JP5289840B2 - 用紙糊付け折り畳み装置 - Google Patents
用紙糊付け折り畳み装置 Download PDFInfo
- Publication number
- JP5289840B2 JP5289840B2 JP2008175742A JP2008175742A JP5289840B2 JP 5289840 B2 JP5289840 B2 JP 5289840B2 JP 2008175742 A JP2008175742 A JP 2008175742A JP 2008175742 A JP2008175742 A JP 2008175742A JP 5289840 B2 JP5289840 B2 JP 5289840B2
- Authority
- JP
- Japan
- Prior art keywords
- paper
- folding
- adhesive
- adhesive application
- width direction
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004026 adhesive bonding Methods 0.000 title claims description 21
- 239000000853 adhesive Substances 0.000 claims description 155
- 230000001070 adhesive effect Effects 0.000 claims description 154
- 230000007246 mechanism Effects 0.000 claims description 20
- 239000003292 glue Substances 0.000 claims description 11
- 238000001514 detection method Methods 0.000 description 20
- 230000032258 transport Effects 0.000 description 19
- 230000007723 transport mechanism Effects 0.000 description 12
- 238000000034 method Methods 0.000 description 5
- 239000003795 chemical substances by application Substances 0.000 description 4
- 238000007789 sealing Methods 0.000 description 4
- 230000005540 biological transmission Effects 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 2
- 230000001276 controlling effect Effects 0.000 description 2
- 238000011144 upstream manufacturing Methods 0.000 description 2
- 230000009471 action Effects 0.000 description 1
- 239000002390 adhesive tape Substances 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images














Landscapes
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
Description
本発明の目的は、未折り状態の複数の用紙に対し、自動的に、かつ、連続的に、仮接着剤を塗布すると共に、折り畳み、封止することができる用紙糊付け折り畳み装置を提供することである。
また、折り部を上記のように構成することにより、用紙に仮接着剤を塗布後、折り部で折り畳む際に、用紙を挟持する折りローラに仮接着剤が付着するおそれがなく、用紙を汚すことなく、円滑に折り作業を行うことができる。
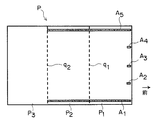
図1は、本発明の装置により糊付けされ、折り畳まれる用紙Pの一例を示しており、互いに平行な二つの折り線q1、q2により、内側三つ折りとした用紙Pであり、第1、第2及び第3の折り片P1、P2、P3を有している。第3の折り片P3は、第2の折り線q2により、第2の折り片P2の上側に折り畳まれ、第1の折り片P1は、第1の折り線q1により、第3の折り片P3の上側に折り畳まれる。
(用紙糊付け折り畳み装置全体の構成)
図9乃至図11は、本発明に係る糊付け折り畳み装置の一実施形態であり、主として、前記図1及び図6のように、内側三つ折り又は二つ折りに折り畳まれる用紙のために用いられる形態であり、これらの図面に基づいて、本発明の第1の実施形態を説明する。
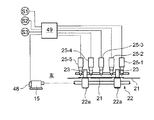
給紙部1は、未折り状態の多数の用紙Pを積載する給紙台11及びエア吸引式ベルト搬送機構12と、該エア吸引式ベルト搬送機構12の前方に配置された上下一対の給紙ローラ13と、エア吸引式ベルト搬送機構12上に立設された用紙前端規制板16の下端開口に配置された捌き部材14等を備えており、エア吸引式ベルト搬送機構12と給紙ローラ13とは、伝動機構を介して給紙用の駆動モータ15に連動連結している。すなわち、エア吸引式ベルト搬送機構12及び捌き部材14により、給紙台11上の未折り状態の用紙Pを最下位から一枚ずつ前方に送り出し、給紙ローラ13により、着剤塗布部2に供給するようになっている。
接着剤塗布部2は、前後方向に延びる略水平な搬送経路板21と、前後方向に延びて搬送経路板21上の用紙Pを前方に搬送するベルト搬送機構22と、該ベルト搬送機構22上の用紙Pを上方から押さえる前後一対の押えローラ23と、前記搬送経路板21上の用紙Pの上面に上方から仮接着剤を塗布する複数本の接着剤塗布ノズル25−1、2、3、4、5を備えている。前記ベルト搬送機構22は、たとえば給紙部1の駆動モータ15に連動連結しており、給紙部1のエア吸引式ベルト搬送機構12及び給紙ローラ13と同一の用紙搬送速度V1にて、用紙を搬送する。前後の押圧ローラ23の間隔は、少なくとも未折り状態の用紙Pの前後方向長さよりも短く設定されており、これにより、搬送経路板21上の用紙Pを、しわが発生することなく平面状態に維持できるようになっている。
図10において、折り部3は、用紙搬送経路から前上方に突出すると共にスイッチバック式に用紙が逆行可能な第1の折りトレー31と、用紙搬送経路から後下方に突出すると共にスイッチバック式に用紙が逆行可能な第2の折りトレー32と、両折りトレー31、32間に配置された4つの第1、2、3、4の折りローラ41、42、43、44から構成されている。各折りトレー31、32には、折りトレー長さ方向に位置変更自在なストッパー31a、32aがそれぞれ設けられている。各折りローラ41、42、43、44は、隣り合うローラ同士が当接して、それぞれニップ部を形成すると共に、図示しない連動機構を介して折り部用の駆動モータ45に連動連結している。また、第3、第4の折りローラ43、44と、紙受け部4との間には、上下一対の圧着用押圧ローラ46が配置されている。該押圧ローラ46は前記折り部用の駆動モータ45に連動連結し、折りローラ41、42、43、44と同期回転するようになっている。
図10において、紙受け部4は、ベルト搬送機構と51と、該ベルト搬送機構51の前端部(用紙搬送方向Fの端部)に配置された前傾姿勢の紙受け台52と、ベルト搬送機構51の後部の上側に配置された金属製の補助加圧ローラ53と、を備えている。ベルト搬送機構51は、伝動機構を介して紙受け用の駆動モータ54に連動連結しており、ベルト搬送機構51の用紙搬送速度V3は、折り部3の折りローラ41、42、43、44及び押圧ローラ46による用紙排出速度V2より小さく設定されている。これにより、紙受け部4のベルト搬送機構51上では、折り部3から連続的に排出される折り畳み済みの用紙が、部分的に重なった状態、いわゆる鱗状に重なった状態で搬送され、該鱗状に重なった状態で、補助加圧ローラ53で加圧され、最終的に紙受け台52に起立状態で積載されるようになっている。
図10において、用紙糊付け折り畳み装置には、複数箇所に用紙検出センサーが配設されている。たとえば、給紙部1の給紙ローラ13と接着剤塗布部2のベルト搬送機構21の後端との間に、光透過式の第1の用紙検出センサーS1が配置され、接着剤塗布部2の接着剤塗布ノズル25の前後方向位置に対応する位置には、用紙の前端を検出して接着剤塗布開始信号を発する光透過式の第2の用紙検出センサーS2が配置され、折り部3の押圧ローラ46と紙受け部3との間には、光透過式の第3の用紙検出センサーS3が配置されている。
図1のような内側三つ折りの用紙Pを、図9乃至図12で示す用紙糊付け折り畳み装置で糊付けし、折り畳む場合の作業の流れを説明する。
図10において、給紙部1の給紙台11及びエア吸引式ベルト搬送機構12上に積載されている未折り状態の用紙Pは、最下位から、エア吸引式ベルト搬送機構12及び捌き部材14の作用により一枚ずつ前方に送り出され、上下の給紙ローラ13で挟持され、前方の接着剤塗布部2に所定の搬送速度V1で供給される。上記給紙部1は、最下位の用紙Pから順に供給するので、糊付け折り畳み作業の途中であっても、用紙Pを給紙台11上に追加補給することができる。
接着剤塗布部2において、用紙Pは、ベルト搬送機構12により所定の搬送速度V1で前方に搬送されると共に、押さえローラ23により平面状態が維持されており、接着剤塗布ノズル25−1、2、3、4、5の下方を通過することにより、図2で示すように、未折り状態の第1の折り片P1の前端から第2の折り片P2の後端に亘り、五本の仮接着剤A1、A2、A3、A4、A5の層が、搬送方向Fと平行に筋状に塗布される。
仮接着剤が塗布された用紙Pは折り部3へ搬送され、折り部3において内側三つ折り状態に折り畳まれる。具体的な折り畳み手順は既に詳しく説明しているが、再度、簡単に説明する。まず、図12(a)のように、未折り状態の用紙Pは、第1、第2の折りローラ41、42により第1の折りトレー31に送り込まれ、用紙前端がストッパー31aに当接後、更に接着剤塗布部2から搬送方向Fに押し込まれることにより、第2、第3の折りローラ42、43により第2の折り線q2で折り畳まれると共に第1の折りトレー31内を逆行し、図12(b)にように、第2のトレー32内に送り込まれる。次に、第2の折り線q2部分がストッパー32aに当接後、第1の折り片P1が第1の折りトレー31内で逆行することにより、第3、第4の折りローラ43、44により第1の折り線q1で折り畳まれると共に、第2の折りトレー32内を逆行し、図12(c)のように、内側三つ折り状態となる。続いて、図10の押圧ローラ46により、上下から用紙Pの全幅を挟圧することにより、接着剤塗布部分を圧接し、折り片P1、P2、P3を剥離可能な仮接着状態に封止し、紙受け部4に排出する。
図10において、仮接着して封止した後、紙受け部4のベルト搬送機構51上に排出された用紙Pは、所定の搬送速度V3でベルト搬送機構51上を搬送されるが、ベルト搬送機構51の搬送速度V3が押圧ローラ46等による折り部3からの排出速度V2より小さく設定されていることにより、連続的に排出される用紙Pは、ベルト搬送機構51上で鱗状に重ねられ、かつ、補助加圧ローラ53により、最終的に接着部分が加圧され、そして起立状態で紙受けトレー52に積載される。
(1)図3のように、仮接着剤を用紙Pの幅方向の両端部と中央部との三箇所(A1、A3、A5)に塗布する場合には、たとえば、塗布作業時、図11の五つの接着剤塗布ノズル25−1、2、3、4、5の内、必要な三本の塗布ノズル25−1、25−3、25−5のみを作動させる。
(1)筋状に塗布される仮接着剤は、図1等のように連続的に筋状に塗布される場合の他に、図15及び図16に示すように、不連続な破線状に塗布されることも可能である。このように、破線状に塗布することにより、仮接着剤の使用量を節約できると共に、接着強度が過剰にならないように、調節することができる。たとえば、図15及び図16は、いずれも破線上に塗布することにより、連続的に筋状に塗布する場合に比べて弱い力で剥離することができるが、さらに、図15の構造は、図16と比べ、仮接着剤の途切れ部分が多くなっており、これにより、図16に比べて、小さい力で容易に剥離できる。
2 接着剤塗布部
3 折り部
4 紙受け部
15 駆動モータ
22 接着剤塗布部のベルト搬送機構
25−1、2、3、4、5 接着剤塗布ノズル
31、32 折りトレー
41、42、43、44 折りローラ
46 押圧ローラ
48 エンコーダ
49 制御部
P1 第1の折り片
P2 第2の折り片
P3 第3の折り片
q1 第1の折り線
q2 第2の折り線
Claims (6)
- 未折り状態の用紙を積載すると共に1枚ずつ供給する給紙部と、
該給紙部から供給された用紙を搬送しつつ用紙の表面に剥離可能な仮接着剤を塗布する接着剤塗布部と、
仮接着剤が塗布された用紙を、搬送方向と直交する折り線により複数の折り片に折り畳む折り部と、
折り畳まれた用紙を積載する紙受け部と、を備え、
前記接着剤塗布部は、用紙を略水平な状態で搬送する搬送機構と、少なくとも、用紙の幅方向両端部に配置されると共に制御部によりオンオフ制御される接着剤塗布ノズルと、を有し、制御部により前記接着剤塗布ノズルをオンオフ制御することにより、用紙搬送方向と平行な筋状に仮接着剤を塗布するように構成されており、
前記折り部は、用紙をスイッチバック式に逆行可能な複数の折りトレーと、前記接着剤塗布部から搬送される用紙を、各折りトレー及び紙受け部へ挟持搬送する複数の折りローラと、を備えており、
前記各折りローラは、用紙上の前記接着剤に干渉しないように用紙幅方向に分割されていることを特徴とする用紙糊付け折り畳み装置。 - 請求項1記載の用紙糊付け折り畳み装置において、
前記接着剤塗布部には、用紙幅方向の両端部の接着剤塗布ノズル間にも、別の接着剤塗布ノズルを一個又は複数個を備えている、用紙糊付け折り畳み装置。 - 請求項2記載の用紙糊付け折り畳み装置において、
用紙幅方向の中間部に配置される前記別の接着剤塗布ノズルは、用紙幅方向の端部に配置される前記接着剤塗布ノズルと同様に、制御部により用紙搬送方向と平行な筋状に接着剤を塗布するようにオンオフ制御される用紙糊付け折り畳み装置。 - 請求項2記載の用紙糊付け折り畳み装置において、
用紙幅方向の中間部に配置される前記別の接着剤塗布ノズルは、制御部により、用紙の搬送方向先端部にだけ、接着剤を塗布するようにオンオフ制御される用紙糊付け折り畳み装置。 - 請求項1乃至4のいずれか一つに記載の用紙糊付け折り畳み装置において、
前記各接着剤塗布ノズルは、連続する筋状に接着剤を塗布するように制御部によりオンオフ制御される用紙糊付け折り畳み装置。 - 請求項1乃至4のいずれか一つに記載の用紙糊付け折り畳み装置において、
前記各接着剤塗布ノズルは、不連続な筋状に接着剤を塗布するように制御部によりオンオフ制御される用紙糊付け折り畳み装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008175742A JP5289840B2 (ja) | 2008-07-04 | 2008-07-04 | 用紙糊付け折り畳み装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008175742A JP5289840B2 (ja) | 2008-07-04 | 2008-07-04 | 用紙糊付け折り畳み装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2010013247A JP2010013247A (ja) | 2010-01-21 |
| JP2010013247A5 JP2010013247A5 (ja) | 2011-07-28 |
| JP5289840B2 true JP5289840B2 (ja) | 2013-09-11 |
Family
ID=41699734
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008175742A Active JP5289840B2 (ja) | 2008-07-04 | 2008-07-04 | 用紙糊付け折り畳み装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5289840B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5629508B2 (ja) * | 2010-06-30 | 2014-11-19 | ニスカ株式会社 | シート折り装置 |
| JP6007371B2 (ja) * | 2012-02-29 | 2016-10-12 | デュプロ精工株式会社 | 用紙加工装置及び用紙加工方法 |
| JP2017138180A (ja) * | 2016-02-03 | 2017-08-10 | デュプロ精工株式会社 | 折畳接着装置、接着状態検出方法及び折畳接着方法 |
| JP2018071771A (ja) * | 2016-11-04 | 2018-05-10 | 株式会社正栄機械製作所 | 紙折ロール |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4900391A (en) * | 1988-12-19 | 1990-02-13 | Xerox Corporation | Recirculating folder for direct mail application |
| US6589000B1 (en) * | 1999-05-26 | 2003-07-08 | Hewlett-Packard Development Co., L.P. | Apparatus and method for folding and binding sheet media |
| JP4073289B2 (ja) * | 2002-10-28 | 2008-04-09 | 株式会社丸十鉄工所 | 貼合装置 |
| JP2004256278A (ja) * | 2003-02-27 | 2004-09-16 | Toppan Forms Co Ltd | 搬送エラー検出装置及び搬送装置 |
-
2008
- 2008-07-04 JP JP2008175742A patent/JP5289840B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010013247A (ja) | 2010-01-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5342926B2 (ja) | 情報通信体の製造方法 | |
| JP5893243B2 (ja) | 封書作成装置 | |
| JPH08503896A (ja) | 折畳用紙に硬化部分を積層する方法と装置 | |
| US4875965A (en) | Apparatus for folding and sealing documents | |
| JP2014208558A (ja) | 封筒用搬送装置及び関連する方法 | |
| JP5289840B2 (ja) | 用紙糊付け折り畳み装置 | |
| US8152152B2 (en) | Apparatus and method for sealing paper with paste | |
| JP5694814B2 (ja) | 封書作成装置 | |
| CA2053435C (en) | In-line folder/gluer | |
| JP5123746B2 (ja) | 用紙の糊付け装置及び糊付け方法 | |
| JP6007371B2 (ja) | 用紙加工装置及び用紙加工方法 | |
| JP5694805B2 (ja) | 封書作成装置 | |
| JP5670830B2 (ja) | 封緘装置 | |
| JP3577344B2 (ja) | 用紙折り畳み装置 | |
| JP5726570B2 (ja) | シート折り畳み接着装置 | |
| JP5389630B2 (ja) | 用紙の糊付け装置及び糊付け方法 | |
| JP6817632B2 (ja) | 内容物入り印刷物作成装置 | |
| JP4149864B2 (ja) | 単片用紙処理装置 | |
| JP2020082523A (ja) | 印刷装置 | |
| JP5595898B2 (ja) | 郵便物作成装置 | |
| JP2013023284A (ja) | 封入封緘装置 | |
| JP6402050B2 (ja) | 封書作成装置 | |
| JP3576199B2 (ja) | プリンタ連動カット紙シーラ装置 | |
| JP2517460B2 (ja) | 隠蔽葉書の製造装置 | |
| JP6518966B2 (ja) | シート材移送装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20091228 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110609 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110609 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121029 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121106 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121221 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130528 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130605 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5289840 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |