JP6013373B2 - 切削工具および切削工具用の締付け凹部を有する切削インサート - Google Patents
切削工具および切削工具用の締付け凹部を有する切削インサート Download PDFInfo
- Publication number
- JP6013373B2 JP6013373B2 JP2013554059A JP2013554059A JP6013373B2 JP 6013373 B2 JP6013373 B2 JP 6013373B2 JP 2013554059 A JP2013554059 A JP 2013554059A JP 2013554059 A JP2013554059 A JP 2013554059A JP 6013373 B2 JP6013373 B2 JP 6013373B2
- Authority
- JP
- Japan
- Prior art keywords
- insert
- clamping
- cutting
- head
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 230000002093 peripheral effect Effects 0.000 claims description 7
- 239000002699 waste material Substances 0.000 description 3
- 238000005452 bending Methods 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
- UONOETXJSWQNOL-UHFFFAOYSA-N tungsten carbide Chemical compound [W+]#[C-] UONOETXJSWQNOL-UHFFFAOYSA-N 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/16—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped
- B23B27/1603—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped with specially shaped plate-like exchangeable cutting inserts, e.g. chip-breaking groove
- B23B27/1611—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped with specially shaped plate-like exchangeable cutting inserts, e.g. chip-breaking groove characterised by having a special shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/06—Profile cutting tools, i.e. forming-tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/16—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped
- B23B27/1614—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped with plate-like cutting inserts of special shape clamped against the walls of the recess in the shank by a clamping member acting upon the wall of a hole in the insert
- B23B27/1622—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped with plate-like cutting inserts of special shape clamped against the walls of the recess in the shank by a clamping member acting upon the wall of a hole in the insert characterised by having a special shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/04—Overall shape
- B23B2200/0423—Irregular
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/16—Supporting or bottom surfaces
- B23B2200/165—Supporting or bottom surfaces with one or more grooves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/20—Top or side views of the cutting edge
- B23B2200/205—Top or side views of the cutting edge with cutting edge having a wave form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2205/00—Fixation of cutting inserts in holders
- B23B2205/04—Fixation screws, bolts or pins of particular form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2205/00—Fixation of cutting inserts in holders
- B23B2205/12—Seats for cutting inserts
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/22—Cutters, for shaping including holder having seat for inserted tool
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/22—Cutters, for shaping including holder having seat for inserted tool
- Y10T407/2272—Cutters, for shaping including holder having seat for inserted tool with separate means to fasten tool to holder
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/23—Cutters, for shaping including tool having plural alternatively usable cutting edges
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/28—Miscellaneous
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Milling Processes (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Description
反対側にあるインサート前端およびインサート後端と、
反対側にある第1の主要面および第2の主要面、ならびにその間に延びる2つの側面と、
それぞれがそれぞれの側面上に位置する2つの側方当接面と、
前記インサート前端に形成されて、前記第1の主要面および第2の主要面の間、ならびに前記側面同士の間に延びる、インサート前面と、
前記第2の主要面、および/または前記インサート前面に開口している締付け凹部と
を備え、
前記側方当接面は、前記第1の主要面に向かって収束し、前記側面は前記インサート前面から離れる方向に収束し、前記第1の面は、縁部において前記前面および前記側面と一体となり、その縁部の少なくとも一部分は切れ刃を含み、
前記締付け凹部は、前記インサート前端に対向する、インサート締付け面を含み、前記締付け凹部は、前記切削インサートの厚さ方向において、前記第1の面と第2の面の中間に位置する、中央面Pを超えて延びない切削インサートが提供される。
インサートポケットと、
ヘッド締付け面を有するヘッドを含む、締付け部材とを備え、
前記インサートポケットは、
インサートポケット前端およびインサートポケット後端と、
前記インサートポケット前端に位置するインサートポケット前面と、
前記インサートポケット前面から、後方に、前記インサートポケット後端に向かって延びるインサート支持面と、
前記インサート支持面からインサートポケット上面に、上方に、前記インサート支持面から離れて延びる、2つの支持壁であって、上方および後方において収束する支持壁と、
前記インサート支持面および前記インサートポケット前面に開口するハウジングであって、前記インサート支持面から下方に延びるハウジング壁、および前記ハウジング壁から前記インサートポケット前面に延びるハウジング周面を含むハウジングと、
前記ハウジング壁へ開口するボアであって、縦方向ボア軸Bを有するボアと
を備え、
前記締付け部材が前記ハウジング内に位置するときには、前記ヘッド締付け面の露出された締付け面が、前記インサート支持面の上方に突出する。
前記第2の主要面が前記インサート支持面に当接し、
各側方当接面がそれぞれの支持壁に当接し、
前記ヘッドの露出されたヘッド部分が、前記締付け凹部によって収容され、
前記ヘッド締付け面の前記露出された締付け面は、前記インサート締付け面に当接する。
Claims (13)
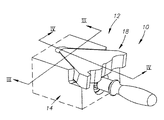
- インサートポケット(16)と、
ヘッド締付け面(44)を有するヘッド(42)を含む、締付け部材(20)と
を備えるホルダ(14)であって、
前記インサートポケット(16)は、
インサートポケット前端(27)およびインサートポケット後端(29)と、
前記インサートポケット前端(27)に位置するインサートポケット前面(22)と、
前記インサートポケット前面(22)から、後方に、前記インサートポケット後端(29)に向かって延びるインサート支持面(24)と、
前記インサート支持面(24)からインサートポケット上面(28)に、上方に、前記インサート支持面(24)から離れて延びる2つの支持壁(26)であって、上方および後方において収束する支持壁(26)と、
前記インサート支持面(24)および前記インサートポケット前面(22)に開口するハウジング(30)であって、前記インサート支持面(24)から下方に延びるハウジング壁(32)、および前記ハウジング壁(32)から前記インサートポケット前面(22)に延びるハウジング周面(34)を含むハウジング(30)と、
前記ハウジング壁(32)へ開口するボア(38)であって、縦方向ボア軸(B)を有するボア(38)と
を備え、
前記締付け部材が前記ハウジング(30)内に位置するときには、前記ヘッド締付け面(44)の露出された締付け面(52)が、前記インサート支持面(24)の上方に突出することを特徴とするホルダ。 - 前記インサートポケット(16)が切削インサートを締め付けるためにだけ構成されていることを特徴とする請求項1に記載のホルダ(14)。
- 前記締付け部材(20)がネジであることを特徴とする請求項1または2に記載のホルダ(14)。
- 前記縦方向ボア軸(B)が前記インサート支持面(24)に平行であることを特徴とする請求項1に記載のホルダ(14)。
- 前記ハウジング周面(34)が、その長さに沿って延びる、複数のレール形ヘッド支持面(36)を含むことを特徴とする請求項1に記載のホルダ(14)。
- 前記ホルダ(14)が、前記ヘッド(42)と前記ハウジング壁(32)の間に位置する、ワッシャ(54)を備えることを特徴とする請求項1に記載のホルダ(14)。
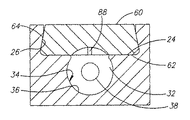
- 請求項1に記載のホルダ(14)、および前記ホルダ(14)のインサートポケット(16)内に確実に締め付けられた、切削インサート(18)であって、
反対側にあるインサート前端およびインサート後端(67、69)と、
反対側にある第1の主要面および第2の主要面(60、62)、ならびにその間に延びる2つの側面(64)と、
それぞれがそれぞれの側面(64)上に位置する2つの側方当接面(66)と、
前記インサート前端(67)に形成されて、前記第1の主要面および第2の主要面(60、62)の間、ならびに前記側面(64)同士の間に延びる、インサート前面(68)と、
前記第2の主要面(62)に開口している締付け凹部(82)と
を備え、
前記2つの側方当接面(66)は、前記第1の主要面(60)に向かって収束し、前記2つの側面(64)は前記インサート前面(68)から離れる方向に収束し、前記第1の主要面(60)は、縁部において前記前面(68)および前記側面(64)と一体となり、その縁部の少なくとも一部分は切れ刃(80)を含み、
前記締付け凹部(82)は、前記インサート前端(67)に対向する、インサート締付け面(86)を含み、前記締付け凹部(82)は、前記切削インサートの厚さ方向において、前記第1の主要面と第2の主要面(60、62)の中間に位置する、中央面(P)を超えて延びないことを特徴とする前記切削インサート
を備えることを特徴とする切削工具(12)。 - 切削工具(12)の組立位置において、
前記第2の主要面(62)が前記インサート支持面(24)に当接し、
各側方当接面(66)がそれぞれの支持壁(26)に当接し、
前記ヘッド(42)の露出されたヘッド部分(50)が、前記締付け凹部(82)によって収容され、
前記ヘッド締付け面(44)の前記露出された締付け面(52)は、前記インサート締付け面(86)に当接することを特徴とする請求項7に記載の切削工具(12)。 - 切削工具(12)の組立位置において、
前記第2の主要面(62)が前記インサート支持面(24)に当接し、
各側方当接面(66)が、それぞれの支持壁(26)に当接し、
前記ヘッド(42)の露出されたヘッド部分(50)が、前記締付け凹部(82)によって収容され、
ワッシャ(54)が前記締付け部材(20)のネジ切り部分(40)に装着され、
前記ヘッド締付け面(44)の前記露出された締付け面(52)が、前記ワッシャ(54)に当接し、次いで前記ワッシャ(54)が、前記インサート締付け面(86)に当接することを特徴とする請求項7または8に記載の切削工具(12)。 - 前記切削インサート(18)が前記インサートポケット(16)内に据えられているとき、前記切削インサート(18)のインサート後面(70)が、前記インサートポケット(16)のいずれの部分とも接触しないことを特徴とする請求項7に記載の切削工具(12)。
- 前記締付け凹部(82)は、非円形開口(83)において、前記第2の主要面(62)に開口していることを特徴とする請求項7に記載の切削工具(12)。
- 前記切削インサート(18)に貫通穴がないこと、及び/又は、前記インサート締付け面(86)が前記第2の主要面(62)に垂直であることを特徴とする請求項7に記載の切削工具(12)。
- 前記締付け凹部(18)は、インサート締付け面(86)の反対側に位置するとともに、前記インサート後端(69)に向かって対面する、インサート当接面(84)を備えることを特徴とする請求項7に記載の切削工具(12)。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IL211326 | 2011-02-21 | ||
| IL211326A IL211326A (en) | 2011-02-21 | 2011-02-21 | Cutting tools and cutting tool for him |
| PCT/IL2012/000025 WO2012114326A1 (en) | 2011-02-21 | 2012-01-17 | Cutting tool and cutting insert having clamping recess therefor |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2014508651A JP2014508651A (ja) | 2014-04-10 |
| JP2014508651A5 JP2014508651A5 (ja) | 2015-01-29 |
| JP6013373B2 true JP6013373B2 (ja) | 2016-10-25 |
Family
ID=44072319
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013554059A Expired - Fee Related JP6013373B2 (ja) | 2011-02-21 | 2012-01-17 | 切削工具および切削工具用の締付け凹部を有する切削インサート |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US8500374B2 (ja) |
| EP (1) | EP2678127B1 (ja) |
| JP (1) | JP6013373B2 (ja) |
| KR (1) | KR101672581B1 (ja) |
| CN (1) | CN103370155B (ja) |
| BR (1) | BR112013019328A2 (ja) |
| CA (1) | CA2827813A1 (ja) |
| ES (1) | ES2643692T3 (ja) |
| IL (1) | IL211326A (ja) |
| PL (1) | PL2678127T3 (ja) |
| PT (1) | PT2678127T (ja) |
| RU (1) | RU2013142943A (ja) |
| WO (1) | WO2012114326A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IL196440A (en) * | 2009-01-11 | 2012-03-29 | Iscar Ltd | Tuning mechanism |
| EP2650066B1 (en) * | 2012-04-10 | 2015-06-03 | VARGUS Ltd. | Thread cutting insert, tool holder and tool for forming heavy duty threads |
| DE102016117198A1 (de) * | 2016-09-13 | 2018-03-15 | Kennametal Inc. | Werkzeughalter für eine Wendeschneidplatte und Schneidwerkzeug |
| US10583495B1 (en) | 2018-09-17 | 2020-03-10 | Iscar, Ltd. | Swiss turning insert, swiss tool holder and assembly |
Family Cites Families (38)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1664083A (en) * | 1925-05-16 | 1928-03-27 | Frank P Miller | Rotary cutter |
| US1874536A (en) * | 1930-12-05 | 1932-08-30 | Illinois Tool Works | Method of making milling cutters |
| US2500387A (en) | 1945-06-20 | 1950-03-14 | Apex Tool & Cutter Company | Tool bit and holder therefor |
| US3299491A (en) * | 1965-10-19 | 1967-01-24 | Teller B Hall | Cutting tool |
| US3374700A (en) * | 1965-10-21 | 1968-03-26 | Webtron Corp | Butt cutting roll with removable blade and press fit guide bearings and method of making same |
| JPS48103973U (ja) * | 1972-03-07 | 1973-12-05 | ||
| JPS4950576A (ja) * | 1972-09-20 | 1974-05-16 | ||
| US3812547A (en) * | 1973-02-23 | 1974-05-28 | J Reich | Toolholder with interchangeable inserts for a tangent chaser |
| US3838724A (en) * | 1973-08-28 | 1974-10-01 | Hawker Siddeley Canada Ltd | Chipping head assembly |
| US3911543A (en) * | 1974-08-01 | 1975-10-14 | Kennametal Inc | Cutting insert and holder |
| US4360297A (en) * | 1978-06-02 | 1982-11-23 | Kennametal Inc. | Cutting insert |
| JPS58154004U (ja) * | 1982-04-08 | 1983-10-14 | 株式会社不二越 | クランプバイト |
| US4669924A (en) * | 1983-08-23 | 1987-06-02 | Sandvik Triangle, Inc. | Insert retaining apparatus |
| US4545705A (en) * | 1983-08-23 | 1985-10-08 | Triangle Grinding Inc. | Insert retaining apparatus |
| US4734009A (en) * | 1987-03-30 | 1988-03-29 | Westinghouse Electric Corp. | Method and apparatus for aligning turbine rotors |
| JPH04223809A (ja) * | 1990-03-30 | 1992-08-13 | Gte Valenite Corp | ピンロック装置 |
| DE4240295A1 (en) | 1991-12-03 | 1993-06-09 | Ursula 7310 Plochingen De Groeschel | Clamp for securing throw-away tooltips in turning tool holder - has pulling ball clamp between depression in top face of tooltip and opposing thrust plate to seat tooltip in recess |
| DE9203373U1 (de) | 1992-03-13 | 1992-04-23 | Hartmetall-Werkzeugfabrik Paul Horn GmbH, 7400 Tübingen | Decolletage-Werkzeug |
| DE19524945A1 (de) * | 1995-07-08 | 1997-01-09 | Cerasiv Gmbh | Spanabhebendes Schneidwerkzeug |
| IL119113A (en) * | 1996-08-22 | 2000-10-31 | Iscar Ltd | Cutting insert |
| JP3050183B2 (ja) * | 1997-09-09 | 2000-06-12 | 住友電気工業株式会社 | セラミックチップクランプ型切削工具 |
| IL124282A (en) * | 1998-04-29 | 2001-10-31 | Iscar Ltd | Cutting tool system and cutting tool for it |
| SE517447C2 (sv) * | 1999-06-29 | 2002-06-04 | Seco Tools Ab | Gängfräs med därför avsett skär |
| US6916137B2 (en) * | 2003-08-19 | 2005-07-12 | Sandvik Ab | Clamping device for tool holder |
| SE515973C2 (sv) * | 2000-04-14 | 2001-11-05 | Sandvik Ab | Pinnlåsning för skär med bottnat hål och L-formad låspinne |
| JP2001328011A (ja) * | 2000-05-19 | 2001-11-27 | Ngk Spark Plug Co Ltd | スローアウェイチップ及びこれをクランプした切削工具 |
| US6409435B1 (en) * | 2000-07-03 | 2002-06-25 | Valenite Inc. | Cutting tool and method of locating cutting insert |
| SE520629C2 (sv) * | 2000-09-05 | 2003-08-05 | Sandvik Ab | Skär för grovsvarvningsändamål med avsmalnande bakre ände |
| US7252460B2 (en) * | 2003-03-06 | 2007-08-07 | Stephan Rieth | Indexable tip for beveling by means of a conical milling head |
| JP4364683B2 (ja) * | 2004-03-16 | 2009-11-18 | 株式会社タンガロイ | スローアウェイ式切削工具 |
| US7347650B2 (en) * | 2005-10-17 | 2008-03-25 | Vichente Tipu | Cutting tool with locking pin |
| SE529311C2 (sv) * | 2005-12-05 | 2007-07-03 | Seco Tools Ab | Ett verktyg för spånavskiljande bearbetning där gängförbandet är anordnat att tillåta vickning av låsskruven |
| US7510353B2 (en) * | 2006-02-16 | 2009-03-31 | Remark Technologies, Inc. | Indexable cutting tool insert and cutting tool |
| SE530189C2 (sv) * | 2006-04-25 | 2008-03-25 | Seco Tools Ab | Gängskär med hel yta av PCBN samt gängverktyg och metod för formning av gänga |
| JP5141081B2 (ja) * | 2007-04-12 | 2013-02-13 | 株式会社タンガロイ | スローアウェイチップおよびこれを用いたスローアウェイ式旋削工具 |
| IL194924A (en) * | 2008-10-26 | 2013-02-28 | Iscar Ltd | Cutting tool and cutting insert therefor |
| US8388272B2 (en) * | 2009-09-09 | 2013-03-05 | Kennametal Inc. | High speed milling cutter with tapered pin |
| JP2011183491A (ja) * | 2010-03-05 | 2011-09-22 | Mitsubishi Materials Corp | クランプ機構および刃先交換式工具 |
-
2011
- 2011-02-21 IL IL211326A patent/IL211326A/en active IP Right Grant
-
2012
- 2012-01-11 US US13/348,254 patent/US8500374B2/en active Active
- 2012-01-17 PT PT127063311T patent/PT2678127T/pt unknown
- 2012-01-17 ES ES12706331.1T patent/ES2643692T3/es active Active
- 2012-01-17 WO PCT/IL2012/000025 patent/WO2012114326A1/en active Application Filing
- 2012-01-17 PL PL12706331T patent/PL2678127T3/pl unknown
- 2012-01-17 EP EP12706331.1A patent/EP2678127B1/en active Active
- 2012-01-17 RU RU2013142943/02A patent/RU2013142943A/ru not_active Application Discontinuation
- 2012-01-17 CN CN201280009632.3A patent/CN103370155B/zh not_active Expired - Fee Related
- 2012-01-17 KR KR1020137021516A patent/KR101672581B1/ko active IP Right Grant
- 2012-01-17 JP JP2013554059A patent/JP6013373B2/ja not_active Expired - Fee Related
- 2012-01-17 CA CA2827813A patent/CA2827813A1/en not_active Abandoned
- 2012-01-17 BR BR112013019328A patent/BR112013019328A2/pt not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| IL211326A0 (en) | 2011-04-28 |
| EP2678127A1 (en) | 2014-01-01 |
| KR101672581B1 (ko) | 2016-11-03 |
| WO2012114326A1 (en) | 2012-08-30 |
| US8500374B2 (en) | 2013-08-06 |
| CN103370155A (zh) | 2013-10-23 |
| CN103370155B (zh) | 2016-10-19 |
| KR20140005971A (ko) | 2014-01-15 |
| RU2013142943A (ru) | 2015-04-10 |
| IL211326A (en) | 2014-07-31 |
| JP2014508651A (ja) | 2014-04-10 |
| US20120213600A1 (en) | 2012-08-23 |
| CA2827813A1 (en) | 2012-08-30 |
| BR112013019328A2 (pt) | 2018-07-10 |
| ES2643692T3 (es) | 2017-11-23 |
| PL2678127T3 (pl) | 2017-12-29 |
| EP2678127B1 (en) | 2017-08-23 |
| PT2678127T (pt) | 2017-10-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5451612B2 (ja) | 切削工具およびそのための切削インサート | |
| US10022803B2 (en) | Cutting insert having constant-width wiper surface and cutting tool | |
| US7510352B2 (en) | Integral cutting insert clamping mechanism | |
| JP5665877B2 (ja) | 切削工具及びそれの切削インサート | |
| JP6013373B2 (ja) | 切削工具および切削工具用の締付け凹部を有する切削インサート | |
| US9089908B2 (en) | Tip-replaceable cutting tool | |
| JP6290258B2 (ja) | 非当接側腹部を有する切削インサートを備えた切削工具 | |
| JP5814046B2 (ja) | ねじフライス削りカッター及びねじフライス削り挿入体 | |
| CN104507605B (zh) | 具有止动表面的切削刀具和切削刀片 | |
| CA2736027C (en) | Side cutter | |
| US20150306686A1 (en) | Cutting tool with replacable cutting insert and inclined attachment elements | |
| US9896931B2 (en) | Cutting tool holding device | |
| US9227246B2 (en) | Cutting tool for grooving and parting operations | |
| US10286459B2 (en) | Machining tool | |
| CN106536099A (zh) | 具有销夹紧机构的车削及端面切槽工具 | |
| JP7008905B2 (ja) | 切削インサートのクランプ機構および切削インサート | |
| EP3471907B1 (en) | Cutting tool with cutting insert having a deep blind opening | |
| JP5955277B2 (ja) | 切削インサート及び切削インサートの取付構造 | |
| KR101096345B1 (ko) | 홈 가공용 툴 홀더 | |
| JP2014240095A (ja) | 切削工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20141128 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141202 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150825 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151125 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160426 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160725 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160823 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160921 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6013373 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |