JP5912659B2 - タービンロータ - Google Patents
タービンロータ Download PDFInfo
- Publication number
- JP5912659B2 JP5912659B2 JP2012041957A JP2012041957A JP5912659B2 JP 5912659 B2 JP5912659 B2 JP 5912659B2 JP 2012041957 A JP2012041957 A JP 2012041957A JP 2012041957 A JP2012041957 A JP 2012041957A JP 5912659 B2 JP5912659 B2 JP 5912659B2
- Authority
- JP
- Japan
- Prior art keywords
- welding
- rotor shaft
- laser beam
- turbine
- tempering
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D5/00—Blades; Blade-carrying members; Heating, heat-insulating, cooling or antivibration means on the blades or the members
- F01D5/02—Blade-carrying members, e.g. rotors
- F01D5/025—Fixing blade carrying members on shafts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K15/00—Electron-beam welding or cutting
- B23K15/0006—Electron-beam welding or cutting specially adapted for particular articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K15/00—Electron-beam welding or cutting
- B23K15/0026—Auxiliary equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K15/00—Electron-beam welding or cutting
- B23K15/0046—Welding
- B23K15/0053—Seam welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/70—Auxiliary operations or equipment
- B23K26/702—Auxiliary equipment
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/0068—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for particular articles not mentioned below
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/50—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for welded joints
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D5/00—Blades; Blade-carrying members; Heating, heat-insulating, cooling or antivibration means on the blades or the members
- F01D5/02—Blade-carrying members, e.g. rotors
- F01D5/06—Rotors for more than one axial stage, e.g. of drum or multiple disc type; Details thereof, e.g. shafts, shaft connections
- F01D5/063—Welded rotors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/001—Turbines
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/06—Surface hardening
- C21D1/09—Surface hardening by direct application of electrical or wave energy; by particle radiation
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/26—Methods of annealing
- C21D1/30—Stress-relieving
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2220/00—Application
- F05D2220/40—Application in turbochargers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2230/00—Manufacture
- F05D2230/20—Manufacture essentially without removing material
- F05D2230/23—Manufacture essentially without removing material by permanently joining parts together
- F05D2230/232—Manufacture essentially without removing material by permanently joining parts together by welding
- F05D2230/234—Laser welding
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2230/00—Manufacture
- F05D2230/40—Heat treatment
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2240/00—Components
- F05D2240/60—Shafts
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Materials Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Optics & Photonics (AREA)
- Plasma & Fusion (AREA)
- Welding Or Cutting Using Electron Beams (AREA)
- Supercharger (AREA)
- Heat Treatment Of Articles (AREA)
- Laser Beam Processing (AREA)
Description
一方、特許文献2の溶接方法は、周方向に偏った残留応力の抑制には効果があると思われるが、複数台の電子ビーム装置を必要とし、高コストになるという問題がある。
前記タービン翼車とロータ軸とはその接合部に熱発生ビーム発生装置より熱発生ビームを照射して溶接してなる構造であって、
前記接合部の突き合わせ溶接位置を含むロータ軸側を所定の幅走査しながら前記エネルギー発生装置から一定量に調整された電磁エネルギー若しくは熱エネルギーを照射して、溶接時に発生したロータ軸の局所角度分布の残留応力を全周に亘って発生するように焼戻しを行い、タービンロータの運転時に、前記タービン翼車外周で発生する軸心倒れを0.2mm以下に抑制させてなることを特徴とするものである。
前記焼戻しに使用される前記エネルギー発生装置が高周波誘導加熱装置若しくはレーザビーム発生装置であるのがよく、更に好ましくは、溶接に使用する熱発生ビーム発生装置がレーザビーム若しくは電子ビーム発生装置であるのがよい。
次に、電子ビーム発生装置30から接合面16に電子ビームLを照射し、1500〜1700℃に昇温する溶接工程Bを、全周に亘って1周回(360°)実施し、その後、約半周(180°)回転させる間に徐々に出力を減少させて溶接を完了させる。
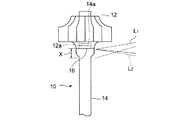
レーザ発生装置30‘は ダクト32の内部に集光レンズ34が設けられ、レーザビームLは集光レンズ34で集光された後、接合面16に照射される。ダクト32に分岐ダクト36が設けられており、分岐ダクト36にアルゴンやヘリウム等のシールドガスSが供給される。接合面16に向けて照射されたレーザビームLの周囲には、溶融金属の酸化を防ぐ遮断ガスとして、該シールドガスSが供給される。
12 タービン翼車
12a 凹部
14 ロータ軸
14a 凸部
16 接合面
20 モータ
22,24 チャック
30 レーザビーム発生装置
32 集光レンズ
34 ダクト
36 分岐ダクト
40 溶接部
A 予熱工程
B 溶接工程
C 焼戻し工程
L、L1、L2 レーザビーム
R1、R2 残留応力
S シールドガス
Claims (4)
- 耐熱金属からなるタービン翼車と、炭素鋼からなるロータ軸とを突き合わせ溶接により接続されてなるタービンロータの製造方法において、
前記タービン翼車と前記ロータ軸との接合部に、前記接合部における溶接開始位置から所定回り方向に1周回又は2周回に亘って第1ビームを照射する溶接工程と、
前記溶接工程の後に、前記接合部を含むロータ軸側の所定領域に、前記溶接開始位置から前記所定周り方向に下記式(1)又は(2)で定義される角度位置Aに亘って第2ビームを照射する焼戻し工程と、
を含むことを特徴とするタービンロータの製造方法。
A=360°−B・・・(1)
A=720°−B・・・(2)
(式(1)、(2)中、Bは終了側角度であって、0〜90°の範囲内における任意の角度である。) - 前記終了側角度Bが約90°であることを特徴とする請求項1に記載のタービンロータの製造方法。
- 前記溶接工程は、前記接合部に前記溶接開始位置から前記所定回り方向に1周回又は2周回に亘って前記第1ビームを照射した後に、前記第1ビームの出力を徐々に減少させながら約半周回に亘って前記第1ビームを照射する工程を含むことを特徴とする請求項1又は2に記載のタービンロータの製造方法。
- 前記溶接工程で使用される前記第1ビーム、及び前記焼戻し工程で使用される前記第2ビームが、ともにレーザビーム発生装置から発生したレーザビームであり、
前記溶接工程では、前記レーザビーム発生装置から発生した前記レーザビームを集光させて前記接合面に照射し、
前記焼戻し工程では、前記レーザビーム発生装置から発生した前記レーザビームを分散させて前記所定領域に照射することを特徴とする請求項1から3の何れか一項に記載のタービンロータの製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012041957A JP5912659B2 (ja) | 2012-02-28 | 2012-02-28 | タービンロータ |
| EP13754668.5A EP2821617B1 (en) | 2012-02-28 | 2013-02-26 | Method of manufacturing a turbine rotor |
| PCT/JP2013/054987 WO2013129408A1 (ja) | 2012-02-28 | 2013-02-26 | タービンロータ |
| CN201380011085.7A CN104136737B (zh) | 2012-02-28 | 2013-02-26 | 涡轮转子 |
| US14/380,603 US9797256B2 (en) | 2012-02-28 | 2013-02-26 | Turbine rotor |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012041957A JP5912659B2 (ja) | 2012-02-28 | 2012-02-28 | タービンロータ |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2013177850A JP2013177850A (ja) | 2013-09-09 |
| JP2013177850A5 JP2013177850A5 (ja) | 2014-08-28 |
| JP5912659B2 true JP5912659B2 (ja) | 2016-04-27 |
Family
ID=49082605
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012041957A Active JP5912659B2 (ja) | 2012-02-28 | 2012-02-28 | タービンロータ |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9797256B2 (ja) |
| EP (1) | EP2821617B1 (ja) |
| JP (1) | JP5912659B2 (ja) |
| CN (1) | CN104136737B (ja) |
| WO (1) | WO2013129408A1 (ja) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102012207271A1 (de) * | 2012-05-02 | 2013-11-07 | Robert Bosch Gmbh | Verfahren zum Verbinden einer Welle mit einem Rotationsbauteil und nach diesem Verfahren hergestellte Turboladerwelle |
| US9664050B2 (en) * | 2013-10-25 | 2017-05-30 | Ecomotors, Inc. | Bearings for a turbomachine having an electric motor |
| MX2016006485A (es) | 2013-11-25 | 2016-08-05 | Magna Int Inc | Componente estructural que incluye zona de transicion templada. |
| US10024166B2 (en) * | 2014-09-16 | 2018-07-17 | Honeywell International Inc. | Turbocharger shaft and wheel assembly |
| US10041351B2 (en) * | 2014-09-16 | 2018-08-07 | Honeywell International Inc. | Turbocharger shaft and wheel assembly |
| CN104500268A (zh) * | 2014-12-12 | 2015-04-08 | 常州环能涡轮动力股份有限公司 | 具有双面离心压轮的微型涡轮喷气发动机 |
| CN104842033A (zh) * | 2015-05-05 | 2015-08-19 | 柳州金茂机械有限公司 | 一种定子焊接工艺 |
| CN104842032A (zh) * | 2015-05-05 | 2015-08-19 | 柳州金茂机械有限公司 | 一种转子焊接工艺 |
| CN106001923B (zh) * | 2016-06-15 | 2018-06-29 | 湖南天雁机械有限责任公司 | 一种涡轮增压器的涡轮转子激光复合加工方法 |
| CN108447432B (zh) * | 2017-02-16 | 2021-09-03 | 联咏科技股份有限公司 | 显示系统、电子装置及其显示调整方法 |
| DE102019210430A1 (de) * | 2019-07-15 | 2021-01-21 | Siemens Aktiengesellschaft | Elektronenstrahlschweißen von Nickelbasis-Superlegierungen und Vorrichtung |
| DE102019210423A1 (de) * | 2019-07-15 | 2021-01-21 | Siemens Aktiengesellschaft | Elektronenstrahlschweißen von Nickelbasis-Superlegierungen und Vorrichtung |
| KR102593470B1 (ko) * | 2021-08-05 | 2023-10-24 | 진성정밀금속(주) | 터빈 휠과 로터 샤프트의 전자빔 용접시스템 및 방법 |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3421201A (en) * | 1964-12-03 | 1969-01-14 | Caterpillar Tractor Co | Turbochargers |
| JPS58178804A (ja) * | 1982-04-14 | 1983-10-19 | Hitachi Ltd | 蒸気タ−ビンロ−タシヤフト |
| US4719074A (en) * | 1984-03-29 | 1988-01-12 | Ngk Insulators, Ltd. | Metal-ceramic composite article and a method of producing the same |
| JPH037367Y2 (ja) * | 1985-05-31 | 1991-02-25 | ||
| JPH0672616B2 (ja) * | 1987-04-21 | 1994-09-14 | 株式会社ゼクセル | 鋼シャフト複合アルミニウム合金ローター |
| JPH0774613B2 (ja) * | 1990-01-10 | 1995-08-09 | 日本碍子株式会社 | セラミックターボチャージャロータの製造方法 |
| JPH04167995A (ja) * | 1990-10-31 | 1992-06-16 | Ngk Spark Plug Co Ltd | 金属回転体の製造方法 |
| JP3293712B2 (ja) * | 1994-04-19 | 2002-06-17 | エヌ・ディ・ケー加工センター株式会社 | タービンロータ軸の電子ビーム接合方法 |
| JP2001254627A (ja) * | 2000-03-13 | 2001-09-21 | Ishikawajima Hanyou Kikai Kk | 過給機のタービンロータ軸の加工方法 |
| JP2002235547A (ja) * | 2001-02-09 | 2002-08-23 | Shozo Shimizu | ターボチャージャ用タービン軸の接合方法 |
| US7089728B2 (en) * | 2003-12-17 | 2006-08-15 | Ingersoll-Rand Energy Systems Corporation | Single-piece turbine rotor and pinion gear and manufacturing technique for same |
| US7287960B2 (en) * | 2004-07-28 | 2007-10-30 | B{dot over (o)}rgWarner, Inc. | Titanium aluminide wheel and steel shaft connection thereto |
| JP4579778B2 (ja) | 2004-08-17 | 2010-11-10 | ルネサスエレクトロニクス株式会社 | センサ用電源回路およびそれを用いたマイクロホンユニット |
| DE102005007404B3 (de) * | 2005-02-18 | 2006-03-30 | Daimlerchrysler Ag | Verbindung einer Welle mit einem Turbinenrad eines Abgasturboladers |
| JP4939098B2 (ja) * | 2006-04-05 | 2012-05-23 | 三菱重工業株式会社 | 管体の残留応力改善方法及び残留応力改善装置 |
| JP5199579B2 (ja) * | 2007-01-12 | 2013-05-15 | 三菱重工業株式会社 | 管体の残留応力改善方法及び装置 |
| EP2141252A1 (en) * | 2007-04-20 | 2010-01-06 | Mitsubishi Heavy Industries, Ltd. | Method and device for improving residual stress in pipe body |
| JP4495199B2 (ja) * | 2007-09-11 | 2010-06-30 | 三菱重工業株式会社 | タービンロータ及びロータの製造方法 |
| JP2009203807A (ja) * | 2008-02-26 | 2009-09-10 | Mitsubishi Heavy Ind Ltd | タービンロータ及びロータの製造方法 |
| GB2478501B (en) * | 2008-12-18 | 2013-05-01 | Nelson Stud Welding Inc | Turbine wheel and shaft joining processes |
| JP5573295B2 (ja) * | 2010-03-30 | 2014-08-20 | トヨタ自動車株式会社 | タービンローターの製造方法 |
| CN101844271A (zh) | 2010-05-20 | 2010-09-29 | 西北工业大学 | 钛铝合金涡轮与42CrMo调质钢轴的摩擦焊接方法 |
-
2012
- 2012-02-28 JP JP2012041957A patent/JP5912659B2/ja active Active
-
2013
- 2013-02-26 CN CN201380011085.7A patent/CN104136737B/zh not_active Expired - Fee Related
- 2013-02-26 EP EP13754668.5A patent/EP2821617B1/en active Active
- 2013-02-26 US US14/380,603 patent/US9797256B2/en active Active
- 2013-02-26 WO PCT/JP2013/054987 patent/WO2013129408A1/ja active Application Filing
Also Published As
| Publication number | Publication date |
|---|---|
| EP2821617A4 (en) | 2015-12-09 |
| JP2013177850A (ja) | 2013-09-09 |
| EP2821617A1 (en) | 2015-01-07 |
| CN104136737B (zh) | 2018-06-05 |
| EP2821617B1 (en) | 2019-12-11 |
| US9797256B2 (en) | 2017-10-24 |
| US20150037160A1 (en) | 2015-02-05 |
| CN104136737A (zh) | 2014-11-05 |
| WO2013129408A1 (ja) | 2013-09-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5912659B2 (ja) | タービンロータ | |
| JP2013177850A5 (ja) | ||
| JP4495199B2 (ja) | タービンロータ及びロータの製造方法 | |
| JP2010151127A (ja) | ガスタービンエンジンの溶接ロータを製造する方法 | |
| US20160016255A1 (en) | Laser correction of metal deformation | |
| JP4304190B2 (ja) | タービンホイールとロータシャフトの接合方法 | |
| JP4939098B2 (ja) | 管体の残留応力改善方法及び残留応力改善装置 | |
| JP3293712B2 (ja) | タービンロータ軸の電子ビーム接合方法 | |
| JP2011021624A (ja) | 皿ばね及びその製造方法 | |
| JP5771399B2 (ja) | クランクシャフトへの焼入方法及びそのクランクシャフト | |
| JP6050141B2 (ja) | 硬化肉盛溶接装置及び方法 | |
| JP4179009B2 (ja) | クランクシャフトの製造方法 | |
| JP6143635B2 (ja) | レーザ溶接方法及びレーザ溶接装置 | |
| JP3894306B2 (ja) | レーザ焼入方法および装置 | |
| JP2004036485A (ja) | 圧縮機用羽根車の製造方法及び圧縮機用羽根車 | |
| RU2815690C1 (ru) | Способ изготовления барабанно-дисковых секций ротора турбомашины | |
| JP3826310B2 (ja) | レーザ焼入れ方法 | |
| JP6012192B2 (ja) | 超合金部材の曲げ加工方法 | |
| JP4406939B2 (ja) | 鋼部材の溶接方法 | |
| JP6537968B2 (ja) | ターボ機械部品を補修する方法 | |
| JP5321158B2 (ja) | レーザクラッドバルブシート用シート材及びレーザクラッドバルブシート形成方法 | |
| JP2003231914A (ja) | レーザ焼入れ方法 | |
| JPH11151587A (ja) | 円筒部材の溶接方法及び円筒体 | |
| WO2024080097A1 (ja) | 回転電機用ステータ製造方法及び回転電機用ステータ製造装置 | |
| JP2011045901A (ja) | 溶接装置、溶接方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140710 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140710 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151002 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151127 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160304 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160401 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |