JP5828639B2 - プレフィルドシリンジ用ガスケット、その製造方法及びプレフィルドシリンジ - Google Patents
プレフィルドシリンジ用ガスケット、その製造方法及びプレフィルドシリンジ Download PDFInfo
- Publication number
- JP5828639B2 JP5828639B2 JP2011007360A JP2011007360A JP5828639B2 JP 5828639 B2 JP5828639 B2 JP 5828639B2 JP 2011007360 A JP2011007360 A JP 2011007360A JP 2011007360 A JP2011007360 A JP 2011007360A JP 5828639 B2 JP5828639 B2 JP 5828639B2
- Authority
- JP
- Japan
- Prior art keywords
- gasket
- prefilled
- manufacturing
- liquid contact
- sliding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images











Description
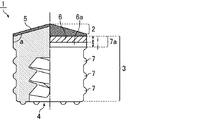
図1は、実施形態1のガスケットを示す断面模式図である。
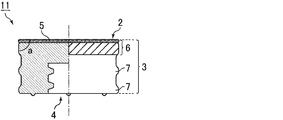
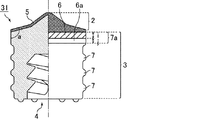
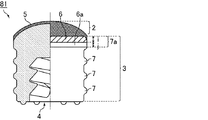
図1において、ガスケット(プレフィルドシリンジ用ガスケット)1は、シリンジ内で薬液に接触し、摺動時にシリンジ内壁に接触しない接液部2と、摺動時にシリンジ内壁と接触する摺動部(環状シール部)3と、プランジャーロッドが嵌合される嵌合穴4とを有する。

なお、切断部6の厚みは、図1中の上下方向の長さiであり、金型成形部6aの厚みは、図1中の上下方向の長さjである。
なお、中心線表面粗さRaは、JIS B0601−2001で規定される値である。
図6及び7は、実施形態1のガスケットの製造工程(打ち抜き工程)を示す断面模式図である。
塩素化ブチルゴムを含む未加硫のゴムシートと厚み100μmの不活性フィルムとを張り合わせ、真空プレスで175℃、10分間加硫接着しながら成形し、ガスケットの形状、及び偏芯防止用リングがそれぞれ複数成形された成形シートを得た。得られた成形シートのゴムシート側(摺動部が成形された側)をシリコーンでコートした後、図6及び7で示した方法で成形シートを打ち抜き、図1〜5、及び図10〜11に示す形状のガスケットを得た。使用した上刃の先端部の厚みは1.2mm、成形シートの切断部の厚みは1.0mmであった。得られたガスケットを洗浄、滅菌乾燥してから、該ガスケットを用いてプレフィルドシリンジ(公称容量:5ml、シリンジ内径:12.45mm)を作製し、以下の試験を行った。
十分水をふき取った注射筒に、公称容量目盛りの3/4、公称容量目盛りの1/2の位置まで水を吸い入れ、これを水平に固定して水が筒口から出ないようにした後、筒口に343kPaの圧力を10秒間加え、はめ合わせ部から水滴が落ちないことを確認した。結果は、「水滴が落ちた本数/試験本数」で表記した。
注射筒の公称容量目盛りの1/4の位置まで水を吸い入れ、筒口を密封した後、押し子を公称容量目盛りの位置まで引いたとき、はめ合わせ部から連続した気泡が発生しないことを確認した。結果は、「連続した気泡が発生した本数/試験本数」で表記した。
上記プレフィルドシリンジを125℃で40分間蒸気滅菌し、冷却後、ガスケットの環状突起部間の凹部への漏れを目視で確認した。結果は、「凹部への漏れが発生した本数/試験本数」で表記した。
2 接液部
3 摺動部(環状シール部)
4 嵌合穴
5、15 不活性フィルム
6 切断部
6a 金型成形部
7 環状突起
7a 第一環状突起部
101、201 下刃
102、202 ストリッパープレート
103、203 上刃
104、204 ゴムシート
105、205 成形シート
106 偏芯防止用リング
Claims (9)
- 接液部と、環状突起を有する摺動部とを備え、
前記接液部は、不活性フィルムが積層され、
前記摺動部は、不活性フィルムが積層されておらず、
前記接液部が平坦部及び/又は傾斜部を端部に有し、前記接液部の端部と前記摺動部とがなす角度が90〜110度であるプレフィルドシリンジ用ガスケットを製造する方法であって、
該製造方法は、未加硫のゴムシートと前記不活性フィルムとを重ねて成形し、前記接液部と前記摺動部とを備える前記プレフィルドシリンジ用ガスケットが成形された成形シートを得る工程、
前記成形シートの摺動部を打ち抜き型の下刃にセットする工程、及び
前記成形シートの接液部側から上刃を下降させ、前記成形シートを切断する工程をこの順に含むプレフィルドシリンジ用ガスケットの製造方法。 - 前記接液部が凸部を有する請求項1記載のプレフィルドシリンジ用ガスケットの製造方法。
- 前記接液部が中心から端部に向かって傾斜部及び平坦部をこの順に有する請求項1記載のプレフィルドシリンジ用ガスケットの製造方法。
- 前記接液部が中心から端部に向かって多段階の傾斜部を有する請求項1記載のプレフィルドシリンジ用ガスケットの製造方法。
- 前記接液部が中心から端部に向かって平坦部及び傾斜部をこの順に有する請求項1記載のプレフィルドシリンジ用ガスケットの製造方法。
- 前記不活性フィルムが、テトラフルオロエチレン・エチレン共重合体、変性テトラフルオロエチレン・エチレン共重合体及びポリクロロテトラフルオロエチレンからなる群より選択される少なくとも1種のフッ素樹脂、及び/又はオレフィン系樹脂である請求項1〜5のいずれかに記載のプレフィルドシリンジ用ガスケットの製造方法。
- 前記不活性フィルムが積層された部分は、磨き加工によって中心線表面粗さRaが1.0μm以下に調整されており、
前記摺動部は、研磨剤を用いたブラスト加工によって中心線表面粗さRaが1.5〜3.5μmに調整されている請求項1〜6のいずれかに記載のプレフィルドシリンジ用ガスケットの製造方法。 - 前記成形シートの切断部の厚みが0.5〜1.5mmである請求項1〜7のいずれかに記載のプレフィルドシリンジ用ガスケットの製造方法。
- 前記上刃の厚みが0.5〜2.0mmである請求項1〜8のいずれかに記載のプレフィルドシリンジ用ガスケットの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011007360A JP5828639B2 (ja) | 2011-01-17 | 2011-01-17 | プレフィルドシリンジ用ガスケット、その製造方法及びプレフィルドシリンジ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011007360A JP5828639B2 (ja) | 2011-01-17 | 2011-01-17 | プレフィルドシリンジ用ガスケット、その製造方法及びプレフィルドシリンジ |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015159043A Division JP2015226841A (ja) | 2015-08-11 | 2015-08-11 | プレフィルドシリンジ用ガスケット、その製造方法及びプレフィルドシリンジ |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2012147859A JP2012147859A (ja) | 2012-08-09 |
| JP2012147859A5 JP2012147859A5 (ja) | 2012-10-11 |
| JP5828639B2 true JP5828639B2 (ja) | 2015-12-09 |
Family
ID=46790769
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011007360A Active JP5828639B2 (ja) | 2011-01-17 | 2011-01-17 | プレフィルドシリンジ用ガスケット、その製造方法及びプレフィルドシリンジ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5828639B2 (ja) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6077861B2 (ja) * | 2013-01-17 | 2017-02-08 | 住友ゴム工業株式会社 | 摺動性弾性体 |
| JP2014223149A (ja) * | 2013-05-15 | 2014-12-04 | 住友ゴム工業株式会社 | 注射器用ガスケット |
| JP6199604B2 (ja) | 2013-05-15 | 2017-09-20 | 住友ゴム工業株式会社 | 医療用ガスケット |
| JP6297803B2 (ja) * | 2013-08-27 | 2018-03-20 | 住友ゴム工業株式会社 | シリンジ用ガスケット |
| FR3011472B1 (fr) * | 2013-10-09 | 2017-09-01 | Aptar Stelmi Sas | Bouchon-piston et dispositif de seringue comportant un tel bouchon-piston |
| JP5947823B2 (ja) * | 2014-01-29 | 2016-07-06 | 住友ゴム工業株式会社 | 医療用ガスケットの製造方法 |
| JP2015195813A (ja) * | 2014-03-31 | 2015-11-09 | 住友ゴム工業株式会社 | プレフィルドシリンジ用ガスケットおよびその製造方法 |
| JP6403257B2 (ja) * | 2014-07-23 | 2018-10-10 | 住友ゴム工業株式会社 | プレフィルドシリンジ用ガスケットおよびその製造方法 |
| JP2016077354A (ja) * | 2014-10-10 | 2016-05-16 | 住友ゴム工業株式会社 | プレフィルドシリンジ用ガスケット |
| JP6478325B2 (ja) * | 2015-05-08 | 2019-03-06 | 住友ゴム工業株式会社 | プレフィルドシリンジ用ガスケットおよびプレフィルドシリンジ |
| JP6485911B2 (ja) * | 2015-07-30 | 2019-03-20 | 住友ゴム工業株式会社 | 打ち抜き装置およびその装置により打ち抜かれたガスケット |
| CN108687864A (zh) * | 2018-05-17 | 2018-10-23 | 郑州翱翔医药科技股份有限公司 | 一种免硅化活塞的冲切装置及冲切方法 |
| JP7209175B2 (ja) * | 2018-10-04 | 2023-01-20 | 住友ゴム工業株式会社 | 医療用ゴム製品の製造方法 |
| JP7247608B2 (ja) | 2019-01-30 | 2023-03-29 | 住友ゴム工業株式会社 | シリンジ用ガスケット |
| WO2022109214A1 (en) * | 2020-11-20 | 2022-05-27 | Becton, Dickinson And Company | Barrier coated stopper and method of forming same |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2974883B2 (ja) * | 1993-06-08 | 1999-11-10 | 株式会社大協精工 | 医薬品用容器兼注射器及び滑栓 |
| DE10122959A1 (de) * | 2001-05-11 | 2002-11-21 | West Pharm Serv Drug Res Ltd | Pharmazeutischer Spritzenkolben sowie Verfahren und Vorrichtung zu dessen Herstellung |
| JP2004283466A (ja) * | 2003-03-24 | 2004-10-14 | Terumo Corp | シリンジ用ガスケット付きプランジャー、シリンジ及びプレフィルドシリンジ |
| WO2006087762A1 (ja) * | 2005-02-15 | 2006-08-24 | Kabushiki Kaisha Top | シリンジ |
| WO2009029974A1 (en) * | 2007-09-04 | 2009-03-12 | Occupational & Medical Innovations Ltd | A vented plunger and piston for a syringe |
-
2011
- 2011-01-17 JP JP2011007360A patent/JP5828639B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012147859A (ja) | 2012-08-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5828639B2 (ja) | プレフィルドシリンジ用ガスケット、その製造方法及びプレフィルドシリンジ | |
| JP5960554B2 (ja) | 積層ガスケット | |
| KR102365811B1 (ko) | 프리필드 시린지용 개스킷 | |
| JP6215546B2 (ja) | プレフィルドシリンジ用ガスケット | |
| JP3380705B2 (ja) | 注射器兼容器用密封ゴム栓 | |
| CN107297002B (zh) | 垫片以及医疗用注射器 | |
| EP2926851A1 (en) | Gasket for prefilled syringe, and production method therefor | |
| JP5922404B2 (ja) | 積層ガスケット | |
| JP6660548B2 (ja) | 医療用注射器、注射器に適用されるガスケットおよびその製造方法 | |
| JP2013049236A (ja) | プレフィルドシリンジ用ガスケットの成型金型 | |
| JP6610920B2 (ja) | プレフィルドシリンジ、プレフィルドシリンジに適用されるガスケットおよびその製造方法 | |
| CN107261259B (zh) | 医疗用注射器、密封垫及其制造方法 | |
| WO2011125133A1 (ja) | シリンジ用ガスケットおよびそれを用いたプレフィルドシリンジ | |
| JP2007275305A (ja) | ノズルキャップ、その製造方法および製造装置 | |
| JP2015226841A (ja) | プレフィルドシリンジ用ガスケット、その製造方法及びプレフィルドシリンジ | |
| JP2016209307A (ja) | プレフィルドシリンジ用ガスケットおよびプレフィルドシリンジ | |
| JP2016101240A (ja) | ノズルキャップおよびそのノズルキャップを使ったプレフィルドシリンジ | |
| JP2005137771A (ja) | 薬液接触面に固着したフッ素含有層が形成された医療用機器及びその製造方法 | |
| JP2023090190A (ja) | 医療用ゴム栓体 | |
| JP2016077355A (ja) | プレフィルドシリンジ用ガスケットおよびプレフィルドシリンジ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120827 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131219 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140926 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140930 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141126 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20150512 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150811 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20150819 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20151020 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20151020 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5828639 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |