JP6079012B2 - 3相回転電機 - Google Patents
3相回転電機 Download PDFInfo
- Publication number
- JP6079012B2 JP6079012B2 JP2012152077A JP2012152077A JP6079012B2 JP 6079012 B2 JP6079012 B2 JP 6079012B2 JP 2012152077 A JP2012152077 A JP 2012152077A JP 2012152077 A JP2012152077 A JP 2012152077A JP 6079012 B2 JP6079012 B2 JP 6079012B2
- Authority
- JP
- Japan
- Prior art keywords
- bobbin
- cooling medium
- inner peripheral
- peripheral side
- stator
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images








Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/04—Windings characterised by the conductor shape, form or construction, e.g. with bar conductors
- H02K3/24—Windings characterised by the conductor shape, form or construction, e.g. with bar conductors with channels or ducts for cooling medium between the conductors
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/04—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of windings, prior to mounting into machines
- H02K15/0435—Wound windings
- H02K15/0442—Loop windings
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/08—Forming windings by laying conductors into or around core parts
- H02K15/095—Forming windings by laying conductors into or around core parts by laying conductors around salient poles
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/32—Windings characterised by the shape, form or construction of the insulation
- H02K3/325—Windings characterised by the shape, form or construction of the insulation for windings on salient poles, such as claw-shaped poles
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/46—Fastening of windings on the stator or rotor structure
- H02K3/52—Fastening salient pole windings or connections thereto
- H02K3/521—Fastening salient pole windings or connections thereto applicable to stators only
- H02K3/522—Fastening salient pole windings or connections thereto applicable to stators only for generally annular cores with salient poles
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/12—Stationary parts of the magnetic circuit
- H02K1/14—Stator cores with salient poles
- H02K1/146—Stator cores with salient poles consisting of a generally annular yoke with salient poles
- H02K1/148—Sectional cores
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K2213/00—Specific aspects, not otherwise provided for and not covered by codes H02K2201/00 - H02K2211/00
- H02K2213/12—Machines characterised by the modularity of some components
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49009—Dynamoelectric machine
Description
<3相回転電機の構成>
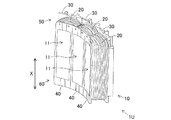
図1は、ステータの一部を模式的に示す斜視図である。図2は、ボビン及び分割コアの構成を模式的に示す図であり、(a)は第1ボビンの斜視図、(b)は分割コアの斜視図、(c)は第2ボビンの斜視図である。図3は、ボビンユニットの構成を模式的に示す図であり、(a)は第1ボビンユニットの斜視図、(b)は(a)のA部拡大図、(c)は(a)のB部拡大図、(d)は第2ボビンユニットの斜視図である。
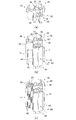
次に、既述の分割コア11、第1ボビンユニット50、第2ボビンユニット60及び巻線20を用いて、3相回転電機のステータ1を製造する方法を詳述する。本実施形態の3相回転電機の製造方法は、組立て工程、巻装工程及び封止工程を有しており、この順にステータ1の製造が行われる。図4は、ステータの組立て工程の一部を説明する図であり、(a)は第2ボビンユニットの斜視図、(b)は第2ボビンユニットに分割コアを装着した状態を示す斜視図である。図5は、ステータの組立て工程及び巻装工程を説明する図であり、(a)は第1ボビンユニットの斜視図、(b)は第1ボビンユニットを装着した状態を示す斜視図、(c)は1相分の巻線が巻装された状態を示す斜視図である。図6は、巻装後の状態を説明する図であり、(a)は斜視図、(b)は上面図、(c)は(b)のC部拡大図である。
組立て工程は、3個の分割コア11、11、11に第1ボビンユニット50及び第2ボビンユニット60を軸方向両端からそれぞれ装着する工程である。まず、図4(a)に示すように、第2ボビンユニット60の周方向両端に位置する第2ボビン40、40を第2屈曲部45、45を支点にして、それぞれ内周側に回転させる。そして、周方向両端の内周側端部43、43同士を当接させる。この状態で同図(b)に示すように、第2ボビンユニット60に3個の分割コア11、11、11を装着する。
巻装工程は、図5(b)に示すように、3個の分割コア11、11、11に装着された第1ボビンユニット50の内周側側面321、321、321を軸方向視においてΔ形状にして巻線20を巻装する工程である。同図(c)に示すように、1相分の巻回し後に次の相の巻回しを行い3相分の巻線20を巻装しても良く、2相分又は3相分を同時に巻装することもできる。図6は、3相分の巻線20が巻装された状態を示している。
封止工程は、巻線20が巻装された第1ボビンユニット50及び第2ボビンユニット60を周方向に沿わせて、隣接する第1ボビンユニット50同士及び第2ボビンユニット60同士を内周側端部でそれぞれシールする工程である。図6(b)、(c)に示すように、3相分の巻線20が巻装された状態において、当接部37に隣接する第1ボビン30、30を第1屈曲部36、36を支点にして、第1屈曲部36の開口部を狭める方向にそれぞれ回転させる。内周側側面321、321、321が同一円周上に配されるまで回転させると、図1に示すステータユニット1Uの状態になる。なお、既述のとおり、第2ボビンユニット60の当接部46に隣接する第2ボビン40、40を回転させても同じことである。この場合は、第2ボビン40、40を第2屈曲部45の開口部を狭める方向に回転させる。
本変形形態では、第1ボビンユニット50及び第2ボビンユニット60の代わりに第1ボビンユニット51及び第2ボビンユニット61を用いる。第1ボビンユニット51は、周方向に配される3つの第1ボビン30、30、30を一単位として、各第1ボビン30の内周側両端部34、34が隣接する第1ボビン30の内周側端部34と屈曲可能に一体に形成され、内周側側面321、321、321が軸方向視においてΔ形状を呈している。屈曲部は、既述の第1屈曲部36と同形状であり、第1屈曲部36、36、36がΔ形状の頂点になる。同様に、第2ボビンユニット61は、周方向に配される3つの第2ボビン40、40、40を一単位として、各第2ボビン40の内周側両端部43、43が隣接する第2ボビン40の内周側端部43と屈曲可能に一体に形成され、内周側側面が軸方向視においてΔ形状を呈している。屈曲部は、既述の第2屈曲部45と同形状であり、第2屈曲部45、45、45がΔ形状の頂点になる。第1ボビンユニット51及び第2ボビンユニット61は、第1ボビンユニット50及び第2ボビンユニット60と同様に、3個の分割コア11、11、11に軸方向両端から装着可能になっている。
図8は、3相電動機の一例を示す断面図である。図8に示す3相電動機は、ハイブリッド車両の車輪駆動用の3相同期モータであり、既述のステータ1及びロータ2をモータハウジング3に内蔵した状態で、モータカバー4(本発明の「冷却媒体供給カバー」に相当)により封止されている。3相電動機の一端側は、図示しない車両のトランスミッションに接続され、3相電動機の他端側は、図示しないエンジンの出力軸に係脱可能に接続されている。
本実施形態は、第1実施形態と比べて、3相の巻線20間に形成される冷却路71の形態が異なる。具体的には、冷却路71に供給される冷却媒体の供給側から排出側にかけて、冷却路71における巻線20の相間距離が徐々に短くなっており、冷却路71は、冷却媒体の供給側と比べて、冷却媒体の排出側の流路が狭くなっている。第1実施形態と共通する箇所には、共通の符号を付して対応させることにより、重複する説明を省略する。
本参考形態は、第1実施形態および第2実施形態と比べて、第1ボビンユニット50および第2ボビンユニット60が構成されていない点で異なる。そのため、隣接する第1ボビン30間は、第1ボビン30の内周側端部34でそれぞれシールされており、隣接する第2ボビン40間は、第2ボビン40の内周側端部43でそれぞれシールされている。第1実施形態および第2実施形態と共通する箇所には、共通の符号を付して対応させることにより、重複する説明を省略する。
本発明は上記し且つ図面に示した実施形態のみに限定されるものではなく、要旨を逸脱しない範囲内で適宜変更して実施可能である。
2:ロータ
10:ステータコア 11:分割コア
20:巻線
30:第1ボビン 40:第2ボビン
50:第1ボビンユニット 60:第2ボビンユニット
Claims (6)
- ステータコアが回転軸の周方向に分割されている分割コアを有するステータと、前記ステータと同軸に対向して配されるロータと、を備え、絶縁材料からなるボビンが装着された前記分割コアに集中巻き方式により巻線が巻装されている3相回転電機において、
前記ボビンは、前記周方向に配される3つのボビンを一単位として、中央に位置するボビンの内周側両端部が隣接するボビンの内周側端部と屈曲可能に一体に形成され、3個の前記分割コアに軸方向両端から装着可能に軸方向で分割されたボビンユニットとして構成され、
前記3個の分割コアには、前記ボビンユニットが軸方向両端から装着されており、前記ボビンユニットは、隣接する前記一単位毎の前記ボビンユニット間において内周側端部でシールするようシール部材が配置されており、3相の巻線間に軸線方向に延びる冷却路が形成されていることを特徴とする3相回転電機。 - 前記冷却路に冷却媒体を圧送可能な冷却媒体供給カバーで前記軸線方向一端側が覆われている請求項1に記載の3相回転電機。
- 前記冷却媒体供給カバーは、前記冷却路に対向して形成され前記冷却路に前記冷却媒体を吐出可能な開口部と、前記ステータコア側に突出して形成され前記ボビンの内周側鍔部および外周側鍔部と嵌合する突起部と、を有する請求項2に記載の3相回転電機。
- 前記開口部には、前記冷却媒体を導入する配管が配設されている請求項3に記載の3相回転電機。
- 前記突起部と前記ボビンの内周側鍔部との間および前記突起部と前記ボビンの外周側鍔部との間には、それぞれシール部材が配設されている請求項3に記載の3相回転電機。
- 前記冷却路に供給される冷却媒体の供給側から排出側にかけて、前記冷却路における前記巻線の相間距離が徐々に短くなっている請求項1〜5のいずれか一項に記載の3相回転電機。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012152077A JP6079012B2 (ja) | 2011-09-09 | 2012-07-06 | 3相回転電機 |
| EP12183440.2A EP2568574B1 (en) | 2011-09-09 | 2012-09-07 | Three-phase rotary electrical machine and manufacturing method thereof |
| US13/607,141 US8853910B2 (en) | 2011-09-09 | 2012-09-07 | Three-phase rotary electrical machine and manufacturing method thereof |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011196931 | 2011-09-09 | ||
| JP2011196931 | 2011-09-09 | ||
| JP2012152077A JP6079012B2 (ja) | 2011-09-09 | 2012-07-06 | 3相回転電機 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013070595A JP2013070595A (ja) | 2013-04-18 |
| JP6079012B2 true JP6079012B2 (ja) | 2017-02-15 |
Family
ID=46851838
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012152077A Expired - Fee Related JP6079012B2 (ja) | 2011-09-09 | 2012-07-06 | 3相回転電機 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US8853910B2 (ja) |
| EP (1) | EP2568574B1 (ja) |
| JP (1) | JP6079012B2 (ja) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101317892B1 (ko) * | 2011-01-24 | 2013-10-16 | 주식회사 아모텍 | 비정질 스테이터 및 그의 제조방법 |
| CN104079086A (zh) * | 2013-03-29 | 2014-10-01 | 珠海格力节能环保制冷技术研究中心有限公司 | 定子及具有该定子的电动机、压缩机 |
| GB2525157B (en) * | 2014-02-18 | 2016-08-24 | Yasa Motors Ltd | Machine cooling systems |
| JP2015162975A (ja) * | 2014-02-27 | 2015-09-07 | シンフォニアテクノロジー株式会社 | ステータ及びインナーロータ型モータ |
| GB2533154B (en) * | 2014-12-12 | 2017-06-07 | Protean Electric Ltd | A coil winding arrangement |
| KR102408250B1 (ko) * | 2015-07-21 | 2022-06-13 | 엘지이노텍 주식회사 | 로터 및 이를 포함하는 모터 |
| DE102016209752A1 (de) * | 2016-06-03 | 2017-12-07 | Continental Automotive Gmbh | Kühlung einer elektrischen Maschine |
| EP3487047A4 (en) * | 2016-08-18 | 2020-03-04 | Nidec Corporation | ENGINE |
| CN107786021B (zh) * | 2016-08-29 | 2019-10-11 | 光宝电子(广州)有限公司 | 绝缘套管与绕线制品 |
| EP3316454A1 (de) * | 2016-10-25 | 2018-05-02 | HILTI Aktiengesellschaft | Wickelstütze und stator |
| DE102017102495A1 (de) * | 2017-02-08 | 2018-08-09 | Nidec Corporation | Stator für einen Elektromotor |
| CN111628591A (zh) * | 2019-02-28 | 2020-09-04 | 株式会社村田制作所 | 定子、定子组件、以及电能与机械能的转换器 |
| KR20230023836A (ko) * | 2021-08-09 | 2023-02-20 | 주식회사 아모텍 | 버스바 구조를 갖는 스테이터, 이를 이용한 프로펠러 구동모터 및 스테이터의 제조방법 |
| US11837917B2 (en) | 2022-01-28 | 2023-12-05 | Ge Aviation Systems Llc | Method and apparatus for cooling a rotor assembly |
| DE102022203436A1 (de) * | 2022-04-06 | 2023-10-12 | Brose Fahrzeugteile SE & Co. Kommanditgesellschaft, Würzburg | Stator und Elektromotor mit einem solchen Stator |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3017085B2 (ja) * | 1995-11-02 | 2000-03-06 | 三菱電機株式会社 | 回転電機及びその製造方法 |
| US6259347B1 (en) * | 1997-09-30 | 2001-07-10 | The United States Of America As Represented By The Secretary Of The Navy | Electrical power cooling technique |
| EP1168571A3 (en) | 2000-05-30 | 2003-12-17 | BAE SYSTEMS Controls, Inc. | Rotating machine having hollow stator field windings for coolant flow therein |
| JP3624825B2 (ja) * | 2000-12-14 | 2005-03-02 | 日産自動車株式会社 | 回転電機および回転電機の製造方法 |
| JP3603784B2 (ja) * | 2000-12-14 | 2004-12-22 | 日産自動車株式会社 | 回転電機 |
| US6870292B2 (en) * | 2001-11-28 | 2005-03-22 | Nissan Motor Co., Ltd. | Stator for motor |
| US6608420B2 (en) * | 2002-01-03 | 2003-08-19 | Hsieh Hsin-Mao | Stator of an alternating current motor |
| JP3896883B2 (ja) * | 2002-03-28 | 2007-03-22 | 日産自動車株式会社 | 回転電機 |
| US20050057106A1 (en) * | 2002-12-10 | 2005-03-17 | Ballard Power Systems Corporation | Methods and systems for electric machines having windings |
| JP3791492B2 (ja) * | 2002-12-25 | 2006-06-28 | 株式会社日立製作所 | 回転電機及び電動車両並びに樹脂のインサート成形方法 |
| JP4444639B2 (ja) * | 2003-05-08 | 2010-03-31 | アスモ株式会社 | 回転電機のステータ及びその製造方法 |
| EP1499000B1 (de) * | 2003-07-12 | 2006-04-26 | Grundfos a/s | Segmentierter Stator |
| JP4410730B2 (ja) * | 2005-06-29 | 2010-02-03 | 三菱電機株式会社 | 回転電機のステータ、回転電機、及び回転電機のステータの製造方法 |
| WO2008027535A2 (en) * | 2006-09-01 | 2008-03-06 | Sears David B | Insulator for stator assembly of brushless dc motor |
| KR101185353B1 (ko) * | 2006-09-21 | 2012-09-21 | 엘지전자 주식회사 | 모터의 스테이터 및 그 제조방법 |
| JP4661849B2 (ja) | 2007-09-27 | 2011-03-30 | トヨタ自動車株式会社 | 固定子構造 |
| JP4880559B2 (ja) * | 2007-09-28 | 2012-02-22 | 本田技研工業株式会社 | 回転電機における冷却構造 |
| JP5021443B2 (ja) * | 2007-12-14 | 2012-09-05 | 日立オートモティブシステムズ株式会社 | 回転電機 |
| JP2009153287A (ja) * | 2007-12-20 | 2009-07-09 | Sumitomo Electric Ind Ltd | 分割ステータ用モールドコイル、ステータ用モールドコイルの製造方法及びステータ用モールドコイル成形用金型装置 |
| JP4670942B2 (ja) * | 2008-11-21 | 2011-04-13 | トヨタ自動車株式会社 | 回転電機 |
| JP2010239776A (ja) * | 2009-03-31 | 2010-10-21 | Mitsubishi Heavy Ind Ltd | 回転電機 |
| CN201450371U (zh) * | 2009-04-29 | 2010-05-05 | 中山大洋电机股份有限公司 | 一种三相电机定子结构 |
| US20120126643A1 (en) * | 2010-11-19 | 2012-05-24 | Ping Zhong | Apparatuses useful for cooling windings of rotor assemblies |
-
2012
- 2012-07-06 JP JP2012152077A patent/JP6079012B2/ja not_active Expired - Fee Related
- 2012-09-07 EP EP12183440.2A patent/EP2568574B1/en not_active Not-in-force
- 2012-09-07 US US13/607,141 patent/US8853910B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| US8853910B2 (en) | 2014-10-07 |
| US20130062972A1 (en) | 2013-03-14 |
| EP2568574B1 (en) | 2019-04-24 |
| JP2013070595A (ja) | 2013-04-18 |
| EP2568574A2 (en) | 2013-03-13 |
| EP2568574A3 (en) | 2017-09-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6079012B2 (ja) | 3相回転電機 | |
| JP5772832B2 (ja) | 回転機 | |
| US10186916B2 (en) | Rotary machine and electric vehicle | |
| US9419481B2 (en) | Rotary electric machine | |
| JP6042976B2 (ja) | 回転電機 | |
| JP4886624B2 (ja) | 永久磁石式回転電機、及び永久磁石式回転電機システム | |
| JP5288724B2 (ja) | 回転電機の回転子及び回転電機 | |
| JP6402257B2 (ja) | 固定子コイル、これを備えた固定子、およびこれを備えた回転電機 | |
| JP4998450B2 (ja) | ステータの製造方法 | |
| JP6709712B2 (ja) | 同期リラクタンス型回転電機 | |
| JP2014045630A (ja) | 回転電機 | |
| JP2020120470A (ja) | 回転電機 | |
| US20160226355A1 (en) | Magnetic inductor electric motor | |
| US11043867B2 (en) | Cooling of the end-windings of an electric generator | |
| JP6416655B2 (ja) | 回転電機の固定子 | |
| JP5330860B2 (ja) | 回転電機 | |
| JP2015027175A (ja) | 回転電機及び回転電機の製造方法 | |
| JP5988840B2 (ja) | 回転電機の固定子 | |
| JP2013192339A (ja) | 誘導電動機 | |
| JP2014100038A (ja) | 回転電機の固定子 | |
| JP6210160B2 (ja) | 同期リラクタンス回転電機 | |
| JP2016034192A (ja) | 固定子および回転電機 | |
| WO2023106338A1 (ja) | モータ | |
| JP4464812B2 (ja) | モータのステータおよびモータのステータの巻線固定方法 | |
| JP2000078785A (ja) | 永久磁石式モータ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150610 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160518 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160524 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160715 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20161220 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170102 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6079012 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| LAPS | Cancellation because of no payment of annual fees |