JP6185813B2 - イメージセンサ用ウエハ積層体の分断方法並びに分断装置 - Google Patents
イメージセンサ用ウエハ積層体の分断方法並びに分断装置 Download PDFInfo
- Publication number
- JP6185813B2 JP6185813B2 JP2013203711A JP2013203711A JP6185813B2 JP 6185813 B2 JP6185813 B2 JP 6185813B2 JP 2013203711 A JP2013203711 A JP 2013203711A JP 2013203711 A JP2013203711 A JP 2013203711A JP 6185813 B2 JP6185813 B2 JP 6185813B2
- Authority
- JP
- Japan
- Prior art keywords
- wafer
- glass
- along
- line
- silicon
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 21
- 238000005520 cutting process Methods 0.000 claims description 64
- 239000011521 glass Substances 0.000 claims description 64
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 claims description 63
- 229910052710 silicon Inorganic materials 0.000 claims description 63
- 239000010703 silicon Substances 0.000 claims description 63
- 238000003825 pressing Methods 0.000 claims description 29
- 229910003460 diamond Inorganic materials 0.000 claims description 22
- 239000010432 diamond Substances 0.000 claims description 22
- 239000011347 resin Substances 0.000 claims description 9
- 229920005989 resin Polymers 0.000 claims description 9
- 238000005096 rolling process Methods 0.000 claims description 9
- 230000015572 biosynthetic process Effects 0.000 claims description 8
- 238000005201 scrubbing Methods 0.000 claims description 4
- 241000724291 Tobacco streak virus Species 0.000 claims 1
- 239000002173 cutting fluid Substances 0.000 description 9
- 239000000463 material Substances 0.000 description 5
- 238000005192 partition Methods 0.000 description 5
- 239000002699 waste material Substances 0.000 description 5
- 239000012530 fluid Substances 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 229910000679 solder Inorganic materials 0.000 description 4
- 239000004020 conductor Substances 0.000 description 3
- 230000003028 elevating effect Effects 0.000 description 3
- 230000000149 penetrating effect Effects 0.000 description 3
- 239000000758 substrate Substances 0.000 description 3
- 238000001035 drying Methods 0.000 description 2
- 238000005406 washing Methods 0.000 description 2
- 230000037303 wrinkles Effects 0.000 description 2
- 241000699670 Mus sp. Species 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
Images









Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L27/00—Devices consisting of a plurality of semiconductor or other solid-state components formed in or on a common substrate
- H01L27/14—Devices consisting of a plurality of semiconductor or other solid-state components formed in or on a common substrate including semiconductor components sensitive to infrared radiation, light, electromagnetic radiation of shorter wavelength or corpuscular radiation and specially adapted either for the conversion of the energy of such radiation into electrical energy or for the control of electrical energy by such radiation
- H01L27/144—Devices controlled by radiation
- H01L27/146—Imager structures
- H01L27/14683—Processes or apparatus peculiar to the manufacture or treatment of these devices or parts thereof
- H01L27/14687—Wafer level processing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/67005—Apparatus not specifically provided for elsewhere
- H01L21/67011—Apparatus for manufacture or treatment
- H01L21/67092—Apparatus for mechanical treatment
Description
シリコンウエハ2の上面(接合面側)にはフォトダイオード領域(センシング領域)3が形成され、その周囲を樹脂隔壁4が格子状に取り囲むように配置することで、フォトダイオード領域3が設けられた内側空間が気密状態になるようにしてある。さらに、(フォトダイオード領域3の外側の)シリコンウエハ2の上面には金属パッド5が形成され、この金属パッド5が形成された部分の直下にはシリコンウエハ2を上下に貫通するビア(貫通孔)6が形成されている。ビア6には電気的導電性に優れた導電材7が充填され、ビア6下端にははんだバンプ8が形成されている。このように、ビア6を形成するとともに導電材7を充填して電気的接続を行う構成をTSV(Through Silicon Via)という。
なお、上記したはんだバンプ8の下面に、所定の電気回路がパターニングされたPCB基板など(図示略)が接合される。
ここで、押圧部材は、シリコンウエハの外表面側から押しつけてもよく、ガラスウエハの外表面側から押しつけてもよいが、一般にガラスウエハの方が分断されにくい傾向があるため、シリコンウエハの外表面側から押しつけることが好ましい。
また、ガラススクライブ工程とシリコンスクライブ工程とはどちらを先に実行してもよく、ガラスウエハの外表面とシリコンウエハの外表面とを同時にスクライブしてもよいが、特に分断工程においてシリコンウエハの外表面に押圧部材を押しつける場合には、ウエハ積層体の反転等の点より、ガラススクライブ工程を先に実行することが好ましい。
本発明において、前記ガラス用スクライビングホイールは、円周稜線に沿って溝又は切欠きが形成され、残存した稜線(突起)が刃先となるスクライビングホイールであって、ガラスウエハへのカカリ及び/又はスクライブラインに沿って形成される垂直クラックのガラスウエハの厚み方向への伸展(浸透性)が良好なスクライビングホイールとしてもよく、また、円周稜線に沿って溝及び切欠きが形成されていない通常のスクライビングホイールであってもよい。前記ガラス用スクライビングホイールは、円周稜線に対して垂直方向の断面における刃先先端の角度(刃先角度)が、例えば、95度〜155度であることが好ましい。
一方、前記シリコン用スクライビングホイールは、円周稜線に沿って溝及び切欠きが形成されていない通常のスクライビングホイールであり、刃先角度が、ガラス用スクライビングホイールの刃先角度よりも小さいスクライビングホイール(例えば、刃先角度:85度〜135度)であることが好ましい。
なお、上述したガラス用スクライビングホイールとシリコン用スクライビングホイールの好ましい範囲は一部重複しているが(95度〜135度)、たとえ、この数値範囲のホイールを使用する場合であっても、シリコン用スクライビングホイールの刃先角度が、ガラス用スクライビングホイールの刃先角度よりも相対的に小さくなるように組み合わせたホイールの対を使用することが必要である。
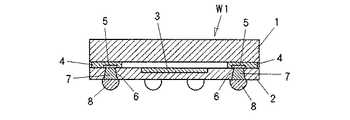
図1は本発明の分断方法の第一段階である、加工対象となるCMOSイメージセンサ用のウエハ積層体Wの一部断面を示すものである。ウエハ積層体Wの構造は、上述した図8〜図10に示したものと基本的に同じ構造である。
すなわち、母体となる大面積(例えば直径8インチ)のガラスウエハ1と、その下面側に配置されるシリコンウエハ2とが格子状の樹脂隔壁4を介して接合される。
シリコンウエハ2の上面(接合面側)にはフォトダイオード形成領域(センシング領域)3が設けられている。フォトダイオード領域3にはフォトダイオードアレイが形成されており、イメージセンサの受光面として機能する。そして、フォトダイオード領域3近傍には、金属パッド5が形成され、この金属パッド5が形成された部分の直下にはシリコンウエハ2を上下に貫通するビア(貫通孔)6が形成されている。ビア6には電気的導電性に優れた導電材7が充填され(TSV)、ビア6下端にははんだバンプ8が形成されている。なお、上記したはんだバンプ8の下面に、所定の電気回路がパターニングされたPCB基板など(図示略)が接合される。
このCMOSイメージセンサ用ウエハ積層体Wは、図10に示したようにX−Y方向に延びる格子状の分断予定ラインLに沿って分断されることにより個片化され、チップサイズの単位製品であるウエハレベルパッケージW1が取り出されることになる。
スクライビングホイール10は、超硬合金や焼結ダイヤモンドなどの工具特性に優れた材料で形成されており、円周稜線(外周面)に刃先10aが形成されている。具体的には直径が1〜6mm、好ましくは1.5〜4mmで刃先角度が85〜150度、好ましくは105〜140度のものを使用するのが好ましいが、加工されるガラスウエハ1の厚みや種類に応じて適宜選択される。
このスクライビングホイール10はガラス用であり、ホルダ11に回転可能に支持され、昇降機構12を介してスクライブ機構Aのスクライブヘッド24(図7参照)に取り付けられている。
ダイヤモンドポイントカッタ25は、図6に示すように、刃体25aの先端下面にダイヤモンドによる突状の刃先25bを備えており、ホルダ26に取り付けられている。ホルダ26は、スクライビングホイール10と同様に、昇降機構27を介して上記したスクライブ機構Aのスクライブヘッド24に保持され、分断予定ラインの方向に沿って移動できるように形成されている。
この撓みによる分断において、ガラスウエハ1もシリコンウエハ2もそれぞれのスクライブラインS1、S2から亀裂が厚み方向に浸透して分断されるものであるから、従来のダイシングソーによる切削加工の場合のような切削幅を必要とせず、材料を有効利用することができるとともに、切削による場合のようなチッピングや切屑などの発生を抑制することができて、きれいな切断面で歩留まりよく分断することができる。
また、ダイヤモンドポイントカッタ25に換えて、ガラス用スクライビングホイール10よりも刃先角度が小さいシリコン用スクライビングホイールを使用してもよい。
その他本発明ではその目的を達成し、請求の範囲を逸脱しない範囲内で適宜修正、変更することが可能である。
S1 ガラスウエハのスクライブライン
S2 シリコンウエハのスクライブライン
W ウエハ積層体
W1 ウエハレベルパッケージ
1 ガラスウエハ
2 シリコンウエハ
10 スクライビングホイール
10a 刃先
14 押圧部材
15 テーブル
25 ダイヤモンドポイントカッタ
25a 刃体
25b 刃先
Claims (3)
- ガラスウエハと、複数のフォトダイオード形成領域が縦横にパターン形成されたシリコンウエハとが、前記各フォトダイオード形成領域を囲むように配置された樹脂層を介して貼り合わされた構造を有するイメージセンサ用のウエハ積層体の分断方法であって、
円周稜線に沿って所定の刃先角度を有する刃先が形成されたガラス用スクライビングホイールを、前記ガラスウエハの外表面の分断予定ラインに沿って押圧しながら転動させることによって、ガラスウエハの外表面にスクライブラインを形成するガラススクライブ工程、及び、
先端にダイヤモンドによる突状の刃先を有するダイヤモンドポイントカッタ、又は、前記ガラス用スクライビングホイールよりも円周稜線に沿った刃先角度が小さい刃先が形成されたシリコン用スクラビングホイールを、前記シリコンウエハの外表面の分断予定ラインに沿って押圧しながら移動又は転動させることによって、シリコンウエハの外表面にスクライブラインを形成するシリコンスクライブ工程を有し、
ガラススクライブ工程及びシリコンスクライブ工程に次いで、前記シリコンウエハの外表面側、又は、ガラスウエハの外表面側から前記スクライブラインに沿って押圧部材を押しつけることにより、前記ウエハ積層体を撓ませてガラスウエハ並びにシリコンウエハを、それぞれのスクライブラインに沿って分断する分断工程を有するようにしたイメージセンサ用のウエハ積層体の分断方法。 - 前記ウエハ積層体は、TSVが形成されているCMOSイメージセンサ用であることを特徴とする請求項1に記載のイメージセンサ用のウエハ積層体の分断方法。
- ガラスウエハと、複数のフォトダイオード形成領域が縦横にパターン形成されたシリコンウエハとが、前記各フォトダイオード形成領域を囲むように配置された樹脂層を介して貼り合わされた構造を有するイメージセンサ用のウエハ積層体の分断装置であって、
リング体からなり円周稜線に沿って所定の刃先角度を有し、前記ガラスウエハの外表面の分断予定ラインに沿って押圧しながら転動することによって、前記ガラスウエハの外表面にスクライブラインを形成するガラス用スクライビングホイールと、
先端部にダイヤモンドによる突状の刃先が形成され、前記シリコンウエハの外表面の分断予定ラインに沿って押圧しながら移動することによって、シリコンウエハの外表面にスクライブラインを形成するダイヤモンドポイントカッタ、又は、前記ガラス用スクライビングホイールよりも円周稜線に沿った刃先角度が小さく、前記シリコンウエハの外表面の分断予定ラインに沿って押圧しながら転動することによって、シリコンウエハの外表面にスクライブラインを形成するシリコン用スクラビングホイールとのいずれかと、
前記シリコンウエハの外表面側又は前記ガラスウエハの外表面側から前記スクライブラインに沿って押圧することにより、前記ウエハ積層体を撓ませて、ガラスウエハ並びにシリコンウエハを前記それぞれのスクライブラインに沿って分断する押圧部材とを備えたことを特徴とするイメージセンサ用のウエハ積層体の分断装置。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013203711A JP6185813B2 (ja) | 2013-09-30 | 2013-09-30 | イメージセンサ用ウエハ積層体の分断方法並びに分断装置 |
| TW103114174A TWI603392B (zh) | 2013-09-30 | 2014-04-18 | Breaking method and breaking device of wafer laminated body for image sensor |
| KR1020140053029A KR102243262B1 (ko) | 2013-09-30 | 2014-05-01 | 이미지 센서용 웨이퍼 적층체의 분단 방법 및 분단 장치 |
| CN201410364813.9A CN104517826B (zh) | 2013-09-30 | 2014-07-28 | 影像感测器用的晶圆积层体的分断方法及分断装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013203711A JP6185813B2 (ja) | 2013-09-30 | 2013-09-30 | イメージセンサ用ウエハ積層体の分断方法並びに分断装置 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014178623A Division JP5913489B2 (ja) | 2014-09-03 | 2014-09-03 | イメージセンサ用ウエハ積層体のスクライブライン形成及び分断方法並びにスクライブライン形成及び分断装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015070135A JP2015070135A (ja) | 2015-04-13 |
| JP6185813B2 true JP6185813B2 (ja) | 2017-08-23 |
Family
ID=52792961
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013203711A Active JP6185813B2 (ja) | 2013-09-30 | 2013-09-30 | イメージセンサ用ウエハ積層体の分断方法並びに分断装置 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP6185813B2 (ja) |
| KR (1) | KR102243262B1 (ja) |
| CN (1) | CN104517826B (ja) |
| TW (1) | TWI603392B (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6610026B2 (ja) | 2015-06-23 | 2019-11-27 | 三星ダイヤモンド工業株式会社 | スクライブ装置 |
| JP6578759B2 (ja) | 2015-06-29 | 2019-09-25 | 三星ダイヤモンド工業株式会社 | ブレイク装置 |
| JP6696263B2 (ja) * | 2015-09-29 | 2020-05-20 | 三星ダイヤモンド工業株式会社 | 脆性材料基板のスクライブ方法及びスクライブヘッドユニット |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0590403A (ja) | 1991-08-01 | 1993-04-09 | Disco Abrasive Syst Ltd | 切削装置 |
| JPH06244279A (ja) | 1993-02-19 | 1994-09-02 | Fujitsu Miyagi Electron:Kk | ダイシングソー |
| JP2002224929A (ja) | 2001-01-30 | 2002-08-13 | Takemoto Denki Seisakusho:Kk | 板状被加工物の切削装置 |
| TWI226877B (en) * | 2001-07-12 | 2005-01-21 | Mitsuboshi Diamond Ind Co Ltd | Method of manufacturing adhered brittle material substrates and method of separating adhered brittle material substrates |
| JP2003051464A (ja) | 2001-08-03 | 2003-02-21 | Takemoto Denki Seisakusho:Kk | 板状被加工物の切削装置における切削検査手段 |
| DE60331423D1 (de) * | 2002-04-01 | 2010-04-08 | Mitsuboshi Diamond Ind Co Ltd | Teilverfahren für substrat aus zerbrechlichem material und das verfahren verwendende teilvorrichtung |
| JP2005001264A (ja) * | 2003-06-12 | 2005-01-06 | Sharp Corp | 分断装置および分断方法 |
| TWI241018B (en) * | 2003-12-19 | 2005-10-01 | Chipmos Technologies Inc | Method for manufacturing wafer level image sensor package with chip on glass configuration and structure of the same |
| KR100608420B1 (ko) * | 2004-11-01 | 2006-08-02 | 동부일렉트로닉스 주식회사 | 이미지 센서 칩 패키지 및 그 제조방법 |
| US7415916B2 (en) * | 2005-01-24 | 2008-08-26 | Micro Processing Technology, Inc. | Scribing system with particle remover |
| KR20070117183A (ko) * | 2006-06-07 | 2007-12-12 | 삼성전자주식회사 | 스크라이브 장비 및 이를 이용한 스크라이브 방법 |
| JP2009010261A (ja) * | 2007-06-29 | 2009-01-15 | Fujikura Ltd | 半導体パッケージおよびその製造方法 |
| JP5198142B2 (ja) * | 2008-05-14 | 2013-05-15 | シャープ株式会社 | 電子素子モジュールの製造方法 |
| JP5395446B2 (ja) * | 2009-01-22 | 2014-01-22 | ルネサスエレクトロニクス株式会社 | 半導体装置および半導体装置の製造方法 |
| TWI488824B (zh) * | 2011-12-05 | 2015-06-21 | Mitsuboshi Diamond Ind Co Ltd | The method and scribing device of glass substrate |
| JP2013122984A (ja) * | 2011-12-12 | 2013-06-20 | Canon Inc | 半導体素子の製造方法 |
| JP5810921B2 (ja) * | 2012-01-06 | 2015-11-11 | 凸版印刷株式会社 | 半導体装置の製造方法 |
-
2013
- 2013-09-30 JP JP2013203711A patent/JP6185813B2/ja active Active
-
2014
- 2014-04-18 TW TW103114174A patent/TWI603392B/zh not_active IP Right Cessation
- 2014-05-01 KR KR1020140053029A patent/KR102243262B1/ko active IP Right Grant
- 2014-07-28 CN CN201410364813.9A patent/CN104517826B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| KR20150037476A (ko) | 2015-04-08 |
| CN104517826A (zh) | 2015-04-15 |
| KR102243262B1 (ko) | 2021-04-21 |
| JP2015070135A (ja) | 2015-04-13 |
| TW201513191A (zh) | 2015-04-01 |
| CN104517826B (zh) | 2018-06-19 |
| TWI603392B (zh) | 2017-10-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2015097223A (ja) | ウエハ積層体の分断方法並びに分断装置 | |
| JP6005708B2 (ja) | イメージセンサ用ウエハ積層体の分断方法及び分断装置 | |
| JP6140030B2 (ja) | イメージセンサ用ウエハ積層体の分断方法 | |
| JP6185813B2 (ja) | イメージセンサ用ウエハ積層体の分断方法並びに分断装置 | |
| JP2011060985A (ja) | 電子部品の製造方法 | |
| TWI582843B (zh) | The manufacturing method of the attached wafer | |
| JP5913489B2 (ja) | イメージセンサ用ウエハ積層体のスクライブライン形成及び分断方法並びにスクライブライン形成及び分断装置 | |
| JP5156085B2 (ja) | 貼り合せ基板の分断方法 | |
| JP5156080B2 (ja) | 貼り合せ基板のスクライブ方法 | |
| JP5639634B2 (ja) | 基板分断システム | |
| CN110600372B (zh) | 一种晶圆的三面切割方法 | |
| JP6185792B2 (ja) | 半導体ウエハの分断方法 | |
| JP2011218607A (ja) | 基板分割装置および基板分割方法 | |
| JP2012043889A (ja) | 半導体ウェーハのダイシング方法 | |
| JP2006059914A (ja) | 半導体装置の製造方法及び半導体装置 | |
| JP4643464B2 (ja) | パッケージ基板の分割方法および分割装置 | |
| JP6267566B2 (ja) | 溝加工ツール並びにこの溝加工ツールを取り付けたスクライブ装置 | |
| JP2010251416A (ja) | 半導体装置の製造方法 | |
| JP5160628B2 (ja) | 貼り合せ基板の分断方法 | |
| JP5161952B2 (ja) | 貼り合せ基板の分断方法 | |
| CN105826180A (zh) | 影像传感器用晶圆积层体的分断方法及分断装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160726 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170406 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170418 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170418 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170704 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170728 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6185813 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |