JP5155992B2 - 射出成形用金型 - Google Patents
射出成形用金型 Download PDFInfo
- Publication number
- JP5155992B2 JP5155992B2 JP2009288111A JP2009288111A JP5155992B2 JP 5155992 B2 JP5155992 B2 JP 5155992B2 JP 2009288111 A JP2009288111 A JP 2009288111A JP 2009288111 A JP2009288111 A JP 2009288111A JP 5155992 B2 JP5155992 B2 JP 5155992B2
- Authority
- JP
- Japan
- Prior art keywords
- resin
- cavity
- gate
- bent portion
- mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000002347 injection Methods 0.000 title description 28
- 239000007924 injection Substances 0.000 title description 28
- 239000011347 resin Substances 0.000 claims description 155
- 229920005989 resin Polymers 0.000 claims description 155
- 238000001746 injection moulding Methods 0.000 claims description 10
- 239000000047 product Substances 0.000 description 21
- 238000005452 bending Methods 0.000 description 7
- 230000007423 decrease Effects 0.000 description 7
- 238000004519 manufacturing process Methods 0.000 description 7
- 238000005034 decoration Methods 0.000 description 6
- 238000000034 method Methods 0.000 description 6
- 238000000465 moulding Methods 0.000 description 6
- 238000011144 upstream manufacturing Methods 0.000 description 5
- 238000007493 shaping process Methods 0.000 description 4
- 239000002184 metal Substances 0.000 description 3
- 230000000694 effects Effects 0.000 description 2
- 239000012467 final product Substances 0.000 description 2
- 230000001939 inductive effect Effects 0.000 description 2
- 230000002349 favourable effect Effects 0.000 description 1
Images















Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Description
樹脂形成用のキャビティに樹脂を注入する扁平状の樹脂流通路を有するゲートを備え、
当該ゲートの両縁部のうち少なくともいずれか一方の縁部に、前記キャビティの側に前記樹脂流通路の幅がさらに広がるよう第1屈曲部を設けると共に、
当該第1屈曲部より下流に位置する前記ゲートの縁部を、当該縁部が接続する前記キャビティの内壁面に対して所定の角度をもった状態に接続して当該位置に第2屈曲部を構成し、
前記第1屈曲部と前記第2屈曲部との間に位置する縁部が、直線状の縁部を少なくとも一つ備えている点にある。
従来のゲートでは、このようなゲート幅の偏向点が、ゲートとキャビティとの境界位置に唯一つ存在するものであった。よって、前述の如く加飾層のインキ流れ等の不都合が生じていた。
このように本構成の金型であれば、表面に加飾層を備えた樹脂成形品を製造する際に、溶融樹脂による加飾層のインキ流れを抑制して良好な樹脂成形品を製造できるようになった。
即ち、上記幅aに対して長さbを過大に設定すると、第1屈曲部近傍を通過した樹脂が第2屈曲部にまで行き届かずにキャビティに到達してしまう。この場合には、ゲートの開口部の両端部が、樹脂注入の為に機能していないことになり、結果的に過大な開口部を設けたことになる。そうなると、樹脂の流動を均一に分散することができず、インキ流れ発生のリスクが大きくなる。
また、長さbが過大であるということは、幅aが狭すぎると解釈することもできる。この場合には、樹脂の充填効率が悪化して樹脂成形品を効率的に製造することができなくなる。
一方、長さbを過小に設定すると、第1屈曲部より下流域において樹脂圧が低下する領域を十分に確保することができず、第1屈曲部近傍での樹脂流の偏向程度が減少する。この結果、樹脂がキャビティに進入した時点で流速が過大となるため好ましくない。
そこで、上記構成の如くb/aを0.1≦b/a≦0.2に設定することで、樹脂流速が過大になるのを防止し、かつ、製造工数を簡略化できる金型を得ることができた。
即ち、長さbに対して長さL1が過小であると、第1屈曲部近傍で増大した樹脂の流速が維持されたまま樹脂がキャビティ内に到達してしまい、インキ流れを誘発する。
一方、長さbに対して長さL1が過大になると、第1屈曲部近傍で一旦減速した溶融樹脂の流速が再度大きくなり、第2屈曲部の近傍で樹脂の流速が再度高まってしまう。
このため本構成の如く、0.6≦L1/b≦1.2 と設定することで、インキ流れのない健全な樹脂成形品を形成可能な金型を得ることができた。
つまり、当該角度θが過大であるということは、ゲートの平均的な幅に対して開口部の幅が大きいということになる。この場合、上記第3特徴構成について説明したのと同様に、樹脂の注入効率が低下してしまう。
また、角度θが過大になれば、第1屈曲部近傍を通過した樹脂が第2屈曲部の位置まで流通せずにキャビティに進入する割合が多くなる。つまり、余分な長さを有する開口部を形成したことになり、前述の如く、樹脂の流動を均一に分散することができず、インキ流れ発生のリスクが大きくなる。
一方、角度θが過小であれば、第2直線部に沿って流通する樹脂の流れ方向と、キャビティに進入して偏向した後の樹脂の流れ方向との角度変化が大きくなる。樹脂の圧力は第1屈曲部を通過したのちある程度低下している。よって、第2屈曲部の下流のキャビティにおいて樹脂圧の低下が大きくなり、樹脂成形品の表面に樹脂の収縮差による歪みやヒケが発生するおそれが生じてしまう。
しかし、本構成の如く、20°≦θ≦40°に設定することで、インキ流れやヒケの発生を有効に防止する金型を得ることができる。
〔第1実施形態〕
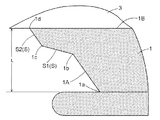
図1〜図3は、樹脂部の表面に加飾層を形成した樹脂成形品Pを製造するために用いる射出成形用金型に備えられたゲート1及び射出成形用金型により形成されるキャビティ3の形状を示すものである。図1は金型内におけるゲート1及びキャビティ3の形状を示す正面図であり、図2は図1のII−II矢視断面図であり、図3は、図1の斜視図である
。なお、本実施形態のゲート1はキャビティ3の側方から樹脂を注入するサイドゲートである。
図4に示すように、ゲート1の縁部1Aに、キャビティ3の側に樹脂流通路の幅がさらに広がるよう第1屈曲部1bを設け、第1屈曲部1bより下流に位置するゲート1の縁部1Aを、縁部1Aが接続するキャビティ3の内壁面3Aに対して所定の角度をもった状態で端部1dに接続し、この端部1dが第2屈曲部となる。
図1及び図4に示す、キャビティ3に対するゲート1の開口部1Bのうち、当該開口部1Bの長手方向の幅aと、ゲート1の第1直線部S1の長さbとが、0.1≦b/a≦0.2となるように構成することが望ましい。キャビティ3に連通するゲート1の開口部1Bの幅aと、樹脂流通路に設けた第1直線部S1の長さbとの関係を規定することで、樹脂の流通状態を最適に設定することができる。
一方、長さbを過小に設定すると、第1屈曲部1bより下流域において樹脂圧が低下する領域を十分に確保することができず、第1屈曲部1b近傍での樹脂流の偏向程度が減少する。この結果、樹脂がキャビティ3に進入した時点で流速が過大となり好ましくない。
一方、長さbに対して長さL1が過大になると、第1屈曲部1b近傍で一旦減速した溶融樹脂の流速が再度大きくなり、第2屈曲部1dの近傍で樹脂の流速が再度高まってしまう。
つまり、当該角度θが過大であるということは、ゲート1の平均的な幅に対して開口部1Bの幅が大きいということになり、樹脂の注入効率が低下してしまう。
一方、角度θが過小であれば、第2直線部S2に沿って流通する樹脂の流れ方向と、キャビティ3に進入して偏向した後の樹脂の流れ方向との角度変化が大きくなる。樹脂の圧力は第1屈曲部1bを通過したのちある程度低下している。よって、第2屈曲部1dの下流のキャビティ3において樹脂圧の低下が大きくなり、樹脂成形品の表面に樹脂の収縮差による歪みやヒケが発生するおそれが生じてしまう。
図5に示すように、第1型11にゲート1、スプルー2、ノズル13が設けられており、第2型12に加飾シートとして転写シート14を保持するクランプ15が設けられている。転写シート14は加飾層(転写層)14aと基体シート14bとで構成されており、加飾層(転写層)14aが樹脂部4の表面を加飾する。第2型12のキャビティ面に転写シート14を配置した後、第1型11と第2型12とを型締めし、第1型11と第2型12に配置された転写シート14との間にキャビティ3が形成する。キャビティ3に第1型11に備えられたノズル13からスプルー2及びゲート1を経由して溶融樹脂が注入される。
第1実施形態では、ゲート1の縁部1Aの第1直線部S1を段部として形成した構成を示したが、必ずしも第1直線部S1を段部として形成する必要はなく、図7に示すように、第1屈曲部1bと第2屈曲部1dとの間に位置する縁部1Aに外方に向けて斜めに傾斜した第1直線部S1を備えるようにしてもよい。
図8〜図10は、樹脂部の表面に加飾層を形成した樹脂成形品Pを製造するために用いる射出成形用金型に備えられたゲート1及び射出成形用金型により形成されるキャビティ3の形状を示すものである。図8は金型内におけるゲート1及びキャビティ3の形状を示す平面図であり、図9は図8のIX−IX矢視断面図であり、図10は、図8の斜視図で
ある。なお、本実施形態のゲート1はキャビティ3に対して直接、溶融樹脂を注入するリブ状のダイレクトゲートである。
図11に示すように、ゲート1の縁部1Aに、キャビティ3の側に樹脂流通路の幅がさらに広がるよう第1屈曲部1bを設け、第1屈曲部1bより下流に位置するゲート1の縁部1Aを、縁部1Aが接続するキャビティ3の内壁面3Aに対して所定の角度をもった状態で端部1dに接続し、この端部1dが第2屈曲部となる。
ゲート1がリブ状のダイレクトゲートである第3実施形態においても、第1実施形態と同様に、図8及び図11に示す、キャビティ3に対するゲート1の開口部1Bのうち、当該開口部1Bの長手方向の幅aと、ゲート1の第1直線部S1の長さbとが、0.1≦b/a≦0.2となるように構成することが望ましい。
図12に示すように、第1型11にリブ状のダイレクトゲート1、スプルー2、ノズル13が設けられており、第2型12に加飾シートとして転写シート14を保持するクランプ15が設けられている。第2型12のキャビティ面に転写シート14を配置した後、第1型11と第2型12とを型締めすると、第1型11と第2型12に配置された転写シート14との間にキャビティ3が形成される。キャビティ3に第1型11に備えられたノズル13からリブ状のダイレクトゲート1を経由して溶融樹脂が注入される。
第3実施形態では、ゲート1の縁部1Aの第1直線部S1を段部として形成した構成を示したが、必ずしも第1直線部S1を段部として形成する必要はなく、図7に示すように、第1屈曲部1bと第2屈曲部1dとの間に位置する縁部1Aに外方に向けて斜めに傾斜した第1直線部S1を備えるようにしてもよい。
(1)上記実施形態では、ゲート1の両縁部1A,1Aについて、第1屈曲部1bと第2屈曲部1dとの間に直線状の縁部Sを備える構成を示したが、両縁部1A,1Aのうち、いずれか一方にのみに上記直線状の縁部Sを備えるようにしてもよい。
1A 縁部
1b 第1屈曲部
1d 第2屈曲部
2 スプルー
3 キャビティ
11 第1型
12 第2型
14 転写シート(加飾シート)
P 樹脂成形品
S1 第1直線部
S2 第2直線部
Claims (1)
- キャビティ面に加飾シートが配置されるキャビティと、
1つの面が前記キャビティ外に延びる前記加飾シートに沿うように形成され、前記キャビティに接続された、前記キャビティに溶融樹脂を射出する、扁平形状の樹脂流通路であるゲートと、
前記ゲート内の前記加飾シートに向かって、前記ゲートに溶融樹脂を流出するスプルーとを備え、
前記ゲートの縁部は、前記樹脂流通路の溶融樹脂流れ方向下流側の幅を広げる第1屈曲部と、前記キャビティに対する前記ゲートの開口部の長手方向の端部である第2屈曲部と、前記第1屈曲部から前記開口部の長手方向に延びる第1直線部と、前記第1直線部の終点位置と前記第2屈曲部とを接続する第2直線部とを含み、
前記開口部の長手方向の幅をa、前記第1直線部の長さをb、前記第2直線部の前記開口部の長手方向に直交する方向の長さをL1、前記直交する方向に前記キャビティの外側に設定された基準線と、前記第2直線部とのなす角度をθとすると、
0.1≦b/a≦0.2
0.6≦L1/b≦1.2
20℃≦θ≦40℃
である、射出成形用金型。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009288111A JP5155992B2 (ja) | 2009-12-18 | 2009-12-18 | 射出成形用金型 |
| CN201010610707.6A CN102166811B (zh) | 2009-12-18 | 2010-12-16 | 注射成型用模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009288111A JP5155992B2 (ja) | 2009-12-18 | 2009-12-18 | 射出成形用金型 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011126195A JP2011126195A (ja) | 2011-06-30 |
| JP5155992B2 true JP5155992B2 (ja) | 2013-03-06 |
Family
ID=44289315
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009288111A Active JP5155992B2 (ja) | 2009-12-18 | 2009-12-18 | 射出成形用金型 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5155992B2 (ja) |
| CN (1) | CN102166811B (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015152131A1 (ja) * | 2014-04-04 | 2015-10-08 | 日本写真印刷株式会社 | 射出成形用金型及び樹脂成形品の製造方法 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102013205141A1 (de) * | 2013-03-22 | 2014-09-25 | BSH Bosch und Siemens Hausgeräte GmbH | Schmelzeleitsystem für In-Mold-Decoration (IMD)- oder In-Mold-Labeling (IML)-Verfahren zum Spritzgießen |
| CN106671359B (zh) * | 2017-01-12 | 2019-09-27 | 青岛佳友模具科技有限公司 | 一种多层注塑的阶梯式的模具装置 |
| US20230001613A1 (en) * | 2020-01-16 | 2023-01-05 | Nok Corporation | Molding die and seal part |
| JP2022030937A (ja) * | 2020-08-07 | 2022-02-18 | 船井電機株式会社 | 樹脂成形品の製造方法および表示装置 |
| CN113650241A (zh) * | 2021-07-27 | 2021-11-16 | 宁波均胜群英汽车系统股份有限公司 | 一种用于薄壁注塑成型的浇口 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0546234A1 (en) * | 1991-12-12 | 1993-06-16 | Ab Cerbo | An arrangement in moulding tools intended for the injection moulding of a container while simultaneously affixing a label or the like thereto |
| CN1187150C (zh) * | 2000-04-28 | 2005-02-02 | 株式会社东芝 | 金属模装置及铸件制造方法 |
| JP3427060B2 (ja) * | 2000-04-28 | 2003-07-14 | 株式会社東芝 | 筐体部品の製造方法 |
| JP4110322B2 (ja) * | 2003-01-15 | 2008-07-02 | ヤマウチ株式会社 | ウエルドレス成形金型及びこれにより製造された筒形ゴム弾性体並びにこれを用いて製作されたゴムローラ |
| JP2005215497A (ja) * | 2004-01-30 | 2005-08-11 | Nippon Zeon Co Ltd | 光拡散板及びその製造方法 |
| JP2008100415A (ja) * | 2006-10-18 | 2008-05-01 | Victor Kogyo Kk | 加飾樹脂成形品の製造方法 |
-
2009
- 2009-12-18 JP JP2009288111A patent/JP5155992B2/ja active Active
-
2010
- 2010-12-16 CN CN201010610707.6A patent/CN102166811B/zh active Active
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015152131A1 (ja) * | 2014-04-04 | 2015-10-08 | 日本写真印刷株式会社 | 射出成形用金型及び樹脂成形品の製造方法 |
| JP5965092B2 (ja) * | 2014-04-04 | 2016-08-03 | 日本写真印刷株式会社 | 射出成形用金型及び樹脂成形品の製造方法 |
| KR20160141701A (ko) | 2014-04-04 | 2016-12-09 | 니혼샤신 인사츠 가부시키가이샤 | 사출 성형용 금형 및 수지 성형품의 제조 방법 |
| TWI636862B (zh) * | 2014-04-04 | 2018-10-01 | 日商日本寫真印刷股份有限公司 | Injection molding die and method of manufacturing resin molded article |
| KR102280117B1 (ko) | 2014-04-04 | 2021-07-20 | 닛샤 가부시키가이샤 | 사출 성형용 금형 및 수지 성형품의 제조 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102166811A (zh) | 2011-08-31 |
| CN102166811B (zh) | 2014-12-03 |
| JP2011126195A (ja) | 2011-06-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5155992B2 (ja) | 射出成形用金型 | |
| JP4209237B2 (ja) | 車両用樹脂成形品およびその製造装置 | |
| JP4845180B2 (ja) | 射出成形用金型装置及び射出成形方法 | |
| JP2000108167A (ja) | 開口穴を有する樹脂成形品及びその製造方法 | |
| CN101622118B (zh) | 注射成型用模具 | |
| KR20160141701A (ko) | 사출 성형용 금형 및 수지 성형품의 제조 방법 | |
| CN101722631B (zh) | 模具 | |
| JP2008188855A (ja) | 射出成形用金型及び該射出成形用金型を用いた射出成形方法 | |
| CN209738185U (zh) | 注塑模具 | |
| CN115366320A (zh) | 注塑产品模具、注塑产品模具加工方法及注塑产品 | |
| JP5668395B2 (ja) | 表面シートを用いたインサート成形用金型及び成形物の製造方法 | |
| JP4867817B2 (ja) | 射出インサート成形品 | |
| JP5817155B2 (ja) | Rtm成形方法 | |
| JP2006272919A (ja) | 樹脂製リング形状品の射出成形型 | |
| JP6322018B2 (ja) | 射出成形用金型及びそれを用いた樹脂成形品の製造方法 | |
| CN219141239U (zh) | 外观部件、家用电器以及模具 | |
| JP2008023830A (ja) | 表皮付き樹脂成形品及びその成形方法 | |
| KR200194537Y1 (ko) | 사출금형의 절단형 런너 게이트구조 | |
| CN211074523U (zh) | 一种底座用注塑模具 | |
| JP6880395B2 (ja) | 射出成形体の製造方法 | |
| CN207954520U (zh) | 保险杠塑胶件和汽车保险杠模具 | |
| JP5807383B2 (ja) | ゲート部構造 | |
| KR101171348B1 (ko) | 커브 게이트를 구비한 사출금형 | |
| KR100768435B1 (ko) | 시트상 재료의 성형 다이스 | |
| JP3411332B2 (ja) | 射出成形金型 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111021 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111101 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111217 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121002 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121108 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121204 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121207 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151214 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5155992 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151214 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |