピレン系樹脂と、溶着層となる特定のプロピレン系ランダム共重合体とを多層共押出法でシート状に成形し、これを急冷することによって透明積層シートを製造することができる。製造された透明積層シートは、後述する射出成形時に、例えば、射出成形金型内で圧空成形して金型内に接するように設置することにより透明成型体に成形される。
なお、上記ポリプロピレン系樹脂やプロピレン系ランダム共重合体の原料は、ペレット状、粉末状、顆粒状など任意の形態で供給することができる。
さらに、図2に示す製造装置10は、第1冷却ロール13、第2冷却ロール14、第3冷却ロール15および第4冷却ロール16と、金属製のエンドレスベルト17と、冷却水吹き付けノズル18と、水槽19と、吸水ロール20と、剥離ロール21とを備えて構成されている。
ここで、第1冷却ロール13および第2冷却ロール14の表面には、ニトリル−ブタジエンゴム(NBR)製の弾性材22が被覆されている。この弾性材22は、その硬度(JIS K6301Aに準拠した方法で測定)が60度以下、厚さが10mm程度であるのが好ましい。
なお、第1冷却ロール13、第2冷却ロール14および第3冷却ロール15の少なくとも一つは、その回転軸が回転駆動手段(図示省略)と連結されている。
この第4冷却ロール16は、金属製のエンドレスベルト17を介して第1冷却ロール13との間に、Tダイ12から共押出されたシート状物11aを挟むように配置されている。
エンドレスベルト17は、ステンレス等からなり、その表面粗さが1.0S以下の鏡面を有するものである。このエンドレスベルト17は、上述の第1冷却ロール13、第2冷却ロール14および第3冷却ロール15に回動自在に巻装されている。
また、水槽19は、上面が開口した箱状に形成され、第4冷却ロール16の下面全体を覆うように設けられている。この水槽19により、エンドレスベルト17の裏面に吹き付けられた冷却水を回収するとともに、回収した水を水槽19の下面に形成された排出口19Aより排出する。
剥離ロール21は、シート状物11aを、第2冷却ロール14およびエンドレスベルト17にガイドして圧接するように配置されるとともに、冷却終了後のシート状物11aをエンドレスベルト17から剥離する。
以上のように構成された製造装置10を用いた透明積層シート11の製造方法を説明する。
まず、押し出された溶融樹脂と直接接触し、これを冷却するエンドレスベルト17および第4冷却ロール16の表面温度が露点以上、30℃以下に保たれるように、予め各冷却ロール(第1冷却ロール13、第2冷却ロール14、第3冷却ロール15および第4冷却ロール16)の温度制御を行う。
この際、第1冷却ロール13および第4冷却ロール16間の押圧力で弾性材22が圧縮されて弾性変形することとなる。
この弾性材22が弾性変形している部分、すなわち、第1冷却ロール13の中心角度θ1に対応する円弧部分で、溶融樹脂が急冷されて得られるシート状物11aは各冷却ロール13、16により面状圧接されている。
なお、このときの面圧は、0.1〜20MPaであるのがこのましい。
なお、このときの面圧は、0.01〜0.5MPaであるのが好ましく、また、冷却水の温度は、0〜30℃であるのが好ましい。
また、吹き付けられた冷却水は、水槽19に回収されるとともに、回収された水は排出口19Aより排出される。
なお、このときの面圧は、0.01〜0.5MPaであることが好ましい。
また、エンドレスベルト17の裏面に付着した水は、第4冷却ロール16から第2冷却ロール14への移動途中に設けられている吸水ロール20により除去される。
このようにして製造された透明積層シートは、平均球晶半径が4μm以下であれば好適にでき、下限値は特に限定されず、値が小さいほど好ましい。下記に開示の方法であれば、0.1μm以上4μm以下のものを好適に製造することができるが、この範囲に限定されない。シート断面の平均球晶数が600個/mm2以下、固体密度が0.896g/cm3以下、少なくとも片面の光沢が90%以上、かつ、厚さ50μm以上のものである。
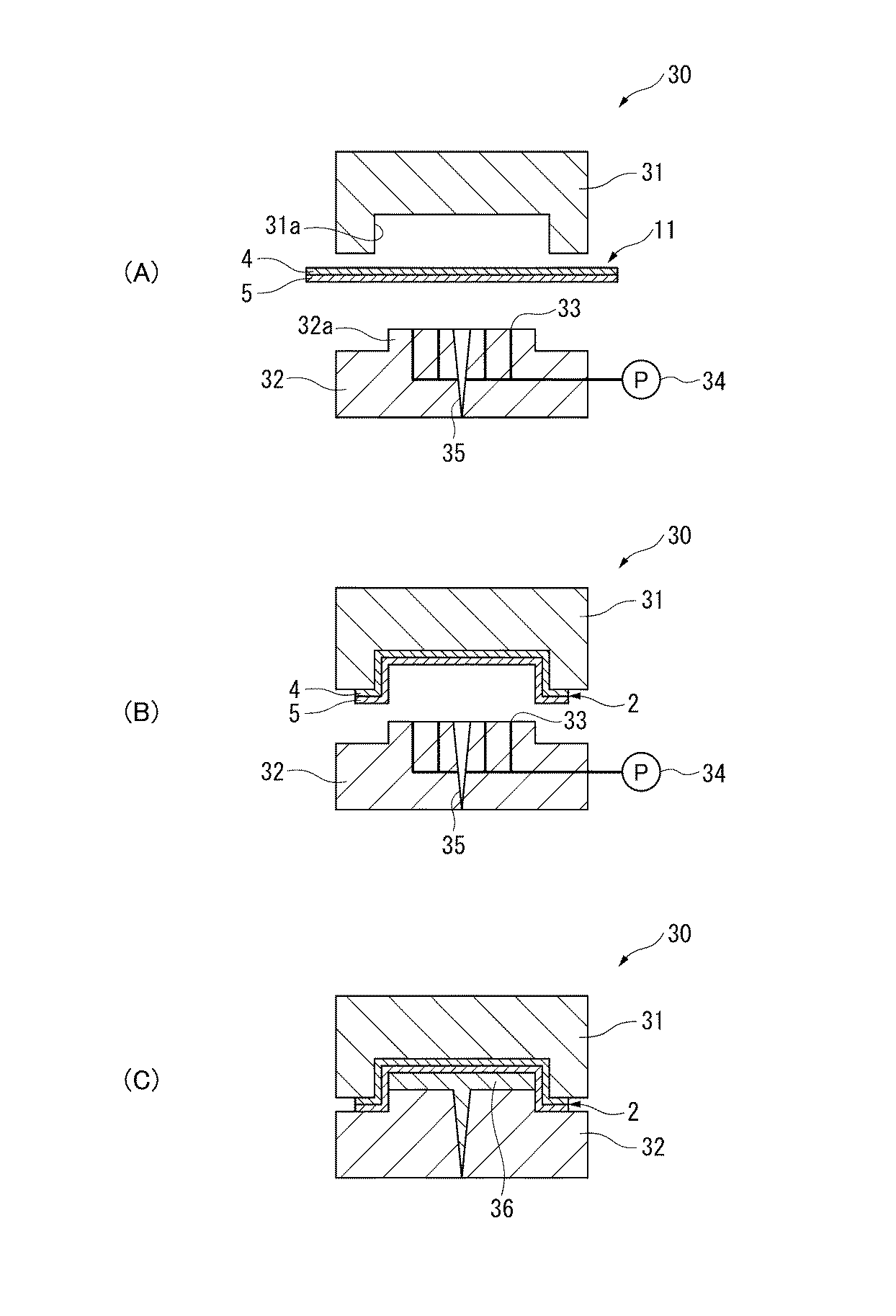
図3は、本実施形態における射出成形を説明するための概略図であり、(A)は、透明積層シートを可動型金型と固定側金型との間に配置した状態を示し、(B)は、透明積層シートを圧空成形により射出成形金型へ設置して、透明成型体を成形した状態を示し、(C)は、射出成形材料を射出充填した状態を示す。
可動側金型31は、固定側金型32に対向する面側に、所定の形状を有する凹部31aが形成されている。この凹部31aの形状が射出成形を終えた複合成型体の表面側の形状になる。
固定側金型32は、可動側金型31に対向する面側に、所定の形状を有する凸部32aが形成されている。この凸部32aの形状が射出成形を終えた複合成型体の裏面側の形状になる。
また、固定側金型32の凸部32aには、圧空成形のための空気を吹き出す空気吹き出し孔33が複数個設けられている。この空気吹き出し孔33は、固定側金型32の側面まで連通しており、固定側金型32の側面で、送気ポンプ34に接続されている。
また、固定側金型32の凸部32aの中央部分には、射出成形材料を充填するためのゲート35が設けられている。
以上のように構成された射出成形装置30を用いた複合成型体1の製造方法を説明する。
先ず、前述の製造装置10で得られた透明積層シート11を加温しておく。そして、図3(A)に示すように、上側に位置する可動側金型31と下側に位置する固定側金型32の間に、加温した透明積層シート11を、基材層4側が可動側金型31と対向するように配置する。
次いで、図3(B)に示すように、固定側金型32の空気吹き出し孔33から空気を吹き出して圧空成形し、透明積層シート11の基材層4側が可動側金型31の凹部31aに接するように賦形する。これにより透明成型体2が成形される。
射出充填された射出成形材料の熱により、透明成型体2の溶着層5は溶解される。これにより、射出成型体3は、透明成型体2と溶着層5を介して接合される。
このように、透明成型体2は基材層4と溶着層5との2層から構成され、透明成型体2と射出成型体3とを溶着層5を介して接合させるので、基材層の1層のみで構成されている透明成型体に比べて、透明成型体2と射出成型体3との接合強度を向上させた複合成型体1を得ることができる。
これにより、射出成型体3が透明成型体2と溶着層5を介して接合された複合成型体1が得られる。
なお、射出成形時の樹脂温度、射出圧力、冷却等の条件は、成型体の大きさ等に応じて適宜選択することができるが、通常は、180℃以上250℃以下、圧力5MPa以上120MPa以下にて射出し、金型温度20℃以上90℃以下程度で冷却を行うことにより実施できる。
したがって、本実施形態によれば、以下の効果を奏することができる。
(1)透明成型体2と射出成型体3とが溶着層5を介して接合されてなるため、溶着層5が射出成形時の熱で射出成型体3と接着するのに十分な程度に溶解されるので、透明成型体2と射出成型体3とを高い接着性で接合した複合成型体1を提供できる。
(2)基材層4に対する溶着層5の厚み比(溶着層5の厚み/基材層4の厚み)が1/1999以上3/4以下であるので、透明成型体2に十分な接着性と剛性とを付与できる。
(3)基材層4のポリプロピレンの融解エンタルピー(ΔH)が60J/g以上200J/g以下、溶着層5のポリプロピレンの融解エンタルピー(ΔH)が10J/g以上55J/g以下の範囲内である。そのため、基材層4は、射出成形時の熱によっても溶解されず、溶着層5は、軟化させるのに必要な加熱温度が比較的低く、射出成形時の熱で容易に溶解することができるので、射出成型体3と透明成型体2とをより高い密着性で積層できる。
(4)溶着層5のポリプロピレンのMFRが0.1g/10分以上50g/10分以下の範囲内であるので、射出成形時の熱で溶着層5が溶解する際に、適度な流動が得られるため、射出成型体3と溶着層5とを高い接着性で接着できる。また、基材層4のポリプロピレンのMFRが0.1g/10分以上50g/10分以下の範囲内であるので、寸法安定性に優れた成型体が得られる。
(6)基材層4のポリプロピレンのアイソタクチックペンタッド分率が80%以上、溶着層5のポリプロピレンが低立体規則性のポリプロピレン(熱可塑性オレフィン系エラストマー)であるとき、アイソタクチックペンタッド分率が10%以上75%以下の範囲内である。そのため、結晶性に優れ、引張特性や耐衝撃性に優れるとともに、透明性とのバランスも良好な透明成型体とすることができる。
(8)透明成型体2の基材層4および溶着層5が、80℃/秒以上の冷却速度で溶融樹脂が急冷されて形成された透明ポリプロピレンからなる層である。
このため、複雑な形状の透明成型体2でも、基材層4および溶着層5は急冷透明ポリプロピレンからなるので白化することがなく、より優れた意匠性を有した透明成型体2が得られ、この透明成型体2を備えた複合成型体1により優れた意匠性を付与できる。
すなわち、複雑な形状で部分的に伸び率150%以上に大きく伸ばされる部位がある成形でも、透明成型体2が白化することがなく、良好な加飾を提供することが期待でき、優れた意匠性を付与できる。
(10)樹脂シートの成形前の表面積Xに対する成形後の表面積Yの大きさの割合(Y/X)が1.5以上10以下の条件となる部位がある複雑形状に成形している。
すなわち、非平面状に成形される部位の変形量が多くなる表面積比(Y/X)が1.5以上10以下の複雑な形状に成形されても、急冷透明ポリプロピレンシートからなる層が白化することがなく、良好な加飾を提供することが期待でき、優れた意匠性を付与できる。
(11)透明成型体2は、樹脂シートの成形前の厚さ寸法Aに対して成形後の厚さ寸法Bの膜厚比(B/A)が0.8以下の条件となる部位がある複雑形状に成形している。
すなわち、非平面状に成形される部位の変形による伸びが大きくなる膜厚比(B/A)が0.8以下の複雑な形状に成形されても、急冷透明ポリプロピレンシートからなる層が白化することがなく、良好な加飾を提供することが期待でき、優れた意匠性を付与できる。
上記実施形態では、基材層4に急冷法により製造された急冷透明ポリプロピレンからなる層を採用したが、基材層4には必要に応じて、造核剤などの添加剤を配合することで、透明性を確保してもよい。
また、透明成型体2を構成する基材層4および溶着層5には、必要に応じて、顔料、効果防止剤、安定剤、紫外線吸収剤などの添加剤を配合してもよい。
また、上記実施形態では、透明積層シート11の製造装置10において、2層を製造する構成としたが、基材層4の1層のみ、或いは溶着層5の1層のみをそれぞれ製造する構成としてもよい。この場合、それぞれ製造した基材層4と溶着層5との積層は、ドライラミネート法等により積層すればよい。
また、上記実施形態では、射出成形により複合成型体1を製造したが、射出圧縮(射出プレス)成形により複合成型体1を製造してもよい。この射出圧縮成形は、金型開度を所望の成形品厚さ以上に開き、溶融樹脂を射出した後、金型を所望の成形品厚さに閉じて成形する方法であり、外板のように比較的大きな面積を有する成形品の射出型締め力の低減や、透明成型体の質感保護に好適である。
また、上記実施形態では、射出成形装置の金型として、凹形状と凸形状の組み合わせを挙げたが、成型体の形状に応じて、例えば、両方とも凹形状の金型を使用してもよい。
なお、実施例および比較例に示した評価方法は以下の通りである。
射出成形して複合成型体としたときの溶着層と射出樹脂の密着強度を下記のように測定し評価した。結果を以下の表1に示す。
複合成型体の透明成型体部分を25mm幅にカットし、引張り試験機にて、引張り速度0.3m/分、180°ピールにて、透明樹脂層から粘着層/基材層のフィルムを剥離し、その時の抵抗値を溶着強度とした。完全に溶着しており複合成型体から透明成型体を剥がせない場合は、「溶着」と表現した。
透明成型体の内側に塗料で黒色に着色し、透明成型体の外側から目視で白化性を評価した。透明成型体が白化している場合は、塗料で着色した黒色が白みかかって見えるので「×」とした。内側に着色した黒色が外側から目視しても鮮明(クリア)に見える場合は、透明成型体が白化していないため「◎」とした。
図2に示す製造装置を用い、以下の条件で透明積層シートを製造した。
押出機の直径:90mm
Tダイ12の幅:800mm
基材層用材料:ポリプロピレン(PP)(メルトフローレート3.3g/10分、ホモポリプロピレン)(商品名:PL500A、サンアロマー株式会社製)
溶着層用材料:プロピレン−エチレンランダム共重合体(メルトフローレート5.7g/10分、エチレン含有量2.9質量%、ランダムポリプロピレン)(商品名:プライムポリプロ、F−534N−4、株式会社プライムポリマー製)
シート状物11aの引き取り速度:10m/分
第4冷却ロール16およびエンドレスベルト17の表面温度:18℃
923℃/秒の冷却速度
凹部31aの寸法、形状:上面75mm角、底面72mm角、深さ28.5mmの断面形状が台形状
射出成形材料36:プロピレン−エチレンブロック共重合体(メルトフローレート9.0g/10分、ブロックポリプロピレン)(商品名:プライムポリプロJ−715M、株式会社プライムポリマー製)
射出成形時の樹脂温度:200℃
保圧:58.6MPa
実施例1の基材層用材料を使用し、溶着層用材料にポリプロピレン(メルトフローレート3.3g/10分、ホモポリプロピレン)(商品名:PL500A、サンアロマー株式会社製)を30質量%、低立体規則性ポリプロピレン(メルトフローレート2.8g/10分、アイソタクチックペンタッド分率70%、ランダムポリプロピレン)(商品名:プライムTPO、E−2900、株式会社プライムポリマー製)を70質量%混合した以外は実施例1と同様にして透明積層シートを製造した。この透明積層シートを用い、実施例1と同様にして複合成型体を得た。
実施例1の基材層用材料を使用し、溶着層用材料に低立体規則性ポリプロピレン(メルトフローレート2.8g/10分、アイソタクチックペンタッド分率70%、ランダムポリプロピレン)(商品名:プライムTPO、E−2900、株式会社プライムポリマー製)を使用した以外は実施例1と同様にして透明積層シートを製造した。この透明積層シートを用い、実施例1と同様にして複合成型体を得た。
実施例1の基材層用材料および溶着層用材料に、それぞれ造核剤としてゲルオールMD(新日本理化学株式会社製)を0.3%添加したものを基材層用材料および溶着層用材料として使用した以外は実施例1と同様にして透明積層シートを製造した。この透明積層シートを用い、実施例1と同様にして複合成型体を得た。
溶着層用材料を使用せず、実施例2の基材層用材料のみを使用して、Tダイ押出機により単押出した以外は実施例2と同様にして透明シートを製造した。この透明シートを用いて、実施例1と同様にして複合成型体を得た。
一方、実施例1〜4では、密着性に優れていることが確認された。この結果から、透明成型体が基材層および溶着層の2層から形成されていることで、射出成型体との密着性に優れた複合成型体が得られることが判った。
また、透明成型体の基材層および溶着層の双方に、急冷法により得られた透明ポリプロピレンからなる層を用いた実施例1〜3では、白化が生じておらず、複雑な形状の成形に優れることが判った。
Claims (11)
- ポリプロピレンからなる基材層と、ポリプロピレンからなる溶着層と、の少なくとも2層からなる透明成型体と、
射出成形により得られた射出成型体と、
を備え、
前記基材層のポリプロピレンは、示差走査型熱量分析(Differential Scanning Calorimetry:DSC)にて測定した融解エンタルピー(ΔH)が60J/g以上200J/g以下であり、
前記溶着層のポリプロピレンは、前記融解エンタルピー(ΔH)が10J/g以上55J/g以下であり、
前記透明成型体と前記射出成型体とが前記溶着層を介して接合されてなる
ことを特徴とする複合成型体。 - 請求項1に記載の複合成型体において、
前記基材層のポリプロピレンは、アイソタクチックペンタッド分率が80%以上であり、前記溶着層のポリプロピレンは、アイソタクチックペンタッド分率が10%以上75%以下である
ことを特徴とする複合成型体。 - ポリプロピレンからなる基材層と、ポリプロピレンからなる溶着層と、の少なくとも2層からなる透明成型体と、
射出成形により得られた射出成型体と、
を備え、
前記基材層のポリプロピレンは、アイソタクチックペンタッド分率が80%以上であり、
前記溶着層のポリプロピレンは、アイソタクチックペンタッド分率が10%以上75%以下であり、
前記透明成型体と前記射出成型体とが前記溶着層を介して接合されてなる
ことを特徴とする複合成型体。 - 請求項3に記載の複合成型体において、
前記基材層のポリプロピレンは、示差走査型熱量分析(Differential Scanning Calorimetry:DSC)にて測定した融解エンタルピー(ΔH)が60J/g以上200J/g以下であり、前記溶着層のポリプロピレンは、前記融解エンタルピー(ΔH)が10J/g以上55J/g以下である
ことを特徴とする複合成型体。 - 請求項1から請求項4までのいずれか一項に記載の複合成型体において、
前記透明成型体は、平均球晶半径4μm以下、断面の平均球晶数600個/mm2以下、固体密度0.896g/cm3以下、少なくとも片面の光沢が90%以上、かつ厚さが50μm以上の透明積層シートが成形されたものである
ことを特徴とする複合成型体。 - 請求項1から請求項4のいずれか一項に記載の複合成型体において、
前記透明成型体における前記基材層に対する前記溶着層の厚み比(溶着層の厚み/基材層の厚み)が、1/1999以上3/4以下である
ことを特徴とする複合成型体。 - 請求項1から請求項6のいずれか一項に記載の複合成型体において、
前記溶着層のポリプロピレンがランダムポリプロピレンであるとき、エチレン含量が1質量%以上15質量%以下である
ことを特徴とする複合成型体。 - 請求項1から請求項7のいずれか一項に記載の複合成型体において、
前記基材層のポリプロピレンは、メルトフローレート(MFR)が0.1g/10分以上50g/10分以下であり、前記溶着層のポリプロピレンは、メルトフローレート(MFR)が0.1g/10分以上50g/10分以下である
ことを特徴とする複合成型体。 - 請求項1から請求項8のいずれか一項に記載の複合成型体において、
前記基材層の前記溶着層側の面とは反対の面が印刷面である
ことを特徴とする複合成型体。 - 請求項1から請求項9のいずれか一項に記載の複合成型体において、
前記透明成型体は、非平面状に成形される前の表面積Xに対して、非平面状に成形された後の表面積Yの大きさの割合(Y/X)が、1.5以上10以下である
ことを特徴とする複合成型体。 - 請求項1から請求項10のいずれか一項に記載の複合成型体において、
前記透明成型体が、非平面状に成形される前の厚さ寸法Aに対して、非平面状に成形された後の厚さ寸法Bの膜厚比(B/A)が、0.8以下に成形された部位を少なくとも一箇所以上有して成形された
ことを特徴とする複合成型体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013074739A JP6242580B2 (ja) | 2013-03-29 | 2013-03-29 | 複合成型体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013074739A JP6242580B2 (ja) | 2013-03-29 | 2013-03-29 | 複合成型体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014198415A JP2014198415A (ja) | 2014-10-23 |
| JP6242580B2 true JP6242580B2 (ja) | 2017-12-06 |
Family
ID=52355662
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013074739A Active JP6242580B2 (ja) | 2013-03-29 | 2013-03-29 | 複合成型体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6242580B2 (ja) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6708426B2 (ja) * | 2015-02-16 | 2020-06-10 | グンゼ株式会社 | 転写加飾用基体フイルム |
| JP6917689B2 (ja) * | 2015-09-29 | 2021-08-11 | ダイヤプラスフィルム株式会社 | 加飾用シートおよび加飾用積層シート |
| JP6855957B2 (ja) * | 2016-06-30 | 2021-04-07 | 日本ポリプロ株式会社 | 加飾フィルムおよびそれを用いた加飾成形体の製造方法 |
| JP6855956B2 (ja) * | 2016-07-13 | 2021-04-07 | 日本ポリプロ株式会社 | 加飾フィルムおよびそれを用いた加飾成形体の製造方法 |
| US11511529B2 (en) | 2016-08-02 | 2022-11-29 | Japan Polypropylene Corporation | Decorative film and method for producing decorative molded body using same |
| JP7000715B2 (ja) * | 2016-08-02 | 2022-01-19 | 日本ポリプロ株式会社 | 加飾フィルムおよびそれを用いた加飾成形体の製造方法 |
| JP6943044B2 (ja) * | 2016-08-02 | 2021-09-29 | 日本ポリプロ株式会社 | 加飾フィルムおよびそれを用いた加飾成形体の製造方法 |
| JP6965629B2 (ja) * | 2016-12-08 | 2021-11-10 | 日本ポリプロ株式会社 | 加飾フィルムおよびそれを用いた加飾成形体の製造方法 |
| JP6863174B2 (ja) * | 2016-12-08 | 2021-04-21 | 日本ポリプロ株式会社 | 加飾フィルムおよびそれを用いた加飾成形体の製造方法 |
| JP6965631B2 (ja) * | 2016-12-13 | 2021-11-10 | 日本ポリプロ株式会社 | 加飾フィルム |
| DE112018000814T5 (de) * | 2017-02-14 | 2019-10-24 | Idemitsu Unitech Co., Ltd. | Laminat, Formteil und Verfahren zur Herstellung eines Formteils |
| JP6962064B2 (ja) * | 2017-03-15 | 2021-11-05 | 日本ポリプロ株式会社 | 加飾フィルムおよびそれを用いた加飾成形体の製造方法 |
| EP3683052A4 (en) * | 2017-09-12 | 2021-07-07 | Idemitsu Unitech Co., Ltd. | LAMINATE, MOLDED ARTICLE AND METHOD OF MANUFACTURING A MOLDED ARTICLE |
| CN111386185A (zh) * | 2017-11-20 | 2020-07-07 | 日本聚丙烯株式会社 | 装饰薄膜及使用其的装饰成形体的制造方法 |
| DE102018214238B3 (de) | 2018-08-23 | 2019-10-24 | BSH Hausgeräte GmbH | Dekorteil für ein wasserführendes Haushaltsgerät und wasserführendes Haushaltsgerät |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63149149A (ja) * | 1986-12-15 | 1988-06-21 | 東レ株式会社 | 熱接着性2軸配向ポリプロピレンフイルム |
| JP3209232B2 (ja) * | 1991-09-19 | 2001-09-17 | 凸版印刷株式会社 | 多層薄肉容器の製造方法 |
| JP2965973B1 (ja) * | 1998-03-13 | 1999-10-18 | 日本写真印刷株式会社 | 成形同時絵付用シートとこれを用いた成形同時絵付樹脂成形品の製造方法 |
| JP2003200537A (ja) * | 2001-10-25 | 2003-07-15 | Toray Ind Inc | 熱融着プリントラミネート用フィルムおよびプリントラミネート体 |
| JP5424547B2 (ja) * | 2007-09-28 | 2014-02-26 | 三井化学株式会社 | インモールド成形用ラベルおよびそれを用いた成形品 |
| KR101835158B1 (ko) * | 2009-10-14 | 2018-03-06 | 가부시키가이샤 유포 코포레숀 | 인몰드 성형용 라벨, 인몰드 성형품과 그 성형 방법 |
| JP5544876B2 (ja) * | 2009-12-25 | 2014-07-09 | 東ソー株式会社 | 光学補償フィルム |
-
2013
- 2013-03-29 JP JP2013074739A patent/JP6242580B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014198415A (ja) | 2014-10-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6242580B2 (ja) | 複合成型体 | |
| JP3734587B2 (ja) | ポリプロピレン系樹脂製外板及びその製造方法 | |
| JP6837453B2 (ja) | 積層体、積層体を用いた成形体及びその製造方法 | |
| JP6037920B2 (ja) | 加飾用途の成形物およびその製造方法 | |
| CN105102226B (zh) | 层压体、成形体、成形物以及成形物的制造方法 | |
| JP6779095B2 (ja) | 賦形加飾シートの製造方法 | |
| JP6037919B2 (ja) | 積層体、成形体、成形物、および、成形物の製造方法 | |
| JP6870525B2 (ja) | 加飾フィルムおよびそれを用いた加飾成形体の製造方法 | |
| JP6963392B2 (ja) | 積層体、成形体及び成形体の製造方法 | |
| JP4335073B2 (ja) | 積層シートの製造方法、積層シート及び成形品 | |
| JP2021181232A (ja) | 加飾成形体の製造方法 | |
| JP6969176B2 (ja) | 加飾フィルムおよびそれを用いた加飾成形体 | |
| JP2016141745A (ja) | 樹脂シート、成形物、樹脂シートの製造方法、および、成形物の製造方法 | |
| JP2022043256A (ja) | 加飾フィルム用樹脂組成物、加飾フィルムおよび加飾成形体の製造方法 | |
| JP7513075B2 (ja) | 加飾フィルム用樹脂組成物及びそれを用いた加飾フィルム | |
| JP3599838B2 (ja) | 多層品の製造方法 | |
| JP2018154109A (ja) | 加飾フィルムおよびそれを用いた加飾成形体の製造方法 | |
| JP5017002B2 (ja) | 多層ブロー成形品及びその製造方法 | |
| JP2018024247A (ja) | 加飾フィルムおよびそれを用いた加飾成形体の製造方法 | |
| JP6962064B2 (ja) | 加飾フィルムおよびそれを用いた加飾成形体の製造方法 | |
| JPH08207145A (ja) | 多層品及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20151210 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20161006 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20161018 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161216 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170411 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170609 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20170704 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170925 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20171003 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20171031 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20171108 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6242580 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |