JP6036832B2 - 熱収縮性ポリエステル系フィルムおよび包装体 - Google Patents
熱収縮性ポリエステル系フィルムおよび包装体 Download PDFInfo
- Publication number
- JP6036832B2 JP6036832B2 JP2014536049A JP2014536049A JP6036832B2 JP 6036832 B2 JP6036832 B2 JP 6036832B2 JP 2014536049 A JP2014536049 A JP 2014536049A JP 2014536049 A JP2014536049 A JP 2014536049A JP 6036832 B2 JP6036832 B2 JP 6036832B2
- Authority
- JP
- Japan
- Prior art keywords
- film
- shrinkage
- heat
- width direction
- less
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229920006267 polyester film Polymers 0.000 title claims description 57
- 238000002835 absorbance Methods 0.000 claims description 47
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 45
- 238000000034 method Methods 0.000 claims description 34
- QQVIHTHCMHWDBS-UHFFFAOYSA-N isophthalic acid Chemical compound OC(=O)C1=CC=CC(C(O)=O)=C1 QQVIHTHCMHWDBS-UHFFFAOYSA-N 0.000 claims description 10
- 238000005259 measurement Methods 0.000 claims description 10
- YIMQCDZDWXUDCA-UHFFFAOYSA-N [4-(hydroxymethyl)cyclohexyl]methanol Chemical compound OCC1CCC(CO)CC1 YIMQCDZDWXUDCA-UHFFFAOYSA-N 0.000 claims description 8
- SLCVBVWXLSEKPL-UHFFFAOYSA-N neopentyl glycol Chemical compound OCC(C)(C)CO SLCVBVWXLSEKPL-UHFFFAOYSA-N 0.000 claims description 8
- 238000004806 packaging method and process Methods 0.000 claims description 8
- 239000000178 monomer Substances 0.000 claims description 7
- 229920001225 polyester resin Polymers 0.000 claims description 7
- 239000004645 polyester resin Substances 0.000 claims description 7
- 238000004483 ATR-FTIR spectroscopy Methods 0.000 claims description 3
- 238000010438 heat treatment Methods 0.000 description 69
- 229920000728 polyester Polymers 0.000 description 45
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 18
- 229920000139 polyethylene terephthalate Polymers 0.000 description 14
- 239000005020 polyethylene terephthalate Substances 0.000 description 14
- 239000000853 adhesive Substances 0.000 description 12
- 230000001070 adhesive effect Effects 0.000 description 12
- 238000011156 evaluation Methods 0.000 description 12
- 229920006257 Heat-shrinkable film Polymers 0.000 description 11
- 238000004519 manufacturing process Methods 0.000 description 11
- 229920005989 resin Polymers 0.000 description 11
- 239000011347 resin Substances 0.000 description 11
- 230000037303 wrinkles Effects 0.000 description 11
- 230000008602 contraction Effects 0.000 description 10
- -1 polyethylene terephthalate Polymers 0.000 description 10
- 239000002994 raw material Substances 0.000 description 10
- 230000000052 comparative effect Effects 0.000 description 9
- 239000002245 particle Substances 0.000 description 8
- MTHSVFCYNBDYFN-UHFFFAOYSA-N diethylene glycol Chemical compound OCCOCCO MTHSVFCYNBDYFN-UHFFFAOYSA-N 0.000 description 7
- OFOBLEOULBTSOW-UHFFFAOYSA-N Malonic acid Chemical compound OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 6
- WERYXYBDKMZEQL-UHFFFAOYSA-N butane-1,4-diol Chemical compound OCCCCO WERYXYBDKMZEQL-UHFFFAOYSA-N 0.000 description 6
- WOZVHXUHUFLZGK-UHFFFAOYSA-N dimethyl terephthalate Chemical compound COC(=O)C1=CC=C(C(=O)OC)C=C1 WOZVHXUHUFLZGK-UHFFFAOYSA-N 0.000 description 6
- 150000002009 diols Chemical class 0.000 description 6
- CXMXRPHRNRROMY-UHFFFAOYSA-N sebacic acid Chemical compound OC(=O)CCCCCCCCC(O)=O CXMXRPHRNRROMY-UHFFFAOYSA-N 0.000 description 6
- 238000002425 crystallisation Methods 0.000 description 5
- 230000008025 crystallization Effects 0.000 description 5
- 239000010419 fine particle Substances 0.000 description 5
- 150000005846 sugar alcohols Polymers 0.000 description 5
- WNLRTRBMVRJNCN-UHFFFAOYSA-N adipic acid Chemical compound OC(=O)CCCCC(O)=O WNLRTRBMVRJNCN-UHFFFAOYSA-N 0.000 description 4
- 238000001816 cooling Methods 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 239000000203 mixture Substances 0.000 description 4
- 239000003960 organic solvent Substances 0.000 description 4
- 238000006068 polycondensation reaction Methods 0.000 description 4
- 239000002904 solvent Substances 0.000 description 4
- UHOVQNZJYSORNB-UHFFFAOYSA-N Benzene Chemical compound C1=CC=CC=C1 UHOVQNZJYSORNB-UHFFFAOYSA-N 0.000 description 3
- YMWUJEATGCHHMB-UHFFFAOYSA-N Dichloromethane Chemical compound ClCCl YMWUJEATGCHHMB-UHFFFAOYSA-N 0.000 description 3
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 3
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 230000003247 decreasing effect Effects 0.000 description 3
- ACCCMOQWYVYDOT-UHFFFAOYSA-N hexane-1,1-diol Chemical compound CCCCCC(O)O ACCCMOQWYVYDOT-UHFFFAOYSA-N 0.000 description 3
- 239000000314 lubricant Substances 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 238000002156 mixing Methods 0.000 description 3
- 238000003786 synthesis reaction Methods 0.000 description 3
- 238000005809 transesterification reaction Methods 0.000 description 3
- PAPBSGBWRJIAAV-UHFFFAOYSA-N ε-Caprolactone Chemical compound O=C1CCCCCO1 PAPBSGBWRJIAAV-UHFFFAOYSA-N 0.000 description 3
- DNIAPMSPPWPWGF-VKHMYHEASA-N (+)-propylene glycol Chemical compound C[C@H](O)CO DNIAPMSPPWPWGF-VKHMYHEASA-N 0.000 description 2
- FYGHSUNMUKGBRK-UHFFFAOYSA-N 1,2,3-trimethylbenzene Chemical compound CC1=CC=CC(C)=C1C FYGHSUNMUKGBRK-UHFFFAOYSA-N 0.000 description 2
- YPFDHNVEDLHUCE-UHFFFAOYSA-N 1,3-propanediol Substances OCCCO YPFDHNVEDLHUCE-UHFFFAOYSA-N 0.000 description 2
- MMINFSMURORWKH-UHFFFAOYSA-N 3,6-dioxabicyclo[6.2.2]dodeca-1(10),8,11-triene-2,7-dione Chemical group O=C1OCCOC(=O)C2=CC=C1C=C2 MMINFSMURORWKH-UHFFFAOYSA-N 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- HEDRZPFGACZZDS-UHFFFAOYSA-N Chloroform Chemical compound ClC(Cl)Cl HEDRZPFGACZZDS-UHFFFAOYSA-N 0.000 description 2
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 2
- 239000004793 Polystyrene Substances 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- WYURNTSHIVDZCO-UHFFFAOYSA-N Tetrahydrofuran Chemical compound C1CCOC1 WYURNTSHIVDZCO-UHFFFAOYSA-N 0.000 description 2
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 2
- 235000010724 Wisteria floribunda Nutrition 0.000 description 2
- 239000002253 acid Substances 0.000 description 2
- 235000011037 adipic acid Nutrition 0.000 description 2
- 239000001361 adipic acid Substances 0.000 description 2
- ADCOVFLJGNWWNZ-UHFFFAOYSA-N antimony trioxide Chemical compound O=[Sb]O[Sb]=O ADCOVFLJGNWWNZ-UHFFFAOYSA-N 0.000 description 2
- 239000012298 atmosphere Substances 0.000 description 2
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 2
- 238000007664 blowing Methods 0.000 description 2
- 125000004432 carbon atom Chemical group C* 0.000 description 2
- 150000001732 carboxylic acid derivatives Chemical class 0.000 description 2
- 239000003054 catalyst Substances 0.000 description 2
- 239000003086 colorant Substances 0.000 description 2
- 230000001276 controlling effect Effects 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 230000009477 glass transition Effects 0.000 description 2
- 239000000976 ink Substances 0.000 description 2
- 238000004898 kneading Methods 0.000 description 2
- BDJRBEYXGGNYIS-UHFFFAOYSA-N nonanedioic acid Chemical compound OC(=O)CCCCCCCC(O)=O BDJRBEYXGGNYIS-UHFFFAOYSA-N 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 230000010287 polarization Effects 0.000 description 2
- 229920002223 polystyrene Polymers 0.000 description 2
- 229920000166 polytrimethylene carbonate Polymers 0.000 description 2
- 239000004800 polyvinyl chloride Substances 0.000 description 2
- 229920000915 polyvinyl chloride Polymers 0.000 description 2
- 238000007639 printing Methods 0.000 description 2
- 239000000047 product Substances 0.000 description 2
- CYIDZMCFTVVTJO-UHFFFAOYSA-N pyromellitic acid Chemical compound OC(=O)C1=CC(C(O)=O)=C(C(O)=O)C=C1C(O)=O CYIDZMCFTVVTJO-UHFFFAOYSA-N 0.000 description 2
- 239000002002 slurry Substances 0.000 description 2
- 238000009864 tensile test Methods 0.000 description 2
- ARCGXLSVLAOJQL-UHFFFAOYSA-N trimellitic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C(C(O)=O)=C1 ARCGXLSVLAOJQL-UHFFFAOYSA-N 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- WNXJIVFYUVYPPR-UHFFFAOYSA-N 1,3-dioxolane Chemical compound C1COCO1 WNXJIVFYUVYPPR-UHFFFAOYSA-N 0.000 description 1
- PXGZQGDTEZPERC-UHFFFAOYSA-N 1,4-cyclohexanedicarboxylic acid Chemical compound OC(=O)C1CCC(C(O)=O)CC1 PXGZQGDTEZPERC-UHFFFAOYSA-N 0.000 description 1
- DSKYSDCYIODJPC-UHFFFAOYSA-N 2-butyl-2-ethylpropane-1,3-diol Chemical compound CCCCC(CC)(CO)CO DSKYSDCYIODJPC-UHFFFAOYSA-N 0.000 description 1
- VVOISBSEMFDYNE-UHFFFAOYSA-N 2-propan-2-ylpropane-1,3-diol Chemical compound CC(C)C(CO)CO VVOISBSEMFDYNE-UHFFFAOYSA-N 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 239000005995 Aluminium silicate Substances 0.000 description 1
- 244000025254 Cannabis sativa Species 0.000 description 1
- 238000005033 Fourier transform infrared spectroscopy Methods 0.000 description 1
- 239000004831 Hot glue Substances 0.000 description 1
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 1
- 239000004640 Melamine resin Substances 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 1
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 1
- 239000002202 Polyethylene glycol Substances 0.000 description 1
- 229910004298 SiO 2 Inorganic materials 0.000 description 1
- ZJCCRDAZUWHFQH-UHFFFAOYSA-N Trimethylolpropane Chemical compound CCC(CO)(CO)CO ZJCCRDAZUWHFQH-UHFFFAOYSA-N 0.000 description 1
- 238000000862 absorption spectrum Methods 0.000 description 1
- ZOIORXHNWRGPMV-UHFFFAOYSA-N acetic acid;zinc Chemical compound [Zn].CC(O)=O.CC(O)=O ZOIORXHNWRGPMV-UHFFFAOYSA-N 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 150000001334 alicyclic compounds Chemical class 0.000 description 1
- 125000002723 alicyclic group Chemical group 0.000 description 1
- 125000001931 aliphatic group Chemical group 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 235000012211 aluminium silicate Nutrition 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 150000008064 anhydrides Chemical class 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- 150000004945 aromatic hydrocarbons Chemical class 0.000 description 1
- 235000013361 beverage Nutrition 0.000 description 1
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 150000001735 carboxylic acids Chemical class 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 239000003638 chemical reducing agent Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000004040 coloring Methods 0.000 description 1
- 235000009508 confectionery Nutrition 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000003851 corona treatment Methods 0.000 description 1
- 230000002596 correlated effect Effects 0.000 description 1
- 239000003484 crystal nucleating agent Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 150000004292 cyclic ethers Chemical class 0.000 description 1
- 229940105990 diglycerin Drugs 0.000 description 1
- GPLRAVKSCUXZTP-UHFFFAOYSA-N diglycerol Chemical compound OCC(O)COCC(O)CO GPLRAVKSCUXZTP-UHFFFAOYSA-N 0.000 description 1
- 150000002013 dioxins Chemical class 0.000 description 1
- BXKDSDJJOVIHMX-UHFFFAOYSA-N edrophonium chloride Chemical compound [Cl-].CC[N+](C)(C)C1=CC=CC(O)=C1 BXKDSDJJOVIHMX-UHFFFAOYSA-N 0.000 description 1
- 230000032050 esterification Effects 0.000 description 1
- 238000005886 esterification reaction Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 235000011187 glycerol Nutrition 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 150000008282 halocarbons Chemical class 0.000 description 1
- 229910000041 hydrogen chloride Inorganic materials 0.000 description 1
- IXCSERBJSXMMFS-UHFFFAOYSA-N hydrogen chloride Substances Cl.Cl IXCSERBJSXMMFS-UHFFFAOYSA-N 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 description 1
- 238000002372 labelling Methods 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- KYTZHLUVELPASH-UHFFFAOYSA-N naphthalene-1,2-dicarboxylic acid Chemical compound C1=CC=CC2=C(C(O)=O)C(C(=O)O)=CC=C21 KYTZHLUVELPASH-UHFFFAOYSA-N 0.000 description 1
- RXOHFPCZGPKIRD-UHFFFAOYSA-N naphthalene-2,6-dicarboxylic acid Chemical compound C1=C(C(O)=O)C=CC2=CC(C(=O)O)=CC=C21 RXOHFPCZGPKIRD-UHFFFAOYSA-N 0.000 description 1
- OEIJHBUUFURJLI-UHFFFAOYSA-N octane-1,8-diol Chemical compound OCCCCCCCCO OEIJHBUUFURJLI-UHFFFAOYSA-N 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 150000002989 phenols Chemical class 0.000 description 1
- XNGIFLGASWRNHJ-UHFFFAOYSA-N phthalic acid Chemical compound OC(=O)C1=CC=CC=C1C(O)=O XNGIFLGASWRNHJ-UHFFFAOYSA-N 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 229920006255 plastic film Polymers 0.000 description 1
- 239000002985 plastic film Substances 0.000 description 1
- 229920001223 polyethylene glycol Polymers 0.000 description 1
- 229920000307 polymer substrate Polymers 0.000 description 1
- 229920005990 polystyrene resin Polymers 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- ULWHHBHJGPPBCO-UHFFFAOYSA-N propane-1,1-diol Chemical compound CCC(O)O ULWHHBHJGPPBCO-UHFFFAOYSA-N 0.000 description 1
- 238000010992 reflux Methods 0.000 description 1
- 230000002040 relaxant effect Effects 0.000 description 1
- 239000011342 resin composition Substances 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 229920002050 silicone resin Polymers 0.000 description 1
- 239000000779 smoke Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- YLQBMQCUIZJEEH-UHFFFAOYSA-N tetrahydrofuran Natural products C=1C=COC=1 YLQBMQCUIZJEEH-UHFFFAOYSA-N 0.000 description 1
- 239000004408 titanium dioxide Substances 0.000 description 1
- ZIBGPFATKBEMQZ-UHFFFAOYSA-N triethylene glycol Chemical compound OCCOCCOCCO ZIBGPFATKBEMQZ-UHFFFAOYSA-N 0.000 description 1
- QXJQHYBHAIHNGG-UHFFFAOYSA-N trimethylolethane Chemical compound OCC(C)(CO)CO QXJQHYBHAIHNGG-UHFFFAOYSA-N 0.000 description 1
- 239000006097 ultraviolet radiation absorber Substances 0.000 description 1
- 239000001993 wax Substances 0.000 description 1
- 239000008096 xylene Substances 0.000 description 1
- 239000004246 zinc acetate Substances 0.000 description 1
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L67/00—Compositions of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Compositions of derivatives of such polymers
- C08L67/02—Polyesters derived from dicarboxylic acids and dihydroxy compounds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/02—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets
- B29C55/10—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial
- B29C55/12—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial biaxial
- B29C55/14—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial biaxial successively
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C61/00—Shaping by liberation of internal stresses; Making preforms having internal stresses; Apparatus therefor
- B29C61/003—Shaping by liberation of internal stresses; Making preforms having internal stresses; Apparatus therefor characterised by the choice of material
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- G—PHYSICS
- G09—EDUCATION; CRYPTOGRAPHY; DISPLAY; ADVERTISING; SEALS
- G09F—DISPLAYING; ADVERTISING; SIGNS; LABELS OR NAME-PLATES; SEALS
- G09F3/00—Labels, tag tickets, or similar identification or indication means; Seals; Postage or like stamps
- G09F3/02—Forms or constructions
-
- G—PHYSICS
- G09—EDUCATION; CRYPTOGRAPHY; DISPLAY; ADVERTISING; SEALS
- G09F—DISPLAYING; ADVERTISING; SIGNS; LABELS OR NAME-PLATES; SEALS
- G09F3/00—Labels, tag tickets, or similar identification or indication means; Seals; Postage or like stamps
- G09F3/04—Labels, tag tickets, or similar identification or indication means; Seals; Postage or like stamps to be fastened or secured by the material of the label itself, e.g. by thermo-adhesion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2067/00—Use of polyesters or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/02—Condition, form or state of moulded material or of the material to be shaped heat shrinkable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0049—Heat shrinkable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
- B32B2307/518—Oriented bi-axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/54—Yield strength; Tensile strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/582—Tearability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/582—Tearability
- B32B2307/5825—Tear resistant
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
- B32B2307/734—Dimensional stability
- B32B2307/736—Shrinkable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D53/00—Sealing or packing elements; Sealings formed by liquid or plastics material
- B65D53/06—Sealings formed by liquid or plastic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/002—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers in shrink films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/04—Articles or materials wholly enclosed in single sheets or wrapper blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/52—Details
- B65D75/58—Opening or contents-removing devices added or incorporated during package manufacture
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G63/00—Macromolecular compounds obtained by reactions forming a carboxylic ester link in the main chain of the macromolecule
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G63/00—Macromolecular compounds obtained by reactions forming a carboxylic ester link in the main chain of the macromolecule
- C08G63/02—Polyesters derived from hydroxycarboxylic acids or from polycarboxylic acids and polyhydroxy compounds
- C08G63/12—Polyesters derived from hydroxycarboxylic acids or from polycarboxylic acids and polyhydroxy compounds derived from polycarboxylic acids and polyhydroxy compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G63/00—Macromolecular compounds obtained by reactions forming a carboxylic ester link in the main chain of the macromolecule
- C08G63/02—Polyesters derived from hydroxycarboxylic acids or from polycarboxylic acids and polyhydroxy compounds
- C08G63/12—Polyesters derived from hydroxycarboxylic acids or from polycarboxylic acids and polyhydroxy compounds derived from polycarboxylic acids and polyhydroxy compounds
- C08G63/123—Polyesters derived from hydroxycarboxylic acids or from polycarboxylic acids and polyhydroxy compounds derived from polycarboxylic acids and polyhydroxy compounds the acids or hydroxy compounds containing carbocyclic rings
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G63/00—Macromolecular compounds obtained by reactions forming a carboxylic ester link in the main chain of the macromolecule
- C08G63/02—Polyesters derived from hydroxycarboxylic acids or from polycarboxylic acids and polyhydroxy compounds
- C08G63/12—Polyesters derived from hydroxycarboxylic acids or from polycarboxylic acids and polyhydroxy compounds derived from polycarboxylic acids and polyhydroxy compounds
- C08G63/123—Polyesters derived from hydroxycarboxylic acids or from polycarboxylic acids and polyhydroxy compounds derived from polycarboxylic acids and polyhydroxy compounds the acids or hydroxy compounds containing carbocyclic rings
- C08G63/127—Acids containing aromatic rings
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G63/00—Macromolecular compounds obtained by reactions forming a carboxylic ester link in the main chain of the macromolecule
- C08G63/02—Polyesters derived from hydroxycarboxylic acids or from polycarboxylic acids and polyhydroxy compounds
- C08G63/12—Polyesters derived from hydroxycarboxylic acids or from polycarboxylic acids and polyhydroxy compounds derived from polycarboxylic acids and polyhydroxy compounds
- C08G63/123—Polyesters derived from hydroxycarboxylic acids or from polycarboxylic acids and polyhydroxy compounds derived from polycarboxylic acids and polyhydroxy compounds the acids or hydroxy compounds containing carbocyclic rings
- C08G63/137—Acids or hydroxy compounds containing cycloaliphatic rings
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G63/00—Macromolecular compounds obtained by reactions forming a carboxylic ester link in the main chain of the macromolecule
- C08G63/02—Polyesters derived from hydroxycarboxylic acids or from polycarboxylic acids and polyhydroxy compounds
- C08G63/12—Polyesters derived from hydroxycarboxylic acids or from polycarboxylic acids and polyhydroxy compounds derived from polycarboxylic acids and polyhydroxy compounds
- C08G63/16—Dicarboxylic acids and dihydroxy compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G63/00—Macromolecular compounds obtained by reactions forming a carboxylic ester link in the main chain of the macromolecule
- C08G63/02—Polyesters derived from hydroxycarboxylic acids or from polycarboxylic acids and polyhydroxy compounds
- C08G63/12—Polyesters derived from hydroxycarboxylic acids or from polycarboxylic acids and polyhydroxy compounds derived from polycarboxylic acids and polyhydroxy compounds
- C08G63/16—Dicarboxylic acids and dihydroxy compounds
- C08G63/18—Dicarboxylic acids and dihydroxy compounds the acids or hydroxy compounds containing carbocyclic rings
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G63/00—Macromolecular compounds obtained by reactions forming a carboxylic ester link in the main chain of the macromolecule
- C08G63/02—Polyesters derived from hydroxycarboxylic acids or from polycarboxylic acids and polyhydroxy compounds
- C08G63/12—Polyesters derived from hydroxycarboxylic acids or from polycarboxylic acids and polyhydroxy compounds derived from polycarboxylic acids and polyhydroxy compounds
- C08G63/16—Dicarboxylic acids and dihydroxy compounds
- C08G63/18—Dicarboxylic acids and dihydroxy compounds the acids or hydroxy compounds containing carbocyclic rings
- C08G63/181—Acids containing aromatic rings
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G63/00—Macromolecular compounds obtained by reactions forming a carboxylic ester link in the main chain of the macromolecule
- C08G63/02—Polyesters derived from hydroxycarboxylic acids or from polycarboxylic acids and polyhydroxy compounds
- C08G63/12—Polyesters derived from hydroxycarboxylic acids or from polycarboxylic acids and polyhydroxy compounds derived from polycarboxylic acids and polyhydroxy compounds
- C08G63/16—Dicarboxylic acids and dihydroxy compounds
- C08G63/18—Dicarboxylic acids and dihydroxy compounds the acids or hydroxy compounds containing carbocyclic rings
- C08G63/199—Acids or hydroxy compounds containing cycloaliphatic rings
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2367/00—Characterised by the use of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Derivatives of such polymers
- C08J2367/02—Polyesters derived from dicarboxylic acids and dihydroxy compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2467/00—Characterised by the use of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Derivatives of such polymers
- C08J2467/02—Polyesters derived from dicarboxylic acids and dihydroxy compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L67/00—Compositions of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Compositions of derivatives of such polymers
- C08L67/02—Polyesters derived from dicarboxylic acids and dihydroxy compounds
- C08L67/03—Polyesters derived from dicarboxylic acids and dihydroxy compounds the dicarboxylic acids and dihydroxy compounds having the carboxyl- and the hydroxy groups directly linked to aromatic rings
-
- G—PHYSICS
- G09—EDUCATION; CRYPTOGRAPHY; DISPLAY; ADVERTISING; SEALS
- G09F—DISPLAYING; ADVERTISING; SIGNS; LABELS OR NAME-PLATES; SEALS
- G09F3/00—Labels, tag tickets, or similar identification or indication means; Seals; Postage or like stamps
- G09F3/02—Forms or constructions
- G09F2003/0272—Labels for containers
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1328—Shrinkable or shrunk [e.g., due to heat, solvent, volatile agent, restraint removal, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1328—Shrinkable or shrunk [e.g., due to heat, solvent, volatile agent, restraint removal, etc.]
- Y10T428/1331—Single layer [continuous layer]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31786—Of polyester [e.g., alkyd, etc.]
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Organic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Theoretical Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Shaping By String And By Release Of Stress In Plastics And The Like (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
- Details Of Rigid Or Semi-Rigid Containers (AREA)
Description
収縮量が小さくて、ラベルとして用いた場合に、熱収縮後のラベルにシワやタルミが生じるという状況の発生を防ぐために、90℃における長手方向の温湯収縮率は35%以上であることが好ましく、38%以上がより好ましく、41%以上がさらに好ましい。一方、緩やかに収縮できず、収縮後のラベルに歪みが生じるといった状況の発生を防ぐためには、90℃における長手方向の温湯収縮率が60%以下が好ましく、57%以下がより好ましく、54%以下がさらに好ましい。
上述したように、熱収縮性ポリエステル系フィルムは、通常、未延伸フィルムを収縮させたい方向(すなわち主収縮方向、本発明では長手方向)のみに延伸することによって製造される。本発明者等が従来の製造方法について検討した結果、従来の熱収縮性ポリエステル系フィルムの製造においては、以下のような問題点があることが判明した。
・単純に長手方向に延伸するだけであると、上述の如く、幅方向の機械的強度が小さくなり、ラベルとした場合のミシン目開封性が悪くなる。その上、製膜装置の製品採取幅を広げることが困難で、生産性が悪い。
・また単純に長手方向に延伸するだけであると、上述の如く、長手方向の収縮応力と収縮速度が相反する事になり、ボトル飲料等のラベルとして収縮させる際の仕上り性と、収縮させた後のボトルとラベルの弛み(追従性)が不充分である。
・長手方向に延伸した後に幅方向に延伸する方法を採用すると、どのような延伸条件を採用しても、長手方向の収縮力を充分に発現させることができない。さらに、幅方向の収縮力が同時に発現してしまい、ラベルとした際に収縮装着後の仕上りが悪くなる。
・幅方向に延伸した後に長手方向に延伸する方法を採用すると、長手方向の収縮力は発現させることができるものの、幅方向の収縮力が同時に発現してしまい、ラベルとした際に収縮装着後の仕上りが悪くなる。
・ラベルとした際のミシン目開封性を良好なものとするためには、幅方向へ配向した分子をある程度残しておく必要があると考えられる。
・ラベルとした際の収縮装着後の仕上りを良好なものとするためには、幅方向への収縮力を発現させないことが不可欠であり、そのためには幅方向へ配向した分子の緊張状態を解消する必要があると考えられる。
・幅方向に配向した分子を残すことにより、長手方向に収縮する際の長手方向の分子配向の変化が遅くなり、収縮速度を遅くできると考えられる。
・幅方向に配向した分子を残すことにより、長手方向に収縮する際に発生する収縮応力の時間による減少を抑制し、追従性を改善できると考える。
(1)横延伸条件の制御
(2)横延伸後における中間熱処理
(3)縦延伸条件の制御
(4)縦延伸後の熱処理
以下、上記した各手段について順次説明する。
まず、横方向の延伸(横延伸)を行う。横延伸は、テンター(第1テンター)内でフィルム幅方向の両端際をクリップによって把持した状態で、Tg以上Tg+20℃で、3.5〜5倍程度、行うことが好ましい。延伸倍率が3.5倍より低いと、厚みムラが起こりやすくなる上に、生産性が悪くなり好ましくない。延伸倍率が5倍より高いと、横延伸後のフィルムの配向結晶化が進み、縦延伸工程で破断が生じ易くなり、好ましくない。なお、横延伸の前には、予備加熱を行っておくことが好ましく、予備加熱はフィルム表面がTg以上Tg+30℃になるまで行うとよい。
“幅方向に配向しつつ収縮力に寄与しない分子”をフィルム内に存在させるためには、幅方向に配向した分子を熱緩和させることが好ましいが、従来、フィルムの二軸延伸において、一軸目の延伸と二軸目の延伸との間において、高温の熱処理をフィルムに施すと、熱処理後のフィルムが結晶化してしまうため、それ以上延伸することができない、というのが業界での技術常識であった。しかしながら、本発明者等が試行錯誤した結果、横−縦延伸法において、ある一定の条件で横延伸を行い、その横延伸後のフィルムの状態に合わせて中間熱処理を所定の条件で行い、さらに、その中間熱処理後のフィルムの状態に合わせて所定の条件で縦延伸を施すことによって、縦延伸時に破断を起こさせることなく、“幅方向に配向しつつ収縮力に寄与しない分子”をフィルム内に存在させ得る、という驚くべき事実が判明した。
縦収縮率を発現させるには、縦延伸が用いられてきた。一般的には縦収縮率を高くすると、縦方向の収縮応力も高くなる。縦方向の収縮応力を低下させるには、縦延伸時の延伸応力を低下させる必要がある。そして、縦延伸応力を低下させる方策の一つとして、縦延伸倍率を下げるという方法があるが、縦延伸倍率を下げると、物質収支の関係により、発現する収縮率も低下してしまうため、好ましくない。
縦延伸後のフィルムは、テンター(第2テンター)内でフィルム幅方向の両端際をクリップで把持した状態で、Tg℃以上Tg+40℃以下の温度で、5秒以上10秒以下の時間にわたって最終的に熱処理されることが必要である。幅方向へのリラックス(弛緩)はこの熱処理と同時に任意で実施してもよい。リラックスを行う場合は、0%超30%以下が好ましい。幅方向へのリラックス率が30%を超えると、フィルム幅方向のトランスコンフォメーション比率が低くなり過ぎて、幅方向の直角引裂強度や引張破壊強さが低下してしまうため好ましくない。幅方向へのリラックス率は27%以下がより好ましく、24%以下がさらに好ましい。
FT−IR装置「FTS 60A/896」(バリアン社製)を用いて、測定波数領域650〜4000cm-1、積算回数128回で、ATR法で偏光をかけて、赤外吸収スペクトルを測定した。1340cm-1での吸光度A1と1410cm-1での吸光度A2との比A1/A2を吸光度比とした。
フィルムを10cm×10cmの正方形に裁断し、所定温度±0.5℃の温水中に無荷重状態で10秒間浸漬して熱収縮させた後、25℃±0.5℃の水中に10秒間浸漬し、水中から引き出してフィルムの縦および横方向の寸法を測定し、下記式(1)にしたがって、それぞれ熱収縮率を求めた。熱収縮率の大きい方向を主収縮方向とした。
[収縮応力]
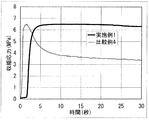
熱収縮性フィルムから主収縮方向の長さが200mm、幅20mmのサンプルを切り出し、東洋ボールドウィン社製(現社名オリエンテック)の加熱炉付き強伸度測定機(テンシロン(オリエンテック社の登録商標))を用いて測定した。加熱炉は予め90℃に加熱しておき、チャック間距離は100mmとした。加熱炉の送風を一旦止めて加熱炉の扉を開け、サンプルをチャックに取付け、その後速やかに加熱炉の扉を閉めて、送風を再開した。収縮応力を30秒以上測定し、30秒後の収縮応力(MPa)を求め、測定中の最大値を最大収縮応力(MPa)とした。また、最大収縮応力に対する30秒後の収縮応力の比率(百分率)を応力比(%)とした。
熱収縮率を求める方法と同様にして、90℃、80℃、70℃の各温度における主収縮方向の温湯収縮率を測定した。90℃での温湯収縮率と80℃での温湯収縮率との差Δ90-80と、80℃での温湯収縮率と70℃での温湯収縮率との差Δ80-70との差の絶対値|Δ90-80−Δ80-70|を収縮率差とした。
所定の長さを有する矩形状の枠にフィルムを予め弛ませた状態で装着する(すなわち、フィルムの両端を枠によって把持させる)。そして、弛んだフィルムが枠内で緊張状態となるまで(弛みがなくなるまで)、約5秒間にわたって80℃の温水に浸漬させることによって、フィルムを長手方向に10%収縮させた。この10%収縮後のフィルムから、JIS−K−7128−3に準じて、図1に示す形状の試験片を切り出した。なお、試験片を切り出す際は、フィルム幅方向が引き裂き方向になるようにした。次に、万能引張試験機(島津製作所製「オートグラフ」)で試験片の両端(長手方向)を掴み、引張速度200mm/分の条件にて引張試験を行い、フィルムが幅方向に完全に引き裂かれたときの最大荷重を測定した。この最大荷重をフィルムの厚みで除して、単位厚み当たりの直角引裂強度を算出した。
測定方向(フィルム幅方向)が140mm、測定方向と直交する方向(フィルム長手方向)が20mmの短冊状の試験片を作製した。万能引張試験機「DSS−100」(島津製作所製)を用いて、試験片の両端をチャックで片側20mmずつ把持(チャック間距離100mm)して、雰囲気温度23℃、引張速度200mm/minの条件にて引張試験を行い、引張破壊時の強度(応力)を引張破壊強さとした。
セイコー電子工業社製の示差走査熱量計(型式:DSC220)を用いて、未延伸フィルム5mgを、−40℃から120℃まで、昇温速度10℃/分で昇温し、得られた吸熱曲線より求めた。吸熱曲線の変曲点の前後に接線を引き、その交点をTg(℃)とした。
熱収縮性フィルムに、予め東洋インキ製造社製の草色・金色・白色の各インキで、3色印刷を施した。印刷したフィルムの両端部を重ねて、ヒートシーラーで120℃、0.5秒の条件で接着することにより、チューブ状のラベル(熱収縮性フィルムの主収縮方向を周方向としており、外周長が装着するボトルの外周長の1.1倍であるチューブ状のラベル)を作製した。そのチューブ状のラベルを、500mlのPETボトル(胴直径62mm、ネック部の最小直径25mm)に被せて、Fuji Astec Inc製スチームトンネル(型式;SH−1500−L)を用いて、通過時間2.5秒、ゾーン温度80℃で熱収縮させることにより、ラベルをボトルに装着した。なお、装着の際には、ネック部においては、直径40mmの部分がラベルの一方の端になるように調整した。収縮後の仕上り性の評価として、装着されたラベル上部の360度方向の歪みをゲージを使用して測定し、歪みの最大値を求めた。以下の基準に従って評価した。
◎:最大歪み 1.0mm未満
○:最大歪み 1.0mm以上2.0mm未満
×:最大歪み 2.0mm以上
[ラベル密着性]
上記したラベルの収縮歪みの条件と同一の条件で、PETボトルにラベルを装着した。ラベル密着性を以下の基準に従って評価した。
◎:装着したラベルとPETボトルで弛み無く、ボトルのキャップ部を固定してラベルをねじったときに、ラベルが動かない。
○:ボトルのキャップ部を固定してラベルをねじったときはラベルが動かないが、ラベルとPETボトルの間に少し弛みがある。
×:ボトルのキャップ部を固定してラベルをねじったときに、ラベルがずれる。
上記したラベルの収縮歪みの条件と同一の条件で、PETボトルにラベルを装着し、シワの発生状態を、以下の基準に従って評価した。
◎:大きさ2mm以上のシワの数が零。
○:大きさ2mm以上のシワの数が1個以上2個以下。
×:大きさ2mm以上のシワの数が3個以上。
上記したラベルの収縮歪みの条件と同一の条件で、PETボトルにラベルを装着した。収縮後のラベルの接着部のめくれや剥がれを、目視で、以下の基準に従って評価した。
○:2mm以上の接着部のめくれや剥がれがない。
×:2mm以上の接着部のめくれや剥がれがある。
予め主収縮方向と直交する方向にミシン目を入れておいたラベルを、上記したラベルの収縮歪みの条件と同一の条件でPETボトルに装着した。ただし、ミシン目は、長さ1mmの孔を1mm間隔で入れることによって形成し、ラベルの縦方向(高さ方向)に幅22mm、長さ120mmにわたって2本設けた。その後、このボトルに水を500ml充填し、5℃に冷蔵し、冷蔵庫から取り出した直後のボトルのラベルのミシン目を指先で引裂き、縦方向にミシン目に沿って綺麗に裂けなかったり、ラベルをボトルから外すことができなかった本数を数え、全サンプル50本についてのミシン目開封不良率(%)を算出した。
合成例1
撹拌機、温度計および部分環流式冷却器を備えたステンレススチール製オートクレーブに、ジカルボン酸成分としてジメチルテレフタレート(DMT)100モル%と、多価アルコール成分としてエチレングリコール(EG)100モル%とを、エチレングリコールがモル比でジメチルテレフタレートの2.2倍になるように仕込み、エステル交換触媒として酢酸亜鉛を0.05モル%(酸成分に対して)用いて、生成するメタノールを系外へ留去しながらエステル交換反応を行った。その後、重縮合触媒として三酸化アンチモン0.225モル%(酸成分に対して)を添加し、280℃で26.7Paの減圧条件下、重縮合反応を行い、固有粘度0.75dl/gのポリエステルAを得た。このポリエステルAはポリエチレンテレフタレートである。
合成例1と同様にして、表1に示したポリエステルB〜Fを得た。なお、表中、BDは1,4−ブタンジオール、NPGはネオペンチルグリコール、CHDMは1,4−シクロヘキサンジメタノール、DEGは副生するジエチレングリコール、ε−CLはε−カプロラクトンである。なお、上記ポリエステルFの製造の際には、滑剤としてSiO2(富士シリシア社製サイリシア266)をポリエステルに対して7,000ppmの割合で添加した。ポリエステルB,C,D,E,Fの固有粘度は、それぞれ、0.72dl/g,0.80dl/g,1.20dl/g,0.77dl/g,0.75dl/gであった。なお、各ポリエステルは、適宜チップ状にした。

上記したポリエステルA、ポリエステルB、ポリエステルDおよびポリエステルFを質量比25:60:10:5で混合して押出機に投入した。この混合樹脂を280℃で溶融させてTダイから押出し、表面温度30℃に冷却された回転する金属ロールに巻き付けて急冷することにより、厚さ324μmの未延伸フィルムを得た。このときの未延伸フィルムの引取速度(金属ロールの回転速度)は、約20m/minであった。また、未延伸フィルムのTgは67℃であった。
ポリエステルBをポリエステルCに変更した以外は実施例1と同様の方法で厚さ30μmの二軸延伸フィルムロールを得た。未延伸フィルムのTgは67℃であった。評価結果を表3に示す。実施例1と同様に優れたフィルムであった。
ポリエステルDをポリエステルEに変更し、最終熱処理温度を98℃に変更した以外は実施例1と同様にして、厚さ30μmの二軸延伸フィルムロールを得た。実施例1と同様に優れたフィルムであった。
実施例1における幅方向へのリラックスを、最終熱処理工程ではなく、中間熱処理工程で行った。加えて、最終熱処理温度を98℃に変更した以外は実施例1と同様にして、厚さ30μmの二軸延伸フィルムロールを得た。評価結果を表3に示す。実施例1と同様に優れたフィルムであった。
実施例4において、ポリエステルAとポリエステルBの比率を変更して非晶質成分のモノマー量を変更した以外は、実施例4と同様にして、厚さ30μmの二軸延伸フィルムロールを得た。評価結果を表3に示す。実施例4と同様に優れたフィルムであった。
実施例4において、ポリエステルAとポリエステルDの量を変更し、最終熱処理温度を100℃に変更した以外は、実施例4と同様にして、厚さ30μmの二軸延伸フィルムロールを得た。評価結果を表3に示す。実施例4と同様に優れたフィルムであった。
ポリエステルBとポリエステルFとを質量比90:10で混合して押出機に投入した。この混合樹脂を280℃で溶融させてTダイから押出し、表面温度30℃に冷却された回転する金属ロールに巻き付けて急冷することにより、厚さ360μmの未延伸フィルムを得た。このときの未延伸フィルムの引取速度(金属ロールの回転速度)は、約20m/minであった。また、未延伸フィルムのTgは67℃であった。
縦延伸工程で赤外線ヒータを用いず(90℃への昇温を行わない)、かつ二段延伸を一段延伸に変更した以外は、実施例1と同様の方法で厚さ30μmの二軸延伸フィルムロールを得た。評価結果を表3に示す。実施例1のフィルムに比べ、長手方向の吸光度比が高く、収縮率差や収縮応力が高くなった。また、収縮後のラベルの収縮歪み、シワ、接着部のめくれや剥がれの特性が、実施例1よりも劣るフィルムであった。
未延伸フィルムの厚みを198μmとし、最終熱処理工程の代わりに、横延伸後の中間熱処理工程で45%のリラックスを行った以外は、実施例1と同様の方法で厚さ30μmの二軸延伸フィルムロールを得た。評価結果を表3に示す。実施例1のフィルムに比べ、幅方向の吸光度比が低く、直角引裂強度、幅方向の引張破壊強さが劣っていた。収縮後のミシン目開封不良率も、実施例1より劣るフィルムであった。
未延伸フィルムの厚みを90μmとし、横延伸工程をなくして、縦延伸時の1段目と2段目のフィルム温度を80℃に変更した以外は、実施例1と同様の方法で厚さ30μmの一軸延伸フィルムロールを得た。評価結果を表3に示す。実施例1のフィルムに比べ、幅方向の吸光度比が低く、直角引裂強度、幅方向の引張破壊強さが劣っていた。また、収縮後のミシン目開封不良率も、実施例よりも劣っていた。さらに、収縮率差が高く、収縮後の収縮歪みやシワが、実施例1より劣るフィルムであった。比較例4の収縮応力曲線を図2に併せて示した。
Claims (7)
- 長手方向を主収縮方向とする熱収縮性ポリエステル系フィルムにおいて、偏光ATR−FTIR法で測定した上記フィルムの1340cm-1での吸光度A1と1410cm-1での吸光度A2との比A1/A2(吸光度比)が、フィルム主収縮方向である長手方向で0.55以上1以下、主収縮方向に直交する方向である幅方向で0.5以上0.9以下であり、90℃の温水にフィルムを10秒間浸漬したときの温湯収縮率が、フィルム長手方向で35%以上60%以下、幅方向で−3%以上12%以下であることを特徴とする熱収縮性ポリエステル系フィルム。
- 90℃の熱風で測定したフィルム主収縮方向の最大収縮応力が3MPa以上7MPa未満であり、かつ、測定開始から30秒後の収縮応力が最大収縮応力の70%以上100%以下である請求項1に記載の熱収縮性ポリエステル系フィルム。
- 90℃、80℃、70℃の各温度の温水にフィルムを10秒間浸漬して長手方向の温湯収縮率を測定したときに、90℃での温湯収縮率と80℃での温湯収縮率との差Δ90-80と、80℃での温湯収縮率と70℃での温湯収縮率との差Δ80-70との差の絶対値|Δ90-80−Δ80-70|が5%以下である請求項1または2に記載の熱収縮性ポリエステル系フィルム。
- フィルム幅方向の引張破壊強さが90MPa以上220MPa以下である請求項1〜3のいずれかに記載の熱収縮性ポリエステル系フィルム。
- 80℃の温水中で長手方向に10%収縮させた後の幅方向の単位厚み当たりの直角引裂強度が150N/mm以上300N/mm以下である請求項1〜4のいずれかに記載の熱収縮性ポリエステル系フィルム。
- 全ポリエステル樹脂成分中における非晶質成分となり得るモノマーの主成分が、ネオペンチルグリコール、1,4−シクロヘキサンジメタノール、イソフタル酸のうちのいずれかである請求項1〜5のいずれかに記載の熱収縮性ポリエステル系フィルム。
- 請求項1〜6のいずれかに記載の熱収縮性ポリエステル系フィルムから得られたミシン目またはノッチを有する熱収縮ラベルが、包装対象物の少なくとも外周の一部を収縮被覆していることを特徴とする包装体。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013123027 | 2013-06-11 | ||
| JP2013123027 | 2013-06-11 | ||
| PCT/JP2014/063276 WO2014199787A1 (ja) | 2013-06-11 | 2014-05-20 | 熱収縮性ポリエステル系フィルムおよび包装体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP6036832B2 true JP6036832B2 (ja) | 2016-11-30 |
| JPWO2014199787A1 JPWO2014199787A1 (ja) | 2017-02-23 |
Family
ID=52022088
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014536049A Active JP6036832B2 (ja) | 2013-06-11 | 2014-05-20 | 熱収縮性ポリエステル系フィルムおよび包装体 |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US10287433B2 (ja) |
| EP (1) | EP3009253B1 (ja) |
| JP (1) | JP6036832B2 (ja) |
| KR (1) | KR102142394B1 (ja) |
| CN (1) | CN105307837B (ja) |
| CA (1) | CA2914909C (ja) |
| ES (1) | ES2644460T3 (ja) |
| MY (1) | MY164330A (ja) |
| PL (1) | PL3009253T3 (ja) |
| TW (1) | TWI608922B (ja) |
| WO (1) | WO2014199787A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101885481B1 (ko) * | 2017-07-17 | 2018-08-03 | (주)진코스텍 | 복합기능을 가진 두피 치료기 |
Families Citing this family (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6459533B2 (ja) * | 2014-04-01 | 2019-01-30 | 東洋紡株式会社 | 熱収縮性ポリエステル系フィルムおよび包装体 |
| CN107428965B (zh) * | 2015-03-20 | 2020-12-08 | 东洋纺株式会社 | 热收缩性聚酯系薄膜及包装体 |
| CN104802393B (zh) * | 2015-04-24 | 2016-12-07 | 哈尔滨工程大学 | 一种自动热塑管机 |
| EP3339000B1 (en) * | 2015-08-19 | 2020-09-30 | Toyobo Co., Ltd. | Heat-shrinkable polyester film and package |
| KR20240024333A (ko) * | 2016-05-31 | 2024-02-23 | 다이니폰 인사츠 가부시키가이샤 | 전지용 포장 재료, 그의 제조 방법, 전지 및 폴리에스테르 필름의 전지용 포장 재료에의 사용 방법 |
| JP6772590B2 (ja) * | 2016-06-30 | 2020-10-21 | 東洋紡株式会社 | ポリエステル系フィルム、積層体及び包装袋 |
| KR102396755B1 (ko) * | 2016-08-01 | 2022-05-12 | 도요보 가부시키가이샤 | 열수축성 폴리에스테르계 필름 및 포장체 |
| JP7519751B2 (ja) * | 2016-10-14 | 2024-07-22 | 株式会社レゾナック・パッケージング | シール材 |
| JPWO2018147249A1 (ja) * | 2017-02-13 | 2019-02-14 | 東洋紡株式会社 | 非晶性のフィルム用共重合ポリエステル原料、熱収縮性ポリエステル系フィルム、熱収縮性ラベル、及び包装体 |
| US12116452B2 (en) | 2018-10-08 | 2024-10-15 | Eastman Chemical Company | Crystallizable shrinkable films and thermoformable sheets made from resins blends |
| WO2020213471A1 (ja) | 2019-04-18 | 2020-10-22 | 東洋紡株式会社 | ポリエステル系シーラントフィルムおよびそれを用いた包装体 |
| CN114466736A (zh) * | 2019-10-02 | 2022-05-10 | 东洋纺株式会社 | 热收缩性聚酯系薄膜卷 |
| CN111205441A (zh) * | 2019-12-30 | 2020-05-29 | 长垣县源宏包装新材料有限公司 | 一种包装用高收缩率、高热封粘性聚酯产品的制备工艺 |
| CN111205440A (zh) * | 2019-12-31 | 2020-05-29 | 长垣县源宏包装新材料有限公司 | 一种非结晶性共聚酯材料及其制备方法 |
| JP6888702B2 (ja) * | 2020-02-12 | 2021-06-16 | 東洋紡株式会社 | 熱収縮性ポリエステル系フィルムおよび包装体 |
| JP7427995B2 (ja) * | 2020-02-13 | 2024-02-06 | 東洋紡株式会社 | 熱収縮性ポリエステル系フィルム |
| CN112130439B (zh) * | 2020-09-25 | 2021-07-13 | 北京理工大学 | 一种基于飞秒激光制备的可变防伪计算机全息图 |
| TWI836276B (zh) * | 2020-10-07 | 2024-03-21 | 美商朋瑟美國公司 | 聚酯系熱收縮膜 |
| WO2023145653A1 (ja) * | 2022-01-25 | 2023-08-03 | 東洋紡株式会社 | 白色熱収縮性ポリエステル系フィルム |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006045317A (ja) * | 2004-08-03 | 2006-02-16 | Mitsubishi Plastics Ind Ltd | 熱収縮性ポリエステル系フィルム及び該フィルムを用いた成形品、容器 |
| WO2009075333A1 (ja) * | 2007-12-13 | 2009-06-18 | Toyo Boseki Kabushiki Kaisha | 熱収縮性ポリエステル系フィルム、およびその製造方法 |
| JP2009143607A (ja) * | 2007-12-14 | 2009-07-02 | Toyobo Co Ltd | 包装体 |
| WO2010137240A1 (ja) * | 2009-05-26 | 2010-12-02 | 東洋紡績株式会社 | 熱収縮性ポリエステル系フィルム、およびその製造方法、包装体 |
| WO2011114934A1 (ja) * | 2010-03-15 | 2011-09-22 | 東洋紡績株式会社 | 熱収縮性ポリエステル系フィルム、その包装体、及び熱収縮性ポリエステル系フィルムの製造方法 |
| JP2011252129A (ja) * | 2010-06-04 | 2011-12-15 | Toyobo Co Ltd | 硬化性樹脂積層用二軸延伸ポリエステルフィルム |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5151015Y2 (ja) | 1971-06-30 | 1976-12-07 | ||
| US4529645A (en) * | 1982-10-19 | 1985-07-16 | Minnesota Mining And Manufacturing Company | Polyethylene-terephthalate-backed adhesive tape or extreme dimensional stability |
| JPS63122509A (ja) | 1986-11-12 | 1988-05-26 | Toyoda Gosei Co Ltd | 窓枠ゴム成形用金型 |
| JP3075019B2 (ja) | 1993-06-10 | 2000-08-07 | 東洋紡績株式会社 | 熱収縮性ポリエステル系チューブの製造方法 |
| ITMI991139A1 (it) * | 1999-05-24 | 2000-11-24 | Sinco Ricerche Spa | Film espansi biorientati in resina poliestere |
| JP3075019U (ja) | 2000-07-21 | 2001-02-09 | 君夫 佐藤 | パウダ−クラッチ |
| JP3678186B2 (ja) * | 2001-08-01 | 2005-08-03 | 東洋紡績株式会社 | 熱収縮性ポリエステル系フィルムロール |
| ATE457232T1 (de) * | 2003-12-26 | 2010-02-15 | Toyo Boseki | Wärmeschrumpfbare polyesterfolie und wärmeschrumpfbares etikett |
| JP4752360B2 (ja) | 2005-07-07 | 2011-08-17 | 東洋紡績株式会社 | 熱収縮性ポリエステル系フィルム及びラベルとその製造方法 |
| JP5151015B2 (ja) | 2005-08-25 | 2013-02-27 | 東洋紡株式会社 | 熱収縮性ポリエステル系フィルム及びラベルとその製造方法 |
| JP4411556B2 (ja) | 2006-06-14 | 2010-02-10 | 東洋紡績株式会社 | 熱収縮性ポリエステル系フィルム、およびその製造方法 |
| US7687123B2 (en) * | 2007-01-29 | 2010-03-30 | Cryovac, Inc. | Shrink film containing semi-crystalline polyamide and process for making same |
| WO2010119751A1 (ja) * | 2009-04-13 | 2010-10-21 | 東洋紡績株式会社 | 硬化性樹脂積層用二軸延伸ポリエステルフィルム |
| JP2010247370A (ja) * | 2009-04-13 | 2010-11-04 | Toyobo Co Ltd | 硬化性樹脂積層用光拡散ポリエステルフィルム |
| JP2010264749A (ja) * | 2009-04-13 | 2010-11-25 | Toyobo Co Ltd | 硬化性樹脂積層用二軸延伸ポリエステルフィルム |
| WO2011068132A1 (ja) * | 2009-12-02 | 2011-06-09 | 東洋紡績株式会社 | 太陽電池用易接着性ポリエステルフィルム |
| JP5240387B1 (ja) * | 2012-07-26 | 2013-07-17 | 東洋紡株式会社 | 熱収縮性ポリエステル系フィルムおよび包装体 |
| US10336871B2 (en) * | 2013-05-16 | 2019-07-02 | Toyobo Co., Ltd. | Heat-shrinkable polyester film and package |
| CN107428965B (zh) * | 2015-03-20 | 2020-12-08 | 东洋纺株式会社 | 热收缩性聚酯系薄膜及包装体 |
| US9944012B2 (en) * | 2015-03-25 | 2018-04-17 | Toyobo Co., Ltd. | Heat-shrinkable polyester film and package |
-
2014
- 2014-05-20 EP EP14810446.6A patent/EP3009253B1/en active Active
- 2014-05-20 JP JP2014536049A patent/JP6036832B2/ja active Active
- 2014-05-20 US US14/897,984 patent/US10287433B2/en active Active
- 2014-05-20 WO PCT/JP2014/063276 patent/WO2014199787A1/ja active Application Filing
- 2014-05-20 CN CN201480033599.7A patent/CN105307837B/zh active Active
- 2014-05-20 ES ES14810446.6T patent/ES2644460T3/es active Active
- 2014-05-20 KR KR1020167000016A patent/KR102142394B1/ko active IP Right Grant
- 2014-05-20 PL PL14810446T patent/PL3009253T3/pl unknown
- 2014-05-20 CA CA2914909A patent/CA2914909C/en active Active
- 2014-05-20 MY MYPI2015704501A patent/MY164330A/en unknown
- 2014-05-23 TW TW103118119A patent/TWI608922B/zh active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006045317A (ja) * | 2004-08-03 | 2006-02-16 | Mitsubishi Plastics Ind Ltd | 熱収縮性ポリエステル系フィルム及び該フィルムを用いた成形品、容器 |
| WO2009075333A1 (ja) * | 2007-12-13 | 2009-06-18 | Toyo Boseki Kabushiki Kaisha | 熱収縮性ポリエステル系フィルム、およびその製造方法 |
| JP2009143607A (ja) * | 2007-12-14 | 2009-07-02 | Toyobo Co Ltd | 包装体 |
| WO2010137240A1 (ja) * | 2009-05-26 | 2010-12-02 | 東洋紡績株式会社 | 熱収縮性ポリエステル系フィルム、およびその製造方法、包装体 |
| WO2011114934A1 (ja) * | 2010-03-15 | 2011-09-22 | 東洋紡績株式会社 | 熱収縮性ポリエステル系フィルム、その包装体、及び熱収縮性ポリエステル系フィルムの製造方法 |
| JP2011252129A (ja) * | 2010-06-04 | 2011-12-15 | Toyobo Co Ltd | 硬化性樹脂積層用二軸延伸ポリエステルフィルム |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101885481B1 (ko) * | 2017-07-17 | 2018-08-03 | (주)진코스텍 | 복합기능을 가진 두피 치료기 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3009253A1 (en) | 2016-04-20 |
| KR102142394B1 (ko) | 2020-08-07 |
| CA2914909C (en) | 2021-03-09 |
| CN105307837B (zh) | 2018-01-02 |
| CN105307837A (zh) | 2016-02-03 |
| US10287433B2 (en) | 2019-05-14 |
| TWI608922B (zh) | 2017-12-21 |
| ES2644460T3 (es) | 2017-11-29 |
| US20160137833A1 (en) | 2016-05-19 |
| TW201501913A (zh) | 2015-01-16 |
| JPWO2014199787A1 (ja) | 2017-02-23 |
| EP3009253B1 (en) | 2017-07-19 |
| MY164330A (en) | 2017-12-15 |
| CA2914909A1 (en) | 2014-12-18 |
| WO2014199787A1 (ja) | 2014-12-18 |
| KR20160018653A (ko) | 2016-02-17 |
| EP3009253A4 (en) | 2016-06-22 |
| PL3009253T3 (pl) | 2018-01-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6036832B2 (ja) | 熱収縮性ポリエステル系フィルムおよび包装体 | |
| JP5240387B1 (ja) | 熱収縮性ポリエステル系フィルムおよび包装体 | |
| JP6337774B2 (ja) | 熱収縮性ポリエステル系フィルムおよび包装体 | |
| JP6658513B2 (ja) | 熱収縮性ポリエステル系フィルムおよび包装体 | |
| JP6572907B2 (ja) | 熱収縮性ポリエステル系フィルム、およびその製造方法、包装体 | |
| JP5633808B2 (ja) | 熱収縮性ポリエステル系フィルム、およびその製造方法、包装体 | |
| JP6485054B2 (ja) | 熱収縮性ポリエステル系フィルムおよび包装体 | |
| TWI693997B (zh) | 熱收縮性聚酯系膜及包裝體 | |
| JP2019147954A (ja) | 熱収縮性ポリエステル系フィルムおよび包装体 | |
| WO2016067658A1 (ja) | 熱収縮性ポリエステル系フィルム及び包装体 | |
| JP2015229242A (ja) | 熱収縮性ポリエステル系フィルム及び包装体 | |
| JP6673453B2 (ja) | 熱収縮性ポリエステル系フィルムおよび包装体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160902 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20161004 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20161017 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6036832 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |