JP5259135B2 - カーテン塗布装置 - Google Patents
カーテン塗布装置 Download PDFInfo
- Publication number
- JP5259135B2 JP5259135B2 JP2007198703A JP2007198703A JP5259135B2 JP 5259135 B2 JP5259135 B2 JP 5259135B2 JP 2007198703 A JP2007198703 A JP 2007198703A JP 2007198703 A JP2007198703 A JP 2007198703A JP 5259135 B2 JP5259135 B2 JP 5259135B2
- Authority
- JP
- Japan
- Prior art keywords
- coating
- curtain
- layer
- liquid
- coating liquid
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000007766 curtain coating Methods 0.000 title claims description 30
- 238000000576 coating method Methods 0.000 claims description 107
- 239000011248 coating agent Substances 0.000 claims description 101
- 239000007788 liquid Substances 0.000 claims description 84
- 239000010410 layer Substances 0.000 claims description 52
- 239000000463 material Substances 0.000 claims description 29
- 239000011247 coating layer Substances 0.000 claims description 16
- 238000000034 method Methods 0.000 claims description 12
- 238000004519 manufacturing process Methods 0.000 claims description 6
- 239000011230 binding agent Substances 0.000 claims description 2
- 239000000049 pigment Substances 0.000 claims description 2
- 238000004040 coloring Methods 0.000 claims 1
- 239000010408 film Substances 0.000 description 40
- 239000011241 protective layer Substances 0.000 description 16
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 12
- 239000007864 aqueous solution Substances 0.000 description 11
- 239000006185 dispersion Substances 0.000 description 11
- 239000004094 surface-active agent Substances 0.000 description 11
- 239000007787 solid Substances 0.000 description 10
- 239000003973 paint Substances 0.000 description 8
- 239000004372 Polyvinyl alcohol Substances 0.000 description 7
- 229920002451 polyvinyl alcohol Polymers 0.000 description 7
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 6
- 230000000052 comparative effect Effects 0.000 description 6
- 239000000203 mixture Substances 0.000 description 6
- 239000002562 thickening agent Substances 0.000 description 6
- 238000011156 evaluation Methods 0.000 description 5
- 229910052751 metal Inorganic materials 0.000 description 5
- 239000002184 metal Substances 0.000 description 5
- 230000000704 physical effect Effects 0.000 description 5
- LYCAIKOWRPUZTN-UHFFFAOYSA-N ethylene glycol Natural products OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 4
- 230000004888 barrier function Effects 0.000 description 3
- 239000000919 ceramic Substances 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- 229910052742 iron Inorganic materials 0.000 description 3
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- 230000002411 adverse Effects 0.000 description 2
- 239000003431 cross linking reagent Substances 0.000 description 2
- 239000002346 layers by function Substances 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 239000002985 plastic film Substances 0.000 description 2
- 229920006255 plastic film Polymers 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- XAAILNNJDMIMON-UHFFFAOYSA-N 2'-anilino-6'-(dibutylamino)-3'-methylspiro[2-benzofuran-3,9'-xanthene]-1-one Chemical compound C=1C(N(CCCC)CCCC)=CC=C(C2(C3=CC=CC=C3C(=O)O2)C2=C3)C=1OC2=CC(C)=C3NC1=CC=CC=C1 XAAILNNJDMIMON-UHFFFAOYSA-N 0.000 description 1
- QKJAZPHKNWSXDF-UHFFFAOYSA-N 2-bromoquinoline Chemical compound C1=CC=CC2=NC(Br)=CC=C21 QKJAZPHKNWSXDF-UHFFFAOYSA-N 0.000 description 1
- ZTILAOCGFRDHBH-UHFFFAOYSA-N 4-(4-propan-2-yloxyphenyl)sulfonylphenol Chemical compound C1=CC(OC(C)C)=CC=C1S(=O)(=O)C1=CC=C(O)C=C1 ZTILAOCGFRDHBH-UHFFFAOYSA-N 0.000 description 1
- 239000005995 Aluminium silicate Substances 0.000 description 1
- 229910001369 Brass Inorganic materials 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 241001136629 Pixus Species 0.000 description 1
- 229920000142 Sodium polycarboxylate Polymers 0.000 description 1
- 206010057040 Temperature intolerance Diseases 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- -1 acetylene glycol Chemical compound 0.000 description 1
- 239000012190 activator Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- HSFWRNGVRCDJHI-UHFFFAOYSA-N alpha-acetylene Natural products C#C HSFWRNGVRCDJHI-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- WNROFYMDJYEPJX-UHFFFAOYSA-K aluminium hydroxide Chemical compound [OH-].[OH-].[OH-].[Al+3] WNROFYMDJYEPJX-UHFFFAOYSA-K 0.000 description 1
- 235000012211 aluminium silicate Nutrition 0.000 description 1
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 1
- 239000010951 brass Substances 0.000 description 1
- DQXBYHZEEUGOBF-UHFFFAOYSA-N but-3-enoic acid;ethene Chemical compound C=C.OC(=O)CC=C DQXBYHZEEUGOBF-UHFFFAOYSA-N 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 239000013530 defoamer Substances 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000000839 emulsion Substances 0.000 description 1
- 239000005038 ethylene vinyl acetate Substances 0.000 description 1
- 230000008543 heat sensitivity Effects 0.000 description 1
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 1
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 description 1
- 239000004816 latex Substances 0.000 description 1
- 229920000126 latex Polymers 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920000371 poly(diallyldimethylammonium chloride) polymer Polymers 0.000 description 1
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 239000004576 sand Substances 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 238000004513 sizing Methods 0.000 description 1
- 238000009751 slip forming Methods 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
- 229920003048 styrene butadiene rubber Polymers 0.000 description 1
- 229920001909 styrene-acrylic polymer Polymers 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- 238000001238 wet grinding Methods 0.000 description 1
- XOOUIPVCVHRTMJ-UHFFFAOYSA-L zinc stearate Chemical compound [Zn+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O XOOUIPVCVHRTMJ-UHFFFAOYSA-L 0.000 description 1
Images
Landscapes
- Heat Sensitive Colour Forming Recording (AREA)
- Ink Jet Recording Methods And Recording Media Thereof (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Coating Apparatus (AREA)
Description
情報記録用紙を構成する各層は様々な塗工方法で形成することが可能であるが、カーテン塗布方法を用いた場合に、カーテン膜を安定的に形成するための検討が種々行なわれてきた(特許文献1〜3等)。
通常、薄い膜厚を得るためにバーブレード等が用いられるが、その膜厚を均一にすることは容易ではない。一方、膜厚を均一にするためには、カーテン塗工法が適しているが、低塗工量の膜厚を得ることは容易ではない。カーテン塗工法においては低塗工量の塗工層を得るためには低流量で塗液(塗料)を供給するが、低流量で安定したカーテン膜(自由落下塗液膜)を形成させるには、塗料濃度を調整したり、界面活性剤の添加により塗液の表面張力を調整する必要があるが、情報記録用紙としての塗膜性能の要請から自由に変更できる範囲は限られている。このような場合に、カーテン膜のガイドエッジに水などの補助液を流す方法もあるが(特許文献3等)、情報記録用紙で用いるような条件下では十分ではない。
そこで、本願発明は、感熱記録体やインクジェット記録媒体などの情報記録用紙の機能層を、低塗工量でかつ均一な塗膜を安定して塗工することのできるカーテン塗布装置及び塗工方法を提供することを目的とする。
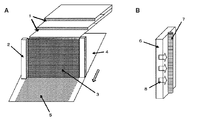
即ち、本発明は、一対のエッジガイドの間に形成された少なくとも一層の塗液からなるカーテン膜が自由落下して、移動する支持体上に塗工層を形成させるカーテン塗布装置であって、該エッジガイドが多孔質プレートとそれに接した円柱状ガイドから成り、該2つの円柱状ガイドが対向するように配置されたカーテン塗布装置である。
更に、本発明は、このカーテン塗布装置を用いて支持体上に塗工量が12g/m2以下の塗工層を形成させることから成る塗布方法である。
特に、本発明のカーテン塗布装置により、感熱記録体の感熱記録層及び保護層や、インクジェット記録媒体のインク受理層を塗工することにより、画質や可塑剤などに対するバリア性に優れた感熱記録体や、ベタ部の印字ムラが発生しにくいインクジェット記録用紙を提供することができる。
基材4として、紙、再生紙、合成紙、フィルム、プラスチックフィルム、発泡プラスチックフィルム、不織布等、又はこれらを組み合わせた複合シートを使用することができる。基材4は、通常150〜600m/分のスピードで移動し、基材上に落下したカーテン膜3が基材4上に塗工層5を形成する。
塗液は、少なくとも1種類であり、用途に応じて、適宜複数種用いてもよい。複数層を塗工する場合には、カーテン膜はこれら各層に応じた複数の塗液層から成ってもよく、各層に応じて複数のカーテン膜を用いてもよく、またこれらの組み合わせであってもよい。この場合、塗液の種類に応じて複数の塗布ヘッド1を用いてもよい。
多孔質プレート6は、内部に1μm〜1mm程度の微細な穴を無数有し、その気孔率は15〜85%程度であるのが一般的である。塗液はこの微細な穴の毛細管現象によりエッジガイドに曳きつけられるため均一なカーテン膜が形成される。多孔質プレートの材質に特に制限はないが、多孔プレートの材質は耐久性の点から各種のセラミック製であることが望ましい。
円柱状ガイド7は、好ましくは直径が0.5〜3.0mmの円柱状である。円柱状ガイドの材質に特に制限はないが、金属製であることが望ましく、具体的にはアルミニウム、銅、鉄などの金属単体、ステンレス、真鋳などの合金、金属表面をメッキしたものなどが挙げられるが、これらに限定されるものではない。
多孔質プレート6と円柱状ガイド7はほぼ平行に組み合わされ、略鉛直方向を向く。円柱状ガイド7は多孔質プレート6に接し、2つの円柱状ガイドが、カーテン膜がこの2つの円柱状ガイドの間に形成されるように、対向するように配置される。
塗液と多孔質プレート6が接している部分を円柱状ガイド7が押さえつけている状態となるため、カーテン膜3にネックインが発生しにくい。
本発明において、エッジガイドを構成する多孔質プレートに補助液を20〜1000ml/分、より好ましくは50〜300ml/分供給することにより、多孔質プレートの塗料による目詰まりを防止することができるため、安定したカーテン膜を連続的に形成することができる。この供給する補助液が少ない場合はネックインが発生する問題が生じやすく、多い場合は幅方向の水分プロファイルの変動が大きくなり、塗工ムラの問題が生じやすくなる。なお、補助液は多孔質プレートの内部あるいは表面及び/又は裏面のどちらからでも供給することができ、流れ落ちる補助液は多孔質プレート下部から外部に排出される。
一般的な感熱記録体の製造において、感熱記録層の塗工量は3〜6g/m2、保護層の塗工量は1〜3g/m2であり、感熱記録層と保護層を同時に塗工した場合でも4〜9g/m2である。またインクジェット記録媒体の製造において、インク受理層の塗工量は特に制限されるものではないが、12g/m2以下であることが望ましく、より好ましくは6g/m2以下である。一方、一般的なコート紙などの塗工量は通常12g/m2〜20g/m2であり、上記のような製造上の問題は生じにくい。
しかし、感熱記録体やインクジェット記録媒体で用いられる塗液は通常固形分濃度が30%以下であり、一般のコート紙の塗液の半分以下の濃度であるため、希釈した塗液を用いた場合は乾燥負荷が大きくなるといった操業上問題が発生するとともに、塗液の表面張力の上昇により安定したカーテン膜の形成が困難になる。また、流量を調整した場合、乾燥負荷の増大の問題はなくなるものの、薄いカーテン膜を安定的に形成させるためには、流量にあわせて塗液の表面張力を低下させる必要がある。
塗液の表面張力を低下させる方法としては、界面活性剤を添加することが一般的に行なわれている。しかし、界面活性剤の添加は、塗料粘度の低下、破断時間の低下させるため、塗工ムラが発生しやすくなるといった新たな問題が生じるため、界面活性剤を添加した塗液の粘度及び破断時間を増粘剤の添加によって調整することが行なわれているが、界面活性剤及び増粘剤は、情報記録用紙の品質に悪影響を及ぼすため、品質に影響を及ぼさない使用量では十分に塗料物性を調整することが困難である。
カーテン塗布装置における塗液の流量は、一定時間且つ一定長さのカーテン膜を実測して測定する。塗液の表面張力は、デュヌイ式表面及び界面張力測定器(島津製作所製)によって測定した。
従来のエッジガイドは、塗液の流量が10kg/分・m程度、塗液の表面張力50mN/m程度を想定したものであり、塗液の流量を3〜7kg/分・m、塗液の表面張力を35mN/m程度まで下げても、安定したカーテン膜が形成されない(後記の比較例1〜4)。一方、本発明のエッジガイドは、塗液の表面張力を35〜45mN/mに調整すれば、塗液の流量を3〜7kg/分・mにしても安定したカーテン膜が形成することができる。
なお、本発明において破断時間は、伸長粘度計(機器名:CaBER1、Thermo Haake社製)によって測定することができる。
感熱記録体は、支持体(基材)上に電子供与性ロイコ染料及び電子受容性顕色剤を含む感熱記録層を有するが、この他に適宜、アンダーコート層、中間層、保護層(オーバーコート層)を設けることができる。これら各層は、当該技術分野の知られているものを用いることができる(例えば、国際公開WO 2006/075467等を参照されたい。)。
また、インクジェット記録媒体は、顔料及びバインダーを主成分とするインク受理層を単層あるいは複数層有するが、この他に適宜、アンダーコート層、バックコート層、光沢層(オーバーコート層)を設けることができる。これら各層は、当該技術分野の知られているものを用いることができる(例えば、特許第3539718号等を参照されたい。)。
[実施例1]
下記配合からなる配合物を攪拌分散して、アンダーコート層塗料を調製した。
U液(アンダーコート層塗料)
焼成カオリン(エンゲルハード社製商品名:アンシレックス90、吸油量90cc/100g) 100部
スチレン・ブタジエン共重合体ラテックス(固形分48%) 40部
ポリビニルアルコール 10%水溶液 30部
水 146部
次いで、アンダーコート層塗料を支持体(50g/m2の基紙)の片面にバリバーブレードコーティングした後、乾燥を行ない、乾燥塗布量10.0g/m2 のアンダーコート層塗工紙を得た。
A液(顕色剤分散液)
4−ヒドロキシ−4’−イソプロポキシジフェニルスルホン 12.7部
ポリビニルアルコール 8.5%水溶液 18.8部
水 4.2部
B液(ロイコ染料分散液)
3−ジブチルアミノ−6−メチル−7−アニリノフルオラン(ODB−2)
3.8部
ポリビニルアルコール 8.5%水溶液 5.0部
水 5.0部
C液(増感剤分散液)
シュウ酸ジベンジル 8.6部
ポリビニルアルコール 8.5%水溶液 11.4部
水 16.0部
感熱記録層塗料(下層)
A液(顕色剤分散液) 36.0部
B液(ロイコ染料分散液) 13.8部
C液(増感剤分散液) 36.0部
ポリビニルアルコール 8.5%水溶液 25.0部
界面活性剤 50%水溶液 0.25部
増粘剤 12%水溶液 2.1部
なお、得られた塗料の物性は次の通りであった。
表面張力:39mN/m
破断時間:0.06秒
B型粘度:300mPa・s
保護層塗布液(上層)
水酸化アルミニウム(39%分散液) 6.0部
ポリビニルアルコール 8.5%水溶液 30.0部
ステアリン酸亜鉛(商品名:ハイドリンZ−7−30、固形分30%、粒径5.5μm、中京油脂) 1.7部
架橋剤(WS−4020) 25%水溶液 1.9部
架橋剤(スミレッズSPI102A) 45%水溶液 1.1部
界面活性剤 50%水溶液 0.4部
なお、得られた塗布液の物性は次の通りであった。
表面張力:38mN/m
破断時間:0.15秒
B型粘度:750mPa・s
乾燥後、このシートをスーパーカレンダーで処理後、基紙上に順に感熱記録層及び保護層を有する感熱記録紙を得た。
補助液(水)の量を100ml/分として、実施例1と同様に感熱記録体を得た。
[実施例3]
補助液の量を300ml/分として、実施例1と同様に感熱記録体を得た。
[実施例4]
円柱状ガイドの直径を0.5mmに変更して、実施例2と同様に感熱記録体を得た。
[実施例5]
円柱状ガイドの直径を3.0mmに変更して、実施例2と同様に感熱記録体を得た。
[実施例6]
円柱状ガイドの直径を10.0mmに変更して、実施例2と同様に感熱記録体を得た。
[実施例7]
保護層を設けず、感熱記録層のみとし、流量を3.0kg/分・m(塗布量:3.2g/m2)に変更して、実施例2と同様に感熱記録体を得た。
[実施例8]
補助液(水)を流さなかった以外は実施例2と同様に感熱記録体を得た。
エッジガイドを多孔質プレートのみとして、実施例2と同様に感熱記録体を得た。
[比較例2]
エッジガイドを多孔質プレートのみとし、補助液を供給せずに、実施例2と同様に感熱記録体を得た。
[比較例3]
エッジガイドを円柱状ガイドのみとし、補助液を供給せずに、実施例2と同様に感熱記録体を得た。
[ネックイン]
○:エッジガイドからカーテン膜が離れない
△:エッジガイドからカーテン膜が不定期的に離れる
×:エッジガイドからカーテン膜が常に離れている(塗工不可能)
[塗工ムラ]
○:均一な塗工層が得られる。
△:ネックイン発生時に未塗工部分が発生する。
×:常に未塗工部分が発生する(塗工不可能)。
[画質(感熱)]
大倉電機社製のTH−PMDを使用し、作成した感熱記録体に印加エネルギー0.34mJ/dotでべた印字を行った。印字後の画質を下記の基準で評価した。
◎:全くムラが見られない。
○:僅かにムラが見られる。
△:若干、ムラが見られる。
×:ムラがはっきりと見られる。
[バリア性]
感熱紙の表面を油性赤マジックで複数回往復し、保護層の被覆性の程度を目視評価した。
○:被覆性は十分であり、発色は見られない。
△:被覆性が若干不足しており、僅かに発色が見られる。
×:被覆性が不足しており、発色している。

下記配合からなる配合物及び適量の水を用いて攪拌分散して、固形分が20%のインクジェット受理層用塗工液を調製した。
インクジェット受理層用塗工液
非晶質シリカ 100部
ポリビニルアルコール 50部
エチレン酢酸ビニルエマルジョン 15部
ポリジアリルジメチルアンモニウムクロライド 10部
スチレンアクリル系サイズ剤 3部
界面活性剤 0.5部
水 適量
得られた塗工液の物性は次の通りであった。
表面張力:43mN/m
破断時間:0.25秒
B型粘度:650mPa・s
その後、乾燥して、インクジェット記録媒体を得た。
エッジガイドを多孔質プレートのみとして、実施例8と同様に感熱記録体を得た。
[比較例5]
実施例8で用いた塗工液をバーブレードコーターを用いて支持体(80g/m2の基紙)上に塗布した。塗工速度は400m/分、塗工量は8.0g/m2であった。その後、乾燥して、インクジェット記録媒体を得た。
[画質(インクジェット)]
インクジェットプリンター(キヤノン社製、PIXUS iP4100)でベタ印字(モード:普通紙、きれい、色:青紫)をし、下記の基準で目視評価した。
○:印字ムラがない
×:印字ムラがある
2 エッジガイド
3 カーテン膜
4 基材(支持体)
5 塗工層
6 多孔質プレート
7 円柱状ガイド
8 補助液
Claims (8)
- 一対のエッジガイドの間に形成された少なくとも一層の塗液からなるカーテン膜が自由落下して、移動する支持体上に塗工層を形成させるカーテン塗布装置であって、該エッジガイドが多孔質プレートとそれに接した円柱状ガイドから成り、該2つの円柱状ガイドが対向するように配置され、カーテン膜がこの2つの円柱状ガイドの間に形成されるとともに、この2つの多孔質プレートの間に形成される、カーテン塗布装置。
- 前記円柱状ガイドの直径が0.5〜3.0mmである請求項1に記載の装置。
- 補助液が前記カーテン膜と前記エッジガイド間に供給される請求項1又は2に記載の装置。
- 請求項1〜3のいずれか一項に記載のカーテン塗布装置を用いて支持体上に塗工量が12g/m2以下の塗工層を形成させることから成る塗布方法。
- 塗工層を形成する塗液の流量が3〜7kg/分・mである請求項4に記載の方法。
- 塗液の表面張力が35〜45mN/mである請求項4又は5に記載の方法。
- 前記塗液が、少なくとも無色ないし淡色の電子供与性ロイコ染料と電子受容性顕色剤を含み、請求項4〜6のいずれか一項に記載の方法により支持体上に感熱発色層を含む少なくとも1の塗工層を形成させることから成る感熱記録体の製法。
- 前記塗液が、少なくとも顔料及びバインダーを含み、請求項4〜6のいずれか一項に記載の方法により支持体上にインク受理層を含む少なくとも1の塗工層を形成させることから成るインクジェット記録媒体の製法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007198703A JP5259135B2 (ja) | 2007-07-31 | 2007-07-31 | カーテン塗布装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007198703A JP5259135B2 (ja) | 2007-07-31 | 2007-07-31 | カーテン塗布装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009034563A JP2009034563A (ja) | 2009-02-19 |
| JP5259135B2 true JP5259135B2 (ja) | 2013-08-07 |
Family
ID=40436998
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007198703A Expired - Fee Related JP5259135B2 (ja) | 2007-07-31 | 2007-07-31 | カーテン塗布装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5259135B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010214833A (ja) * | 2009-03-18 | 2010-09-30 | Ricoh Co Ltd | 感熱記録体用塗料、感熱記録体の製造方法及び装置 |
| JP5417929B2 (ja) * | 2009-03-26 | 2014-02-19 | 王子ホールディングス株式会社 | 感熱記録体 |
| JP5333109B2 (ja) * | 2009-09-16 | 2013-11-06 | 王子ホールディングス株式会社 | 感熱記録材料 |
| JP2012116026A (ja) * | 2010-11-30 | 2012-06-21 | Nippon Paper Industries Co Ltd | 感熱記録体 |
| EP3951055B1 (en) * | 2019-03-29 | 2024-12-25 | Nippon Paper Industries Co., Ltd. | Method for manufacturing paper-making barrier substrate |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3632374A (en) * | 1968-06-03 | 1972-01-04 | Eastman Kodak Co | Method of making photographic elements |
| US5328726A (en) * | 1992-11-19 | 1994-07-12 | Eastman Kodak Company | Curtain coating method and apparatus using dual wire edge guides |
| JPH09253552A (ja) * | 1996-03-21 | 1997-09-30 | Konica Corp | カーテン塗布装置 |
| EP0907103B1 (de) * | 1997-10-03 | 2000-08-09 | Troller Schweizer Engineering AG | Verfahren und Apparatur zur Vorhangbeschichtung eines bewegten Trägers |
| JP2000005681A (ja) * | 1998-06-24 | 2000-01-11 | Konica Corp | 塗布装置および塗布方法 |
| JP4942130B2 (ja) * | 2004-02-06 | 2012-05-30 | 日本製紙株式会社 | 感熱記録用紙の製造方法 |
| JP2006175635A (ja) * | 2004-12-21 | 2006-07-06 | Nippon Paper Industries Co Ltd | 感熱記録体の製造方法 |
-
2007
- 2007-07-31 JP JP2007198703A patent/JP5259135B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009034563A (ja) | 2009-02-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5259135B2 (ja) | カーテン塗布装置 | |
| JP4793385B2 (ja) | 感熱記録体及びその製造方法 | |
| WO2003053711A1 (en) | Thermal recording material | |
| JP2009285833A (ja) | 感熱記録体 | |
| JP2618359B2 (ja) | インクジェット記録方法 | |
| JP4942130B2 (ja) | 感熱記録用紙の製造方法 | |
| JP3644017B2 (ja) | インクジェット記録方法 | |
| JP2008105222A (ja) | 感熱記録体 | |
| JP3172298B2 (ja) | インクジェット記録シート | |
| JP4582975B2 (ja) | インクジェット記録用光沢紙 | |
| JP6109759B2 (ja) | 油性インク用インクジェット記録用光沢紙 | |
| JP2005238539A (ja) | 情報用記録材料の製造方法及び情報記録材料 | |
| JP2008183745A (ja) | 感熱記録体 | |
| JP4149223B2 (ja) | インクジェット記録材料の製造方法 | |
| JP3669314B2 (ja) | インクジェット記録方法 | |
| JP2011167987A (ja) | インクジェット記録媒体及びその製造方法 | |
| JP4257734B2 (ja) | 印刷校正用インクジェット記録媒体 | |
| JPH11198523A (ja) | インクジェット記録用紙の製造方法 | |
| JP2006346516A (ja) | 塗布方法及び塗布装置 | |
| JPH08295074A (ja) | 記録媒体、及びそれを用いた画像形成方法 | |
| JP2002029139A (ja) | インクジェット画像形成方法 | |
| JP2001030631A (ja) | 感熱記録紙用支持体 | |
| JP4408234B2 (ja) | 感熱記録媒体の製造方法 | |
| JP2008105223A (ja) | 感熱記録体 | |
| JP4516578B2 (ja) | 感熱記録媒体の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100208 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120220 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120816 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120904 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20120904 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121210 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130104 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130422 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130424 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160502 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5259135 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |