JP6005708B2 - イメージセンサ用ウエハ積層体の分断方法及び分断装置 - Google Patents
イメージセンサ用ウエハ積層体の分断方法及び分断装置 Download PDFInfo
- Publication number
- JP6005708B2 JP6005708B2 JP2014215919A JP2014215919A JP6005708B2 JP 6005708 B2 JP6005708 B2 JP 6005708B2 JP 2014215919 A JP2014215919 A JP 2014215919A JP 2014215919 A JP2014215919 A JP 2014215919A JP 6005708 B2 JP6005708 B2 JP 6005708B2
- Authority
- JP
- Japan
- Prior art keywords
- wafer
- cutting
- silicon wafer
- image sensor
- glass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Landscapes
- Solid State Image Pick-Up Elements (AREA)
- Dicing (AREA)
Description
シリコンウエハ2の上面(接合面側)にはフォトダイオード領域(センシング領域)3が形成され、その周囲を樹脂隔壁4が格子状に取り囲むように配置することで、フォトダイオード領域3が設けられた内側空間が気密状態になるようにしてある。さらに、(フォトダイオード領域3の外側の)シリコンウエハ2の上面には金属パッド5が形成され、この金属パッド5が形成された部分の直下にはシリコンウエハ2を上下に貫通するビア(貫通孔)6が形成されている。ビア6には電気的導電性に優れた導電材7が充填され、ビア6下端にははんだバンプ8が形成されている。このように、ビア6を形成するとともに導電材7を充填して電気的接続を行う構成をTSV(Through Silicon Via)という。
なお、上記したはんだバンプ8の下面に、所定の電気回路がパターニングされたPCB基板など(図示略)が接合される。
本発明の分断装置は、ガラスウエハの下面と、複数のフォトダイオード形成領域が縦横にパターン形成されたシリコンウエハの上面とが、前記各フォトダイオード形成領域を囲むように配置された樹脂層を介して貼り合わされた構造を有するイメージセンサ用のウエハ積層体の分断装置であって、前記ガラスウエハの上面の分断予定ラインに沿ってクラックからなるスクライブラインを形成するスクライブライン形成手段、及び前記シリコンウエハの下面側から前記スクライブラインに沿ってブレイクバーを押圧することにより、前記ガラスウエハを分断するとともに前記シリコンウエハも分断する分断手段を有するようにしており、さらに、前記シリコンウエハの下面に、前記ガラスウエハ上面の前記分断予定ラインの位置の裏となる位置に切溝を予め形成する切溝形成手段を有するようにしてもよい。
特に本発明では、従来のダイシングソーのような切削液を使用せず、ドライ環境下で分断するものであるから、切削液の供給や廃液回収のための機構や配管を省略でき、かつ、切断後の洗浄や乾燥工程も省略できて装置をコンパクトに構成することができるといった効果がある。
これにより、前記ブレイクバーによるガラスウエハ分断時にシリコンウエハも前記溝から容易に、かつ、きれいな分断面で分断することができる。
なお、TSVが形成されるウエハ積層体では、当該TSVのビアを加工する工程の際に前記切溝も形成することで、切溝の加工工程を簡略化することができる。
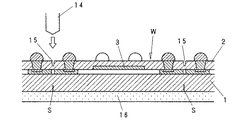
図1は本発明の分断方法の第一段階である、加工対象となるCMOSイメージセンサ用のウエハ積層体Wの一部断面を示すものである。ウエハ積層体Wの構造は、上述した図5〜図7に示したものと基本的に同じ構造である。
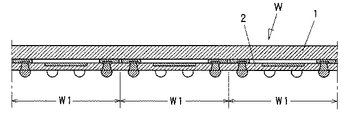
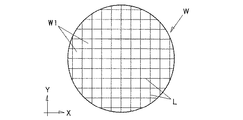
すなわち、母体となる大面積(例えば直径8インチ)のガラスウエハ1と、その下面側に配置されるシリコンウエハ2とが、格子状の樹脂隔壁4を介して接合される。
シリコンウエハ2の上面(接合面側)にはフォトダイオード形成領域(センシング領域)3が設けられている。フォトダイオード形成領域3にはフォトダイオードアレイが形成されており、イメージセンサの受光面として機能する。そして、フォトダイオード形成領域3近傍には、金属パッド5が形成され、この金属パッド5が形成された部分の直下にはシリコンウエハ2を上下に貫通するビア(貫通孔)6が形成されている。ビア6には電気的導電性に優れた導電材7が充填され(TSV)、ビア6下端にははんだバンプ8が形成されている。なお、上記したはんだバンプ8の下面に、所定の電気回路がパターニングされたPCB基板など(図示略)が接合される。
このCMOSイメージセンサ用ウエハ積層体Wは、図7に示したようにX−Y方向に延びる格子状の分断予定ラインLに沿って分断されることにより個片化され、チップサイズの単位製品であるウエハレベルパッケージW1が取り出されることになる。
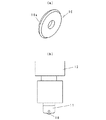
スクライビングホイール10は、超硬合金や焼結ダイヤモンドなどの工具特性に優れた材料で形成されており、円周稜線(外周面)に刃先10aが形成されている。具体的には直径が1〜6mm、好ましくは1.5〜4mmで刃先角度が85〜150度、好ましくは105〜140度のものを使用するのが好ましいが、加工されるガラスウエハ1の厚みや種類に応じて適宜選択される。
このスクライビングホイール10は、ホルダ11に回転可能に支持され、昇降機構12を介してスクライブヘッド(図示略)に保持される。スクライブヘッドは、ウエハ積層体Wを水平に載置する台板(図示略)の上方で分断予定ラインLの方向に沿って移動できるように形成されている。
そして図1に示すように、スクライビングホイール10を、ガラスウエハ1の表面で分断予定ラインに沿って押圧しながら転動させることにより、ガラスウエハ1にクラックからなるスクライブラインSを形成する。このスクライブラインSは、ガラスウエハ1の厚みの半分程度まで浸透するクラックとして形成されるようにするのが好ましい。なお、スクライブラインSはウエハレベルパッケージW1の樹脂隔壁4の外側に形成される。
この分断において、ガラスウエハ1は、スクライブラインSをなすクラックが厚み方向に浸透して分断されるものであるから、従来のダイシングソーの切削による場合のようなチッピングなどの発生を抑制することができ、きれいな切断面で分断することができる。また、シリコンウエハ2にも、予め、分断予定ラインLに沿って溝15が設けてあるので、シリコンウエハ2についても溝15に沿ってきれいな分断面で分断することができる。
なお、シリコンウエハ2は、多くの場合(研削によって)その厚みが25μm〜100μmと非常に薄くなっているので、上記したような溝15を設けなくても、ブレイクバー14の押しつけによる撓みによってガラスウエハ1の分断と同時に容易に分断が可能である。したがって、溝15を加工する工程を省略することもできる。
S スクライブライン
W ウエハ積層体
W1 ウエハレベルパッケージ
1 ガラスウエハ
2 シリコンウエハ
10 スクライビングホイール
10a 刃先
14 ブレイクバー
15 溝
Claims (4)
- ガラスウエハの下面と、複数のフォトダイオード形成領域が縦横にパターン形成されたシリコンウエハの上面とが、前記各フォトダイオード形成領域を囲むように配置された樹脂層を介して貼り合わされた構造を有するイメージセンサ用のウエハ積層体の分断方法であって、
前記ガラスウエハの上面の分断予定ラインに沿ってクラックからなるスクライブラインを形成し、
次いで、前記シリコンウエハの下面側から前記スクライブラインに沿ってブレイクバーを押圧することにより、前記ガラスウエハを分断するとともに前記シリコンウエハも分断するイメージセンサ用のウエハ積層体の分断方法。 - 前記シリコンウエハの下面には、前記ガラスウエハ上面の前記分断予定ラインの位置の裏となる位置に、切溝を予め形成してからブレイクバーを押圧するようにした請求項1に記載のイメージセンサ用のウエハ積層体の分断方法。
- ガラスウエハの下面と、複数のフォトダイオード形成領域が縦横にパターン形成されたシリコンウエハの上面とが、前記各フォトダイオード形成領域を囲むように配置された樹脂層を介して貼り合わされた構造を有するイメージセンサ用のウエハ積層体の分断装置であって、
前記ガラスウエハの上面の分断予定ラインに沿ってクラックからなるスクライブラインを形成するスクライブライン形成手段、及び
前記シリコンウエハの下面側から前記スクライブラインに沿ってブレイクバーを押圧することにより、前記ガラスウエハを分断するとともに前記シリコンウエハも分断する分断手段を有する
イメージセンサ用のウエハ積層体の分断装置。 - さらに、前記シリコンウエハの下面に前記ガラスウエハ上面の前記分断予定ラインの位置の裏となる位置に、切溝を予め形成する切溝形成手段を有するようにした請求項3に記載のイメージセンサ用のウエハ積層体の分断装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014215919A JP6005708B2 (ja) | 2014-10-23 | 2014-10-23 | イメージセンサ用ウエハ積層体の分断方法及び分断装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014215919A JP6005708B2 (ja) | 2014-10-23 | 2014-10-23 | イメージセンサ用ウエハ積層体の分断方法及び分断装置 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013170863A Division JP6140030B2 (ja) | 2013-08-21 | 2013-08-21 | イメージセンサ用ウエハ積層体の分断方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015041781A JP2015041781A (ja) | 2015-03-02 |
| JP6005708B2 true JP6005708B2 (ja) | 2016-10-12 |
Family
ID=52695738
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014215919A Active JP6005708B2 (ja) | 2014-10-23 | 2014-10-23 | イメージセンサ用ウエハ積層体の分断方法及び分断装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6005708B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6561565B2 (ja) * | 2015-04-30 | 2019-08-21 | 三星ダイヤモンド工業株式会社 | 貼り合わせ基板の分割方法及び分割装置 |
| JP6561566B2 (ja) * | 2015-04-30 | 2019-08-21 | 三星ダイヤモンド工業株式会社 | 貼り合わせ基板の分割方法及び分割装置 |
| JP7020673B2 (ja) * | 2018-02-21 | 2022-02-16 | 三星ダイヤモンド工業株式会社 | ブレーク装置、ブレーク方法、およびブレークプレート |
| JP2019091945A (ja) * | 2019-03-08 | 2019-06-13 | 三星ダイヤモンド工業株式会社 | 半田ボール付き半導体チップの製造装置及び作製方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3787489B2 (ja) * | 2000-10-02 | 2006-06-21 | 三星ダイヤモンド工業株式会社 | 脆性基板のブレイク方法及び装置 |
| JP4704792B2 (ja) * | 2005-04-04 | 2011-06-22 | シャープ株式会社 | 薄膜付きガラス基板、その製造方法およびそれを用いた半導体装置 |
| TWI270183B (en) * | 2005-12-30 | 2007-01-01 | Advanced Semiconductor Eng | Wafer-level chip package process |
| JP5264332B2 (ja) * | 2008-07-09 | 2013-08-14 | ラピスセミコンダクタ株式会社 | 接合ウエハ、その製造方法、及び半導体装置の製造方法 |
| JP5436906B2 (ja) * | 2009-03-26 | 2014-03-05 | ラピスセミコンダクタ株式会社 | 半導体装置の製造方法 |
| JP5281544B2 (ja) * | 2009-10-30 | 2013-09-04 | 三星ダイヤモンド工業株式会社 | ブレイク装置 |
| JP2013012552A (ja) * | 2011-06-28 | 2013-01-17 | Sony Corp | 半導体装置、及び半導体装置の製造方法 |
| JP2013089622A (ja) * | 2011-10-13 | 2013-05-13 | Mitsuboshi Diamond Industrial Co Ltd | 半導体基板のブレイク方法 |
| JP2013122984A (ja) * | 2011-12-12 | 2013-06-20 | Canon Inc | 半導体素子の製造方法 |
-
2014
- 2014-10-23 JP JP2014215919A patent/JP6005708B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015041781A (ja) | 2015-03-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6140030B2 (ja) | イメージセンサ用ウエハ積層体の分断方法 | |
| JP6005708B2 (ja) | イメージセンサ用ウエハ積層体の分断方法及び分断装置 | |
| KR20180050225A (ko) | 웨이퍼의 가공 방법 | |
| JP5068705B2 (ja) | 加工装置のチャックテーブル | |
| JP2018074082A (ja) | ウエーハの加工方法 | |
| CN108015650B (zh) | 晶片的加工方法 | |
| CN103107137B (zh) | 芯片的制造方法 | |
| JP2015097223A (ja) | ウエハ積層体の分断方法並びに分断装置 | |
| JP6185813B2 (ja) | イメージセンサ用ウエハ積層体の分断方法並びに分断装置 | |
| JP5913489B2 (ja) | イメージセンサ用ウエハ積層体のスクライブライン形成及び分断方法並びにスクライブライン形成及び分断装置 | |
| JP2014013807A (ja) | ウエーハの加工方法 | |
| JP2018067647A (ja) | ウエーハの加工方法 | |
| JP2014011381A (ja) | ウエーハの加工方法 | |
| JP6185792B2 (ja) | 半導体ウエハの分断方法 | |
| JP4553878B2 (ja) | 半導体装置の製造方法 | |
| JP2010251416A (ja) | 半導体装置の製造方法 | |
| JP2012015309A (ja) | 半導体装置の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150729 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150804 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160322 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160411 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160906 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160907 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6005708 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |