JP5377932B2 - 樹脂成形品の振動溶着構造及び振動溶着方法 - Google Patents
樹脂成形品の振動溶着構造及び振動溶着方法 Download PDFInfo
- Publication number
- JP5377932B2 JP5377932B2 JP2008281875A JP2008281875A JP5377932B2 JP 5377932 B2 JP5377932 B2 JP 5377932B2 JP 2008281875 A JP2008281875 A JP 2008281875A JP 2008281875 A JP2008281875 A JP 2008281875A JP 5377932 B2 JP5377932 B2 JP 5377932B2
- Authority
- JP
- Japan
- Prior art keywords
- panel
- layer
- solid
- welding
- rib
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/723—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/06—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using friction, e.g. spin welding
- B29C65/0609—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using friction, e.g. spin welding characterised by the movement of the parts to be joined
- B29C65/0618—Linear
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/54—Joining several hollow-preforms, e.g. half-shells, to form hollow articles, e.g. for making balls, containers; Joining several hollow-preforms, e.g. half-cylinders, to form tubular articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/54—Joining several hollow-preforms, e.g. half-shells, to form hollow articles, e.g. for making balls, containers; Joining several hollow-preforms, e.g. half-cylinders, to form tubular articles
- B29C66/545—Joining several hollow-preforms, e.g. half-shells, to form hollow articles, e.g. for making balls, containers; Joining several hollow-preforms, e.g. half-cylinders, to form tubular articles one hollow-preform being placed inside the other
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/727—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being porous, e.g. foam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/832—Reciprocating joining or pressing tools
- B29C66/8322—Joining or pressing tools reciprocating along one axis
Description
図1は、自動車1の後部荷室3を示す斜視図であり、図2は図1のA−A線における断面図である。
S1が形成されている。上記表側パネル17のパネル本体21は、表裏面に形成された樹脂密度が高くて堅い薄肉のソリッド層25と、該ソリッド層25に挟まれ内部に多数の空隙を有し、該ソリッド層25よりも樹脂密度が低い発泡層27とを備えている。また、パネル本体21の周縁部21aは、上記ソリッド層25より厚肉のソリッド層から構成され、上記周壁部23も、上記ソリッド層25より厚肉のソリッド層のみから構成されている。また、表側パネル17のパネル本体21及び周壁部23の表面には、見栄えを良くする等の観点から不織布等からなる表皮29が一体に被着されているとともに、車体後方側縁近傍の車幅方向中央には把持用の凹部31(図3に示す)が形成されている。なお、振動溶着時における振動方向を図3に矢印Xで示す。
の表皮29端末に、振動溶着時における裏側パネル19の周壁部35との摩擦によって糸くずやバリが生じることが防止され、見栄えが悪化しない。
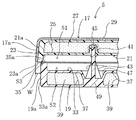
図6は、本発明の実施形態2に係るフロアボード5を示す。この実施形態2では、裏側パネル19のパネル本体33の溶着リブ41突設箇所に、パネル本体33の表裏面に形成されたソリッド層37よりも厚肉のソリッドからなるベース層49が、パネル本体33表裏面のソリッド層37を一体に連結するように表裏面に亘って形成され、該ベース層49には発泡層39が形成されていない。該ベース層49の厚さは、パネル本体33の厚さの略1/2に設定され、ベース層49の表側(図6の下側)は、ベース層49周囲のパネル本体33表側ソリッド層37と面一になっており、ベース層49の裏側(図6の上側、すなわち表側パネル17側)に凹条部47が溶着リブ41に沿って形成されている。上記ベース層49、すなわち上記凹条部47の底面には、上記溶着リブ41及び補強リブ43が一体に突設されている。
パッケージトレイやグローブボックスのリッド等の他の自動車用樹脂成形品、さらには自動車以外の樹脂成形品にも適用することができるものである。
17 表側パネル(第1パネル)
19 裏側パネル(第2パネル)
21,33 パネル本体
25,37 ソリッド層
27,39 発泡層
41 溶着リブ
49 ベース層
Claims (4)
- 樹脂製第1パネル(17)と樹脂製第2パネル(19)とを圧接させた状態で振動させることにより溶着一体化してなる樹脂成形品の振動溶着構造であって、
上記第1パネル(17)は、表裏面に形成された薄肉のソリッド層(25)と、該ソリッド層(25)に挟まれ内部に多数の空隙を有する発泡層(27)とを備えたパネル本体(21)とを有し、
上記第2パネル(19)は、上記第1パネル(17)のパネル本体(21)裏面に対向するパネル本体(33)を有し、当該パネル本体(33)裏面には、パネル面に沿って延びるソリッドからなる溶着リブ(41)が一体に突設され、
振動溶着時、上記溶着リブ(41)先端面を上記第1パネル本体(21)裏面に圧接させながら溶着リブ(41)を長手方向にパネル面に沿って往復振動させることで、上記溶着リブ(41)先端部は、上記第1パネル(17)のパネル本体裏面側ソリッド層(25)を突き破って発泡層(27)に侵入し、該溶着リブ(41)先端部周りの発泡層(27)が溶融固化したソリッド部分(45)により覆われて上記発泡層(27)及び上記パネル本体裏面側ソリッド層(25)と溶着一体化されていることを特徴とする樹脂成形品の振動溶着構造。 - 請求項1に記載の樹脂成形品の振動溶着構造において、
上記第2パネル(19)のパネル本体(33)は、表裏面に形成された薄肉のソリッド層(37)と、該ソリッド層(37)に挟まれ内部に多数の空隙を有する発泡層(39)とを備えていることを特徴とする樹脂成形品の振動溶着構造。 - 請求項2に記載の樹脂成形品の振動溶着構造において、
上記第2パネルのパネル本体(33)の溶着リブ突設箇所には、当該パネル本体(33)表裏面に形成されたソリッド層(37)よりも厚肉のソリッドからなるベース層(49)が、当該パネル本体(33)表裏面のソリッド層(37)を一体に連結するように形成され、
当該ベース層(49)には、上記溶着リブ(41)が一体に突設されていることを特徴とする樹脂成形品の振動溶着構造。 - 表裏面に形成された薄肉のソリッド層(25)と、該ソリッド層(25)に挟まれ内部に多数の空隙を有する発泡層(27)とを備えたパネル本体(21)を有する上記第1パネル(17)と、
パネル本体(33)を有し、該パネル本体(33)裏面にパネル面に沿って延びるソリッドからなる溶着リブ(41)が一体に突設された第2パネル(19)とを用意し、
上記第1パネル(17)のパネル本体(21)裏面と上記第2パネル(19)のパネル本体(33)裏面とを互いに対向させた状態で、上記溶着リブ(41)先端面を上記第1パネル(17)のパネル本体(21)裏面に圧接させながら溶着リブ(41)を長手方向にパネル面に沿って往復振動させることで、
上記溶着リブ(41)先端部が、上記第1パネル(17)のパネル本体裏面側ソリッド層(25)を溶融させて該ソリッド層(25)を突き破って発泡層(27)に侵入し、溶着リブ(41)先端部周りの発泡層(27)が溶融固化したソリッド部分(45)により覆われて上記発泡層(27)及び上記パネル本体裏面側ソリッド層(25)と溶着一体化し、上記第1パネル(17)と上記第2パネル(19)とが溶着一体化してなる樹脂成形品を得ることを特徴とする樹脂成形品の振動溶着方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008281875A JP5377932B2 (ja) | 2008-10-31 | 2008-10-31 | 樹脂成形品の振動溶着構造及び振動溶着方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008281875A JP5377932B2 (ja) | 2008-10-31 | 2008-10-31 | 樹脂成形品の振動溶着構造及び振動溶着方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010105351A JP2010105351A (ja) | 2010-05-13 |
| JP5377932B2 true JP5377932B2 (ja) | 2013-12-25 |
Family
ID=42295246
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008281875A Expired - Fee Related JP5377932B2 (ja) | 2008-10-31 | 2008-10-31 | 樹脂成形品の振動溶着構造及び振動溶着方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5377932B2 (ja) |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0717016B2 (ja) * | 1990-05-01 | 1995-03-01 | 豊田合成株式会社 | 発泡体層をもつ物品の製造方法 |
| CH694058A5 (de) * | 1999-06-18 | 2004-06-30 | Woodwelding Ag | Stoffschlüssiges Verbinden. |
-
2008
- 2008-10-31 JP JP2008281875A patent/JP5377932B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010105351A (ja) | 2010-05-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2007168729A (ja) | 樹脂パネル及び自動車のドア | |
| JP4790332B2 (ja) | 樹脂成形体 | |
| US7244383B2 (en) | Method of forming a vehicle component | |
| JP4916019B2 (ja) | 樹脂成形品の振動溶着構造 | |
| JP5377932B2 (ja) | 樹脂成形品の振動溶着構造及び振動溶着方法 | |
| JP4705829B2 (ja) | 樹脂パネル及びその製造方法 | |
| JP5377931B2 (ja) | 樹脂成形品 | |
| JP4961293B2 (ja) | 樹脂成形品の振動溶着構造 | |
| JP4773191B2 (ja) | 樹脂成形体及びその成形方法 | |
| JP2018140674A (ja) | 車両用内装品及びその製造方法 | |
| JP5165534B2 (ja) | 樹脂成形品の振動溶着構造 | |
| JP2005205800A (ja) | 車両内装用溶着部材 | |
| JP5275858B2 (ja) | 樹脂成形品の振動溶着構造 | |
| JP3791924B2 (ja) | 自動車用の表皮付パネルの製造方法 | |
| JP2006256043A (ja) | 表皮付き樹脂成形品 | |
| JP3488863B2 (ja) | 複合成形品 | |
| JP2006205837A (ja) | エアバッグドア部付車両用内装品及びその製造方法 | |
| JP4541163B2 (ja) | エアバッグドア部付車両用内装品 | |
| JP4850555B2 (ja) | 樹脂成形体の成形方法 | |
| JP2011131555A (ja) | 発泡樹脂パネル及びその成形方法 | |
| JP5388120B2 (ja) | 車両用内装部品 | |
| JP2010167918A (ja) | 照明装置付き車両用成形品 | |
| JP2010083238A (ja) | ダクト及びその製造方法 | |
| JP5149645B2 (ja) | 発泡樹脂製表皮付きパネル及びその成形方法 | |
| JP2006188186A (ja) | エアバッグドア部付車両用内装品及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110901 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20120712 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121122 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121127 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130125 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130903 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130925 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5377932 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |