JP5094844B2 - 微多孔膜、電池用セパレータ及び電池 - Google Patents
微多孔膜、電池用セパレータ及び電池 Download PDFInfo
- Publication number
- JP5094844B2 JP5094844B2 JP2009509799A JP2009509799A JP5094844B2 JP 5094844 B2 JP5094844 B2 JP 5094844B2 JP 2009509799 A JP2009509799 A JP 2009509799A JP 2009509799 A JP2009509799 A JP 2009509799A JP 5094844 B2 JP5094844 B2 JP 5094844B2
- Authority
- JP
- Japan
- Prior art keywords
- polyethylene
- molecular weight
- polyolefin
- microporous membrane
- porous layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000012982 microporous membrane Substances 0.000 title claims description 94
- 229920000098 polyolefin Polymers 0.000 claims abstract description 185
- -1 polyethylene Polymers 0.000 claims abstract description 127
- 239000004743 Polypropylene Substances 0.000 claims abstract description 81
- 229920001155 polypropylene Polymers 0.000 claims abstract description 66
- 229920013716 polyethylene resin Polymers 0.000 claims abstract description 56
- 230000004927 fusion Effects 0.000 claims abstract description 26
- 239000000203 mixture Substances 0.000 claims description 57
- 239000003085 diluting agent Substances 0.000 claims description 25
- 238000002156 mixing Methods 0.000 claims description 16
- 229920005678 polyethylene based resin Polymers 0.000 claims description 16
- 238000004519 manufacturing process Methods 0.000 claims description 12
- 238000001035 drying Methods 0.000 claims description 10
- 239000004698 Polyethylene Substances 0.000 abstract description 55
- 229920000573 polyethylene Polymers 0.000 abstract description 55
- 239000012528 membrane Substances 0.000 abstract description 38
- 239000010410 layer Substances 0.000 description 147
- 239000000243 solution Substances 0.000 description 72
- 238000000034 method Methods 0.000 description 54
- 239000004699 Ultra-high molecular weight polyethylene Substances 0.000 description 41
- 229920000785 ultra high molecular weight polyethylene Polymers 0.000 description 41
- 239000002904 solvent Substances 0.000 description 27
- 230000035699 permeability Effects 0.000 description 22
- 239000000463 material Substances 0.000 description 21
- 229920001903 high density polyethylene Polymers 0.000 description 17
- 239000004700 high-density polyethylene Substances 0.000 description 17
- 238000002844 melting Methods 0.000 description 15
- 230000008018 melting Effects 0.000 description 15
- 239000013078 crystal Substances 0.000 description 14
- 238000001816 cooling Methods 0.000 description 13
- 238000010438 heat treatment Methods 0.000 description 13
- 229920001384 propylene homopolymer Polymers 0.000 description 13
- 239000007788 liquid Substances 0.000 description 12
- 230000000052 comparative effect Effects 0.000 description 11
- 238000009826 distribution Methods 0.000 description 11
- 239000004711 α-olefin Substances 0.000 description 11
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 10
- 239000005977 Ethylene Substances 0.000 description 10
- 239000006185 dispersion Substances 0.000 description 10
- 238000001125 extrusion Methods 0.000 description 9
- WHXSMMKQMYFTQS-UHFFFAOYSA-N Lithium Chemical compound [Li] WHXSMMKQMYFTQS-UHFFFAOYSA-N 0.000 description 8
- 238000004898 kneading Methods 0.000 description 8
- 229910052744 lithium Inorganic materials 0.000 description 8
- 238000002360 preparation method Methods 0.000 description 8
- 238000005464 sample preparation method Methods 0.000 description 8
- 238000004140 cleaning Methods 0.000 description 7
- 238000004132 cross linking Methods 0.000 description 7
- 238000005227 gel permeation chromatography Methods 0.000 description 7
- 238000005259 measurement Methods 0.000 description 7
- 238000005406 washing Methods 0.000 description 7
- VXNZUUAINFGPBY-UHFFFAOYSA-N 1-Butene Chemical compound CCC=C VXNZUUAINFGPBY-UHFFFAOYSA-N 0.000 description 6
- YMWUJEATGCHHMB-UHFFFAOYSA-N Dichloromethane Chemical compound ClCCl YMWUJEATGCHHMB-UHFFFAOYSA-N 0.000 description 6
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 description 6
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 6
- 238000009998 heat setting Methods 0.000 description 6
- 238000003475 lamination Methods 0.000 description 6
- 229910001416 lithium ion Inorganic materials 0.000 description 6
- 239000003960 organic solvent Substances 0.000 description 6
- 238000007789 sealing Methods 0.000 description 6
- 229920000089 Cyclic olefin copolymer Polymers 0.000 description 5
- 229920001577 copolymer Polymers 0.000 description 5
- 229920001519 homopolymer Polymers 0.000 description 5
- 230000000704 physical effect Effects 0.000 description 5
- 229920000642 polymer Polymers 0.000 description 5
- 238000005096 rolling process Methods 0.000 description 5
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 4
- 238000000137 annealing Methods 0.000 description 4
- 239000003963 antioxidant agent Substances 0.000 description 4
- 230000003078 antioxidant effect Effects 0.000 description 4
- 238000009835 boiling Methods 0.000 description 4
- 238000011088 calibration curve Methods 0.000 description 4
- 239000002131 composite material Substances 0.000 description 4
- 229940057995 liquid paraffin Drugs 0.000 description 4
- 229920001684 low density polyethylene Polymers 0.000 description 4
- 239000004702 low-density polyethylene Substances 0.000 description 4
- 239000006166 lysate Substances 0.000 description 4
- 229920005989 resin Polymers 0.000 description 4
- 239000011347 resin Substances 0.000 description 4
- 239000003643 water by type Substances 0.000 description 4
- PBKONEOXTCPAFI-UHFFFAOYSA-N 1,2,4-trichlorobenzene Chemical compound ClC1=CC=C(Cl)C(Cl)=C1 PBKONEOXTCPAFI-UHFFFAOYSA-N 0.000 description 3
- LIKMAJRDDDTEIG-UHFFFAOYSA-N 1-hexene Chemical compound CCCCC=C LIKMAJRDDDTEIG-UHFFFAOYSA-N 0.000 description 3
- KWKAKUADMBZCLK-UHFFFAOYSA-N 1-octene Chemical compound CCCCCCC=C KWKAKUADMBZCLK-UHFFFAOYSA-N 0.000 description 3
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 3
- WSSSPWUEQFSQQG-UHFFFAOYSA-N 4-methyl-1-pentene Chemical compound CC(C)CC=C WSSSPWUEQFSQQG-UHFFFAOYSA-N 0.000 description 3
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 3
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 3
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 3
- VVQNEPGJFQJSBK-UHFFFAOYSA-N Methyl methacrylate Chemical compound COC(=O)C(C)=C VVQNEPGJFQJSBK-UHFFFAOYSA-N 0.000 description 3
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 3
- 238000000113 differential scanning calorimetry Methods 0.000 description 3
- 238000001938 differential scanning calorimetry curve Methods 0.000 description 3
- 239000003792 electrolyte Substances 0.000 description 3
- 230000005865 ionizing radiation Effects 0.000 description 3
- 229910003002 lithium salt Inorganic materials 0.000 description 3
- 229920001179 medium density polyethylene Polymers 0.000 description 3
- 239000004701 medium-density polyethylene Substances 0.000 description 3
- VLKZOEOYAKHREP-UHFFFAOYSA-N n-Hexane Chemical compound CCCCCC VLKZOEOYAKHREP-UHFFFAOYSA-N 0.000 description 3
- YWAKXRMUMFPDSH-UHFFFAOYSA-N pentene Chemical compound CCCC=C YWAKXRMUMFPDSH-UHFFFAOYSA-N 0.000 description 3
- 238000006116 polymerization reaction Methods 0.000 description 3
- 239000011148 porous material Substances 0.000 description 3
- 239000007787 solid Substances 0.000 description 3
- 239000002344 surface layer Substances 0.000 description 3
- 239000004094 surface-active agent Substances 0.000 description 3
- RFFLAFLAYFXFSW-UHFFFAOYSA-N 1,2-dichlorobenzene Chemical compound ClC1=CC=CC=C1Cl RFFLAFLAYFXFSW-UHFFFAOYSA-N 0.000 description 2
- YEJRWHAVMIAJKC-UHFFFAOYSA-N 4-Butyrolactone Chemical compound O=C1CCCO1 YEJRWHAVMIAJKC-UHFFFAOYSA-N 0.000 description 2
- 229910013872 LiPF Inorganic materials 0.000 description 2
- 101150058243 Lipf gene Proteins 0.000 description 2
- IMNFDUFMRHMDMM-UHFFFAOYSA-N N-Heptane Chemical compound CCCCCCC IMNFDUFMRHMDMM-UHFFFAOYSA-N 0.000 description 2
- URLKBWYHVLBVBO-UHFFFAOYSA-N Para-Xylene Chemical group CC1=CC=C(C)C=C1 URLKBWYHVLBVBO-UHFFFAOYSA-N 0.000 description 2
- OFBQJSOFQDEBGM-UHFFFAOYSA-N Pentane Chemical compound CCCCC OFBQJSOFQDEBGM-UHFFFAOYSA-N 0.000 description 2
- 239000004793 Polystyrene Substances 0.000 description 2
- WYURNTSHIVDZCO-UHFFFAOYSA-N Tetrahydrofuran Chemical compound C1CCOC1 WYURNTSHIVDZCO-UHFFFAOYSA-N 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 235000010354 butylated hydroxytoluene Nutrition 0.000 description 2
- OJIJEKBXJYRIBZ-UHFFFAOYSA-N cadmium nickel Chemical compound [Ni].[Cd] OJIJEKBXJYRIBZ-UHFFFAOYSA-N 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- NNBZCPXTIHJBJL-UHFFFAOYSA-N decalin Chemical compound C1CCCC2CCCCC21 NNBZCPXTIHJBJL-UHFFFAOYSA-N 0.000 description 2
- DIOQZVSQGTUSAI-UHFFFAOYSA-N decane Chemical compound CCCCCCCCCC DIOQZVSQGTUSAI-UHFFFAOYSA-N 0.000 description 2
- DOIRQSBPFJWKBE-UHFFFAOYSA-N dibutyl phthalate Chemical compound CCCCOC(=O)C1=CC=CC=C1C(=O)OCCCC DOIRQSBPFJWKBE-UHFFFAOYSA-N 0.000 description 2
- 238000004090 dissolution Methods 0.000 description 2
- SNRUBQQJIBEYMU-UHFFFAOYSA-N dodecane Chemical compound CCCCCCCCCCCC SNRUBQQJIBEYMU-UHFFFAOYSA-N 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000008151 electrolyte solution Substances 0.000 description 2
- 238000010894 electron beam technology Methods 0.000 description 2
- 239000001257 hydrogen Substances 0.000 description 2
- 229910052739 hydrogen Inorganic materials 0.000 description 2
- 238000002347 injection Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 229920000092 linear low density polyethylene Polymers 0.000 description 2
- 239000004707 linear low-density polyethylene Substances 0.000 description 2
- 159000000002 lithium salts Chemical class 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- 239000000178 monomer Substances 0.000 description 2
- 239000007773 negative electrode material Substances 0.000 description 2
- BKIMMITUMNQMOS-UHFFFAOYSA-N nonane Chemical compound CCCCCCCCC BKIMMITUMNQMOS-UHFFFAOYSA-N 0.000 description 2
- 239000002736 nonionic surfactant Substances 0.000 description 2
- GLDOVTGHNKAZLK-UHFFFAOYSA-N octadecan-1-ol Chemical compound CCCCCCCCCCCCCCCCCCO GLDOVTGHNKAZLK-UHFFFAOYSA-N 0.000 description 2
- XNGIFLGASWRNHJ-UHFFFAOYSA-N phthalic acid Chemical compound OC(=O)C1=CC=CC=C1C(O)=O XNGIFLGASWRNHJ-UHFFFAOYSA-N 0.000 description 2
- 229920001748 polybutylene Polymers 0.000 description 2
- 229920002223 polystyrene Polymers 0.000 description 2
- 239000007774 positive electrode material Substances 0.000 description 2
- VZGDMQKNWNREIO-UHFFFAOYSA-N tetrachloromethane Chemical compound ClC(Cl)(Cl)Cl VZGDMQKNWNREIO-UHFFFAOYSA-N 0.000 description 2
- 229910052723 transition metal Inorganic materials 0.000 description 2
- RSJKGSCJYJTIGS-UHFFFAOYSA-N undecane Chemical compound CCCCCCCCCCC RSJKGSCJYJTIGS-UHFFFAOYSA-N 0.000 description 2
- 239000001993 wax Substances 0.000 description 2
- WNXJIVFYUVYPPR-UHFFFAOYSA-N 1,3-dioxolane Chemical compound C1COCO1 WNXJIVFYUVYPPR-UHFFFAOYSA-N 0.000 description 1
- RYHBNJHYFVUHQT-UHFFFAOYSA-N 1,4-Dioxane Chemical compound C1COCCO1 RYHBNJHYFVUHQT-UHFFFAOYSA-N 0.000 description 1
- SPSPIUSUWPLVKD-UHFFFAOYSA-N 2,3-dibutyl-6-methylphenol Chemical compound CCCCC1=CC=C(C)C(O)=C1CCCC SPSPIUSUWPLVKD-UHFFFAOYSA-N 0.000 description 1
- ROHFBIREHKPELA-UHFFFAOYSA-N 2-[(3,5-ditert-butyl-4-hydroxyphenyl)methyl]prop-2-enoic acid;methane Chemical compound C.CC(C)(C)C1=CC(CC(=C)C(O)=O)=CC(C(C)(C)C)=C1O.CC(C)(C)C1=CC(CC(=C)C(O)=O)=CC(C(C)(C)C)=C1O.CC(C)(C)C1=CC(CC(=C)C(O)=O)=CC(C(C)(C)C)=C1O.CC(C)(C)C1=CC(CC(=C)C(O)=O)=CC(C(C)(C)C)=C1O ROHFBIREHKPELA-UHFFFAOYSA-N 0.000 description 1
- JWUJQDFVADABEY-UHFFFAOYSA-N 2-methyltetrahydrofuran Chemical compound CC1CCCO1 JWUJQDFVADABEY-UHFFFAOYSA-N 0.000 description 1
- MQIUGAXCHLFZKX-UHFFFAOYSA-N Di-n-octyl phthalate Natural products CCCCCCCCOC(=O)C1=CC=CC=C1C(=O)OCCCCCCCC MQIUGAXCHLFZKX-UHFFFAOYSA-N 0.000 description 1
- OIFBSDVPJOWBCH-UHFFFAOYSA-N Diethyl carbonate Chemical compound CCOC(=O)OCC OIFBSDVPJOWBCH-UHFFFAOYSA-N 0.000 description 1
- XTHFKEDIFFGKHM-UHFFFAOYSA-N Dimethoxyethane Chemical compound COCCOC XTHFKEDIFFGKHM-UHFFFAOYSA-N 0.000 description 1
- KMTRUDSVKNLOMY-UHFFFAOYSA-N Ethylene carbonate Chemical compound O=C1OCCO1 KMTRUDSVKNLOMY-UHFFFAOYSA-N 0.000 description 1
- 241000446313 Lamella Species 0.000 description 1
- 229910010238 LiAlCl 4 Inorganic materials 0.000 description 1
- 229910015015 LiAsF 6 Inorganic materials 0.000 description 1
- 229910013063 LiBF 4 Inorganic materials 0.000 description 1
- 229910013684 LiClO 4 Inorganic materials 0.000 description 1
- 229910013870 LiPF 6 Inorganic materials 0.000 description 1
- 229910012513 LiSbF 6 Inorganic materials 0.000 description 1
- 229910021314 NaFeO 2 Inorganic materials 0.000 description 1
- 229920001774 Perfluoroether Polymers 0.000 description 1
- 229920010741 Ultra High Molecular Weight Polyethylene (UHMWPE) Polymers 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 238000007605 air drying Methods 0.000 description 1
- 239000003945 anionic surfactant Substances 0.000 description 1
- 229910021383 artificial graphite Inorganic materials 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- BJQHLKABXJIVAM-UHFFFAOYSA-N bis(2-ethylhexyl) phthalate Chemical compound CCCCC(CC)COC(=O)C1=CC=CC=C1C(=O)OCC(CC)CCCC BJQHLKABXJIVAM-UHFFFAOYSA-N 0.000 description 1
- 229920001400 block copolymer Polymers 0.000 description 1
- 239000002981 blocking agent Substances 0.000 description 1
- 239000003990 capacitor Substances 0.000 description 1
- 239000006229 carbon black Substances 0.000 description 1
- 239000003575 carbonaceous material Substances 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 239000003093 cationic surfactant Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 150000008280 chlorinated hydrocarbons Chemical class 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000000571 coke Substances 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 239000002826 coolant Substances 0.000 description 1
- 239000000498 cooling water Substances 0.000 description 1
- 125000004122 cyclic group Chemical group 0.000 description 1
- QHGJSLXSVXVKHZ-UHFFFAOYSA-N dilithium;dioxido(dioxo)manganese Chemical compound [Li+].[Li+].[O-][Mn]([O-])(=O)=O QHGJSLXSVXVKHZ-UHFFFAOYSA-N 0.000 description 1
- IEJIGPNLZYLLBP-UHFFFAOYSA-N dimethyl carbonate Chemical compound COC(=O)OC IEJIGPNLZYLLBP-UHFFFAOYSA-N 0.000 description 1
- 238000007606 doctor blade method Methods 0.000 description 1
- 238000007580 dry-mixing Methods 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- RPUCEXCNSJXOMV-UHFFFAOYSA-N ethane hydrofluoride Chemical compound F.CC RPUCEXCNSJXOMV-UHFFFAOYSA-N 0.000 description 1
- 150000002170 ethers Chemical class 0.000 description 1
- JBTWLSYIZRCDFO-UHFFFAOYSA-N ethyl methyl carbonate Chemical compound CCOC(=O)OC JBTWLSYIZRCDFO-UHFFFAOYSA-N 0.000 description 1
- 235000012438 extruded product Nutrition 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- 238000001879 gelation Methods 0.000 description 1
- 230000012447 hatching Effects 0.000 description 1
- 238000011899 heat drying method Methods 0.000 description 1
- 229920006158 high molecular weight polymer Polymers 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 150000002484 inorganic compounds Chemical class 0.000 description 1
- 239000011256 inorganic filler Substances 0.000 description 1
- 229910003475 inorganic filler Inorganic materials 0.000 description 1
- 229910010272 inorganic material Inorganic materials 0.000 description 1
- 230000010220 ion permeability Effects 0.000 description 1
- 150000002576 ketones Chemical class 0.000 description 1
- ACFSQHQYDZIPRL-UHFFFAOYSA-N lithium;bis(1,1,2,2,2-pentafluoroethylsulfonyl)azanide Chemical compound [Li+].FC(F)(F)C(F)(F)S(=O)(=O)[N-]S(=O)(=O)C(F)(F)C(F)(F)F ACFSQHQYDZIPRL-UHFFFAOYSA-N 0.000 description 1
- 229920002521 macromolecule Polymers 0.000 description 1
- 239000012567 medical material Substances 0.000 description 1
- 238000001471 micro-filtration Methods 0.000 description 1
- 239000002480 mineral oil Substances 0.000 description 1
- 235000010446 mineral oil Nutrition 0.000 description 1
- GOQYKNQRPGWPLP-UHFFFAOYSA-N n-heptadecyl alcohol Natural products CCCCCCCCCCCCCCCCCO GOQYKNQRPGWPLP-UHFFFAOYSA-N 0.000 description 1
- 229910021382 natural graphite Inorganic materials 0.000 description 1
- QELJHCBNGDEXLD-UHFFFAOYSA-N nickel zinc Chemical compound [Ni].[Zn] QELJHCBNGDEXLD-UHFFFAOYSA-N 0.000 description 1
- 239000012299 nitrogen atmosphere Substances 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- UJMWVICAENGCRF-UHFFFAOYSA-N oxygen difluoride Chemical compound FOF UJMWVICAENGCRF-UHFFFAOYSA-N 0.000 description 1
- 239000012188 paraffin wax Substances 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 229920005638 polyethylene monopolymer Polymers 0.000 description 1
- 229920005606 polypropylene copolymer Polymers 0.000 description 1
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 1
- RUOJZAUFBMNUDX-UHFFFAOYSA-N propylene carbonate Chemical compound CC1COC(=O)O1 RUOJZAUFBMNUDX-UHFFFAOYSA-N 0.000 description 1
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 1
- 229920005604 random copolymer Polymers 0.000 description 1
- 239000003507 refrigerant Substances 0.000 description 1
- 238000001223 reverse osmosis Methods 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 229930195734 saturated hydrocarbon Natural products 0.000 description 1
- RMAQACBXLXPBSY-UHFFFAOYSA-N silicic acid Chemical compound O[Si](O)(O)O RMAQACBXLXPBSY-UHFFFAOYSA-N 0.000 description 1
- 235000012239 silicon dioxide Nutrition 0.000 description 1
- BSWGGJHLVUUXTL-UHFFFAOYSA-N silver zinc Chemical compound [Zn].[Ag] BSWGGJHLVUUXTL-UHFFFAOYSA-N 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- YLQBMQCUIZJEEH-UHFFFAOYSA-N tetrahydrofuran Natural products C=1C=COC=1 YLQBMQCUIZJEEH-UHFFFAOYSA-N 0.000 description 1
- 238000009823 thermal lamination Methods 0.000 description 1
- 230000000930 thermomechanical effect Effects 0.000 description 1
- 229910000314 transition metal oxide Inorganic materials 0.000 description 1
- 150000003624 transition metals Chemical class 0.000 description 1
- UONOETXJSWQNOL-UHFFFAOYSA-N tungsten carbide Chemical compound [W+]#[C-] UONOETXJSWQNOL-UHFFFAOYSA-N 0.000 description 1
- 238000000108 ultra-filtration Methods 0.000 description 1
- 239000006097 ultraviolet radiation absorber Substances 0.000 description 1
- PXXNTAGJWPJAGM-UHFFFAOYSA-N vertaline Natural products C1C2C=3C=C(OC)C(OC)=CC=3OC(C=C3)=CC=C3CCC(=O)OC1CC1N2CCCC1 PXXNTAGJWPJAGM-UHFFFAOYSA-N 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
- 239000002888 zwitterionic surfactant Substances 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D67/00—Processes specially adapted for manufacturing semi-permeable membranes for separation processes or apparatus
- B01D67/0002—Organic membrane manufacture
- B01D67/0023—Organic membrane manufacture by inducing porosity into non porous precursor membranes
- B01D67/0025—Organic membrane manufacture by inducing porosity into non porous precursor membranes by mechanical treatment, e.g. pore-stretching
- B01D67/0027—Organic membrane manufacture by inducing porosity into non porous precursor membranes by mechanical treatment, e.g. pore-stretching by stretching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D69/00—Semi-permeable membranes for separation processes or apparatus characterised by their form, structure or properties; Manufacturing processes specially adapted therefor
- B01D69/12—Composite membranes; Ultra-thin membranes
- B01D69/1216—Three or more layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D71/00—Semi-permeable membranes for separation processes or apparatus characterised by the material; Manufacturing processes specially adapted therefor
- B01D71/06—Organic material
- B01D71/26—Polyalkenes
- B01D71/261—Polyethylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/22—After-treatment of expandable particles; Forming foamed products
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/052—Li-accumulators
- H01M10/0525—Rocking-chair batteries, i.e. batteries with lithium insertion or intercalation in both electrodes; Lithium-ion batteries
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/403—Manufacturing processes of separators, membranes or diaphragms
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/403—Manufacturing processes of separators, membranes or diaphragms
- H01M50/406—Moulding; Embossing; Cutting
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/409—Separators, membranes or diaphragms characterised by the material
- H01M50/411—Organic material
- H01M50/414—Synthetic resins, e.g. thermoplastics or thermosetting resins
- H01M50/417—Polyolefins
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/409—Separators, membranes or diaphragms characterised by the material
- H01M50/449—Separators, membranes or diaphragms characterised by the material having a layered structure
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/409—Separators, membranes or diaphragms characterised by the material
- H01M50/449—Separators, membranes or diaphragms characterised by the material having a layered structure
- H01M50/457—Separators, membranes or diaphragms characterised by the material having a layered structure comprising three or more layers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/489—Separators, membranes, diaphragms or spacing elements inside the cells, characterised by their physical properties, e.g. swelling degree, hydrophilicity or shut down properties
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/489—Separators, membranes, diaphragms or spacing elements inside the cells, characterised by their physical properties, e.g. swelling degree, hydrophilicity or shut down properties
- H01M50/491—Porosity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2325/00—Details relating to properties of membranes
- B01D2325/02—Details relating to pores or porosity of the membranes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2325/00—Details relating to properties of membranes
- B01D2325/20—Specific permeability or cut-off range
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2325/00—Details relating to properties of membranes
- B01D2325/34—Molecular weight or degree of polymerisation
- B01D2325/341—At least two polymers of same structure but different molecular weight
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31855—Of addition polymer from unsaturated monomers
- Y10T428/31909—Next to second addition polymer from unsaturated monomers
- Y10T428/31913—Monoolefin polymer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31855—Of addition polymer from unsaturated monomers
- Y10T428/31938—Polymer of monoethylenically unsaturated hydrocarbon
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Cell Separators (AREA)
- Laminated Bodies (AREA)
- Secondary Cells (AREA)
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
Description
本発明のポリオレフィン多層微多孔膜(以下単に「多層微多孔膜」とよぶことがある)の第一の多孔質層(A)を形成するポリエチレン系樹脂は、(a) 超高分子量ポリエチレン、(b) 超高分子量ポリエチレン以外のポリエチレン、又は(c) 超高分子量ポリエチレンとそれ以外のポリエチレン、又はポリエチレン及びポリプロピレン以外のポリオレフィンとの混合物(ポリエチレン組成物)である。いずれの場合も、ポリエチレン系樹脂は2×105以上の重量平均分子量("Mw")を有するのが好ましい。重量平均分子量が2×105未満では、ゲル状シート(後述する)の延伸時に破断が起りやすいため、各特性のバランスに優れたポリオレフィン多層微多孔膜を得るのが困難である。一般に樹脂の動的溶融粘弾性は、溶融粘弾性測定により求めた貯蔵弾性率G'−角周波数ω曲線と、損失弾性率G''−ω曲線との交点における角周波数ω0により表される。一実施態様において、溶融粘弾性測定を160〜220℃の範囲内の一定温度で行った場合、ポリエチレン系樹脂のω0は少なくとも約0.01 rad/secであるか、少なくとも約0.03 rad/secである。別の実施態様において、ω0は約0.01 rad/secから約10 rad/secの範囲であるか、約0.03 rad/secから約1rad/secである。一実施態様において、第一の多孔質層は主としてポリエチレン系樹脂を含む。例えば、第一の多孔質層は、その質量を基準として、少なくとも50%のポリエチレン系樹脂、少なくとも75%のポリエチレン系樹脂、少なくとも90%のポリエチレン系樹脂、又は少なくとも95%のポリエチレン系樹脂を含んでもよい。一実施態様において、第一の多孔質層は、本質的にポリエチレン系樹脂からなる(又はポリエチレン系樹脂のみからなる)。
超高分子量ポリエチレンは5×105以上の重量平均分子量を有する。超高分子量ポリエチレンは、エチレンの単独重合体のみならず、他のα-オレフィンを少量含有するエチレン・α-オレフィン共重合体でもよい。エチレン以外のα-オレフィンとしては、プロピレン、ブテン-1、ヘキセン-1、ペンテン-1、4-メチルペンテン-1、オクテン、酢酸ビニル、メタクリル酸メチル、及びスチレンが好ましい。超高分子量ポリエチレンの重量平均分子量は1×106〜15×106であるのが好ましく、1×106〜5×106であるのがより好ましい。
超高分子量ポリエチレン以外のポリエチレンは1×104以上〜5×105未満の重量平均分子量を有し、高密度ポリエチレン、中密度ポリエチレン、分岐状低密度ポリエチレン及び線状低密度ポリエチレンからなる群から選ばれた少なくとも一種が好ましい。重量平均分子量が1×104以上〜5×105未満のポリエチレンは、エチレンの単独重合体のみならず、プロピレン、ブテン-1、ヘキセン-1、ペンテン-1、4-メチルペンテン-1、オクテン、酢酸ビニル、メタクリル酸メチル又はスチレン等の他のα-オレフィンを少量含有する共重合体でも良い。このような共重合体としてシングルサイト触媒により製造されたものが好ましい。
ポリエチレン組成物は、(i) 重量平均分子量が5×105以上の超高分子量ポリエチレンと、超高分子量ポリエチレン以外のポリエチレンとを含有するポリエチレン組成物、又は(ii) 重量平均分子量が5×105以上の超高分子量ポリエチレンと、ポリエチレン及びポリプロピレン以外のポリオレフィンとを含有するポリエチレン組成物である。超高分子量ポリエチレン及びそれ以外のポリエチレンは上記と同じで良い。超高分子量ポリエチレン以外のポリエチレンは1×104以上〜5×105未満の重量平均分子量を有するのが好ましい。ポリエチレン及びポリプロピレン以外のポリオレフィンとしては、重量平均分子量が1×104〜4×106のポリブテン-1、重量平均分子量が1×103〜1×104のポリエチレンワックス、及び重量平均分子量が1×104〜4×106のエチレン・α-オレフィン共重合体からなる群から選ばれた少なくとも一種を用いることができる。ポリエチレン組成物中の超高分子量ポリエチレンの含有量は、ポリエチレン組成物全体を100質量%として、1質量%以上であるのが好ましく、1〜80質量%であるのがより好ましい。
Mw/Mnは分子量分布の尺度であり、この値が大きいほど分子量分布の幅は大きい。ポリエチレン系樹脂のMw/Mnは特に限定的でないが、ポリエチレン系樹脂が超高分子量ポリエチレンからなる場合又はポリエチレン組成物からなる場合、5〜300が好ましく、10〜100がより好ましい。Mw/Mnが5未満だと高分子量成分が比較的多いので、溶融押出において困難を招くことがある。Mw/Mnが300超だと微多孔膜の強度低下を招くことがある。ポリエチレン(単独重合体及びエチレン・α-オレフィン共重合体)のMw/Mnは、多段重合により適宜調整することができる。多段重合法としては、一段目で高分子量ポリマー成分を生成し、二段目で低分子量ポリマー成分を生成する二段重合が好ましい。ポリエチレン組成物の場合、Mw/Mnが大きいほど超高分子量ポリエチレンとそれ以外のポリエチレン又はポリオレフィンとの重量平均分子量の差が大きく、またその逆も真である。ポリエチレン組成物のMw/Mnは、各成分の分子量及び混合割合により適宜調整することができる。
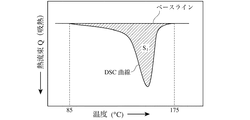
本発明のポリオレフィン多層微多孔膜の第二の多孔質層(層B)を形成するポリオレフィン組成物は、ポリエチレン系樹脂と、重量平均分子量が6×105以上で、5×104以下の分子量を有する部分の割合が5質量%以下で、走査型示差熱量計により測定した融解熱が90 J/g以上のポリプロピレンとを必須成分とするのが好ましい。
第二の多孔質層のポリエチレン系樹脂は、第一の多孔質層について記載したポリエチレン系樹脂の中から選択する。第二の多孔質層のポリエチレン系樹脂は、第一の多孔質層に対して選択するポリエチレン系樹脂から独立的に選択する。上記ポリエチレン系樹脂は、第二の多孔質層(B)に使用してもよく、その組成は、第一の多孔質層(A)のポリエチレン系樹脂の組成と同じであっても、異なっていてもよい。例えば、第二の多孔質層のポリエチレン系樹脂は、第一の多孔質層について記載したポリエチレン系樹脂の中から選択することができる。第二の多孔質層のポリエチレン系樹脂は、一般的に第一の多孔質層に対して選択するポリエチレン系樹脂から独立的に選択する。換言すると、必須ではないが、第一の多孔質層について記載したポリエチレン系樹脂は、第二の多孔質層に使用することができ、その組成は、第一の多孔質層のポリエチレン系樹脂の組成と同じであっても、異なっていてもよい。
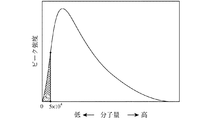
ポリプロピレンは6×105以上の重量平均分子量を有し、5×104以下の分子量を有する部分の割合(分子量分布から求める)が5質量%以下であり、JIS K7122に基づき走査型示差熱量計(DSC)により測定した融解熱ΔHmが90 J/g以上であるのが好ましい。融解熱測定時の昇温速度は3〜20℃/分とするのが好ましく、通常は10℃/分である。重量平均分子量が6×105未満のポリプロピレンはポリエチレン系樹脂に対して分散性が悪いので、これを用いると延伸が困難となる。しかも得られる第二の多孔質層表面の微視的な凹凸が大きくなり、多層微多孔膜の厚さの変動が大きくなる。ポリプロピレンのうち5×104以下の分子量を有する部分の割合が5質量%超であると、多層微多孔膜が不当に低いメルトダウン特性を有することがある。ポリプロピレンの融解熱ΔHmが90 J/g未満であると、多層微多孔膜のメルトダウン特性及び透過性が低いことがある。
(a) 第一の製造方法
本発明の態様に従ったポリオレフィン多層微多孔膜を製造する第一の方法は、(1) ポリエチレン系樹脂及び希釈剤を混合して第一の溶融混練物(第一のポリオレフィン溶液)を調製する工程、(2) ポリオレフィン組成物及び希釈剤を混合して第二の溶融混練物(第二のポリオレフィン溶液)を調製する工程、(3) 第一及び第二のポリオレフィン溶液を個別にダイより押し出す工程、(4) 得られた各成形体を冷却してゲル状シートを形成する工程、(5) 各ゲル状シートを延伸して各フィルムを形成する工程、(6) 各フィルムから希釈剤を除去する工程、(7) 各フィルムを乾燥して多孔質膜を形成する工程、(8) 各膜を熱処理する工程、及び(9) 得られた第一及び第二のポリオレフィン微多孔膜を積層する工程を有する。工程(9)の後に、必要に応じて (10) 電離放射による架橋処理工程、及び/又は(11) 親水化処理工程のような他の工程を行ってもよい。その代わりに、ポリオレフィン溶液は、まず所望のポリオレフィン(一般的に一種以上の樹脂の形である)を、例えばドライ混合により混合し、次いでポリオレフィン溶液を調製するために樹脂と希釈剤とを混合することにより、調製してもよい。第一のポリオレフィン溶液に用いる希釈剤は、第二のポリオレフィン溶液に用いる希釈剤と同じでよいが、これは必須ではない。
ポリエチレン系樹脂に希釈剤を混合(例えば溶融混練)し、第一のポリオレフィン溶液を調製する。第一のポリオレフィン溶液には必要に応じて酸化防止剤、紫外線吸収剤、アンチブロッキング剤、顔料、染料、無機充填材等の各種添加剤を本発明の効果を損なわない範囲で添加することができる。例えば孔形成剤として微粉珪酸を添加することもできる。
第二のポリオレフィン溶液は、ポリエチレン系樹脂及びポリプロピレンに希釈剤(第一のポリオレフィン溶液の調製に用いる上記希釈剤から独立的に選択する)を、例えば第一のポリオレフィン溶液の調製のように溶融混練することにより、混合することにより調製することができる。一実施態様において、第二のポリオレフィン溶液の調製方法は、混合温度をポリプロピレンの融点(Tm2)〜Tm2+90℃とするのが好ましい点、及びポリオレフィン組成物の含有量が1〜50質量%であるのが好ましく、20〜40質量%であるのがより好ましい点においてのみ、第一のポリオレフィン溶液の調製方法と異なる。
第一及び第二のポリオレフィン溶液を、例えば直接に又は別の押出機を介して、或いは冷却してペレット化した後再度押出機を介してダイから押し出す。好ましくは長方形の口金を有するシート用ダイを用いるが、二重円筒状の中空状ダイ、インフレーションダイ等も用いることができる。シート用ダイの場合、ダイのギャップは通常0.1〜5mmであり、押し出し時には140〜250℃に加熱するのが好ましい。加熱溶液の押し出し速度は0.2〜15 m/分であるのが好ましい。
ダイから押し出した各ポリオレフィン溶液からなるゲル状成形体を冷却することにより、第一及び第二のシート状のゲル状成形体(ゲル状シート)が形成される。冷却は、少なくともゲル化温度以下までは50℃/分以上の速度で行うのが好ましい。また25℃以下まで冷却するのが好ましい。このようにして、希釈剤によって分離されたミクロな樹脂相(例えば第一のゲル状シート中のポリエチレン系樹脂、及び第二のゲル状シート中のポリオレフィン組成物)が固定化される。一般に冷却速度が遅いと得られるゲル状シートの高次構造が粗くなり、それを形成する擬似細胞単位も大きくなるが、冷却速度が速いと密な細胞単位となることがある。冷却速度が50℃/分未満では結晶化度が上昇し、延伸に適したゲル状シートとなりにくい。限定的ではないが、冷却方法の例としては冷風、冷却水のような冷却媒体に直接接触させる方法、冷媒で冷却したロールに接触させる方法等を挙げることができる。
得られた第一及び第二のゲル状シートを少なくとも一軸方向に延伸するのが好ましい。各ゲル状シートは、加熱後、例えばテンター法、ロール法、インフレーション法、圧延法又はこれらの方法の組合せにより所定の倍率で延伸する。延伸は一軸延伸でも二軸延伸でもよいが、二軸延伸が好ましい。二軸延伸の場合、同時二軸延伸、逐次延伸又は多段延伸(例えば同時二軸延伸及び逐次延伸の組合せ)のいずれでもよいが、特に同時二軸延伸が好ましい。拘束されることは望まないが、延伸により膜の機械的強度が向上すると思われる。
希釈剤の除去(洗浄)には洗浄溶媒を用いる。ポリマー相(例えば第一のゲル状シート又は延伸フィルム中のポリエチレン相、及び第二のゲル状シート又は延伸フィルム中のポリオレフィン組成物相)が希釈剤と相分離している場合、希釈剤の除去により多孔質の膜が形成される。希釈剤の除去(洗浄)は洗浄溶媒を用いて行うことができる。洗浄溶媒としては、例えばペンタン、ヘキサン、ヘプタンのような飽和炭化水素、塩化メチレン、四塩化炭素のような塩素化炭化水素、ジエチルエーテル、ジオキサンのようなエーテル類、メチルエチルケトンのようなケトン類、三フッ化エタン,C6F14,C7F16等のような鎖状フルオロカーボン、C5H3F7のような環状ハイドロフルオロカーボン、C4F9OCH3,C4F9OC2H5のようなハイドロフルオロエーテル、C4F9OCF3,C4F9OC2F5のようなパーフルオロエーテル等の易揮発性溶媒が挙げられる。これらの洗浄溶媒は低い表面張力(例えば25℃で24 mN/m以下)を有する。低表面張力の洗浄溶媒を用いることにより、微多孔を形成する網状組織が洗浄後の乾燥時に気−液界面の表面張力により収縮するのが抑制され、もって高い空孔率及び透過性を有する微多孔膜が得られる。
延伸及び希釈剤除去により得られた第一及び第二のポリオレフィン微多孔膜を、例えば加熱乾燥法又は風乾法により乾燥する。乾燥温度は、ポリエチレン系樹脂の結晶分散温度以下であるのが好ましく、特に結晶分散温度より5℃以上低いのが好ましい。乾燥は、微多孔膜を100質量%(乾燥重量)として、残存洗浄溶媒が5質量%以下になるまで行うのが好ましく、3質量%以下になるまで行うのがより好ましい。乾燥が不十分であると、後の熱処理で微多孔膜の空孔率が低下し、透過性が悪化するので好ましくない。
乾燥した第一及び第二の微多孔膜に熱処理を行うのが好ましい。熱処理によって結晶が安定化し、ラメラ層が均一化される。熱処理方法は、例えば熱延伸処理、熱固定処理及び/又は熱収縮処理で良く、要求される物性に応じて適宜選択する。熱処理は、好ましくはポリエチレン系樹脂の融点以下、好ましくは60℃〜(融点−2℃)以下で行う。
乾燥後又は熱処理後の第一及び第二のポリオレフィン微多孔膜を所望の積層構成に接合する。積層方法は特に限定されないが、熱積層法が好ましい。熱積層法としては、ヒートシール法、インパルスシール法、超音波積層法等が挙げられるが、ヒートシール法が好ましい。ヒートシール法としては熱ロールを用いたものが好ましい。熱ロール法では、一対の加熱ロール間、又は加熱ロールと受台の間に、重ねた第一及び第二のポリオレフィン微多孔膜を通し、ヒートシールする。ヒートシール時の温度及び圧力は、ポリオレフィン微多孔膜が十分に接着し、かつ得られる多層微多孔膜の特性が許容できないレベルに低下しない限り特に制限されない。ヒートシール温度は、例えば90〜135℃とし、好ましくは90〜115℃とする。ヒートシール圧力は0.1〜50 MPaが好ましい。
ポリオレフィン多層微多孔膜に対して、例えばα線、β線、γ線、電子線等の電離放射線の照射により架橋処理を施すのが好ましい。電子線の照射の場合、0.1〜100 Mradの電子線量が好ましく、100〜300 kVの加速電圧が好ましい。架橋処理によりポリオレフィン多層微多孔膜のメルトダウン温度が上昇する。
ポリオレフィン多層微多孔膜に親水化処理を施してもよい。親水化処理は、例えばモノマーグラフト、界面活性剤処理、又はコロナ放電により行うことができる。モノマーグラフトを用いるのであれば、架橋処理後に行うのが好ましい。
第二の製造方法は、(1) 第一の製造方法と同様にして第一及び第二のポリオレフィン溶液を調製する工程、(2) 第一及び第二のポリオレフィン溶液をダイより共に(例えば同時に)押し出し、層状の共押し出し成形体を形成する工程、(3) 層状の押し出し成形体を冷却してゲル状多層シートを形成する工程、(4) ゲル状多層シートを延伸する工程、(5) 延伸したゲル状多層シートから希釈剤を除去する工程、(6) シートを乾燥する工程、及び(7) シートを熱処理する工程を有する。工程(7)の後、必要に応じて、(8) 電離放射による架橋処理工程、又は(9) 親水化処理工程を行ってもよい。延伸方法、希釈剤除去方法、乾燥方法、熱処理方法、架橋処理方法及び親水化処理方法はいずれも上記と同じでよい。従って、(2) 同時共押出工程及び(3) ゲル状多層シートの形成工程についてのみ、以下詳細に説明する。
I. 膜の物性
上記方法により得られたポリオレフィン多層微多孔膜は好ましくは以下の物性を有する。
空孔率が25%未満では、ポリオレフィン多層微多孔膜は良好な透気度を有さないことがある。一方空孔率が80%を越えると、電池の安全性とインピーダンスのバランスを取りにくくなることがある。
透気度が20〜2,000秒/100 ccであると、ポリオレフィン多層微多孔膜を電池用セパレータとして用いたとき、電池の出力が高くなり、電池のサイクル特性も良好となる。透気度が2,000秒/100 ccを超えると、電池の出力が小さくなることがある。一方透気度が20秒/100 cc未満では電池内部の温度上昇時にメルトダウンの前のシャットダウンが十分に行われないおそれがある。
突刺強度が2,000 mN/20μm未満では、ポリオレフィン多層微多孔膜を電池用セパレータとして電池に組み込んだ場合に短絡が発生する恐れがある。
ポリオレフィン多層微多孔膜の透気度が10万秒/100 ccに達する温度をシャットダウン温度とした。
メルトダウン温度は好ましくは170〜190℃である。
Mnは適切な標準サンプルとカラムを用いてGPC-DRI法により測定する。
多層微多孔膜は、一般的にポリオレフィン溶液の調製に用いたポリオレフィンを含む。換言すると、多層微多孔膜の各多孔質層は、例えば第一のポリオレフィン溶液の調製に用いたポリオレフィンを含む第一の微多孔層材料、及び第二のポリオレフィン溶液の調製に用いたポリオレフィンを含む第二の微多孔層材料を含むことができる。少量の成膜用溶剤及び/又は希釈剤が残留していてもよく、その量は一般的にポリオレフィン微多孔膜の重量基準で1重量%未満である。製造過程で、少量のポリオレフィンの分子量が減少することがあるが、これは許容できるものである。一実施態様において、製造過程での分子量の減少があったとしても、膜中のポリオレフィンのMw/Mnとポリオレフィン溶液中のポリオレフィンのMw/Mnとの差は約50%未満か、約10%未満か、約1%未満か、約0.1%未満である。
電池用セパレータとして用いる場合、上記ポリオレフィン多層微多孔膜からなる膜は、3〜200μmの膜厚を有するのが好ましく、5〜50μmの膜厚を有するのがより好ましい。望まれる厚さは電池の種類による。
本発明のポリオレフィン多層微多孔膜は、限定的ではないが、一次電池及び二次電池(例えばニッケル−水素電池、ニッケル−カドミウム電池、ニッケル−亜鉛電池、銀−亜鉛電池、リチウム一次電池、リチウムイオン二次電池、リチウムポリマー二次電池、特にリチウムイオン二次電池)のセパレータとして用いることができる。
・サンプル調製法A:マイクロ波により175℃で1時間溶解し、2μmのフィルターストリップを用いて溶解物を濾過した。
・サンプル調製法B:振とうオーブンにより160℃で2時間溶解し、マイクロ波により175℃で1時間溶解し、2μmのフィルターストリップを用いて溶解物を濾過した。
・サンプル調製法C:振とうオーブンにより175℃で4時間溶解し、2μmのフィルターストリップを用いて溶解物を濾過した。
・サンプル調製法D:振とうオーブンにより160℃で2時間溶解し、2μmのフィルターストリップを用いて溶解物を濾過した。
(1) 第一のポリオレフィン微多孔膜の作製
重量平均分子量(Mw)が2.5×106の超高分子量ポリエチレン(UHMWPE)18質量%、及びMwが3.0×105 の高密度ポリエチレン(HDPE)82質量%からなるポリエチレン(PE)組成物100質量部に、酸化防止剤としてテトラキス[メチレン-3-(3,5-ジターシャリーブチル-4-ヒドロキシフェニル)-プロピオネート]メタン0.05質量部をドライブレンドした。ただし、UHMWPE及びHDPEからなるポリエチレン組成物について測定した融点は135℃であり、結晶分散温度は90℃であった。
・測定装置:Waters Corporation製GPC-150C
・カラム:昭和電工株式会社製Shodex UT806M
・カラム温度:135℃
・溶媒(移動相):o-ジクロルベンゼン
・溶媒流速:1.0 ml/分
・試料濃度:0.1 wt%(溶解条件:135℃/1h)
・インジェクション量:500μl
・検出器:Waters Corporation製ディファレンシャルリフラクトメーター
・検量線:単分散ポリスチレン標準試料セットを用いて得られた検量線から、所定の換算定数を用いて作成した。
UHMWPE1質量%、HDPE49質量%、及びMwが10.1×105 で、5×104以下の分子量を有する部分の割合が4.3質量%で、融解熱が108.2 J/gの超高分子量プロピレン単独重合体(PP)50質量%からなるポリオレフィン(PO)組成物100質量部に、酸化防止剤としてジブチルヒドロキシトルエン0.5質量部をドライブレンドした。ただし、UHMWPE及びHDPEからなるポリエチレン組成物について測定した融点は135℃であり、結晶分散温度は90℃であった。
・測定装置:Waters Corporation製Alliance 2000 GPC
・カラム:ポリマーラボラトリーズ社製PL Gel mixed-B3本
・カラム温度:145℃
・溶媒(移動相):1,2,4-トリクロロベンゼン[0.1重量%(6g/4L)のBHTで安定化]
・溶媒流速:1.0 ml/分
・試料濃度:0.25 mg/mL(溶解条件:175℃/1h)
・インジェクション量:300μl
・検出器:Waters Corporation製ディファレンシャルリフラクトメーター
・検量線:単分散ポリスチレン標準試料セットを用いて得られた検量線から、所定の換算定数を用いて作成した。
第二のポリオレフィン微多孔膜Bの両面に、2枚の第一のポリオレフィン微多孔膜Aを重ね、100℃の温度に加熱した一対のロール間に通し、0.5 MPaの圧力で接合し、ABA構成のポリオレフィン三層微多孔膜を作製した。
実施例1と同様にして第一及び第二のポリオレフィン溶液を個別の二軸押出機中で調製し、これらを各二軸押出機から三層用Tダイに供給し、第一のポリオレフィン溶液層/第二のポリオレフィン溶液層/第一のポリオレフィン溶液層の順で積層した成形体となるように押し出した[第二のポリオレフィン溶液層厚の全厚に対する割合:15%]。押し出した成形体を、5℃に温調した冷却ロールで引き取りながら冷却し、ゲル状三層シートを形成した。テンター延伸機を用いて、118℃で長手方向(MD)及び横手方向(TD)ともに5倍となるようにゲル状三層シートを同時二軸延伸した。得られた延伸ゲル状三層シートを実施例1と同様にして洗浄し、風乾した後、テンターに固定し、115℃で10分間熱固定処理を行い、ABA構成のポリオレフィン三層微多孔膜を作製した。
Mwが9.0×105 で、5×104以下の分子量を有する部分の割合が1.2質量%で、融解熱が109.7 J/gのプロピレン単独重合体を用い、ポリオレフィン組成物の配合割合を、UHMWPE 1.4質量%、HDPE 68.6質量%及びPP 30質量%とし、第二のポリオレフィン溶液層厚の多層膜全厚に対する割合を50%とした以外は実施例2と同様にして、ポリオレフィン三層微多孔膜を作製した。
実施例3と同じプロピレン単独重合体を用い、第二のポリオレフィン溶液層厚の多層膜全厚に対する割合を40%とした以外は実施例2と同様にして、ポリオレフィン三層微多孔膜を作製した。
実施例3と同じプロピレン単独重合体を用い、ポリオレフィン組成物の配合割合を、UHMWPE 0.6質量%、HDPE 29.4質量%及びPP 70質量%とし、第二のポリオレフィン溶液層厚の多層膜全厚に対する割合を30%とした以外は実施例2と同様にして、ポリオレフィン三層微多孔膜を作製した。
Mwが18.2×105 で、5×104以下の分子量を有する部分の割合が0.08質量%で、融解熱が107.2 J/gのプロピレン単独重合体を用い、第二のポリオレフィン溶液層厚の多層膜全厚に対する割合を25%とした以外は実施例2と同様にして、ポリオレフィン三層微多孔膜を作製した。
第一及び第二のポリオレフィン溶液を二層用Tダイに供給し、第一のポリオレフィン溶液層/第二のPO溶液層からなる成形体となるように押し出し、第二のポリオレフィン溶液層厚の多層膜全厚に対する割合を20%とした以外実施例6と同様にして、AB構成のポリオレフィン二層微多孔膜を作製した。
ポリエチレン系樹脂としてMwが1.2×106のUHMWPEのみを用いた以外実施例1と同様にして第一のポリオレフィン溶液を調製し、ポリプロピレンとして実施例3と同じプロピレン単独重合体を用いた以外実施例1と同様にして第二のポリオレフィン溶液を調製した。得られた各ポリオレフィン溶液を用い、第二のポリオレフィン溶液層厚の多層膜全厚に対する割合を15%とした以外実施例2と同様にして、ポリオレフィン三層微多孔膜を作製した。
ポリエチレン系樹脂としてHDPEのみを用いた以外実施例1と同様にして第一のポリオレフィン溶液を調製し、ポリプロピレンとして実施例3で用いたプロピレン単独重合体を用いた以外実施例1と同様にして第二のポリオレフィン溶液を調製した。組成物はUHMWPE1質量%、HDPE49質量%及びPP50質量%からなっていた。得られたポリオレフィン溶液を用い、第二のポリオレフィン溶液層厚の多層膜全厚に対する割合を15%とした以外実施例2と同様にして、ポリオレフィン三層微多孔膜を作製した。
ポリプロピレンとして実施例3と同じプロピレン単独重合体を用い、ポリオレフィン組成物として、UHMWPEを含まず、配合割合をHDPE 50質量%及びPP 50質量%とした組成物を用い、第二のポリオレフィン溶液層厚の多層膜全厚に対する割合を10%とした以外は実施例2と同様にして、ポリオレフィン三層微多孔膜を作製した。
ポリオレフィン組成物として、HDPEを含まず、Mwが1.2×106のUHMWPE20質量%、及び実施例3と同じプロピレン単独重合体80質量%からなる組成物を用い、第二のポリオレフィン溶液層厚の多層膜全厚に対する割合を10%とした以外は実施例2と同様にして、ポリオレフィン三層微多孔膜を作製した。
ポリプロピレンとして、Mwが6.9×105 で、5×104以下の分子量を有する部分の割合が4.2質量%で、融解熱が109.6 J/gのプロピレン単独重合体を用い、第二のポリオレフィン溶液層厚の多層膜全厚に対する割合を10%とした以外は実施例2と同様にして、ポリオレフィン三層微多孔膜を作製した。
ポリプロピレンとして、Mwが3.0×105 で、5×104以下の分子量を有する部分の割合が4.9質量%で、融解熱が90.4 J/gのプロピレン単独重合体を用いた以外は実施例2と同様にして、ポリオレフィン三層微多孔膜の作製を試みたが、ポリプロピレンの分散性が悪く、延伸時に破断した。
ポリプロピレンとして、Mwが6.8×105 で、5×104以下の分子量を有する部分の割合が8.4質量%で、融解熱が94.6 J/gのプロピレン単独重合体を用い、第二のポリオレフィン溶液層厚の多層膜全厚に対する割合を50%とした以外は実施例2と同様にして、ポリオレフィン三層微多孔膜を作製した。
ポリプロピレンとして、Mwが15.6×105で、5×104以下の分子量を有する部分の割合が1.2質量%で、融解熱が78.4 J/gのプロピレン単独重合体を用い、第二のポリオレフィン溶液層厚の多層膜全厚に対する割合を50%とした以外は実施例2と同様にして、ポリオレフィン三層微多孔膜を作製した。
実施例4の第二のポリオレフィン溶液と同組成及び同濃度のポリオレフィン溶液を調製した。このポリオレフィン溶液のみをTダイから押し出した以外実施例1と同様にして、ポリオレフィン微多孔膜を作製した。
ポリオレフィン(多層)微多孔膜の95 mm×95 mmの範囲内における5点の膜厚を接触厚み計(株式会社ミツトヨ製ライトマチック)により測定し、膜厚の測定値を平均した。
膜厚T1のポリオレフィン(多層)微多孔膜に対して、透気度計(旭精工株式会社製、EGO-1T)で測定した透気度P1を、式:P2=(P1×20)/T1により、膜厚を20μmとしたときの透気度P2に換算した。
重量法により測定した。
先端が球面(曲率半径R:0.5 mm)の直径1mmの針で、膜厚T1のポリオレフィン(多層)微多孔膜を2mm/秒の速度で突刺したときの最大荷重を測定した。最大荷重の測定値L1を、式:L2=(L1×20)/T1により、膜厚を20μmとしたときの最大荷重L2に換算し、突刺強度とした。
熱機械的分析装置(セイコー電子工業株式会社製、TMA/SS6000)を用い、10 mm(TD)×3mm(MD)の試験片を、一定の荷重2gfで試験片の長手方向に引っ張りながら、5℃/minの速度で室温から昇温し、融点付近で観測されたサンプル長の変曲点の温度をシャットダウン温度とした(図4参照)。
5cm×5cmのポリオレフィン(多層)微多孔膜を直径12 mmの円形開口部を有するブロックで挟み、円形開口部におけるポリオレフィン(多層)微多孔膜上に直径10 mmのタングステンカーバイド製の球を載せ、5℃/分の昇温速度で加熱しながらポリオレフィン(多層)微多孔膜が溶融して破膜する温度を測定した。

(2) 分子量が5×104以下の部分(質量%)。
(3) (I)は第一のポリオレフィン溶液を表し、(II)は第二のポリオレフィン溶液を表す。
(4) (MD×TD)は長手方向(MD)と横手方向(TD)の倍率を表す。
(5) (I)は第一のポリオレフィン微多孔膜を表し、(II)は第二のポリオレフィン微多孔膜を表す。
(6) 積層した多層多孔膜に対する第二層の厚さ比。
Claims (9)
- 主としてポリエチレン系樹脂を含む第一の多孔質層と、ポリエチレン系樹脂、及び(1) 重量平均分子量が6×105以上で、(2) 走査型示差熱量計により測定した融解熱が90 J/g以上で、(3) 5×104以下の分子量を有する部分の割合が5質量%以下のポリプロピレンを含む第二の多孔質層とを有し、前記第二の多孔質層のポリプロピレン含有量が、前記第二の多孔質層のポリエチレン系樹脂及びポリプロピレンを含むポリオレフィン組成物を100質量%として、30〜80質量%であることを特徴とする多層微多孔膜。
- 請求項1に記載の多層微多孔膜において、前記ポリプロピレンが6.5×105以上の重量平均分子量及び95 J/g以上の融解熱を有し、前記ポリプロピレンのうち5×104以下の分子量を有する部分の割合が4.5質量%以下であることを特徴とする多層微多孔膜。
- 請求項1又は2に記載の多層微多孔膜において、前記第一の多孔質層のポリエチレン系樹脂が、前記第二の多孔質層のポリエチレン系樹脂と同じであり、2×105以上の重量平均分子量を有することを特徴とする多層微多孔膜。
- 請求項1又は2に記載の多層微多孔膜において、前記第一の多孔質層のポリエチレン系樹脂が、前記第二の多孔質層のポリエチレン系樹脂と異なることを特徴とする多層微多孔膜。
- 請求項1〜4のいずれかに記載の多層微多孔膜において、前記第一の多孔質層及び前記第二の多孔質層の二層構造か、前記第一の多孔質層、前記第二の多孔質層及び前記第一の多孔質層の三層構造か、前記第二の多孔質層、前記第一の多孔質層及び前記第二の多孔質層の三層構造を有することを特徴とする多層微多孔膜。
- (1) ポリエチレン系樹脂及び希釈剤を混合して第一のポリオレフィン溶液を調製し、(2) 希釈剤、ポリエチレン系樹脂、及び重量平均分子量が6×105以上で、走査型示差熱量計により測定した融解熱が90 J/g以上で、5×104以下の分子量を有する部分の割合が5質量%以下のポリプロピレンを混合して第二のポリオレフィン溶液を調製し、(3) 前記第一及び第二のポリオレフィン溶液を少なくとも一つのダイより共に押し出し、(4) 得られた層状共押出し成形体を冷却し、(5) 得られた多層ゲル状シートを少なくとも一方向に延伸し、(6) 延伸後の多層ゲル状シートから少なくとも一部の希釈剤を除去し、(7) 得られた多層微多孔膜を乾燥し、(8) 熱処理する工程を有する多層微多孔膜の製造方法であって、前記第二のポリオレフィン溶液中のポリプロピレン含有量が、前記第二のポリオレフィン溶液中のポリエチレン系樹脂及びポリプロピレンを含むポリオレフィン組成物を100質量%として30〜80質量%であることを特徴とする多層微多孔膜の製造方法。
- 請求項6に記載の多層微多孔膜の製造方法において、前記工程(3)で形成する層状共押し出し成形体が、前記第二のゲル状シートの両側に前記第一のゲル状シートを有する層からなるか、前記第一のゲル状シートの両側に前記第二のゲル状シートを有する層からなることを特徴とする方法。
- 請求項1〜5のいずれかに記載の多層微多孔膜からなることを特徴とする電池用セパレータ。
- 請求項1〜5のいずれかに記載の多層微多孔膜からなる電池用セパレータを有することを特徴とする電池。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/513,557 US7981536B2 (en) | 2006-08-31 | 2006-08-31 | Microporous membrane, battery separator and battery |
| US11/513,557 | 2006-08-31 | ||
| PCT/JP2007/067447 WO2008026780A1 (en) | 2006-08-31 | 2007-08-31 | Microporous membrane, battery separator and battery |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012204424A Division JP5451839B2 (ja) | 2006-08-31 | 2012-09-18 | 多層微多孔膜及びその製造方法、並びに電池用セパレータ及び電池 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2010502472A JP2010502472A (ja) | 2010-01-28 |
| JP2010502472A5 JP2010502472A5 (ja) | 2010-10-21 |
| JP5094844B2 true JP5094844B2 (ja) | 2012-12-12 |
Family
ID=37890399
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009509799A Active JP5094844B2 (ja) | 2006-08-31 | 2007-08-31 | 微多孔膜、電池用セパレータ及び電池 |
| JP2012204424A Active JP5451839B2 (ja) | 2006-08-31 | 2012-09-18 | 多層微多孔膜及びその製造方法、並びに電池用セパレータ及び電池 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012204424A Active JP5451839B2 (ja) | 2006-08-31 | 2012-09-18 | 多層微多孔膜及びその製造方法、並びに電池用セパレータ及び電池 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US7981536B2 (ja) |
| EP (1) | EP2057013B1 (ja) |
| JP (2) | JP5094844B2 (ja) |
| KR (1) | KR101340397B1 (ja) |
| CN (1) | CN101511589B (ja) |
| AT (1) | ATE485162T1 (ja) |
| DE (1) | DE602007010001D1 (ja) |
| TW (1) | TWI423498B (ja) |
| WO (1) | WO2008026780A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013035293A (ja) * | 2006-08-31 | 2013-02-21 | Toray Battery Separator Film Co Ltd | 多層微多孔膜及びその製造方法、並びに電池用セパレータ及び電池 |
Families Citing this family (63)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20070264578A1 (en) * | 2006-05-15 | 2007-11-15 | Tonen Chemical Corporation | Microporous polyolefin membrane, its production method and battery separator |
| US7807287B2 (en) * | 2006-08-31 | 2010-10-05 | Tonen Chemical Corporation | Multi-layer, microporous membrane, battery separator and battery |
| US8304113B2 (en) * | 2007-03-05 | 2012-11-06 | Advanced Membrane Systems, Inc. | Polyolefin and ceramic battery separator for non-aqueous battery applications |
| US8323821B2 (en) * | 2007-11-09 | 2012-12-04 | Toray Battery Separator Film Co., Ltd. | Multi-layer microporous membrane, battery separator and battery |
| US8338017B2 (en) | 2007-10-12 | 2012-12-25 | Toray Battery Separator Film Co., Ltd. | Microporous membrane and manufacturing method |
| CN101821876B (zh) * | 2007-10-12 | 2013-04-17 | 东丽电池隔膜株式会社 | 微孔膜和此种膜的制造和使用方法 |
| US8748028B2 (en) | 2007-11-02 | 2014-06-10 | Toray Battery Separator Film Co. Ltd. | Multi-layer microporous membrane, battery separator and battery |
| US8012622B2 (en) | 2007-11-14 | 2011-09-06 | Toray Tonen Specialty Separator Godo Kaisha | Multi-layer, microporous membrane, battery separator and battery |
| WO2009064296A1 (en) * | 2007-11-14 | 2009-05-22 | Tonen Chemical Corporation | Multi-layer, microporous membrane, battery separator formed by such a membrane and battery comprising such a separator |
| ES2428094T3 (es) | 2007-11-30 | 2013-11-05 | Toray Battery Separator Film Co., Ltd. | Películas microporosas, procedimientos para su producción y aplicaciones de las mismas |
| WO2009084720A1 (en) * | 2007-12-31 | 2009-07-09 | Tonen Chemical Corporation | Microporous multilayer membrane, system and process for producing such membrane, and the use of such membrane |
| EP2111914A1 (en) * | 2008-04-24 | 2009-10-28 | Tonen Chemical Corporation | Multi-layer microporous membrane, battery separator and battery |
| JP5519682B2 (ja) * | 2008-10-24 | 2014-06-11 | 東レバッテリーセパレータフィルム株式会社 | 多層微多孔膜ならびにかかる膜を製造および使用するための方法 |
| JP4734396B2 (ja) * | 2008-11-10 | 2011-07-27 | 三菱樹脂株式会社 | 積層多孔性フィルム、それを利用したリチウム電池用セパレータおよび電池 |
| KR101071602B1 (ko) * | 2008-11-10 | 2011-10-10 | 미쓰비시 쥬시 가부시끼가이샤 | 적층 다공성 필름, 리튬 전지용 세퍼레이터 및 전지 |
| JP4734397B2 (ja) * | 2008-11-10 | 2011-07-27 | 三菱樹脂株式会社 | 積層多孔性フィルム、それを利用したリチウムイオン電池用セパレータ、および電池 |
| JPWO2010058789A1 (ja) * | 2008-11-19 | 2012-04-19 | 三井化学株式会社 | ポリオレフィン樹脂組成物およびその用途 |
| WO2010062856A1 (en) * | 2008-11-26 | 2010-06-03 | Tonen Chemical Corporation | Microporous membrane, methods for making such film, and the use of such film as battery separator film |
| US9744500B2 (en) * | 2009-03-30 | 2017-08-29 | Toray Industries, Inc. | Microporous polymeric membranes, battery separators, and production methods therefor |
| US20100266153A1 (en) | 2009-04-15 | 2010-10-21 | Gobeli Garth W | Electronically compensated micro-speakers and applications |
| US20120052362A1 (en) | 2009-04-23 | 2012-03-01 | Toray Tonen Specialty Separator Godo Kaisha | Thermoplastic film, methods for making such film, and the use of such film as battery separator film |
| CN102414015A (zh) | 2009-04-23 | 2012-04-11 | 东丽东燃机能膜合同会社 | 热塑性膜、该膜的制造方法以及该膜作为电池隔膜的应用 |
| WO2010128370A1 (en) * | 2009-05-04 | 2010-11-11 | Toray Tonen Specialty Separator Godo Kaisha | Microporous membranes and methods for producing and using such membranes |
| JP2012530802A (ja) | 2009-06-19 | 2012-12-06 | 東レバッテリーセパレータフィルム株式会社 | 微多孔膜、かかる膜の製造方法、およびバッテリーセパレーターフィルムとしてのかかる膜の使用 |
| WO2011074696A1 (en) | 2009-12-18 | 2011-06-23 | Toray Tonen Specialty Separator Godo Kaisha | Microporous membranes, methods for making same and their use as battery separator films |
| EP2523747B1 (en) * | 2010-01-13 | 2017-02-08 | Toray Battery Separator Film Co., Ltd. | Microporous membranes and methods for producing and using such membranes |
| US20110223485A1 (en) * | 2010-03-15 | 2011-09-15 | Toray Tonen Specialty Separator Godo Kaisha | Microporous membranes, methods for making these membranes, and the use of these membranes as battery separator films |
| JP6138687B2 (ja) | 2010-09-09 | 2017-05-31 | カリフォルニア インスティチュート オブ テクノロジー | 電気化学エネルギー貯蔵システム及びその方法 |
| CN102527260B (zh) * | 2010-12-31 | 2014-09-03 | 重庆云天化纽米科技有限公司 | 一种多层聚乙烯微孔膜及其制备方法 |
| JP6270718B2 (ja) | 2011-07-11 | 2018-01-31 | カリフォルニア インスティチュート オブ テクノロジー | 電気化学システム用のセパレータシステムおよび電気化学セル |
| US9379368B2 (en) | 2011-07-11 | 2016-06-28 | California Institute Of Technology | Electrochemical systems with electronically conductive layers |
| CN102501419B (zh) * | 2011-11-25 | 2014-06-04 | 佛山市金辉高科光电材料有限公司 | 一种聚烯烃多层微多孔膜及其制备方法 |
| WO2013099607A1 (ja) * | 2011-12-28 | 2013-07-04 | 東レバッテリーセパレータフィルム株式会社 | ポリオレフィン微多孔膜及びその製造方法 |
| TWI453114B (zh) * | 2012-05-11 | 2014-09-21 | Entire Technology Co Ltd | 多孔複合膜的製造方法 |
| CN105246692B (zh) * | 2013-05-31 | 2017-12-08 | 东丽株式会社 | 聚烯烃多层微多孔膜及其制造方法 |
| KR102266028B1 (ko) * | 2013-05-31 | 2021-06-16 | 도레이 카부시키가이샤 | 폴리올레핀 미다공막 및 이의 제조 방법 |
| KR101523433B1 (ko) * | 2013-10-11 | 2015-05-27 | 주식회사 효성 | 내열성이 우수한 다층 미세다공막 및 그의 제조방법 |
| US10714724B2 (en) | 2013-11-18 | 2020-07-14 | California Institute Of Technology | Membranes for electrochemical cells |
| WO2015074037A2 (en) | 2013-11-18 | 2015-05-21 | California Institute Of Technology | Separator enclosures for electrodes and electrochemical cells |
| JP2015105365A (ja) * | 2013-12-02 | 2015-06-08 | 三菱樹脂株式会社 | フッ素系樹脂多孔体 |
| US9837652B2 (en) * | 2014-04-09 | 2017-12-05 | Sumitomo Chemical Company, Limited | Layered porous film, and non-aqueous electrolyte secondary battery |
| SG10201809926TA (en) * | 2014-05-09 | 2018-12-28 | Toray Industries | Multi-layer polyolefin porous membrane, battery separatorobtained using the same, and method for producing the same |
| EP3085531B1 (en) * | 2014-05-30 | 2018-05-02 | Toray Industries, Inc. | Polyolefin multilayer microporous membrane and battery separator |
| KR102098460B1 (ko) | 2015-06-03 | 2020-04-07 | 가부시키가이샤 닛폰 쇼쿠바이 | 아니온 전도성막 |
| JP6762764B2 (ja) * | 2015-06-03 | 2020-09-30 | 株式会社日本触媒 | イオン伝導性膜 |
| CN108475750B (zh) | 2015-11-11 | 2023-03-10 | 赛尔格有限责任公司 | 微层膜、改进的电池隔板及制造和使用方法 |
| US10340528B2 (en) | 2015-12-02 | 2019-07-02 | California Institute Of Technology | Three-dimensional ion transport networks and current collectors for electrochemical cells |
| JP2017212040A (ja) | 2016-05-23 | 2017-11-30 | オートモーティブエナジーサプライ株式会社 | リチウムイオン二次電池 |
| EP3539173A4 (en) * | 2016-11-11 | 2020-10-28 | Celgard LLC | IMPROVED MICROLAYER MEMBRANES, IMPROVED BATTERY SEPARATORS, AND RELATED PROCEDURES |
| CN115472995A (zh) | 2016-12-27 | 2022-12-13 | 三菱化学株式会社 | 分隔构件、电池组和电池组的传热控制方法 |
| CN108269956B (zh) * | 2016-12-30 | 2020-04-03 | 比亚迪股份有限公司 | 一种聚合物复合膜及其制备方法和锂离子电池 |
| CN106926515A (zh) * | 2017-02-09 | 2017-07-07 | 重庆伟业电源材料有限公司 | 一种复合型电池隔板及其制作方法 |
| WO2020137336A1 (ja) * | 2018-12-26 | 2020-07-02 | 東レ株式会社 | ポリオレフィン微多孔膜及びポリオレフィン微多孔膜の製造方法 |
| KR20210114330A (ko) * | 2019-01-16 | 2021-09-23 | 도레이 카부시키가이샤 | 폴리올레핀 다층 미다공막 및 그 제조 방법 |
| CN112670666B (zh) | 2019-05-07 | 2022-08-12 | 宁德新能源科技有限公司 | 电化学装置 |
| CN110429229A (zh) | 2019-07-31 | 2019-11-08 | 宁德新能源科技有限公司 | 多层隔离膜及使用其的装置 |
| CN111416086B (zh) * | 2020-03-04 | 2021-09-14 | 华为技术有限公司 | 电池隔膜及其制备方法、电池和终端 |
| CN111599967B (zh) * | 2020-05-29 | 2021-10-08 | 江苏厚生新能源科技有限公司 | 孔关闭可控的微孔膜及其制备方法和应用 |
| CN112592510B (zh) * | 2020-12-15 | 2022-08-02 | 上海恩捷新材料科技有限公司 | 一种聚烯烃微多孔膜的制备方法 |
| WO2022154069A1 (ja) * | 2021-01-18 | 2022-07-21 | 東レ株式会社 | ポリオレフィン微多孔膜および積層ポリオレフィン微多孔膜 |
| CN114156596B (zh) * | 2021-12-03 | 2023-08-22 | 东莞市魔方新能源科技有限公司 | 一种锂离子电池用隔膜及含该隔膜的锂离子电池 |
| CN114770985A (zh) * | 2022-02-25 | 2022-07-22 | 江苏安卡新材料科技有限公司 | 一种全聚烯烃防弹复合材料的制备方法 |
| KR102563504B1 (ko) * | 2022-06-14 | 2023-08-04 | 주식회사 엘지에너지솔루션 | 전기화학소자용 폴리올레핀 분리막 및 이를 구비한 전기화학소자 |
Family Cites Families (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2625798B2 (ja) | 1987-07-04 | 1997-07-02 | 東レ株式会社 | 電解液セパレータ |
| US4877679A (en) * | 1988-12-19 | 1989-10-31 | Ppg Industries, Inc. | Multilayer article of microporous and porous materials |
| JPH06104736B2 (ja) | 1989-08-03 | 1994-12-21 | 東燃株式会社 | ポリオレフィン微多孔膜 |
| US5281491A (en) * | 1991-12-20 | 1994-01-25 | W. R. Grace & Co. | Battery separator |
| JP3236359B2 (ja) | 1992-09-11 | 2001-12-10 | 旭化成株式会社 | ポリオレフィン微孔性多孔膜 |
| JP3347854B2 (ja) | 1993-12-27 | 2002-11-20 | 東燃化学株式会社 | ポリオレフィン微多孔膜、その製造方法、それを用いた電池用セパレーター及びフィルター |
| JP3348965B2 (ja) | 1994-03-31 | 2002-11-20 | 三井化学株式会社 | 高分子量ポリエチレンと高分子量ポリプロピレンの組成物よりなる微孔性二軸延伸フィルム、その製法およびその用途 |
| KR100257359B1 (ko) * | 1995-12-05 | 2000-05-15 | 야마모토 카즈모토 | 낮은 융합 온도를 갖는 미세다공성 폴리에틸렌 막 |
| JP3939778B2 (ja) * | 1996-02-09 | 2007-07-04 | 日東電工株式会社 | 電池用セパレータ |
| DE69824276T2 (de) * | 1997-10-23 | 2005-07-07 | Tonen Chemical Corp. | Verfahren zur herstellung einer hochdurchlässigen mitroporösen polyolefinische folie |
| KR100667052B1 (ko) * | 1999-02-19 | 2007-01-10 | 토넨 케미칼 코퍼레이션 | 폴리올레핀 미세다공성 막과 그의 제조방법 |
| EP1097962B2 (en) * | 1999-02-19 | 2013-07-17 | Toray Battery Separator Film Co., Ltd. | Polyolefin microporous film and method for preparing the same |
| US20020136945A1 (en) * | 2000-01-18 | 2002-09-26 | Call Ronald W. | Multilayer battery separators |
| JP4677663B2 (ja) | 2000-10-26 | 2011-04-27 | 東レ東燃機能膜合同会社 | ポリオレフィン微多孔膜 |
| JP2002194132A (ja) | 2000-12-26 | 2002-07-10 | Tonen Chem Corp | ポリオレフィン微多孔膜及びその製造方法 |
| JP2002284918A (ja) * | 2001-03-23 | 2002-10-03 | Tonen Chem Corp | ポリオレフィン微多孔膜及びその製造方法並びに用途 |
| JP4931163B2 (ja) * | 2001-04-24 | 2012-05-16 | 旭化成イーマテリアルズ株式会社 | ポリオレフィン製微多孔膜 |
| US6878226B2 (en) | 2002-01-08 | 2005-04-12 | Wei-Ching Yu | Continuous methods of making microporous battery separators |
| JP4117167B2 (ja) | 2002-09-04 | 2008-07-16 | 株式会社ナナオ | スロットマシン及び制御プログラム |
| JP4195810B2 (ja) | 2002-12-16 | 2008-12-17 | 東燃化学株式会社 | ポリオレフィン微多孔膜及びその製造方法並びに用途 |
| JP4121846B2 (ja) | 2002-12-16 | 2008-07-23 | 東燃化学株式会社 | ポリオレフィン微多孔膜及びその製造方法並びに用途 |
| WO2004089627A1 (ja) | 2003-04-04 | 2004-10-21 | Asahi Kasei Chemicals Corporation | ポリオレフィン微多孔膜 |
| US7785735B2 (en) * | 2003-12-03 | 2010-08-31 | Tonen Chemical Corporation | Microporous composite membrane and its producing method and use |
| TWI415881B (zh) * | 2004-04-22 | 2013-11-21 | Toray Industries | 微孔性聚丙烯薄膜及其製法 |
| JP4384630B2 (ja) * | 2004-12-23 | 2009-12-16 | トーレ・サエハン・インコーポレーテッド | 二次電池セパレータ用ポリエチレン微多孔膜及びその製造方法 |
| US20070264578A1 (en) * | 2006-05-15 | 2007-11-15 | Tonen Chemical Corporation | Microporous polyolefin membrane, its production method and battery separator |
| US7981536B2 (en) * | 2006-08-31 | 2011-07-19 | Toray Tonen Specialty Separator Godo Kaisha | Microporous membrane, battery separator and battery |
-
2006
- 2006-08-31 US US11/513,557 patent/US7981536B2/en active Active
-
2007
- 2007-08-31 EP EP07806888A patent/EP2057013B1/en active Active
- 2007-08-31 KR KR1020097006439A patent/KR101340397B1/ko active IP Right Grant
- 2007-08-31 JP JP2009509799A patent/JP5094844B2/ja active Active
- 2007-08-31 CN CN2007800324009A patent/CN101511589B/zh active Active
- 2007-08-31 WO PCT/JP2007/067447 patent/WO2008026780A1/en active Application Filing
- 2007-08-31 AT AT07806888T patent/ATE485162T1/de not_active IP Right Cessation
- 2007-08-31 TW TW96132421A patent/TWI423498B/zh active
- 2007-08-31 DE DE602007010001T patent/DE602007010001D1/de active Active
-
2012
- 2012-09-18 JP JP2012204424A patent/JP5451839B2/ja active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013035293A (ja) * | 2006-08-31 | 2013-02-21 | Toray Battery Separator Film Co Ltd | 多層微多孔膜及びその製造方法、並びに電池用セパレータ及び電池 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR101340397B1 (ko) | 2013-12-11 |
| JP5451839B2 (ja) | 2014-03-26 |
| TW200822422A (en) | 2008-05-16 |
| WO2008026780A1 (en) | 2008-03-06 |
| CN101511589A (zh) | 2009-08-19 |
| US20080057389A1 (en) | 2008-03-06 |
| EP2057013A4 (en) | 2009-08-19 |
| ATE485162T1 (de) | 2010-11-15 |
| JP2010502472A (ja) | 2010-01-28 |
| DE602007010001D1 (de) | 2010-12-02 |
| CN101511589B (zh) | 2011-10-26 |
| EP2057013A1 (en) | 2009-05-13 |
| TWI423498B (zh) | 2014-01-11 |
| JP2013035293A (ja) | 2013-02-21 |
| KR20090057295A (ko) | 2009-06-04 |
| US7981536B2 (en) | 2011-07-19 |
| EP2057013B1 (en) | 2010-10-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5094844B2 (ja) | 微多孔膜、電池用セパレータ及び電池 | |
| JP5548290B2 (ja) | 多層微多孔膜、電池用セパレータ及び電池 | |
| JP4902455B2 (ja) | ポリオレフィン多層微多孔膜、その製造方法、電池用セパレータ及び電池 | |
| US9431642B2 (en) | Multi-layer microporous polyolefin membrane and battery separator | |
| JP5312450B2 (ja) | ポリオレフィン多層微多孔膜、その製造方法、電池用セパレータ及び電池 | |
| JP5450929B2 (ja) | ポリオレフィン多層微多孔膜、その製造方法、電池用セパレータ及び電池 | |
| US20090253032A1 (en) | Multi-layer, microporous polyolefin membrane, its production method, battery separator, and battery | |
| JP5202866B2 (ja) | ポリオレフィン多層微多孔膜、その製造方法、電池用セパレータ及び電池 | |
| US8012622B2 (en) | Multi-layer, microporous membrane, battery separator and battery | |
| US8507124B2 (en) | Multi-layer, microporous membrane, battery separator and battery | |
| WO2009064296A1 (en) | Multi-layer, microporous membrane, battery separator formed by such a membrane and battery comprising such a separator |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100830 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100830 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20110331 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120314 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120507 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120821 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120918 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5094844 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150928 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |