JP5748603B2 - 加飾フイルム構造体及び加飾成形部材 - Google Patents
加飾フイルム構造体及び加飾成形部材 Download PDFInfo
- Publication number
- JP5748603B2 JP5748603B2 JP2011170173A JP2011170173A JP5748603B2 JP 5748603 B2 JP5748603 B2 JP 5748603B2 JP 2011170173 A JP2011170173 A JP 2011170173A JP 2011170173 A JP2011170173 A JP 2011170173A JP 5748603 B2 JP5748603 B2 JP 5748603B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- film structure
- decorative film
- achromatic
- decorative
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000010410 layer Substances 0.000 claims description 130
- 239000002344 surface layer Substances 0.000 claims description 53
- 239000002932 luster Substances 0.000 claims description 32
- 230000000638 stimulation Effects 0.000 claims description 29
- 230000003746 surface roughness Effects 0.000 claims description 15
- 239000011347 resin Substances 0.000 claims description 9
- 229920005989 resin Polymers 0.000 claims description 9
- 239000000758 substrate Substances 0.000 claims description 9
- 239000010408 film Substances 0.000 description 63
- 229910052751 metal Inorganic materials 0.000 description 56
- 239000002184 metal Substances 0.000 description 56
- 238000013461 design Methods 0.000 description 40
- 230000003287 optical effect Effects 0.000 description 17
- 230000031700 light absorption Effects 0.000 description 15
- 230000003760 hair shine Effects 0.000 description 13
- 239000000463 material Substances 0.000 description 12
- 238000012360 testing method Methods 0.000 description 9
- 230000002093 peripheral effect Effects 0.000 description 7
- 229910052782 aluminium Inorganic materials 0.000 description 6
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 6
- 238000007747 plating Methods 0.000 description 6
- 239000011241 protective layer Substances 0.000 description 6
- 238000010521 absorption reaction Methods 0.000 description 5
- 238000005034 decoration Methods 0.000 description 5
- 239000010409 thin film Substances 0.000 description 5
- 238000000034 method Methods 0.000 description 4
- 238000010422 painting Methods 0.000 description 4
- 238000005498 polishing Methods 0.000 description 4
- 238000007639 printing Methods 0.000 description 4
- 239000012790 adhesive layer Substances 0.000 description 3
- 238000005286 illumination Methods 0.000 description 3
- 238000007650 screen-printing Methods 0.000 description 3
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 2
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 2
- 238000002835 absorbance Methods 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 230000007794 irritation Effects 0.000 description 2
- 229910052709 silver Inorganic materials 0.000 description 2
- 239000004332 silver Substances 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 229910010272 inorganic material Inorganic materials 0.000 description 1
- 239000011147 inorganic material Substances 0.000 description 1
- 229910052500 inorganic mineral Inorganic materials 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 239000011707 mineral Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000011514 reflex Effects 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form
- B32B3/10—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material
- B32B3/18—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material characterised by an internal layer formed of separate pieces of material which are juxtaposed side-by-side
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B33/00—Layered products characterised by particular properties or particular surface features, e.g. particular surface coatings; Layered products designed for particular purposes not covered by another single class
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C3/00—Processes, not specifically provided for elsewhere, for producing ornamental structures
- B44C3/02—Superimposing layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C5/00—Processes for producing special ornamental bodies
- B44C5/04—Ornamental plaques, e.g. decorative panels, decorative veneers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44F—SPECIAL DESIGNS OR PICTURES
- B44F1/00—Designs or pictures characterised by special or unusual light effects
- B44F1/02—Designs or pictures characterised by special or unusual light effects produced by reflected light, e.g. matt surfaces, lustrous surfaces
- B44F1/04—Designs or pictures characterised by special or unusual light effects produced by reflected light, e.g. matt surfaces, lustrous surfaces after passage through surface layers, e.g. pictures with mirrors on the back
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B2038/0052—Other operations not otherwise provided for
- B32B2038/0092—Metallizing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2309/00—Parameters for the laminating or treatment process; Apparatus details
- B32B2309/08—Dimensions, e.g. volume
- B32B2309/10—Dimensions, e.g. volume linear, e.g. length, distance, width
- B32B2309/105—Thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/08—Cars
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24355—Continuous and nonuniform or irregular surface on layer or component [e.g., roofing, etc.]
- Y10T428/24364—Continuous and nonuniform or irregular surface on layer or component [e.g., roofing, etc.] with transparent or protective coating
Description
ここで、JIS−Z−8729で規定される無彩色層のCIE1976明度(L * )は、JIS−Z−8729に従い、JIS−Z−8722に規定される幾何条件a(試料面の法線方向に対する照明光軸角度:−45±2°、受光反射光軸角度:0±2°)で測定したものである。また、JIS−Z−8701で規定されるXYZ表色系における金属光沢層の刺激値(Y45°)は、試料面の法線方向に対する照明光軸角度を−45±2°とし、受光反射光軸角度を45±2°として、JIS−Z−8701で規定されるXYZ表色系における反射による物体色の三刺激値の定義に従ってY値を計算したものである。
金属光沢層のJIS−Z−8701で規定されるXYZ表色系における刺激値(Y45°)を10000以上とすることにより、金属研磨面調意匠を実現するために十分な正反射ないし金属光沢が確実に得られる。平面視でのドットの面積を10 −3 μm 2 以上とすることにより、ドットが小さくなりすぎず、ドットによる正反射が確実に行われる。平面視でのドットの面積を10 5 μm 2 以下とすることにより、平面視での単位面積当たりのドットの面積率を一定としたときに、ドットの数が増えるから、ドットの周縁長が長くなり、ドットの周縁部による拡散反射が確実に行われる。また、ドットが大きくなりすぎず、加飾フイルム構造体の見栄えの低下が抑制される。平面視での単位面積当たりのドットの面積率を20%以上、つまり平面視での単位面積当たりの無彩色層の面積率を80%以下とすることにより、吸光が過剰になりすぎず、加飾フイルム構造体の過度の明度及び/又は刺激値の低下が抑制される。平面視での単位面積当たりのドットの面積率を99%以下、つまり平面視での単位面積当たりの無彩色層の面積率を1%以上とすることにより、光沢が強すぎず、鈍く光る質感の金属研磨面調意匠を実現するために十分な吸光が確実に達成される。
無彩色層のJIS−Z−8729で規定されるCIE1976明度(L * )を80以下とすることにより、光沢が強すぎず、鈍く光る質感の金属研磨面調意匠を実現するために十分な吸光が確実に達成される。
(試験番号1〜10、12〜14)
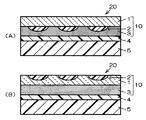
図1(A)に示した構成の加飾フイルム構造体10を表1に示す仕様により作製した。表面層1として、帝人化成社製のポリカーボネートシート「PC1151」(板厚0.5mm)を用い、この片面にスクリーン印刷にて金属光沢層2(厚み3μm)を形成した。金属光沢層2の形成には、帝国インキ製造社製のインキ「MIR−51000ミラーシルバー」を用いた。次に、金属光沢層2の上にスクリーン印刷にて無彩色層3(厚み2μm:金属光沢層2の上の厚みとして)を形成した。無彩色層3の形成には、セイコーアドバンス社製のUVインキ「HUG」を用いた。次に、無彩色層3の上にスクリーン印刷にて裏打ち層4(厚み10μm)を形成した。裏打ち層4の形成には、帝国インキ製造社製のインキ「MIB−611白色」を用いた。以上により、表面層1側から観察したときにアルミニウムの研磨面調の外観を呈する加飾フイルム構造体10が得られた。
金属光沢層2を全面ベタの枚葉形状としドット形状とはしなかった他は、試験番号1〜10、12〜14と同様にして加飾フイルム構造体を作製した。
金属光沢層2の形成に、日本ビー・ケミカル社製の高輝度シルバーインキを用いた他は、試験番号1〜10、12〜14と同様にして加飾フイルム構造体10を作製した。
金属光沢層2を全面ベタの枚葉形状としドット形状とはしなかった他は、試験番号16、17と同様にして加飾フイルム構造体を作製した。
作製した加飾フイルム構造体10の外観を光学的に評価した。すなわち、表面層1側から加飾フイルム構造体10に入射角45度で可視光(波長:420〜670nm、広がり角:実質零度)を照射し、正反射角の刺激値Y、つまり正反射(鏡面反射)の刺激値(Y45°)と、正反射角−5度の刺激値Y、つまり拡散反射の刺激値(Y40°)とを村上色彩技術研究所製の変角分光光度計を用いて測定した。結果を表1に示す。

2 金属光沢層
3 無彩色層
4 裏打ち層(接着層)
5 基材
10 加飾フイルム構造体
20 加飾成形部材
Claims (7)
- 透明又は半透明の樹脂層からなる表面層と、
表面層の表面側に形成された複数の微細ドットからなる金属光沢層と、
表面層の裏面側に形成された無彩色層とを備え、
表面層の表面側の表面粗さが、Ra2μm以下、かつRmax4μm以下又はSm50μm以上であり、
金属光沢層のJIS−Z−8701で規定されるXYZ表色系における刺激値(Y45°)が10000以上であり、平面視でのドットの面積が10−3〜105μm2であり、平面視での単位面積当たりのドットの面積率が20〜99%であり、
無彩色層のJIS−Z−8729で規定されるCIE1976明度(L*)が0〜80である、
加飾フイルム構造体。 - 表面層の表面側の表面粗さが、Ra1μm以下、かつRmax2μm以下又はSm100μm以上である請求項1に記載の加飾フイルム構造体。
- 金属光沢層のJIS−Z−8701で規定されるXYZ表色系における刺激値(Y45°)が20000以上である請求項1又は2に記載の加飾フイルム構造体。
- 金属光沢層のドットの面積率が40〜99%である請求項1から3のいずれか1項に記載の加飾フイルム構造体。
- 無彩色層のJIS−Z−8729で規定されるCIE1976明度(L * )が0〜50である請求項1から4のいずれか1項に記載の加飾フイルム構造体。
- 請求項1から5のいずれか1項に記載の加飾フイルム構造体が基材の表面側に形成されてなる加飾成形部材。
- 基材は樹脂成形部材である請求項6に記載の加飾成形部材。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011170173A JP5748603B2 (ja) | 2011-08-03 | 2011-08-03 | 加飾フイルム構造体及び加飾成形部材 |
| CN201210260747.1A CN102910022B (zh) | 2011-08-03 | 2012-07-25 | 装饰膜构造体及装饰成形部件 |
| US13/564,646 US9079375B2 (en) | 2011-08-03 | 2012-08-01 | Decorative film structure and decorative member |
| DE102012015296.5A DE102012015296B4 (de) | 2011-08-03 | 2012-08-01 | Dekorfolienstruktur und Dekorelement |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011170173A JP5748603B2 (ja) | 2011-08-03 | 2011-08-03 | 加飾フイルム構造体及び加飾成形部材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013035124A JP2013035124A (ja) | 2013-02-21 |
| JP5748603B2 true JP5748603B2 (ja) | 2015-07-15 |
Family
ID=47554255
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011170173A Active JP5748603B2 (ja) | 2011-08-03 | 2011-08-03 | 加飾フイルム構造体及び加飾成形部材 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US9079375B2 (ja) |
| JP (1) | JP5748603B2 (ja) |
| CN (1) | CN102910022B (ja) |
| DE (1) | DE102012015296B4 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5910279B2 (ja) * | 2012-04-19 | 2016-04-27 | マツダ株式会社 | 加飾フイルム構造体及び加飾成形部材 |
| JP5910288B2 (ja) * | 2012-04-26 | 2016-04-27 | マツダ株式会社 | 加飾フイルム構造体及び加飾成形部材 |
| JP5910289B2 (ja) * | 2012-04-26 | 2016-04-27 | マツダ株式会社 | 加飾フイルム構造体及び加飾成形部材 |
| JP6332385B2 (ja) | 2016-09-29 | 2018-05-30 | マツダ株式会社 | フィルム材のインサート成形方法及びその装置 |
| KR101924106B1 (ko) * | 2017-06-27 | 2018-11-30 | 주식회사 엘지화학 | 장식 부재 및 이의 제조방법 |
| KR102201575B1 (ko) | 2017-12-15 | 2021-01-12 | 주식회사 엘지화학 | 장식 부재 |
| JP7091597B2 (ja) * | 2017-12-15 | 2022-06-28 | エルジー・ケム・リミテッド | 装飾部材およびその製造方法 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3661686A (en) * | 1967-04-27 | 1972-05-09 | Sierracin Corp | Transparent laminated structure of reduced specular reflectance |
| JP3104866B2 (ja) * | 1997-09-12 | 2000-10-30 | 株式会社小糸製作所 | 表面塗装された車両用樹脂成形品 |
| DE10064521A1 (de) * | 2000-12-22 | 2002-07-11 | Daimler Chrysler Ag | Dekorative Kunststoff-Folie |
| JP2002210907A (ja) * | 2001-01-19 | 2002-07-31 | Dainippon Printing Co Ltd | 加飾シート、及び射出成形同時加飾方法 |
| JP2003090903A (ja) * | 2001-06-18 | 2003-03-28 | Shuho:Kk | 透過可視性フィルタ |
| JP2004124219A (ja) * | 2002-10-07 | 2004-04-22 | Aru Techno:Kk | アルミニウム外装品及びその製造方法 |
| JP4319882B2 (ja) * | 2003-09-29 | 2009-08-26 | 大日本印刷株式会社 | 加飾シート、加飾成形品、及び射出成形同時加飾方法 |
| KR101158951B1 (ko) | 2004-09-29 | 2012-06-21 | 다이니폰 인사츠 가부시키가이샤 | 저윤기 금속 광택 화장 시트, 및 그것을 적층한 적층물 |
| JP2007083643A (ja) * | 2005-09-26 | 2007-04-05 | Dainippon Printing Co Ltd | 化粧シート |
| JP4878884B2 (ja) * | 2006-03-22 | 2012-02-15 | スリーエム イノベイティブ プロパティズ カンパニー | 装飾シート |
| KR101418608B1 (ko) | 2006-03-31 | 2014-07-14 | 가부시키가이샤 요시노 고교쇼 | 수지 성형품, 및 그 표면처리방법 |
| EP2169434B1 (en) * | 2007-06-19 | 2016-10-19 | Marujin Co., Ltd. | Iridescent reflected light emitting retroreflective material |
| JP2009083183A (ja) | 2007-09-28 | 2009-04-23 | Toppan Printing Co Ltd | 光学薄膜積層体 |
| JP2009107283A (ja) * | 2007-10-31 | 2009-05-21 | General Technology Kk | メタリック印刷方法 |
| JP5163943B2 (ja) * | 2008-02-26 | 2013-03-13 | 住友化学株式会社 | 防眩フィルム、防眩性偏光板および画像表示装置 |
| JP5236342B2 (ja) * | 2008-04-16 | 2013-07-17 | 株式会社ハイテック | 加飾材および加飾物品 |
| DE102009051272A1 (de) * | 2009-10-29 | 2011-05-12 | Hella Kgaa Hueck & Co. | Bauteil mit einer metallischen Beschichtung zur Erzielung eines bestimmten Erscheinungsbildes und Verfahren zur Herstellung eines solchen Bauteils |
-
2011
- 2011-08-03 JP JP2011170173A patent/JP5748603B2/ja active Active
-
2012
- 2012-07-25 CN CN201210260747.1A patent/CN102910022B/zh active Active
- 2012-08-01 DE DE102012015296.5A patent/DE102012015296B4/de active Active
- 2012-08-01 US US13/564,646 patent/US9079375B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN102910022B (zh) | 2015-01-14 |
| US9079375B2 (en) | 2015-07-14 |
| DE102012015296A1 (de) | 2013-02-07 |
| JP2013035124A (ja) | 2013-02-21 |
| DE102012015296B4 (de) | 2018-11-08 |
| US20130034693A1 (en) | 2013-02-07 |
| CN102910022A (zh) | 2013-02-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5748603B2 (ja) | 加飾フイルム構造体及び加飾成形部材 | |
| JP5784405B2 (ja) | 加飾フイルム構造体及び加飾成形部材 | |
| KR101452507B1 (ko) | 장식재 및 장식 물품 | |
| CN102179962B (zh) | 具有立体效果的装饰材料 | |
| TWI398832B (zh) | 多重反射面板 | |
| JP2015155916A (ja) | 時計用表示板 | |
| JP2006208221A (ja) | 表示板及びそれを備えた電子表示機器 | |
| JP5803395B2 (ja) | 加飾成形部材 | |
| JP5803394B2 (ja) | 加飾成形部材 | |
| JP2009196127A (ja) | 加飾シート及び加飾成形体 | |
| JP2022118012A (ja) | 化粧材、化粧材の製造方法、化粧材を用いた積層体 | |
| JP5910279B2 (ja) | 加飾フイルム構造体及び加飾成形部材 | |
| JP5949128B2 (ja) | 加飾フイルム構造体及び加飾成形部材 | |
| JP5910289B2 (ja) | 加飾フイルム構造体及び加飾成形部材 | |
| JP5910288B2 (ja) | 加飾フイルム構造体及び加飾成形部材 | |
| JP2019084821A (ja) | 光透過性加飾フィルム、光透過性加飾フィルムを含む成形品及びその製造方法並びに照明表示装置 | |
| JP2013035126A (ja) | 加飾フイルム構造体及び加飾成形部材 | |
| JP4887116B2 (ja) | 表示板 | |
| JP6571454B2 (ja) | 化粧材 | |
| JP2005069755A (ja) | 時計用文字板 | |
| JP2011068123A (ja) | 成形品 | |
| KR20130060016A (ko) | 표면 외장재 | |
| JP4371842B2 (ja) | 時計用文字板 | |
| TWM559926U (zh) | 門板 | |
| JP2020157671A (ja) | 光源からの光を透過する性能を有する加飾用積層体、及び該加飾用積層体を含む照明表示装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140603 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150123 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150203 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150402 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150421 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150512 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5748603 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |