JP5139792B2 - 玉型形状測定装置 - Google Patents
玉型形状測定装置 Download PDFInfo
- Publication number
- JP5139792B2 JP5139792B2 JP2007326786A JP2007326786A JP5139792B2 JP 5139792 B2 JP5139792 B2 JP 5139792B2 JP 2007326786 A JP2007326786 A JP 2007326786A JP 2007326786 A JP2007326786 A JP 2007326786A JP 5139792 B2 JP5139792 B2 JP 5139792B2
- Authority
- JP
- Japan
- Prior art keywords
- lens
- shape
- target
- target lens
- lens shape
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

























Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B5/00—Measuring arrangements characterised by the use of mechanical techniques
- G01B5/20—Measuring arrangements characterised by the use of mechanical techniques for measuring contours or curvatures
- G01B5/213—Measuring arrangements characterised by the use of mechanical techniques for measuring contours or curvatures for measuring radius of curvature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B9/00—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor
- B24B9/02—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground
- B24B9/06—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of non-metallic inorganic material, e.g. stone, ceramics, porcelain
- B24B9/08—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of non-metallic inorganic material, e.g. stone, ceramics, porcelain of glass
- B24B9/14—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of non-metallic inorganic material, e.g. stone, ceramics, porcelain of glass of optical work, e.g. lenses, prisms
- B24B9/148—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of non-metallic inorganic material, e.g. stone, ceramics, porcelain of glass of optical work, e.g. lenses, prisms electrically, e.g. numerically, controlled
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Inorganic Chemistry (AREA)
- Mechanical Engineering (AREA)
- A Measuring Device Byusing Mechanical Method (AREA)
- Eyeglasses (AREA)
- Length Measuring Devices With Unspecified Measuring Means (AREA)
Description
[構成]
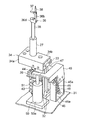
図1において、玉型形状測定装置は測定装置本体1を有する。この測定装置本体1は、下部の測定機構収納用のケース部1aと、ケース部1aの上部に配設されたレンズ枠保持機構1bを有する。そして、図1のケース部1a内の底部には図2に示したベース2が設けられている。
<測定機構>
また、ベース2上には図2〜図5に示したような測定機構1dが設けられている。この測定機構1dは、ベース2上に固定されたベース支持部材4を有する。このベース支持部材4には大径の従動ギヤ5が鉛直軸を中心に水平回転自在に取り付けられている。また、ベース2には、図5Aに模式的に示した駆動モータ6が従動ギヤ(タイミングギヤ)5に隣接して取り付けられている。この駆動モータ6の出力軸6aにはピニオン(タイミングギヤ)7が固定され、このピニオン7と従動ギヤ5にはタイミングベルト8が掛け渡されている。
この支持枠28は、上端部がスライダ15に保持された縦フレーム29,30と、縦フレーム29,30の下端部に固定された横板(底板)31を備えている。
尚、このアクチュエータモータ50にはDCモータが用いられている。しかも、アクチュエータモータ50は、正転させることによりシャフト51が上方に進出し、逆転させることによりシャフト51が下方に移動するように成っている。
<制御回路>
また、図10Aに示したように上述したフォトセンサ(原点検出手段)9aからの原点検出信号,フォトセンサ(原点検出手段)20cからの原点検出信号,リニアスケール24の検出ヘッド26からの移動量検出信号(位置検出信号)、及びリニアスケール40の検出ヘッド42からの移動量検出信号(位置検出信号)等は、演算制御回路(制御回路)52に入力されるようになっている。また、この演算制御回路52は、駆動モータ6,18及びアクチュエータモータ50を作動制御するようになっている。
[作用]
以下、このような玉型形状測定装置の作用を説明する。
(a)レンズ枠形状の測定
この玉型形状測定装置でメガネのレンズ枠の形状測定、又はデモレンズ等の玉型の形状測定を行う前には、アクチュエータモータ50のシャフト51の上端が図6〜図8に示したように最下端(下死点)に位置している。この位置では押さえレバー47が、コイルスプリング43よりもバネ力の強い引張りコイルスプリング48によって、支持軸46を中心に下方に回動するよう回動付勢されている。これにより押さえレバー47は、係合軸44を介して測定子軸35を下方に押し下げている。これにより、レンズ枠用測定子37及び玉型用測定子38は最下端に位置させられている。
(b)デモレンズ等の玉型の測定
(b-1)デモレンズ等の玉型のセット
玉型形状測定装置でデモレンズ等の玉型の形状測定を行う場合には、例えば特開平10−328992号公報や特開平8−294855号公報等に開示された周知の玉型ホルダーを用いることができる。この特開平10−328992号公報の玉型ホルダーにデモレンズ等の玉型を保持させるためには、特開平8−294855号公報に開示されたような吸着盤及び吸着盤保持構造を採用できる。この玉型ホルダーの構造はこの発明の本質ではないので、その詳細な説明は省略する。
(b-2)標準の玉型への玉型用測定子38の当接動作1
この玉型ホルダー(図示せず)がホルダー検出手段53により検出されると、この検出信号が演算制御回路52に入力される。これにより、演算制御回路52は、スライダ15を原点位置からガイドレール14に沿って所定量移動させ、玉型用測定子38を玉型ホルダー(図示せず)に保持された玉型の周縁の外側下方に位置させる。
(b-2)玉型への玉型用測定子38の当接動作2
尚、玉型用測定子38を玉型Lmの周面に当接させる手順としては、他の方法でも良い。即ち、先ずアクチュエータモータ50を正転させて、上昇位置規制レバー49の自由端部を図7の位置から引張りコイルスプリング48のバネ力に抗して上方に図15〜図17の位置まで持ち上げ、支持軸46を回動させる。この際、支持軸46は押さえレバー47を回動させて、押さえレバー47の自由端部を上昇位置規制レバー49の自由端部と同方向に上昇させる。これに伴い、係合軸44がコイルスプリング43のバネ力により測定子軸35と一体に上昇させられて、玉型用測定子38が上昇させられ、玉型Lmの後側屈折面に当接させられる。この後、駆動モータ18を駆動制御させて、スライダ15をガイドレール14に沿って所定速度で移動させ、玉型用測定子38を玉型Lmの後側屈折面に沿って周縁部側に移動させて、玉型用測定子38を玉型Lmの後側屈折面の周縁から大きく外れる位置まで移動させる。この際、玉型用測定子38が玉型Lmの後側屈折面の周縁から外れてコイルスプリング43のバネ力によりレンズ枠用測定子37と一体に上昇しても、コイルスプリング43のバネ力は弱いので、玉型用測定子38の移動速度をある程度早くしておくことで、レンズ枠用測定子37が玉型Lmに衝突するのを回避できる。
(b-3)玉型用測定子38による周縁形状測定
この後、演算制御回路52は、更にアクチュエータモータ50を正転させて、図11〜図14の位置からシャフト51を図15〜図17の位置まで上方に所定量だけ進出(上昇)させる。この際、シャフト51は、上昇位置規制レバー49の自由端部を引張りコイルスプリング48のバネ力に抗して上方に所定量持ち上げて、上昇位置規制レバー49を支持軸46と一体に回動させる。
(c)玉型Lmの後側屈折面の曲率の測定
尚、(b)では三次元の玉型形状情報(θi,ρi,Zi)を求めて、ダミーレンズである玉型Lmの三次元周長を算出するようにしたが、必ずしもこれに限定されるものではない。
ステップS1
図20に示したように、ステップS1で玉型Lmの周縁形状測定(外周形状測定)において二次元の玉型形状情報(θi,ρi)を求め、ステップS2に移行する。
ステップS2
このステップS2で演算制御回路52は、図19に示した玉型Lmの後側屈折面fbの曲率を測定する。このためには、先ず上述したようにアクチュエータモータ50を(a)のレンズ枠の測定と同様に作動制御して、図示しないレンズホルダーに保持させた玉型Lmの後側屈折面fbに玉型用測定子38の上端をコイルスプリング43のバネ力で当接させる。
ステップS3
このステップS3で演算制御回路52は、玉型Lmの後側屈折面fbの曲率からカーブ値を求める。ここで、玉型Lmの後側屈折面fbの曲率中心O1からZ方向原点Z0までの距離をΔZとすると、曲率中心O1から測定ポイントP2までの高さはZ1+ΔZとなり、曲率中心O1から測定ポイントP1までの高さはZ1+ΔZとなる。従って、測定ポイントP2の座標は(X2,Z2+ΔZ)、測定ポイントP1の座標は(X1,Z1+ΔZ)となる。
X2+Z2=R2
となる。この方程式から測定ポイントP1を通る式は、
(X1)2+(Z1+ΔZ)2=R2 ・・・(1)
となる。また、測定ポイントP2を通る式は、
(X2)2+(Z2+ΔZ)2=R2 ・・・(2)
となる。この式(1)−(2)を行うと、
(X1)2−(X2)2+(Z1+ΔZ)2−(Z2+ΔZ)2=0
となる。これを展開すると、
(X1)2−(X2)2+(Z1)2+2(Z1)・ΔZ+ΔZ2−(Z2)2−2(Z2)・ΔZ−ΔZ2=0
となる。そして、この式は、
(X1)2−(X2)2+(Z1)2+2(Z1)・ΔZ−(Z2)2−2(Z2)・ΔZ=0
となる。この式をΔZについてまとめると
[2(Z1)−2(Z2)]ΔZ=(X2)2−(X1)2+(Z2)2−(Z1)2
となり、この式からΔZを求めることができる。即ち、ΔZは、

X1=10mm、X2=5mm
とすると、表1に示したように1カーブから8カーブに対応して測定ポイントP1,P2のZ方向差ΔL(ΔL1〜ΔL8)が得られる。換言すれば、測定ポイントP1,P2のZ方向差(図21のΔL)が例えばΔL1の0.287程度の場合、デモレンズである玉型Lmの曲率半径は1カーブ(カーブ値1)に対応するR1の523mmであると判断できる。
カーブ値=3.3695×Z方向差ΔL+0.0809
となる。そして、このカーブ値とCvとZ方向差ΔL(ΔL1〜ΔL8)との関係は、図22(b)に示したように直線的に比例する。
ステップS4
このステップS4で演算制御回路52は、Z方向差ΔL(ΔL1〜ΔL8)に基づいて求めたカーブ値Cvと玉型形状情報(θi,ρi)とから、玉型Lmの後側屈折面fbの周縁のZ方向の位置情報Zbiを求め、ステップS5に移行する。
ステップS5
このステップS5で演算制御回路52は、二次元の玉型形状情報(θi,ρi)とステップS4で求めた玉型Lmの後側屈折面fbの周縁のZ方向の位置情報Zbiとから、三次元の玉型形状情報(θi,ρi,Zbi)を求めて終了する。尚、図示は省略したが、この三次元の玉型形状情報(θi,ρi,Zbi)はメモリに記憶させられる。
(d)リムレスフレームのナイロール等のための係合溝の情報(データ)の周長演算及び係合溝の加工
また、演算制御回路52は、玉型Lmの三次元の玉型形状情報(θi,ρi,Zbi)が得られると、玉型形状情報(θi,ρi,Zbi)からナイロール等のリムレスフレームのための係合溝の周長を演算により求める。
6・・・駆動モータ(測定子移動手段)
24・・・リニアスケール(位置検出手段)
37・・・レンズ枠用測定子
38・・・玉型用測定子
38a・・・軸状測定部(周面測定部)
38d・・・段面(角測定部)
40・・・リニアスケール(位置検出手段)
52・・・演算制御回路
Cv・・・カーブ値
LF(RF)・・・レンズ枠
Lm・・・玉型
P1,P2・・・測定ポイントP1,P2
Ym・・・ヤゲン溝
Claims (5)
- 測定装置本体に設けられる玉型保持手段と、前記玉型保持手段に保持された玉型の周縁形状を測定する玉型用測定子と、前記玉型の外周面に沿って移動させる測定子移動手段と、前記玉型用測定子の座標を検出する位置検出手段と、前記位置検出手段からの検出信号に基づいて前記玉型の周面形状データを二次元情報として求める演算制御回路を備える玉型形状測定装置であって、
前記演算制御回路は、前記測定子移動手段を制御して、前記玉型保持手段に保持された玉型の2つの屈折面の一方の少なくとも2点に前記玉型用測定子を当接させて、前記位置検出手段からの検出信号に基づいて前記2点の座標を求め、前記玉型の一方の屈折面のカーブ値を求めることを特徴とする玉型形状測定装置。 - 請求項1に記載の玉型形状測定装置において、前記装置本体はレンズ枠保持手段及び該レンズ枠保持手段に保持されるレンズ枠のヤゲン溝の周方向の三次元形状を測定させるレンズ枠用測定子を備え、前記玉型用測定子は前記レンズ枠用測定子に設けられていることを特徴とする玉型形状測定装置。
- 請求項1又は2に記載の玉型形状測定装置において、前記演算制御回路は、前記玉型のカーブ値及び周面形状データから前記玉型のコバ角の三次元コバ角形状データを求めて、前記三次元コバ角形状データに基づいて前記玉型の外周面へのコバ方向及び周方向への三次元溝掘位置データを求めることを特徴とする玉型形状測定装置。
- 請求項1又は2に記載の玉型形状測定装置において、前記玉型用測定子は前記玉型の外周面に当接させる周面測定部及び前記玉型の一方の屈折面と外周面とのコバ角に当接させる角測定部を備えると共に、
前記演算制御回路は、測定子移動手段を作動制御して前記周面測定部を前記外周面に接触させ且つ前記角測定部を前記コバ角に接触させながら周方向に移動させて、前記位置検出手段からの検出信号に基づいて前記三次元コバ角形状データを求めることを特徴とする玉型形状測定装置。 - 請求項3又は4に記載の玉型形状測定装置において、更にレンズの材質を入力する材質入力手段を備えると共に、
前記演算制御回路は、前記周面形状データと前記材質入力手段により入力されるレンズの材質とから前記玉型の周方向における三次元コバ厚データを求めて、
前記三次元コバ角形状データ及び前記三次元コバ厚データに基づいて前記玉型の外周面へのコバ方向及び周方向への三次元溝掘位置データを求めることを特徴とする玉型形状測定装置。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007326786A JP5139792B2 (ja) | 2007-12-19 | 2007-12-19 | 玉型形状測定装置 |
| EP08861474.8A EP2233880A4 (en) | 2007-12-19 | 2008-12-18 | GLASS LENS PATTERN FORM MEASURING DEVICE |
| US12/809,183 US8042280B2 (en) | 2007-12-19 | 2008-12-18 | Lens shape measurement device |
| CN2008801269605A CN101952682B (zh) | 2007-12-19 | 2008-12-18 | 镜片形状测定装置 |
| PCT/JP2008/073038 WO2009078455A1 (ja) | 2007-12-19 | 2008-12-18 | 玉型形状測定装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007326786A JP5139792B2 (ja) | 2007-12-19 | 2007-12-19 | 玉型形状測定装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009150953A JP2009150953A (ja) | 2009-07-09 |
| JP5139792B2 true JP5139792B2 (ja) | 2013-02-06 |
Family
ID=40795568
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007326786A Active JP5139792B2 (ja) | 2007-12-19 | 2007-12-19 | 玉型形状測定装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8042280B2 (ja) |
| EP (1) | EP2233880A4 (ja) |
| JP (1) | JP5139792B2 (ja) |
| CN (1) | CN101952682B (ja) |
| WO (1) | WO2009078455A1 (ja) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5143541B2 (ja) * | 2007-12-19 | 2013-02-13 | 株式会社トプコン | 玉型形状測定装置 |
| JP5139792B2 (ja) * | 2007-12-19 | 2013-02-06 | 株式会社トプコン | 玉型形状測定装置 |
| JP5407029B2 (ja) * | 2009-09-29 | 2014-02-05 | 株式会社トプコン | 玉型形状測定装置 |
| AU2012349282B2 (en) * | 2011-12-08 | 2017-04-06 | Hoya Corporation | Lens shape finishing system of eyeglass lens, manufacturing method of eyeglass lenses, and lens shape finishing device |
| JP6236787B2 (ja) * | 2013-01-17 | 2017-11-29 | 株式会社ニデック | 眼鏡レンズ加工装置 |
| JP6236786B2 (ja) * | 2013-01-17 | 2017-11-29 | 株式会社ニデック | 眼鏡レンズ加工装置 |
| JP6446176B2 (ja) * | 2013-11-11 | 2018-12-26 | 株式会社ニコン・エシロール | 眼鏡レンズ製造システム及び眼鏡レンズ製造方法 |
| CN107063161A (zh) * | 2017-05-10 | 2017-08-18 | 西安工业大学 | 一种自由曲面光学元件的面形检测装置和检测方法 |
| DE102018201241A1 (de) | 2018-01-26 | 2019-08-01 | Kalle Gmbh | Rauch- und wasserdampfdurchlässige Nahrungsmittelhülle mit optimierten Hafteigenschaften |
| EP3561446A1 (de) * | 2018-04-23 | 2019-10-30 | Carl Zeiss Vision International GmbH | Verfahren und vorrichtung zum vermessen einer optischen linse für individuelle tragesituationen eines nutzers |
| WO2019241398A1 (en) * | 2018-06-12 | 2019-12-19 | Wendong Xing | Edge sealant application for optical devices |
| EP4273612A3 (en) | 2018-07-23 | 2023-12-06 | Magic Leap, Inc. | Optical device venting gaps for edge sealant and lamination dam |
| CN115625829A (zh) | 2018-10-16 | 2023-01-20 | 奇跃公司 | 一种形成具有预定形状的波导部分的方法 |
| KR102139935B1 (ko) * | 2018-12-27 | 2020-07-31 | 주식회사 휴비츠 | 안경 렌즈의 두께 방향 위치 결정 방법 |
Family Cites Families (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62137510A (ja) * | 1985-12-11 | 1987-06-20 | Gurando Seiko Kk | レンズの形状測定方法 |
| US5121550A (en) * | 1990-12-03 | 1992-06-16 | Gerber Optial, Inc. | Automatic surface tracer |
| JP3385055B2 (ja) * | 1993-01-12 | 2003-03-10 | 株式会社ニデック | 検眼装置 |
| JPH0829486B2 (ja) * | 1993-06-28 | 1996-03-27 | 株式会社タクボ精機製作所 | レンズ形状測定機 |
| JPH07223153A (ja) * | 1994-02-07 | 1995-08-22 | Topcon Corp | フレーム形状測定装置 |
| EP0689900B1 (en) * | 1994-04-20 | 1999-08-25 | Kabushiki Kaisha Topcon | Apparatus for measuring a lens frame configuration |
| JPH08294855A (ja) | 1995-04-28 | 1996-11-12 | Topcon Corp | リムレスフレーム用玉型形状測定装置および玉型の幾何学中心間距離の測定方法 |
| DE69713992T2 (de) | 1996-11-22 | 2003-04-30 | Kabushiki Kaisha Topcon, Tokio/Tokyo | Vorrichtung zum Messen des Umfangs einer linsenförmigen Schablone gefertigt zur Montage in den Rahmen eines Brillengestells |
| JPH10166250A (ja) | 1996-12-12 | 1998-06-23 | Topcon Corp | 眼鏡フレームの玉型形状測定装置 |
| US6006592A (en) * | 1996-11-22 | 1999-12-28 | Kabushiki Kaisha Topcon | Apparatus for measuring the contour of a lens-shaped template formed to be fit in a lens frame of an eyeglass frame |
| JP3929568B2 (ja) * | 1996-11-29 | 2007-06-13 | 株式会社トプコン | 眼鏡フレームの玉型形状測定装置 |
| JP3989593B2 (ja) | 1997-05-26 | 2007-10-10 | 株式会社トプコン | 眼鏡フレームの玉型形状測定装置 |
| JPH1148114A (ja) * | 1997-07-31 | 1999-02-23 | Nidek Co Ltd | 眼鏡枠測定方法及びその装置並びにそれらを備える眼鏡レンズ研削加工装置 |
| US6328630B1 (en) * | 1998-10-05 | 2001-12-11 | Hoya Corporation | Eyeglass lens end face machining method |
| JP4194192B2 (ja) * | 1999-10-07 | 2008-12-10 | 株式会社ニデック | 玉型形状測定装置 |
| DE60021976T2 (de) * | 1999-10-15 | 2006-03-23 | Kabushiki Kaisha Topcon | Vorrichtung zum Bearbeiten der Formdaten einer Linse und Linsenschleifmaschine mit derselben |
| JP2002168614A (ja) * | 2000-09-14 | 2002-06-14 | Topcon Corp | 型板保持具 |
| EP1956417B1 (en) * | 2000-10-27 | 2010-09-01 | Hoya Corporation | Spectacle Lens Manufacturing Method and Spectacle Lens Supply System |
| JP4429535B2 (ja) * | 2001-02-06 | 2010-03-10 | 株式会社トプコン | レンズ形状測定装置 |
| JP2003145400A (ja) * | 2001-11-08 | 2003-05-20 | Nidek Co Ltd | 眼鏡レンズ加工装置 |
| EP1681136B1 (en) * | 2003-11-05 | 2014-08-06 | Hoya Corporation | Method for supplying lens of eyeglasses |
| US7441895B2 (en) * | 2004-03-26 | 2008-10-28 | Hoya Corporation | Spectacle lens supply system, spectacle wearing parameter measurement apparatus, spectacle wearing test system, spectacle lens, and spectacle |
| JP4707965B2 (ja) * | 2004-04-30 | 2011-06-22 | 株式会社ニデック | 眼鏡レンズ周縁加工方法及び眼鏡レンズ周縁加工システム並びに眼鏡枠形状測定装置 |
| JP4332802B2 (ja) | 2005-09-30 | 2009-09-16 | サクサ株式会社 | 電話装置 |
| JP4749892B2 (ja) * | 2006-02-28 | 2011-08-17 | 株式会社ニデック | 穴データ入力装置及びこれを備える眼鏡レンズ加工装置 |
| JP4920514B2 (ja) * | 2007-07-04 | 2012-04-18 | 株式会社ニデック | 玉型形状測定装置 |
| JP5139792B2 (ja) * | 2007-12-19 | 2013-02-06 | 株式会社トプコン | 玉型形状測定装置 |
| JP2009300427A (ja) * | 2008-05-14 | 2009-12-24 | Topcon Corp | 玉型形状測定装置及び玉型形状測定方法 |
| JP5204597B2 (ja) * | 2008-09-16 | 2013-06-05 | 株式会社トプコン | 眼鏡レンズ枠形状測定装置 |
-
2007
- 2007-12-19 JP JP2007326786A patent/JP5139792B2/ja active Active
-
2008
- 2008-12-18 CN CN2008801269605A patent/CN101952682B/zh not_active Expired - Fee Related
- 2008-12-18 US US12/809,183 patent/US8042280B2/en not_active Expired - Fee Related
- 2008-12-18 WO PCT/JP2008/073038 patent/WO2009078455A1/ja active Application Filing
- 2008-12-18 EP EP08861474.8A patent/EP2233880A4/en not_active Withdrawn
Also Published As
| Publication number | Publication date |
|---|---|
| WO2009078455A1 (ja) | 2009-06-25 |
| US20110146093A1 (en) | 2011-06-23 |
| CN101952682B (zh) | 2012-07-11 |
| US8042280B2 (en) | 2011-10-25 |
| EP2233880A1 (en) | 2010-09-29 |
| EP2233880A4 (en) | 2015-08-12 |
| CN101952682A (zh) | 2011-01-19 |
| JP2009150953A (ja) | 2009-07-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5139792B2 (ja) | 玉型形状測定装置 | |
| JP5204597B2 (ja) | 眼鏡レンズ枠形状測定装置 | |
| JP5204527B2 (ja) | 玉型形状測定装置 | |
| JP5043013B2 (ja) | レンズ形状測定装置及び方法、並びに眼鏡レンズの製造方法 | |
| JP5435918B2 (ja) | 玉型形状測定方法及びその装置 | |
| US6263583B1 (en) | Method of measuring eyeglass frame, an apparatus for the method, and eyeglass lens grinding apparatus having the same | |
| JP5377876B2 (ja) | 眼鏡枠形状測定装置 | |
| KR20030045616A (ko) | 렌즈테두리형상 측정장치 | |
| JP5489413B2 (ja) | 玉型形状測定装置 | |
| JPH10277901A (ja) | レンズ研削加工装置 | |
| KR100956545B1 (ko) | 형상 왜곡을 최소화한 3차원 자동 안경테/패턴 형상 측정 방법 | |
| JP5143541B2 (ja) | 玉型形状測定装置 | |
| JP5407029B2 (ja) | 玉型形状測定装置 | |
| JPH0123721B2 (ja) | ||
| KR101169130B1 (ko) | 안경용 형상 측정 장치 | |
| JP5465395B2 (ja) | 眼鏡用の形状測定装置 | |
| JP7143652B2 (ja) | 眼鏡測定システム及び眼鏡測定プログラム | |
| JP5383283B2 (ja) | 玉型形状測定装置 | |
| JP2009270853A (ja) | 眼鏡枠測定装置 | |
| JP2005238378A (ja) | 眼鏡レンズの加工方法 | |
| JPH0731259U (ja) | メガネフレーム支持装置 | |
| KR20090103848A (ko) | 안경 프레임 형상 측정 장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100819 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120731 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121001 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121023 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121116 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5139792 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151122 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313117 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |