JP5116090B2 - スポット溶接用電極切削用バイト - Google Patents
スポット溶接用電極切削用バイト Download PDFInfo
- Publication number
- JP5116090B2 JP5116090B2 JP2007302420A JP2007302420A JP5116090B2 JP 5116090 B2 JP5116090 B2 JP 5116090B2 JP 2007302420 A JP2007302420 A JP 2007302420A JP 2007302420 A JP2007302420 A JP 2007302420A JP 5116090 B2 JP5116090 B2 JP 5116090B2
- Authority
- JP
- Japan
- Prior art keywords
- cutting
- cutting oil
- tip
- chip
- edge
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images















Landscapes
- Cutting Tools, Boring Holders, And Turrets (AREA)
Description
前記チップホルダーの先端部に、その内部に形成された切削油供給路を通じて供給される切削油を、前記切刃の両側後方の上部位置から前記切刃及びすくい面の一半部と他半部とに向け各別に噴射する第1のノズル及び第2のノズルを突設し、
前記逃がし凹部の下部を残して、更に前記逃がし凹部を内側に凹欠させて、切削油供給空間及び段差部を形成し、
前記段差部の上面に、チップホルダー内部に形成された切削油供給路を通じて供給される切削油を、前記切刃の下方から前記切削油供給空間を通って前記切刃の全縁及び前記逃げ面の全面に向け噴射する第3の切削油噴射口を、複数個・凹弧上に形成したことを特徴とする。
前記切刃の刃縁の上側方から前記刃縁に開口し、前記チップの刃縁及びすくい面に切削油を供給する第1の切削油噴射口が形成された第1の切削油供給ノズルを、前記チップ座側方の前記チップホルダー先端部上面に突設し、
前記第1の切削油噴射口の開口方向と異なる方向の、前記刃縁の上側方から前記刃縁に開口し、前記チップの刃縁及びすくい面に切削油を供給する第2の切削油噴射口が形成された第2の切削油供給ノズルを、前記チップ座側方の前記チップホルダー先端部上面に突設し、
前記逃がし凹部の下部を残して、更に前記逃がし凹部を内側に凹欠させて、切削油供給空間及び段差部を形成し、
前記段差部の上面に、前記刃縁の下方から前記刃縁に開口し、前記チップの刃縁及び逃げ面に切削油を供給する第3の切削油噴射口を、複数個・略凹弧上に形成し、
前記チップホルダーの外表面に開口し、切削油が外部より供給される切削油供給口を前記チップホルダーに形成し、前記切削油供給口と、前記第1の切削油噴射口、前記第2の切削油噴射口、及び前記第3の切削油噴射口と連通する切削油供給路を、前記チップホルダーの内部に形成することが好ましい。
以下に、図面を参照しつつ本発明の好ましい実施の形態を示す。
図1はチップホルダーの上面図、図2は図1の側面図、図3は図1の正面図である。図4は本発明のスポット溶接用電極切削用バイトの上面図、図5は図4の側面図、図6は図4の裏側面図である。図7は図4のA−A断面である。図において、1はチップホルダー、2はチップ、3はクランプ部材、4は締付ボルトである。
図11に本発明の要部の斜視図を示して、本発明の作用について説明をする。スポット溶接用電極20を切削形成する際には、オイルミストをチップホルダー1の切削油供給口1mに供給する。前記オイルミストは、切削油と高圧エアーを混合したものである。なお、切削油には、油性切削油と水溶性切削油の両方が含まれる。なお、オイルミストの代わりに、切削油をチップホルダー1の切削油供給口1mに供給することにしても差し支えない。
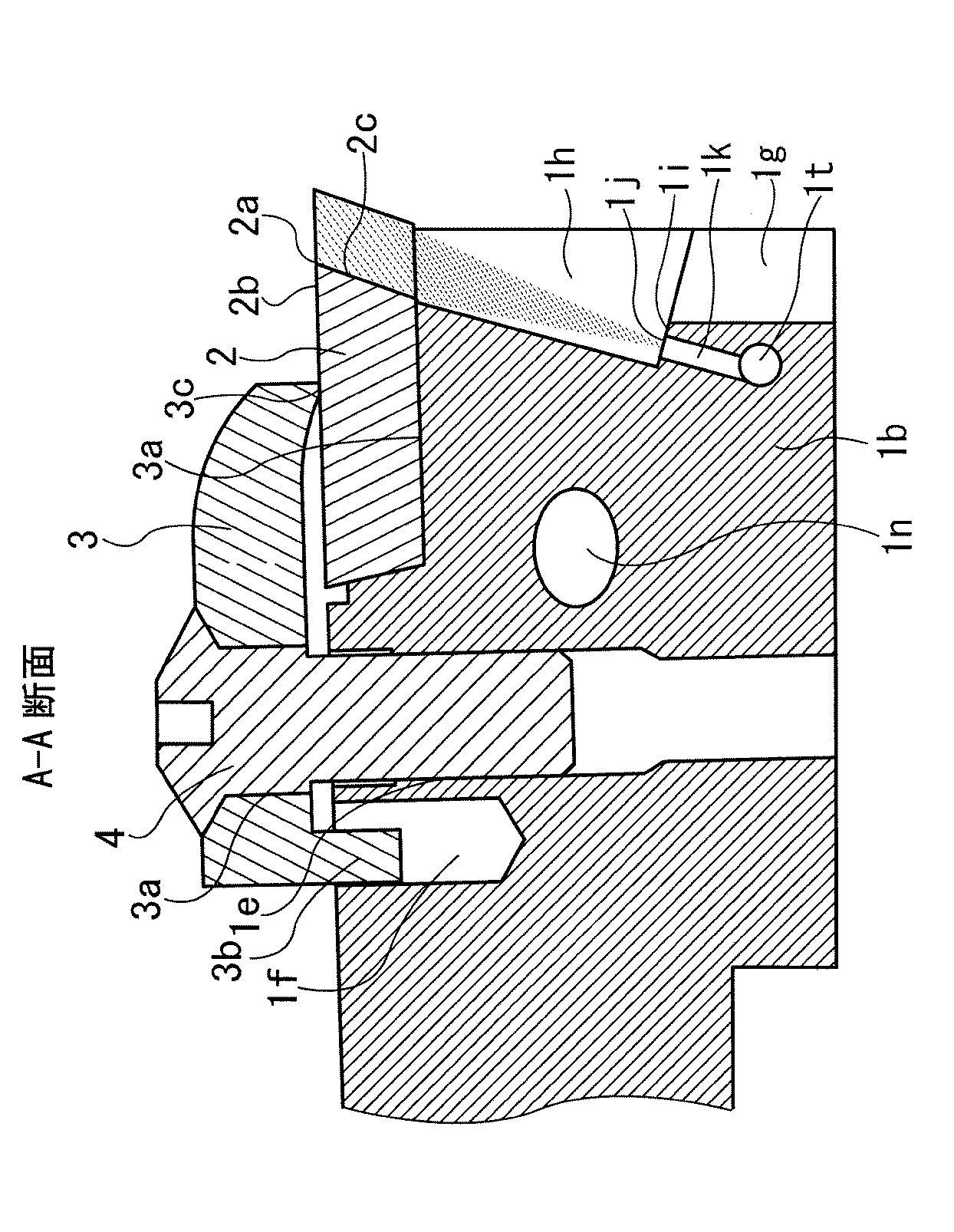
図13にポイント形のスポット溶接用電極30を切削するスポット溶接用電極切削用バイト15の上面図を示す。ポイント形のスポット溶接用電極切削用チップ12は、図13に示されるように、ポイント形のスポット溶接用電極30の先端形状に合致した形状となっていて、切刃12aの刃縁が略V字形状になっている。
1a 基部
1b 先端部
1c チップ座
1d 突出部
1e 締付穴
1f 位置決め穴
1g 逃がし凹部
1h 切削油供給空間
1i 段差部
1j 第3の切削油噴射口
1k 切削油供給孔
1m 切削油供給口
1n 切削油供給路
1p 開口部
1q 閉塞部材
1r 切削油供給路
1s 閉塞部材
1t 切削油供給路
1u 閉塞部材
1v 連通孔
1w パッキン収納部
1x 連通孔
2 チップ
2a 切刃
2b すくい面
2c 逃げ面
3 クランプ部材
3a 締付穴
3b 位置決め用凸部
3c 当接部
4 締付ボルト
6 第1のノズル
6a ノズル部
6b 締付部
6c 切削油流通路
6d 第1の切削油噴射口
6e ネジ部
7 被覆部材
7a 貫通穴
7b 頂部
7c 周面部
8 パッキン
8a 貫通穴
9 第2のノズル
9a 切削油流通路
9b 第2の切削油噴射口
10 本発明のスポット溶接用電極切削用バイト
12 ポイント形スポット溶接用電極切削用チップ
12a 切刃
12b すくい面
15 ポイント形のスポット溶接用電極を切削するスポット溶接用電極切削用バイト
20 スポット溶接用電極(ドーム形)
30 ポイント形のスポット溶接用電極
50 従来のバイト
51 チップホルダー
51a チップ座
51b 逃がし凹部
52 チップ
52a 切刃
52b 逃げ面
53 クランプ部材
60 油穴付きバイト
61 油供給ノズル
61a 供給口
80 スポット溶接用電極
80a 切り屑
Claims (4)
- 上面であるすくい面と側面である逃げ面から構成され、外縁が凹陥した切刃を有する板状のチップと、前記チップが載置されるチップ座が先端部上面に凹陥形成され、前記チップの逃げ面に沿うように上下に凹欠した逃がし凹部が凹欠形成されたチップホルダーとから構成され、前記チップの切刃でスポット溶接用電極の先端形状を切削形成するスポット溶接用電極切削用バイトにおいて、
前記チップホルダーの先端部に、その内部に形成された切削油供給路を通じて供給される切削油を、前記切刃の両側後方の上部位置から前記切刃及びすくい面の一半部と他半部とに向け各別に噴射する第1のノズル及び第2のノズルを突設し、
前記逃がし凹部の下部を残して、更に前記逃がし凹部を内側に凹欠させて、切削油供給空間及び段差部を形成し、
前記段差部の上面に、チップホルダー内部に形成された切削油供給路を通じて供給される切削油を、前記切刃の下方から前記切削油供給空間を通って前記切刃の全縁及び前記逃げ面の全面に向け噴射する第3の切削油噴射口を、複数個・凹弧上に形成したことを特徴とするスポット溶接用電極切削用バイト。 - 切削油供給空間を形成する側面は、下方から上方に向かって徐々に外側に迫り出し、その上縁が、チップの逃げ面の下縁と略同一位置にあるように構成したことを特徴とする請求項1に記載のスポット溶接用電極切削用バイト。
- チップホルダーの先端部上面から、切削油供給路に連通する連通孔を複数形成し、これら連通孔に第1のノズル及び第2のノズルを装着して、切削油の噴射方向を特定したことを特徴とする請求項1又は請求項2のいずれかに記載のスポット溶接用電極切削用バイト。
- 第1のノズル及び第2のノズルの少なくとも一方のノズルの途中に締付部を設け、この締付部とチップホルダーの先端部上面との間にパッキンを挟装し、前記締付部を回転させることにより切削油の噴射方向を調整可能としたことを特徴とする請求項3に記載のスポット溶接用電極切削用バイト。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007302420A JP5116090B2 (ja) | 2007-11-22 | 2007-11-22 | スポット溶接用電極切削用バイト |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007302420A JP5116090B2 (ja) | 2007-11-22 | 2007-11-22 | スポット溶接用電極切削用バイト |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009125848A JP2009125848A (ja) | 2009-06-11 |
| JP5116090B2 true JP5116090B2 (ja) | 2013-01-09 |
Family
ID=40817280
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007302420A Active JP5116090B2 (ja) | 2007-11-22 | 2007-11-22 | スポット溶接用電極切削用バイト |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5116090B2 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102011123104B4 (de) * | 2011-03-28 | 2024-06-06 | Hartmetall-Werkzeugfabrik Paul Horn Gmbh | Werkzeug zur spanenden Bearbeitung eines Werkstücks mit seitlichem Kühlmittelaustritt |
| DE102011016148B4 (de) * | 2011-03-28 | 2024-06-06 | Hartmetall-Werkzeugfabrik Paul Horn Gmbh | Werkzeug zur spanenden Bearbeitung eines Werkstücks mit seitlichem Kühlmittelaustritt und Halter für das Werkzeug |
| CN105682832B (zh) | 2013-10-18 | 2019-03-08 | 日本特殊陶业株式会社 | 车刀用保持件及切削工具 |
| JP2018027605A (ja) * | 2016-08-19 | 2018-02-22 | 住友電工ハードメタル株式会社 | 切削工具用敷板および切削工具 |
| US10710166B2 (en) * | 2016-08-22 | 2020-07-14 | Kyocera Corporation | Cutting tool holder, cutting tool, and method of manufacturing machined product using them |
| US11059104B2 (en) * | 2017-01-24 | 2021-07-13 | Kyocera Corporation | Cutting tool and method of manufacturing machined product |
| TWI640376B (zh) * | 2017-06-30 | 2018-11-11 | Hsien-Jen Huang | 車刀架的改良結構 |
| EP3623083B1 (en) | 2018-09-11 | 2022-11-09 | Walter Ag | Turning tool |
| JP6763465B1 (ja) * | 2019-12-04 | 2020-09-30 | 株式会社タンガロイ | 切削方法及び切削工具 |
| CN115179102B (zh) * | 2022-06-20 | 2023-06-20 | 大连理工大学 | 一种用于精密车削加工的内冷系统及控制方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5550762U (ja) * | 1978-09-29 | 1980-04-03 | ||
| JPH0726056Y2 (ja) * | 1992-06-12 | 1995-06-14 | 新光機器株式会社 | 電極用研磨装置 |
| JPH0631502A (ja) * | 1992-07-13 | 1994-02-08 | Genichi Sato | 切削工具 |
| JP3317783B2 (ja) * | 1994-07-08 | 2002-08-26 | 東芝タンガロイ株式会社 | 旋削工具 |
| SE513480C2 (sv) * | 1998-01-27 | 2000-09-18 | Sandvik Ab | Skärverktyg |
| JPH11320213A (ja) * | 1998-05-08 | 1999-11-24 | Nissan Motor Co Ltd | 切削工具および工具ホルダ |
| JP2001062571A (ja) * | 1999-08-30 | 2001-03-13 | Kyokutoo:Kk | 電極チップの研磨用カッタ |
-
2007
- 2007-11-22 JP JP2007302420A patent/JP5116090B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009125848A (ja) | 2009-06-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5116090B2 (ja) | スポット溶接用電極切削用バイト | |
| US7934891B2 (en) | Cutting insert for turning with a recess intended to facilitate flow of a cooling jet | |
| US9346103B2 (en) | Tool for the machining of a workpiece with lateral coolant outlet | |
| US8408847B2 (en) | Cutting insert and cutting tool | |
| US8057130B2 (en) | Metal cutting system for effective coolant delivery | |
| US9302326B2 (en) | Cutting tool and cutting insert with fluid flow structures | |
| CN103079733B (zh) | 切削镶片 | |
| JP5089616B2 (ja) | カッティングインサートおよびフライス工具 | |
| US7832481B2 (en) | Fluid perforating/cutting nozzle | |
| JP4746133B2 (ja) | 切削インサートおよび切削方法 | |
| KR20170103795A (ko) | 툴 홀더 | |
| US20060230890A1 (en) | Miniature cutting insert holder | |
| JP4613548B2 (ja) | スローアウェイ式バイト | |
| CN112351851A (zh) | 车削刀具保持架 | |
| JP2014030888A (ja) | 切削工具 | |
| JP2002346810A (ja) | バイト | |
| JP3139545U (ja) | スポット溶接機用電極切削用ボーリングバイト | |
| JP2006055917A (ja) | スローアウェイ式バイト | |
| US11298749B2 (en) | Cutting insert, holder, and cutting tool that includes cutting insert | |
| JP4239880B2 (ja) | 切削工具のクーラント供給機構 | |
| EP3199273A1 (en) | A cutting tool | |
| JP2006136953A (ja) | 最少量潤滑切削工具、最少量潤滑切削装置および最少量潤滑切削方法 | |
| JP2006088297A (ja) | 切削加工装置および切削加工方法 | |
| JPH0639305U (ja) | ボーリングバー | |
| MX2024001389A (es) | Inserto de corte y herramienta para mecanizado. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100928 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120726 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120727 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120918 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121012 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121012 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5116090 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151026 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |