JP5893961B2 - 樹脂被覆層の製造方法及び配管の延命化処理方法 - Google Patents
樹脂被覆層の製造方法及び配管の延命化処理方法 Download PDFInfo
- Publication number
- JP5893961B2 JP5893961B2 JP2012044639A JP2012044639A JP5893961B2 JP 5893961 B2 JP5893961 B2 JP 5893961B2 JP 2012044639 A JP2012044639 A JP 2012044639A JP 2012044639 A JP2012044639 A JP 2012044639A JP 5893961 B2 JP5893961 B2 JP 5893961B2
- Authority
- JP
- Japan
- Prior art keywords
- pipe
- resin composition
- heat transfer
- transfer tube
- thermosetting resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images








Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L58/00—Protection of pipes or pipe fittings against corrosion or incrustation
- F16L58/02—Protection of pipes or pipe fittings against corrosion or incrustation by means of internal or external coatings
- F16L58/04—Coatings characterised by the materials used
- F16L58/10—Coatings characterised by the materials used by rubber or plastics
- F16L58/1009—Coatings characterised by the materials used by rubber or plastics the coating being placed inside the pipe
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/22—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials to internal surfaces, e.g. of tubes
- B05D7/222—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials to internal surfaces, e.g. of tubes of pipes
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D7/00—Features of coating compositions, not provided for in group C09D5/00; Processes for incorporating ingredients in coating compositions
- C09D7/40—Additives
- C09D7/60—Additives non-macromolecular
- C09D7/61—Additives non-macromolecular inorganic
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L55/00—Devices or appurtenances for use in, or in connection with, pipes or pipe systems
- F16L55/16—Devices for covering leaks in pipes or hoses, e.g. hose-menders
- F16L55/162—Devices for covering leaks in pipes or hoses, e.g. hose-menders from inside the pipe
- F16L55/164—Devices for covering leaks in pipes or hoses, e.g. hose-menders from inside the pipe a sealing fluid being introduced in the pipe
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F19/00—Preventing the formation of deposits or corrosion, e.g. by using filters or scrapers
- F28F19/02—Preventing the formation of deposits or corrosion, e.g. by using filters or scrapers by using coatings, e.g. vitreous or enamel coatings
- F28F19/04—Preventing the formation of deposits or corrosion, e.g. by using filters or scrapers by using coatings, e.g. vitreous or enamel coatings of rubber; of plastics material; of varnish
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/007—Processes for applying liquids or other fluent materials using an electrostatic field
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/40—Distributing applied liquids or other fluent materials by members moving relatively to surface
- B05D1/42—Distributing applied liquids or other fluent materials by members moving relatively to surface by non-rotary members
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D2401/00—Form of the coating product, e.g. solution, water dispersion, powders or the like
- B05D2401/30—Form of the coating product, e.g. solution, water dispersion, powders or the like the coating being applied in other forms than involving eliminable solvent, diluent or dispersant
- B05D2401/32—Form of the coating product, e.g. solution, water dispersion, powders or the like the coating being applied in other forms than involving eliminable solvent, diluent or dispersant applied as powders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/02—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by baking
- B05D3/0254—After-treatment
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D1/00—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators
- F28D1/02—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid
- F28D1/04—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits
- F28D1/047—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits the conduits being bent, e.g. in a serpentine or zig-zag
- F28D1/0477—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits the conduits being bent, e.g. in a serpentine or zig-zag the conduits being bent in a serpentine or zig-zag
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Wood Science & Technology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Inorganic Chemistry (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Protection Of Pipes Against Damage, Friction, And Corrosion (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Paints Or Removers (AREA)
- Pipe Accessories (AREA)
Description
(a)伝熱管(配管)11内に熱硬化性樹脂組成物の微粒子を帯電させた樹脂微粒子21を供給しつつ、樹脂微粒子21を静電気力により伝熱管11の内壁11aに付着させる樹脂微粒子付着工程(ステップS11)
(b)伝熱管11を加熱して伝熱管11の内壁11aに付着した樹脂微粒子21を硬化させて樹脂被覆層を形成する樹脂被覆層形成工程(ステップS12)
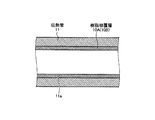
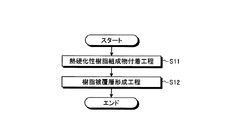
(a) 伝熱管11内に熱硬化性樹脂組成物31を供給し、伝熱管11の内部に熱硬化性樹脂組成物31を充填する熱硬化性樹脂組成物充填工程(ステップS21)
(b) 伝熱管11を加熱し、伝熱管11の内壁11aの熱硬化性樹脂組成物31を硬化させつつ伝熱管11の内部の未硬化の熱硬化性樹脂組成物31を除去し、伝熱管11の内壁11aに樹脂被覆層10Bを形成する樹脂被覆層形成工程(ステップS22)
11 伝熱管
21 樹脂微粒子
23 熱交換器
24 樹脂微粒子供給手段
31 熱硬化性樹脂組成物
32 熱硬化性樹脂組成物供給手段
33 空気供給手段
34 空気
35 球体
36 ケーブル
37 押出し部
Claims (9)
- 化学プラント、発電プラントにおける液体・気体を搬送するための配管内の内壁に、前記配管の熱伝導率の低下を抑制するアルミニウム顔料を含有する熱硬化性樹脂組成物の微粒子を帯電させた樹脂微粒子を供給しつつ、前記樹脂微粒子を静電気力により前記配管の内壁に付着させる樹脂微粒子付着工程と、
前記配管を加熱して前記樹脂微粒子を硬化させて形成する樹脂被覆層形成工程と、
を有することを特徴とする樹脂被覆層の製造方法。 - 請求項1において、
前記樹脂微粒子の平均粒子径が、30μm以上50μm以下であることを特徴とする樹脂被覆層の製造方法。 - 請求項1又は請求項2おいて、
前記樹脂被覆層の膜厚が、0.5mm以上10mm以下であることを特徴とする樹脂被覆層の製造方法。 - 化学プラント、発電プラントにおける液体・気体を搬送するための配管の内部に、前記配管の熱伝導率の低下を抑制するアルミニウム顔料を含有する熱硬化性樹脂組成物を供給し、前記配管の内部に前記熱硬化性樹脂組成物を充填する熱硬化性樹脂組成物充填工程と、
前記配管の外部から前記配管を加熱し、前記配管の内部の内壁側の熱硬化性樹脂組成物を硬化させつつ、前記配管の内部の未硬化の前記熱硬化性樹脂組成物を除去して形成する樹脂被覆層形成工程と、
を有することを特徴とする樹脂被覆層の製造方法。 - 請求項4において、
前記配管を加熱する際、前記配管の内部にガス又は空気を供給し、前記配管の内部の未硬化の前記熱硬化性樹脂組成物が抜き出されることを特徴とする樹脂被覆層の製造方法。 - 化学プラント、発電プラントにおける液体・気体を搬送するための配管内に、前記配管の熱伝導率の低下を抑制するアルミニウム顔料を含有する熱硬化性樹脂組成物の微粒子を帯電させた樹脂微粒子を供給しつつ、前記樹脂微粒子を静電気力により前記配管の内壁に付着させる樹脂微粒子付着工程と、
前記配管を加熱して前記配管の内壁に付着した前記樹脂微粒子を硬化させて樹脂被覆層を形成する樹脂被覆層形成工程と、
を有することを特徴とする配管の延命化処理方法。 - 請求項6において、
前記樹脂微粒子の平均粒子径を、30μm以上50μm以下とすることを特徴とする配管の延命化処理方法。 - 化学プラント、発電プラントにおける液体・気体を搬送するための配管内に、前記配管の熱伝導率の低下を抑制するアルミニウム顔料を含有する熱硬化性樹脂組成物を供給し、前記配管の内部に前記熱硬化性樹脂組成物を充填する熱硬化性樹脂組成物充填工程と、
前記配管を加熱し、前記配管の内壁の前記熱硬化性樹脂組成物を硬化させつつ前記配管の内部の未硬化の前記熱硬化性樹脂組成物を除去し、前記配管の内壁に樹脂被覆層を形成する樹脂被覆層形成工程と、
を有することを特徴とする配管の延命化処理方法。 - 請求項8において、
前記配管を加熱している際に、前記配管の内部にガス又は空気を供給し、前記配管の内部の未硬化の前記熱硬化性樹脂組成物を抜き出すことを特徴とする配管の延命化処理方法。
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012044639A JP5893961B2 (ja) | 2012-02-29 | 2012-02-29 | 樹脂被覆層の製造方法及び配管の延命化処理方法 |
| US14/381,094 US10139033B2 (en) | 2012-02-29 | 2013-02-07 | Resin coating layer and life-extension method for piping |
| PCT/JP2013/052882 WO2013129065A1 (ja) | 2012-02-29 | 2013-02-07 | 樹脂被覆層及び配管の延命化処理方法 |
| CN201380010878.7A CN104126093B (zh) | 2012-02-29 | 2013-02-07 | 树脂被覆层及管道的延长寿命处理方法 |
| EP13755412.7A EP2821686A4 (en) | 2012-02-29 | 2013-02-07 | RESIN COATING LAYER AND PROCESSING METHOD EXTENDING THE LIFE OF PIPES |
| CA2865532A CA2865532C (en) | 2012-02-29 | 2013-02-07 | Resin coating layer and life-extension method for piping |
| IN7204DEN2014 IN2014DN07204A (ja) | 2012-02-29 | 2013-02-07 | |
| TW102105793A TWI532968B (zh) | 2012-02-29 | 2013-02-19 | Resin coating and piping treatment |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012044639A JP5893961B2 (ja) | 2012-02-29 | 2012-02-29 | 樹脂被覆層の製造方法及び配管の延命化処理方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2013181578A JP2013181578A (ja) | 2013-09-12 |
| JP2013181578A5 JP2013181578A5 (ja) | 2014-12-25 |
| JP5893961B2 true JP5893961B2 (ja) | 2016-03-23 |
Family
ID=49082268
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012044639A Expired - Fee Related JP5893961B2 (ja) | 2012-02-29 | 2012-02-29 | 樹脂被覆層の製造方法及び配管の延命化処理方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US10139033B2 (ja) |
| EP (1) | EP2821686A4 (ja) |
| JP (1) | JP5893961B2 (ja) |
| CA (1) | CA2865532C (ja) |
| IN (1) | IN2014DN07204A (ja) |
| TW (1) | TWI532968B (ja) |
| WO (1) | WO2013129065A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6372439B2 (ja) * | 2015-07-31 | 2018-08-15 | 三菱電機株式会社 | 熱交換システム |
| GB2550428A (en) * | 2016-05-20 | 2017-11-22 | Oranmore Env Services Ltd | Pipe repair composition and method |
| FR3057785A1 (fr) * | 2016-10-25 | 2018-04-27 | Saint-Gobain Performance Plastics France | Procede de revetement de la paroi interieure d'un tube |
Family Cites Families (39)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2962052A (en) * | 1956-05-09 | 1960-11-29 | Burns & Russell Co | Pipe and method of making same |
| US3074808A (en) * | 1959-10-19 | 1963-01-22 | Phillips Petroleum Co | Method and apparatus for coating the interior of a pipe |
| US3376152A (en) * | 1964-03-04 | 1968-04-02 | Okamoto Tatsumi | Method for forming a resin lining inside a metal pipe |
| US3946125A (en) * | 1970-10-24 | 1976-03-23 | Metallgesellschaft Aktiengesellschaft | Method for internally coating ducts with synthetic resin |
| JPS4896630A (ja) * | 1972-03-25 | 1973-12-10 | ||
| US4107254A (en) * | 1972-09-14 | 1978-08-15 | English Clay Lovering Pochin & Co. Ltd. | Method of lining pipes, molds or other tubular articles with thermosetting plastic material |
| JPS5210135B2 (ja) * | 1973-05-21 | 1977-03-22 | ||
| JPS5113842A (en) * | 1974-07-25 | 1976-02-03 | Nippon Kogei Kogyo Co | Kanjobutsuno naimentosohohooyobi sochi |
| US4169906A (en) * | 1975-09-15 | 1979-10-02 | Rexnord Inc. | Wear resistant coated pipe and method of making it |
| US4169187A (en) * | 1977-04-01 | 1979-09-25 | E. I. Du Pont De Nemours And Company | Powder coating composition of a mixture of epoxy resins |
| JPS582470Y2 (ja) * | 1978-02-10 | 1983-01-17 | 日本鋼管株式会社 | 金属管の内面被覆に際して使用される粉体樹脂供給装置のノズル |
| JPS54120578A (en) | 1978-03-13 | 1979-09-19 | Toshiba Corp | Manufacture of fluorescent screen |
| JPS582470B2 (ja) * | 1978-06-08 | 1983-01-17 | 日本電気ホームエレクトロニクス株式会社 | 印刷配線板 |
| JPS5824195B2 (ja) * | 1978-09-13 | 1983-05-19 | 株式会社日本プラントサ−ビスセンタ− | パイプ内壁ライニング方法 |
| JPS5861866A (ja) * | 1982-09-10 | 1983-04-13 | Nippon Plant Service Center:Kk | パイプ内壁ライニング装置 |
| JPS62191077A (ja) * | 1986-02-17 | 1987-08-21 | Hitachi Cable Ltd | 管材の内面処理法 |
| US4987001A (en) | 1989-02-09 | 1991-01-22 | Nordson Corporation | Method and apparatus for coating the interior surface of hollow, tubular articles |
| JPH03133632A (ja) * | 1989-10-20 | 1991-06-06 | Kobe Steel Ltd | U字型熱交換器用伝熱管の製造方法 |
| JPH0679237A (ja) * | 1992-09-04 | 1994-03-22 | Toyo Ink Mfg Co Ltd | 缶胴溶接部の補修塗装方法 |
| JPH09276793A (ja) * | 1996-04-16 | 1997-10-28 | Kubota Corp | 粉体塗料およびその塗装方法 |
| JPH10286505A (ja) * | 1997-04-16 | 1998-10-27 | Mitsubishi Alum Co Ltd | 塗布材の塗布方法および塗布装置 |
| JP3338636B2 (ja) * | 1997-08-21 | 2002-10-28 | 株式会社日立製作所 | ライニング管の修繕方法 |
| JP3122641B2 (ja) * | 1998-03-31 | 2001-01-09 | 日本設備工業株式会社 | パイプ内面のライニング方法 |
| RU2186633C1 (ru) * | 2001-08-07 | 2002-08-10 | Общество с ограниченной ответственностью "Научно-производственное объединение РОКОР" | Способ защиты от коррозии и отложений накипи и восстановления трубок теплообменного оборудования и устройство для осуществления этого способа |
| JP3895202B2 (ja) * | 2002-03-22 | 2007-03-22 | 富士通株式会社 | 細管内面への塗膜形成方法およびその形成装置 |
| US20060169170A1 (en) * | 2004-05-12 | 2006-08-03 | Satoshi Endoh | Anti-corrosive agent for heat-exchange mechanism |
| JP2005324108A (ja) * | 2004-05-13 | 2005-11-24 | Honda Motor Co Ltd | 細管内壁の樹脂被覆方法 |
| PL1773510T3 (pl) * | 2004-06-18 | 2009-07-31 | Plastocor Inc | System i sposób powlekania rur |
| JP2007038151A (ja) * | 2005-08-04 | 2007-02-15 | Kubota Corp | 管の塗装方法 |
| CN1810490A (zh) | 2005-12-16 | 2006-08-02 | 宁克远 | 在役管道防爆管内衬修复技术 |
| CL2007003408A1 (es) * | 2007-11-27 | 2008-04-25 | Vulco Sa | Dispositivo o mandril flexible que puede cambiar su radio de curvatura, para adaptarse a la de curvatura del codo o curva que comprende un cuerpo cilindrico de material elastomerico que tiene un alma flexible colocada en el centro del cilindro, un di |
| ES2355378T3 (es) * | 2007-11-28 | 2011-03-25 | Hwq Relining System Ab | Procedimiento interior de una tubería o un sistema de tuberías. |
| CL2007003773A1 (es) * | 2007-12-21 | 2008-04-25 | Vulco Sa | Procedimiento para recubrir un codo o curva usando un mandril flexible de poliuretano que contiene un alma metalica, que comprende recubrir la superficie del mandril, fijar un disco, ajustar y precalentar el conjunto, enfriar y retirar el disco. |
| CN101219904B (zh) | 2008-01-14 | 2010-11-24 | 濮阳濮耐高温材料(集团)股份有限公司 | 热补修补料及其热补压入方法 |
| WO2010104835A1 (en) * | 2009-03-09 | 2010-09-16 | Rygan Corp. | Method, apparatus, header, and composition for ground heat exchange |
| US20100243154A1 (en) | 2009-03-24 | 2010-09-30 | Lubrizol Advanced Materials, Inc. | Cured In Place Pipe Liner With Styrene Barrier |
| JP4912430B2 (ja) | 2009-06-16 | 2012-04-11 | 中国電力株式会社 | 熱交換器の配管の補修方法 |
| JP5116733B2 (ja) | 2009-07-22 | 2013-01-09 | 中国電力株式会社 | 熱交換器 |
| WO2011037807A2 (en) * | 2009-09-28 | 2011-03-31 | Carrier Corporation | Dual powder coating method and system |
-
2012
- 2012-02-29 JP JP2012044639A patent/JP5893961B2/ja not_active Expired - Fee Related
-
2013
- 2013-02-07 EP EP13755412.7A patent/EP2821686A4/en not_active Withdrawn
- 2013-02-07 WO PCT/JP2013/052882 patent/WO2013129065A1/ja active Application Filing
- 2013-02-07 CA CA2865532A patent/CA2865532C/en not_active Expired - Fee Related
- 2013-02-07 US US14/381,094 patent/US10139033B2/en not_active Expired - Fee Related
- 2013-02-07 IN IN7204DEN2014 patent/IN2014DN07204A/en unknown
- 2013-02-19 TW TW102105793A patent/TWI532968B/zh not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| CA2865532C (en) | 2017-01-17 |
| US20150024140A1 (en) | 2015-01-22 |
| CA2865532A1 (en) | 2013-09-06 |
| EP2821686A4 (en) | 2015-11-18 |
| US10139033B2 (en) | 2018-11-27 |
| TWI532968B (zh) | 2016-05-11 |
| EP2821686A1 (en) | 2015-01-07 |
| JP2013181578A (ja) | 2013-09-12 |
| TW201335564A (zh) | 2013-09-01 |
| CN104126093A (zh) | 2014-10-29 |
| IN2014DN07204A (ja) | 2015-04-24 |
| WO2013129065A1 (ja) | 2013-09-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4096001B2 (ja) | フロースルーチューブプラグ | |
| JP5893961B2 (ja) | 樹脂被覆層の製造方法及び配管の延命化処理方法 | |
| US11845132B2 (en) | Methods of forming components of heat exchangers and methods of forming heat exchangers | |
| JP2019151111A (ja) | 半導体製品の製造用の薬液を流動させる際に薬液と接触する複合成形品 | |
| CN105927822A (zh) | 一种耐腐蚀复合管及耐腐蚀复合管的制备方法 | |
| KR20180051617A (ko) | 구조적 브레이즈 테이프 | |
| CN103759282A (zh) | 一种金属烟道内部防腐方法 | |
| WO2021077764A1 (zh) | 一种包含低熔点金属的复合导热管及其生产方法 | |
| JP2016130603A (ja) | パラレルフロー型熱交換器の製造方法 | |
| CN103691383A (zh) | 具有防腐衬里的板状模块组装式大型化工设备及制造方法 | |
| EP2821524A1 (en) | Steel material coating layer and surface processing method for heat-conductive pipe | |
| CN104126093B (zh) | 树脂被覆层及管道的延长寿命处理方法 | |
| CN110849202A (zh) | 一种包含改性导热液体的复合导热管及其生产方法 | |
| JP2013181578A5 (ja) | ||
| CN203695044U (zh) | 具有防腐衬里的板状模块组装式大型化工设备 | |
| CN205700506U (zh) | 具有金属聚四氟乙烯复合涂层的反应釜 | |
| JP6871794B2 (ja) | 防食被覆金属管の製造方法 | |
| CN204829121U (zh) | 一种耐酸耐磨耐高温多重复合管道 | |
| JP5139038B2 (ja) | 金属中空構造体の製造方法 | |
| CN201964042U (zh) | 带有耐阴极剥离耐划伤外涂层的防腐蚀钢管 | |
| CN206268636U (zh) | 一种带自清洗内壁的钢管 | |
| WO2018021137A1 (ja) | ポリオレフィン被覆鋼管の製造方法 | |
| JP2005077035A (ja) | 耐食性を有する伝熱管 | |
| JP6045094B2 (ja) | 自溶合金皮膜の形成方法 | |
| JP2017177458A (ja) | ポリオレフィン被覆鋼管の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141111 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20141111 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150818 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151009 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160126 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160225 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5893961 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| LAPS | Cancellation because of no payment of annual fees |