JP6231908B2 - 目封止ハニカム構造体 - Google Patents
目封止ハニカム構造体 Download PDFInfo
- Publication number
- JP6231908B2 JP6231908B2 JP2014052418A JP2014052418A JP6231908B2 JP 6231908 B2 JP6231908 B2 JP 6231908B2 JP 2014052418 A JP2014052418 A JP 2014052418A JP 2014052418 A JP2014052418 A JP 2014052418A JP 6231908 B2 JP6231908 B2 JP 6231908B2
- Authority
- JP
- Japan
- Prior art keywords
- honeycomb structure
- porous body
- plugged honeycomb
- mass
- glass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL-COMBUSTION ENGINES
- F01N3/00—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust
- F01N3/02—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for cooling, or for removing solid constituents of, exhaust
- F01N3/021—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for cooling, or for removing solid constituents of, exhaust by means of filters
- F01N3/022—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for cooling, or for removing solid constituents of, exhaust by means of filters characterised by specially adapted filtering structure, e.g. honeycomb, mesh or fibrous
- F01N3/0222—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for cooling, or for removing solid constituents of, exhaust by means of filters characterised by specially adapted filtering structure, e.g. honeycomb, mesh or fibrous the structure being monolithic, e.g. honeycombs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/24—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies
- B01D46/2403—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies characterised by the physical shape or structure of the filtering element
- B01D46/2418—Honeycomb filters
- B01D46/2425—Honeycomb filters characterized by parameters related to the physical properties of the honeycomb structure material
- B01D46/24494—Thermal expansion coefficient, heat capacity or thermal conductivity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/24—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies
- B01D46/2403—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies characterised by the physical shape or structure of the filtering element
- B01D46/2418—Honeycomb filters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/24—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies
- B01D46/2403—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies characterised by the physical shape or structure of the filtering element
- B01D46/2418—Honeycomb filters
- B01D46/2425—Honeycomb filters characterized by parameters related to the physical properties of the honeycomb structure material
- B01D46/2429—Honeycomb filters characterized by parameters related to the physical properties of the honeycomb structure material of the honeycomb walls or cells
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/24—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies
- B01D46/2403—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies characterised by the physical shape or structure of the filtering element
- B01D46/2418—Honeycomb filters
- B01D46/2425—Honeycomb filters characterized by parameters related to the physical properties of the honeycomb structure material
- B01D46/24491—Porosity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/24—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies
- B01D46/2403—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies characterised by the physical shape or structure of the filtering element
- B01D46/2418—Honeycomb filters
- B01D46/2425—Honeycomb filters characterized by parameters related to the physical properties of the honeycomb structure material
- B01D46/24492—Pore diameter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/24—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies
- B01D46/2403—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies characterised by the physical shape or structure of the filtering element
- B01D46/2418—Honeycomb filters
- B01D46/2451—Honeycomb filters characterized by the geometrical structure, shape, pattern or configuration or parameters related to the geometry of the structure
- B01D46/2476—Monolithic structures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/24—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies
- B01D46/2403—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies characterised by the physical shape or structure of the filtering element
- B01D46/2418—Honeycomb filters
- B01D46/2451—Honeycomb filters characterized by the geometrical structure, shape, pattern or configuration or parameters related to the geometry of the structure
- B01D46/2478—Structures comprising honeycomb segments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J21/00—Catalysts comprising the elements, oxides, or hydroxides of magnesium, boron, aluminium, carbon, silicon, titanium, zirconium, or hafnium
- B01J21/12—Silica and alumina
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J35/00—Catalysts, in general, characterised by their form or physical properties
- B01J35/50—Catalysts, in general, characterised by their form or physical properties characterised by their shape or configuration
- B01J35/56—Foraminous structures having flow-through passages or channels, e.g. grids or three-dimensional [3D] monoliths
- B01J35/57—Honeycombs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/10—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material
- B32B3/12—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material characterised by a layer of regularly- arranged cells, e.g. a honeycomb structure
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/10—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on aluminium oxide
- C04B35/111—Fine ceramics
- C04B35/117—Composites
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/632—Organic additives
- C04B35/636—Polysaccharides or derivatives thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/632—Organic additives
- C04B35/636—Polysaccharides or derivatives thereof
- C04B35/6365—Cellulose or derivatives thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/638—Removal thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B37/00—Joining burned ceramic articles with other burned ceramic articles or other articles by heating
- C04B37/003—Joining burned ceramic articles with other burned ceramic articles or other articles by heating by means of an interlayer consisting of a combination of materials selected from glass, or ceramic material with metals, metal oxides or metal salts
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B38/00—Porous mortars, concrete, artificial stone or ceramic ware; Preparation thereof
- C04B38/0006—Honeycomb structures
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL-COMBUSTION ENGINES
- F01N3/00—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust
- F01N3/08—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous
- F01N3/10—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous by thermal or catalytic conversion of noxious components of exhaust
- F01N3/24—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous by thermal or catalytic conversion of noxious components of exhaust characterised by constructional aspects of converting apparatus
- F01N3/28—Construction of catalytic reactors
- F01N3/2803—Construction of catalytic reactors characterised by structure, by material or by manufacturing of catalyst support
- F01N3/2825—Ceramics
- F01N3/2828—Ceramic multi-channel monoliths, e.g. honeycombs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J21/00—Catalysts comprising the elements, oxides, or hydroxides of magnesium, boron, aluminium, carbon, silicon, titanium, zirconium, or hafnium
- B01J21/16—Clays or other mineral silicates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J2235/00—Indexing scheme associated with group B01J35/00, related to the analysis techniques used to determine the catalysts form or properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J2235/00—Indexing scheme associated with group B01J35/00, related to the analysis techniques used to determine the catalysts form or properties
- B01J2235/15—X-ray diffraction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J2235/00—Indexing scheme associated with group B01J35/00, related to the analysis techniques used to determine the catalysts form or properties
- B01J2235/30—Scanning electron microscopy; Transmission electron microscopy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J35/00—Catalysts, in general, characterised by their form or physical properties
- B01J35/30—Catalysts, in general, characterised by their form or physical properties characterised by their physical properties
- B01J35/31—Density
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2111/00—Mortars, concrete or artificial stone or mixtures to prepare them, characterised by specific function, property or use
- C04B2111/00474—Uses not provided for elsewhere in C04B2111/00
- C04B2111/00793—Uses not provided for elsewhere in C04B2111/00 as filters or diaphragms
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2111/00—Mortars, concrete or artificial stone or mixtures to prepare them, characterised by specific function, property or use
- C04B2111/00474—Uses not provided for elsewhere in C04B2111/00
- C04B2111/0081—Uses not provided for elsewhere in C04B2111/00 as catalysts or catalyst carriers
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2201/00—Mortars, concrete or artificial stone characterised by specific physical values
- C04B2201/30—Mortars, concrete or artificial stone characterised by specific physical values for heat transfer properties such as thermal insulation values, e.g. R-values
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3217—Aluminum oxide or oxide forming salts thereof, e.g. bauxite, alpha-alumina
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3231—Refractory metal oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3232—Titanium oxides or titanates, e.g. rutile or anatase
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3231—Refractory metal oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3232—Titanium oxides or titanates, e.g. rutile or anatase
- C04B2235/3234—Titanates, not containing zirconia
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/34—Non-metal oxides, non-metal mixed oxides, or salts thereof that form the non-metal oxides upon heating, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3427—Silicates other than clay, e.g. water glass
- C04B2235/3463—Alumino-silicates other than clay, e.g. mullite
- C04B2235/3472—Alkali metal alumino-silicates other than clay, e.g. spodumene, alkali feldspars such as albite or orthoclase, micas such as muscovite, zeolites such as natrolite
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/34—Non-metal oxides, non-metal mixed oxides, or salts thereof that form the non-metal oxides upon heating, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/349—Clays, e.g. bentonites, smectites such as montmorillonite, vermiculites or kaolines, e.g. illite, talc or sepiolite
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/36—Glass starting materials for making ceramics, e.g. silica glass
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5436—Particle size related information expressed by the size of the particles or aggregates thereof micrometer sized, i.e. from 1 to 100 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5445—Particle size related information expressed by the size of the particles or aggregates thereof submicron sized, i.e. from 0,1 to 1 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/60—Aspects relating to the preparation, properties or mechanical treatment of green bodies or pre-forms
- C04B2235/602—Making the green bodies or pre-forms by moulding
- C04B2235/6021—Extrusion moulding
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/60—Aspects relating to the preparation, properties or mechanical treatment of green bodies or pre-forms
- C04B2235/606—Drying
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/76—Crystal structural characteristics, e.g. symmetry
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/77—Density
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/80—Phases present in the sintered or melt-cast ceramic products other than the main phase
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
- C04B2235/9607—Thermal properties, e.g. thermal expansion coefficient
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/34—Oxidic
- C04B2237/343—Alumina or aluminates
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24149—Honeycomb-like
- Y10T428/24157—Filled honeycomb cells [e.g., solid substance in cavities, etc.]
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Physics & Mathematics (AREA)
- Geometry (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Structural Engineering (AREA)
- Inorganic Chemistry (AREA)
- General Engineering & Computer Science (AREA)
- Combustion & Propulsion (AREA)
- Mechanical Engineering (AREA)
- Composite Materials (AREA)
- Thermal Sciences (AREA)
- Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Filtering Materials (AREA)
- Compositions Of Oxide Ceramics (AREA)
- Porous Artificial Stone Or Porous Ceramic Products (AREA)
- Catalysts (AREA)
- Processes For Solid Components From Exhaust (AREA)
- Filtering Of Dispersed Particles In Gases (AREA)
- Nanotechnology (AREA)
Description
C−0.007×α2 ≧ 4.20 ・・・ (1)
(但し、上記式(1)において、Cは、前記多孔体を構成する材料の600℃における熱容量(J/K/cm3)を示し、αは、前記多孔体の40〜800℃における平均熱膨張係数(ppm/K)を示す。)
(但し、上記式(2)において、Cは、多孔体を構成する材料の600℃における熱容量(J/K/cm3)を示し、αは、多孔体の40〜800℃における平均熱膨張係数(ppm/K)を示す。)
C−0.007×α2 ≧ 4.20 ・・・ (3)
(但し、上記式(3)において、Cは、多孔体を構成する材料の600℃における熱容量(J/K/cm3)を示し、αは、多孔体の40〜800℃における平均熱膨張係数(ppm/K)を示す。)

実施例1においては、表1に示す、α−Al2O3の(1)、TiO2、タルクの(1)、及びマイカを用いて、成形原料を調製した。表2に、実施例1の成形原料の配合処方(単位:g)を示す。また、表2の「Al2O3/TiO2」の欄に、実施例1の成形原料に用いられるα−Al2O3の粉末に含まれる「Al2O3」と、TiO2の粉末に含まれる「TiO2」とのモル比(Al2O3/TiO2)を示す。
表2に示すような配合処方にて、実施例1と同様の方法で、目封止ハニカム構造体を作製した。実施例12においては、造孔材として添加する澱粉の量を500gとした。実施例2〜12及び参考例1〜3の目封止ハニカム構造体を構成する隔壁(多孔体)の組成を、実施例1と同様の方法で定性、定量した。表3に、実施例2〜12及び参考例1〜3の目封止ハニカム構造体を構成する隔壁(多孔体)の組成を示す。また、真密度(g/cm3)、気孔率(%)、平均細孔径(μm)、熱容量(J/K/cm3)、及びCTE(ppm/K)を、実施例1と同様の方法で測定した。測定結果を表3に示す。また、「C−0.007×α2」の値である「F」についても算出した。「F」の値を表3に示す。
表1のα−Al2O3の(1)、TiO2、タルク(1)、及びマイカを用いて、実施例1と同様の方法で、目封止ハニカム構造体を作製した。比較例1における成形原料の配合処方は、α−Al2O3の(1)を2550g、TiO2を1950g、タルクの(1)を350g、マイカを150gとした。造孔材、バインダー、及び水の添加量は、実施例1と同じにした。
比較例2においては、平均粒子径12μmのα−SiC粉末と、平均粒子径2μmのα−SiC粉末とを用いて、成形原料を調製した。上記各粉末の使用量は、平均粒子径12μmのα−SiC粉末が3000g、平均粒子径2μmのα−SiC粉末の量が2000gである。また、成形原料には、バインダーとしてのメチルセルロースを300g、適量の水を添加した。比較例2においては、上記のように成形原料を調製し、且つ、ハニカム乾燥体の焼成を、アルゴン雰囲気中、2200℃で2時間としたこと以外は、実施例1と同様の方法で、目封止ハニカム構造体を作製した。
比較例3においては、平均粒子径3μmのカオリン粉末と、平均粒子径24μmのタルク粉末と、平均粒子径6μmのアルミナ粉末と、平均粒子径21μmのシリカ粉末とを用いて、成形原料を調製した。上記各粉末の使用量は、カオリン粉末が1110g、タルク粉末が2135g、アルミナ粉末が1210g、シリカ粉末が540gである。造孔材、バインダー、及び水の添加量は、実施例1と同じにした。上記のように成形原料を調製し、且つ、ハニカム乾燥体の焼成を、1420℃で4時間としたこと以外は、実施例1と同様の方法で、目封止ハニカム構造体を作製した。
実施例1の目封止ハニカム構造体は、比較例1〜3の目封止ハニカム構造体に比して、熱容量(J/K/cm3)が大きなものであった。α−Al2O3とAl2TiO5との質量比率を変えることにより、熱容量(J/K/cm3)が変化し、実施例2〜4の目封止ハニカム構造体は、実施例1の目封止ハニカム構造体よりも熱容量(J/K/cm3)が大きなものであった。参考例1は、α−Al2O3の質量比が60質量%を下回っていた。そのため、実施例1よりも熱容量が小さかった。参考例2は、α−Al2O3の質量比が90質量%を上回っていた。そのため、実施例4よりもCTEが大きかった。参考例3,実施例5の目封止ハニカム構造体においては、ガラスの質量比率が、実施例3の目封止ハニカム構造体に比して少なくなっていた。ガラスの質量比率が少なくなると、気孔率が大きくなる傾向が確認された。目封止ハニカム構造体の隔壁の気孔率が大きくなると、強度が低下することがある。実施例6の目封止ハニカム構造体においては、ガラスの質量比率が、実施例1の目封止ハニカム構造体に比して多くなっていた。実施例6の目封止ハニカム構造体は、実施例1の目封止ハニカム構造体よりも熱容量(J/K/cm3)が小さなものであった。
Claims (13)
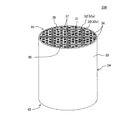
- 流体の流路となる第一端面から第二端面まで延びる複数のセルを区画形成する多孔質の隔壁を有する柱状のハニカム構造部と、
前記第一端面における所定のセルの開口部、及び前記第二端面における残余のセルの開口部に配設された目封止部と、を備え、
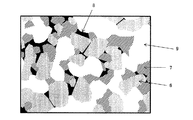
前記隔壁が、主相として40質量%以上のα−Al2O3を含み、更にチタン酸アルミニウムとガラスを含む多孔体からなり、
前記多孔体の前記α−Al 2 O 3 と前記チタン酸アルミニウムとの質量比率が、60/40〜90/10であり、
前記多孔体が、前記α−Al 2 O 3 と前記チタン酸アルミニウムと前記ガラスの合計100質量%に対して、前記ガラスを5〜15質量%含む、目封止ハニカム構造体。 - 前記多孔体は、前記チタン酸アルミニウムにFe、Mg、及びSiからなる第一群より選択される少なくとも1種の成分が固溶したものである、請求項1に記載の目封止ハニカム構造体。
- 前記チタン酸アルミニウムに含まれるAl及びTiを酸化物換算したAl2O3及びTiO2の質量と当該チタン酸アルミニウムに含まれる固溶成分を酸化物換算した質量の合計質量に対する、当該チタン酸アルミニウムに含まれる前記固溶成分のうちのFe、Mg、及びSiを酸化物換算したFe2O3、MgO、及びSiO2の各質量の比率が、0.1〜10.0質量%である、請求項2に記載の目封止ハニカム構造体。
- 前記ガラスが、SiO2、及びAl2O3を含む、請求項1〜3のいずれか一項に記載の目封止ハニカム構造体。
- 前記ガラスが、アルカリ金属、アルカリ土類金属、Ti、及びFeからなる群より選択される少なくとも1種の成分からなる酸化物を更に含む、請求項4に記載の目封止ハニカム構造体。
- 前記多孔体を構成する材料の真密度が、3.65〜3.85g/cm3である、請求項1〜5のいずれか一項に記載の目封止ハニカム構造体。
- 前記多孔体を構成する材料の600℃における熱容量が、4.25〜4.50J/K/cm3である、請求項1〜6のいずれか一項に記載の目封止ハニカム構造体。
- 前記多孔体の40〜800℃における平均熱膨張係数が、2.5〜6.0ppm/Kである、請求項1〜7のいずれか一項に記載の目封止ハニカム構造体。
- 前記多孔体が、下記式(1)の関係を満たす、請求項1〜8のいずれか一項に記載の目封止ハニカム構造体。
C−0.007×α2 ≧ 4.20 ・・・ (1)
(但し、上記式(1)において、Cは、前記多孔体を構成する材料の600℃における熱容量(J/K/cm3)を示し、αは、前記多孔体の40〜800℃における平均熱膨張係数(ppm/K)を示す。) - 前記多孔体の気孔率が、20〜50%である、請求項1〜9のいずれか一項に記載の目封止ハニカム構造体。
- 前記多孔体の平均細孔径が、5〜20μmである、請求項1〜10のいずれか一項に記載の目封止ハニカム構造体。
- 前記ハニカム構造部が、前記隔壁を有する柱状のハニカムセグメントを、複数個有し、複数個の前記ハニカムセグメントの互いの側面同士が対向するように隣接して配置された状態で接合されたセグメント構造である、請求項1〜11のいずれか一項に記載の目封止ハニカム構造体。
- 前記ハニカム構造部の前記隔壁の表面及び前記隔壁の細孔のうちの少なくとも一方に、排ガス浄化用の触媒が担持されている、請求項1〜12のいずれか一項に記載の目封止ハニカム構造体。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014052418A JP6231908B2 (ja) | 2014-03-14 | 2014-03-14 | 目封止ハニカム構造体 |
| US14/621,586 US9506384B2 (en) | 2014-03-14 | 2015-02-13 | Plugged honeycomb structure |
| EP15157950.5A EP2918565B1 (en) | 2014-03-14 | 2015-03-06 | Plugged honeycomb structure |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014052418A JP6231908B2 (ja) | 2014-03-14 | 2014-03-14 | 目封止ハニカム構造体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015174036A JP2015174036A (ja) | 2015-10-05 |
| JP6231908B2 true JP6231908B2 (ja) | 2017-11-15 |
Family
ID=52874926
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014052418A Expired - Fee Related JP6231908B2 (ja) | 2014-03-14 | 2014-03-14 | 目封止ハニカム構造体 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US9506384B2 (ja) |
| EP (1) | EP2918565B1 (ja) |
| JP (1) | JP6231908B2 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017169363A1 (ja) * | 2016-03-31 | 2017-10-05 | 日本碍子株式会社 | モノリス型基材及びその製造方法 |
| JP6756530B2 (ja) * | 2016-07-05 | 2020-09-16 | イビデン株式会社 | ハニカム構造体及びハニカム構造体の製造方法 |
| EP3505244B1 (en) * | 2016-08-26 | 2021-09-22 | N.E. Chemcat Corporation | Honeycomb structure, honeycomb structure type catalyst, and production methods therefor |
| JP7049156B2 (ja) * | 2018-03-30 | 2022-04-06 | 日本碍子株式会社 | ハニカムフィルタ |
| DE112019005966T5 (de) | 2018-11-30 | 2021-08-19 | Ngk Insulators, Ltd. | Wabenstruktur und Abgasreinigungsvorrichtung |
| CN113614292B (zh) * | 2019-03-28 | 2024-08-23 | 日本碍子株式会社 | 半导体膜 |
| CN113336534B (zh) * | 2021-06-28 | 2023-06-02 | 武汉理工大学 | 一种不含锂矿物的低热膨胀日用陶瓷及其制备方法 |
| CN119140081B (zh) * | 2024-11-14 | 2025-03-25 | 安徽中鼎美达环保科技有限公司 | 一种颗粒捕集器及其制备方法 |
Family Cites Families (38)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4483944A (en) * | 1983-07-27 | 1984-11-20 | Corning Glass Works | Aluminum titanate-mullite ceramic articles |
| CA1260909A (en) * | 1985-07-02 | 1989-09-26 | Koichi Saito | Exhaust gas cleaning catalyst and process for production thereof |
| US5198007A (en) * | 1991-12-05 | 1993-03-30 | The Dow Chemical Company | Filter including a porous discriminating layer on a fused single crystal acicular ceramic support, and method for making the same |
| US6300263B1 (en) * | 1999-12-16 | 2001-10-09 | Corning Incorporated | Low-expansion cordierite glass ceramics |
| EP1301261B1 (en) * | 2000-06-01 | 2011-07-13 | Corning Incorporated | Cordierite body |
| JP4284588B2 (ja) * | 2003-01-10 | 2009-06-24 | トヨタ自動車株式会社 | 排ガス浄化フィルタ触媒 |
| ATE481151T1 (de) * | 2003-02-28 | 2010-10-15 | Ibiden Co Ltd | Keramische wabenstruktur |
| JP4945056B2 (ja) * | 2003-09-12 | 2012-06-06 | オーセラ株式会社 | 排ガス浄化触媒用ハニカム担体及びその製造方法 |
| WO2005105705A1 (ja) * | 2004-04-30 | 2005-11-10 | Ngk Insulators, Ltd. | ハニカム構造体及びその製造方法 |
| EP1930058A3 (en) * | 2004-05-18 | 2008-07-30 | Ibiden Co., Ltd. | Honeycomb structural body and exhaust gas purifying device |
| US7071135B2 (en) * | 2004-09-29 | 2006-07-04 | Corning Incorporated | Ceramic body based on aluminum titanate and including a glass phase |
| JP5191657B2 (ja) * | 2004-12-27 | 2013-05-08 | イビデン株式会社 | セラミックハニカム構造体 |
| EP1726698B1 (en) * | 2005-03-02 | 2013-07-10 | Ibiden Co., Ltd. | Inorganic fiber aggregate, method for producing inorganic fiber aggregate, honeycomb structure and method for producing honeycomb structure |
| JP4870559B2 (ja) * | 2005-03-28 | 2012-02-08 | イビデン株式会社 | ハニカム構造体 |
| US8119075B2 (en) * | 2005-11-10 | 2012-02-21 | Basf Corporation | Diesel particulate filters having ultra-thin catalyzed oxidation coatings |
| JPWO2007097056A1 (ja) * | 2006-02-23 | 2009-07-09 | イビデン株式会社 | ハニカム構造体および排ガス浄化装置 |
| WO2007102561A1 (ja) * | 2006-03-07 | 2007-09-13 | Ngk Insulators, Ltd. | セラミック構造体及びその製造方法 |
| KR101081638B1 (ko) * | 2006-03-30 | 2011-11-09 | 엔지케이 인슐레이터 엘티디 | 접합체, 허니컴 세그먼트 접합체, 및 그것을 이용한 허니컴 구조체 |
| US7618699B2 (en) * | 2006-06-30 | 2009-11-17 | Corning Incorporated | Low-microcracked, porous ceramic honeycombs and methods of manufacturing same |
| US7927682B2 (en) * | 2006-06-30 | 2011-04-19 | Corning Incorporated | Low-microcracked, porous ceramic honeycombs and methods of manufacturing same |
| EP2069261A2 (en) | 2006-08-29 | 2009-06-17 | Corning Incorporated | Glass bonded ceramic structures |
| JP2008136981A (ja) | 2006-12-05 | 2008-06-19 | Tokyo Yogyo Co Ltd | ハニカム構造体 |
| US20080138569A1 (en) | 2006-12-11 | 2008-06-12 | Adam Kent Collier | Alpha-alumina inorganic membrane support and method of making the same |
| JPWO2008078799A1 (ja) * | 2006-12-27 | 2010-04-30 | 日本碍子株式会社 | ハニカム構造体及びその製造方法 |
| KR20090125033A (ko) | 2007-03-27 | 2009-12-03 | 니뽄 가이시 가부시키가이샤 | 밀봉 허니컴 구조체 |
| EP2158956B1 (en) * | 2007-04-27 | 2014-10-08 | NGK Insulators, Ltd. | Honeycomb filter |
| CN101861288B (zh) * | 2007-11-14 | 2013-05-22 | 日立金属株式会社 | 钛酸铝质陶瓷蜂窝状结构体、其制造方法及用于制造其的原料粉末 |
| WO2009156652A1 (fr) * | 2008-05-29 | 2009-12-30 | Saint-Gobain Centre De Recherches Et D'etudes Europeen | Structure en nid d'abeille a base de titanate d'aluminium |
| CN102046561A (zh) * | 2008-05-30 | 2011-05-04 | 康宁股份有限公司 | 低背压的多孔蜂窝体及其制备方法 |
| WO2010110011A1 (ja) * | 2009-03-26 | 2010-09-30 | 日本碍子株式会社 | ハニカムフィルタ及びハニカムフィルタの製造方法 |
| WO2011061835A1 (ja) * | 2009-11-19 | 2011-05-26 | イビデン株式会社 | ハニカム構造体及び排ガス浄化装置 |
| WO2011061836A1 (ja) * | 2009-11-19 | 2011-05-26 | イビデン株式会社 | ハニカム構造体及び排ガス浄化装置 |
| EP2554236B1 (en) | 2010-03-31 | 2020-07-08 | NGK Insulators, Ltd. | Honeycomb filter |
| JP5597153B2 (ja) * | 2011-03-24 | 2014-10-01 | 日本碍子株式会社 | ハニカムフィルタ及びその製造方法 |
| WO2012132004A1 (ja) * | 2011-03-31 | 2012-10-04 | イビデン株式会社 | ハニカム構造体及び排ガス浄化装置 |
| MX2015008461A (es) * | 2012-12-27 | 2015-09-23 | Sumitomo Chemical Co | Filtro en forma de panal y metodo para produccion para el mismo, y ceramica basada en titanato de aluminio y metodo de produccion para la misma. |
| JP6231909B2 (ja) * | 2014-03-14 | 2017-11-15 | 日本碍子株式会社 | 目封止ハニカム構造体及びその製造方法 |
| US9487448B2 (en) * | 2014-03-18 | 2016-11-08 | Ngk Insulators, Ltd. | Honeycomb structure |
-
2014
- 2014-03-14 JP JP2014052418A patent/JP6231908B2/ja not_active Expired - Fee Related
-
2015
- 2015-02-13 US US14/621,586 patent/US9506384B2/en active Active
- 2015-03-06 EP EP15157950.5A patent/EP2918565B1/en not_active Not-in-force
Also Published As
| Publication number | Publication date |
|---|---|
| US9506384B2 (en) | 2016-11-29 |
| US20150260065A1 (en) | 2015-09-17 |
| JP2015174036A (ja) | 2015-10-05 |
| EP2918565A1 (en) | 2015-09-16 |
| EP2918565B1 (en) | 2018-07-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6231908B2 (ja) | 目封止ハニカム構造体 | |
| JP6231909B2 (ja) | 目封止ハニカム構造体及びその製造方法 | |
| JP5981854B2 (ja) | ハニカムフィルタ、及びその製造方法 | |
| US11033885B2 (en) | Ceramic honeycomb structure and its production method | |
| JP6077484B2 (ja) | ハニカム構造体 | |
| US7473464B2 (en) | Porous material and method for production thereof | |
| JP6081951B2 (ja) | ハニカム構造体の製造方法 | |
| JPWO2009063997A1 (ja) | チタン酸アルミニウム質セラミックハニカム構造体、その製造方法、及びそれを製造するための原料粉末 | |
| JP2005530616A (ja) | Dpf用途向けのケイ酸アルミニウムマグネシウム構造体 | |
| JP6231910B2 (ja) | 目封止ハニカム構造体 | |
| CN114950029B (zh) | 多孔质蜂窝结构体及其制造方法 | |
| JP4495152B2 (ja) | ハニカム構造体及びその製造方法 | |
| JP2014108404A (ja) | ハニカム触媒体 | |
| CN104995154A (zh) | 堇青石铝镁钛酸盐组合物和包括该组合物的陶瓷制品 | |
| JP6373782B2 (ja) | ハニカム構造体 | |
| JP4900820B2 (ja) | セラミックハニカムフィルタ | |
| JP5469335B2 (ja) | 炭化珪素質多孔体及びその製造方法 | |
| JP6295111B2 (ja) | 目封止ハニカム構造体 | |
| JP6231911B2 (ja) | 目封止ハニカム構造体 | |
| JP2020049428A (ja) | ハニカムフィルタ | |
| JP6483468B2 (ja) | ハニカム構造体 | |
| JP6257967B2 (ja) | 多孔質材料、ハニカム構造体及びハニカムフィルタ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20161017 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170412 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170425 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170626 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170808 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170928 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20171017 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20171020 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6231908 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |