JP4936880B2 - ノズルプレート、ノズルプレートの製造方法、液滴吐出ヘッド及び液滴吐出装置 - Google Patents
ノズルプレート、ノズルプレートの製造方法、液滴吐出ヘッド及び液滴吐出装置 Download PDFInfo
- Publication number
- JP4936880B2 JP4936880B2 JP2006350146A JP2006350146A JP4936880B2 JP 4936880 B2 JP4936880 B2 JP 4936880B2 JP 2006350146 A JP2006350146 A JP 2006350146A JP 2006350146 A JP2006350146 A JP 2006350146A JP 4936880 B2 JP4936880 B2 JP 4936880B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- silicon
- silicon layer
- nozzle plate
- flow path
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images














Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/162—Manufacturing of the nozzle plates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2/1433—Structure of nozzle plates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1626—Manufacturing processes etching
- B41J2/1628—Manufacturing processes etching dry etching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1626—Manufacturing processes etching
- B41J2/1629—Manufacturing processes etching wet etching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1631—Manufacturing processes photolithography
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1632—Manufacturing processes machining
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/164—Manufacturing processes thin film formation
- B41J2/1642—Manufacturing processes thin film formation thin film formation by CVD [chemical vapor deposition]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/164—Manufacturing processes thin film formation
- B41J2/1643—Manufacturing processes thin film formation thin film formation by plating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/164—Manufacturing processes thin film formation
- B41J2/1645—Manufacturing processes thin film formation thin film formation by spincoating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/164—Manufacturing processes thin film formation
- B41J2/1646—Manufacturing processes thin film formation thin film formation by sputtering
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49401—Fluid pattern dispersing device making, e.g., ink jet
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Particle Formation And Scattering Control In Inkjet Printers (AREA)
Description
このインクジェット法に用いられる液滴吐出ヘッドは、一般に「インクジェットヘッド」などと呼ばれ、精巧な技術を駆使して製造される精密な部品により構成されている。特に、インクや膜素材が吐出されるノズル孔が形成されたノズルプレートは、着弾特性・飛翔特性などの基本的な動作特性に大きな影響を与えるため、極めて高い加工精度が要求されている。
図1は、本発明の第1の実施の形態に係るノズルプレートをそのノズル孔の方向から眺めた模式外観図である。
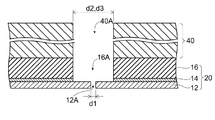
また、図2は、図1のA−A断面図である。
一方、ガラス層40には、流路16Aに連通した液室40Aが形成されている。液室40Aの開口形状は略円形としてもよく、その他、各種の形状を採用することも可能である。
また、例えばノズル孔12Aの開口径d1を20マイクロメータとした場合、流路16Aの開口径d2は200マイクロメータ、液室の開口径d3は400マイクロメータ程度とすることができる。本発明者の試作検討の結果によれば、吐出される液体の吐出量や吐出方向を安定にするためには、流路16Aの最も広い部分の開口径d2の最大値は、ノズル孔12Aの開口径d1の10倍を超えないようにすることが望ましいことが分かった。これは、流路16Aの開口径d2とノズル孔12Aの開口径d1とが極端に異なると、ノズル孔12Aに向けて液体の流路の断面積が急激に絞られることになり、ノズル孔12Aへの液体の供給が不安定になるからであると考えられる。
図3は、本実施形態のノズルプレートの製造方法を例示する工程断面図である。なお、図3以降の各図については、既出の図に表したものと同様の要素には同一の符号を付して詳細な説明は適宜省略する。
第1のシリコン層12、酸化シリコン層14、第2のシリコン層16を積層したSOIウェーハの表面まずエッチングして表面の酸化膜を除去する。ここで用いるSOIウェーハは、第1のシリコン層12及び第2のシリコン層16の主面の結晶方位が例えば(100)面のものとすることができる。ただし、本実施形態における第1のシリコン層12及び第2のシリコン層16は必ずしも単結晶である必要はなく、例えば、CVD(Chemical Vapor Deposition)法などにより形成された多結晶体であってもよい。
このようなSOIウェーハを水蒸気を含む酸素雰囲気で摂氏1100度で約10時間の熱処理を施すことにより、図3(a)に表したように、SOIウェーハの表面に厚みが2マイクロメータ程度の酸化膜200を形成することができる。
次に、図3(c)に表したように、開口200Aに露出する第1のシリコン層12をエッチングしてノズル孔12Aを形成する。この際に、例えば、ICP(Inductive Coupled Plasma)を用いたRIE(Reactive Ion Etching)などの方法により、フッ素系や塩素系のエッチングガスなどを用いて、開口200Aをマスクとして略垂直なノズル孔12Aを形成することができる。また、酸化シリコン層14をエッチングストッパとして用いることにより、第1のシリコン層12のみをエッチングすることができる。すなわち、ハロゲン系のエッチングガスを用いた場合、シリコンに対するエッチング速度に比較して酸化シリコンに対するエッチング速度を十分に低くすることが可能であるので、酸化シリコン層14をエッチングストッパとして用いることができる。
次に、図3(e)に表したように、流路16Aの底に露出した酸化シリコン層14と、SOIウェーハの表面を覆う酸化膜200と、を除去する。この際には、例えばフッ酸系のエッチャントを用いたウエットエッチングを用いることができる。このようにして流路16Aとノズル孔12Aとが連通する。その後、SOIウェーハをダイシングして、ノズルプレートに搭載するSOI層20を切り出す。
ここで、陽極接合(anodic bonding)は、可動イオンを含むガラスとシリコンとを重ね合わせ、熱と電圧を加えることにより密着接合する方法である。ガラスとシリコンとを重ね合わせて、摂氏300〜400度程度に加熱し、ガラス側を陰極、シリコン側を陽極となるように、例えば数100ボルト程度の電圧を印加する。雰囲気は、大気でもよく、窒素などでもよい。すると、電気的二重層が発生してガラス中に含まれる陽イオンが陰極側に強制的に拡散する。その結果として、ガラスとシリコンとの間に静電引力が発生して密着が促され、ガラスとシリコンとが化学反応により接合される。
図4は、ノズル孔12Aの開口形状について説明するための模式図である。すなわち、図4(a)は図2と同様の断面構造を表し、図(b)〜(d)は、図4(a)において符号Aにより表した部分の拡大図である。
ノズル孔12Aの出口側の開口径d11と、入口側の開口径d12と、が図4(b)に表したようにd11<d12なる関係にある場合、及び図4(c)に表したようにd11=d12なる関係にある場合には、ノズル孔12Aから吐出される液体の着弾特性や飛翔特性は概ね良好となる。これに対して、図4(d)に表したように、d11>d12となる場合には、ノズル孔12Aから吐出される液体が周囲に飛散する傾向がみられ、着弾特性や飛翔特性が低下する。従って、ノズル孔12Aの出口側の開口径d11は、入口側の開口径d12と同等かそれ以下とすることが望ましい。
本具体例においては、流路16Aがノズル孔12Aに向けて集束する開口形状を有する。このような開口形状にした場合、液室40Aからノズル孔12Aに向けたインクなどの液体の流れをより円滑にすることが可能となり、着弾特性や飛翔特性をさらに向上させることが可能となる。なお、このような集束した開口形状は、例えば、図3(d)に関して前述したプロセスにおいて、シリコンの面方位に対してエッチング異方性を有するウェットエッチングを用いることにより実現可能である。または、フッ素などのエッチングガスを用いたドライエッチングにおいて、等方的にエッチングが進行する条件でエッチングすることにより、開口200Bの周囲の酸化膜200の下の第2のシリコン層16をアンダーカットし、図5に表したような集束形状の流路16Aを形成することができる。
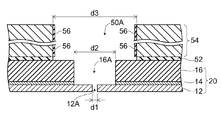
本具体例においては、流路16Aの開口径d2と、液室40Aの開口径d3と、がほぼ同一とされている。例えば、ノズル孔12Aの開口径d1が小さい場合などは、このように、d2とd3をほぼ同一とすることで、液体の流れが急激に絞られる部分をなくし、ノズル孔12Aまで円滑に供給することができる場合がある。ひとつの具体例として、例えば、ノズル孔12Aの開口径d1を20マイクロメータとした時に、流路16Aの開口径d2と液室40Aの開口径d3をいずれも200マイクロメータ程度とすることができる。
本具体例は、図5に表した具体例と図6に表した具体例とを組み合わせたものである。すなわち、流路16Aの上端の開口径d2は液室40Aの開口径d3とほぼ同一とされ、さらに流路16Aはノズル孔12Aに向けて集束した開口形状を有する。このようにすれば、液体の流れが急激に絞られる部分をさらに少なくし、ノズル孔12Aまでさらに円滑に供給することができる場合がある。
本具体例においては、SOI層20の上に、薄いガラス層52が設けられ、その上に、液室層54が設けられている。液室層54は、金属や無機材料により形成され、液室50Aが形成されている。本具体例の構造は、液室層54の表面にガラス層52を形成し、このガラス層52とSOI層20とを陽極接合することにより得られる。例えば、液室層54の表面にスパッタや塗布などの方法で可動イオンを含有するガラス層52を形成し、ガラス層52とSOI層40とを陽極接合することができる。この場合、ガラス層52の厚みは数マイクロメータ程度でよい。
図9は、本発明の第2の実施の形態のかかるノズルプレートの断面構造を表す模式図である。
本実施形態のノズルプレートは、シリコン層12と、ガラス層40と、を有する。これらシリコン層12とガラス層40とは陽極接合により接合されている。シリコン層12にはノズル孔12Aが形成され、ガラス層40には液室40Aが形成されている。そして、図中に挿入した拡大図に表したように、ノズル孔12Aの内壁には、被覆膜13が形成されている。またさらに、シリコン層12の吐出面には、撥水層19が形成されている。
本発明者は、ノズル孔12Aの開口径を20マイクロメータとし、被覆膜13として熱酸化法により約100ナノメータの厚みの熱酸化膜を形成したノズルプレートと、このような被覆膜13を設けないノズルプレートと、をそれぞれ試作して吐出実験を実施した。その結果、親水性のインクを用いた場合、被覆膜13を設けないノズルプレートにおいて不吐ノズル(吐水が不十分であったノズル孔12A)の割合が35パーセントであったのに対し、酸化シリコンからなる被覆膜13を設けたノズルプレートにおいて不吐ノズルの割合は0パーセントにまで改善された。
被覆膜13の材料としてシリコンの熱酸化膜を用いた場合、母体のシリコン層12に対する付着強度が高く、且つ緻密な膜が得られやすい点で有利である。
すなわち、本具体例は、図2に関して前述したノズルプレート10に、被覆膜13と撥水層19とを設けたものである。本具体例によれば、第1実施形態に関して前述した効果と、本実施形態による効果とを併せて得られる。その結果として、ノズル孔12Aの開口径を小さくしたような場合でも、その位置や形状などを精密に形成でき、且つ液体を円滑に吐出させることにより、着弾特性や飛翔特性などの動作特性に優れたノズルプレートを提供できる。
本具体例においても、まず、ノズル孔12Aを形成し(ステップS12)、流路16Aを形成する(ステップS14)。
これらいずれの方法の場合も、陽極接合の温度よりも低温でシリコン酸化膜を形成することができる。従って、ガラス層40と陽極接合した後に、被覆膜13としてのシリコン酸化膜を形成することが可能である。
図13は、ガラス層40の具体例を表す模式図である。すなわち、図13(a)は、ガラス層40の断面図であり、図13(b)は、ガラス層40の平面図である。なお、図13(a)は図13(b)のA−A線断面図であり、図13(b)は、SOI層20に接合される接合面40Cとは反対側の主面40Dから眺めた模式図である。
ガラス層40の接合面40Cに開口した液室40Aは、接合面40Cとは反対側の主面40Dの側に設けられた導入路40Bに連通し、導入路40Bからインクなどの液体の供給を受ける。
すなわち、液滴吐出ヘッドの駆動方式としては、加熱により気泡を発生させ膜沸騰現象を利用して液体を吐出させる「サーマル型」と、圧電素子の屈曲変位を利用して液体を吐出させる「圧電型」と、があるが、説明の便宜上、ここでは圧電型を例にとって説明をする。
この液滴吐出装置は、インクなどの吐出すべき液体が貯留された液体タンク300と、液滴を吐出する液滴吐出ヘッド100と、吐出された液滴を受け取る被処理体を保持する被処理体保持部400と、液滴吐出ヘッド100と被処理体保持部400とを相対的に移動させる駆動部500と、液滴吐出ヘッド100と被処理体保持部400と駆動部500とを制御する制御部600と、を備える。
また、前述した各具体例が備える各要素は、可能な限りにおいて組み合わせることができ、これらを組み合わせたものも本発明の特徴を含む限り本発明の範囲に包含される。
また、ノズルプレートの製造方法についても例示したものに限定されるわけではなく適宜変更をすることができる。
Claims (10)
- 第1のシリコン層と、
ガラス層と、
前記ガラス層と接合された第2のシリコン層と、
前記第1のシリコン層と前記第2のシリコン層との間に設けられた酸化シリコン層と、
前記第2のシリコン層と反対側において前記ガラス層に接触して設けられ前記ガラス層とは異なる材料により形成された液室層と、
を備え、
前記第1のシリコン層を貫通し液滴を吐出するノズル孔と、
前記酸化シリコン層及び前記第2のシリコン層を貫通し前記ノズル孔に連通した流路と、
前記ガラス層に形成され前記流路に連通し前記液室層に延在してなる液室と、
が形成されてなることを特徴とするノズルプレート。 - 前記ノズル孔の開口径よりも前記流路の開口径が大きく、
前記流路の開口径よりも前記液室の開口径が大きいことを特徴とする請求項1記載のノズルプレート。 - 前記ノズル孔から吐出される液体に対する親和性がシリコンよりも高い材料からなる被覆膜が前記ノズル孔の内壁面に形成されてなることを特徴とする請求項1または2に記載のノズルプレート。
- 前記被覆膜は、酸化シリコンからなることを特徴とする請求項3記載のノズルプレート。
- 前記接合は、陽極接合であることを特徴とする請求項1〜4のいずれか1つに記載のノズルプレート。
- 前記ガラス層に近い側の前記ノズル孔の開口端の開口径は、前記ガラス層から遠い側の前記ノズル孔の開口端の開口径と同一またはそれ以上であることを特徴とする請求項1〜5のいずれか1つに記載のノズルプレート。
- 第1のシリコン層と、
ガラス層と、
前記ガラス層と接合された第2のシリコン層と、
前記第1のシリコン層と前記第2のシリコン層との間に設けられた酸化シリコン層と、
を備え、
前記第1のシリコン層を貫通し液滴を吐出する複数のノズル孔と、
前記酸化シリコン層及び前記第2のシリコン層を貫通し前記ノズル孔に連通した流路と、
前記ガラス層に形成され前記流路に連通した液室と、
が形成され、
隣接する前記複数のノズル孔同士の間は、前記ガラス層により仕切られてなることを特徴とするノズルプレート。 - 第1のシリコン層と、第2のシリコン層と、前記第1のシリコン層と前記第2のシリコン層との間に設けられた酸化シリコン層と、を有する積層体の前記第1のシリコン層を貫通するノズル孔を形成し、
前記第2のシリコン層を貫通する流路を形成し、
前記流路の底に露出した前記酸化シリコン層を除去することにより前記ノズル孔と前記流路とを連通させ、
液室を形成したガラス層と、前記第2のシリコン層と、を陽極接合して前記流路と前記液室とを連通させることを特徴とするノズルプレートの製造方法。 - 請求項1〜7のいずれか1つに記載のノズルプレートと、
前記液室内の液体に圧力を加える加圧手段と、
を備えたことを特徴とする液滴吐出ヘッド。 - 請求項9記載の液滴吐出ヘッドと、
被処理体と前記液滴吐出ヘッドとを相対的に移動させる駆動部と、
前記液滴吐出ヘッドと前記駆動部を制御する制御部と、
を備えたことを特徴とする液滴吐出装置。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006350146A JP4936880B2 (ja) | 2006-12-26 | 2006-12-26 | ノズルプレート、ノズルプレートの製造方法、液滴吐出ヘッド及び液滴吐出装置 |
| US11/962,912 US8136920B2 (en) | 2006-12-26 | 2007-12-21 | Nozzle plate, method for manufacturing nozzle plate, droplet discharge head, and droplet discharge apparatus |
| CN200710185787.3A CN101284447B (zh) | 2006-12-26 | 2007-12-26 | 喷嘴板、喷嘴板的制造方法、液滴喷出头及液滴喷出装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006350146A JP4936880B2 (ja) | 2006-12-26 | 2006-12-26 | ノズルプレート、ノズルプレートの製造方法、液滴吐出ヘッド及び液滴吐出装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2008155591A JP2008155591A (ja) | 2008-07-10 |
| JP2008155591A5 JP2008155591A5 (ja) | 2009-11-12 |
| JP4936880B2 true JP4936880B2 (ja) | 2012-05-23 |
Family
ID=39657040
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006350146A Expired - Fee Related JP4936880B2 (ja) | 2006-12-26 | 2006-12-26 | ノズルプレート、ノズルプレートの製造方法、液滴吐出ヘッド及び液滴吐出装置 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US8136920B2 (ja) |
| JP (1) | JP4936880B2 (ja) |
| CN (1) | CN101284447B (ja) |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008117716A1 (ja) * | 2007-03-28 | 2008-10-02 | Konica Minolta Holdings, Inc. | 液体吐出ヘッド及び液体吐出装置 |
| JP2010143055A (ja) * | 2008-12-18 | 2010-07-01 | Seiko Epson Corp | ノズル基板、液滴吐出ヘッド、及びノズル基板の製造方法 |
| JP5218164B2 (ja) | 2009-03-10 | 2013-06-26 | セイコーエプソン株式会社 | ノズル基板の製造方法及び液滴吐出ヘッドの製造方法 |
| JP5345034B2 (ja) * | 2009-09-28 | 2013-11-20 | 富士フイルム株式会社 | 撥液膜形成方法 |
| US8210649B2 (en) * | 2009-11-06 | 2012-07-03 | Fujifilm Corporation | Thermal oxide coating on a fluid ejector |
| KR101197945B1 (ko) * | 2010-07-21 | 2012-11-05 | 삼성전기주식회사 | 잉크젯 프린트 헤드 및 그 제조방법 |
| US20120167410A1 (en) * | 2010-12-21 | 2012-07-05 | Basf Se | Spray drying techniques |
| JP5900742B2 (ja) * | 2012-04-02 | 2016-04-06 | 三菱電機株式会社 | 液体噴出装置とその製造方法およびノズルプレートの製造方法 |
| US9220852B2 (en) * | 2012-04-10 | 2015-12-29 | Boehringer Ingelheim Microparts Gmbh | Method for producing trench-like depressions in the surface of a wafer |
| EP3247563B1 (en) | 2015-01-20 | 2021-06-23 | Hewlett-Packard Development Company, L.P. | Liquid-gas separator |
| JP6512985B2 (ja) * | 2015-08-03 | 2019-05-15 | キヤノン株式会社 | シリコン基板の加工方法 |
| KR101863292B1 (ko) * | 2016-01-22 | 2018-05-30 | 포항공과대학교 산학협력단 | 노즐 및 그의 표면 처리 방법 |
| CN108944051B (zh) * | 2017-11-20 | 2019-08-09 | 广东聚华印刷显示技术有限公司 | 喷嘴的表面处理方法 |
| JP7047587B2 (ja) * | 2018-05-16 | 2022-04-05 | コニカミノルタ株式会社 | インクジェットヘッドおよびインクジェット画像形成装置 |
| JP7384561B2 (ja) * | 2019-02-18 | 2023-11-21 | ローム株式会社 | ノズル基板、インクジェットプリントヘッドおよびノズル基板の製造方法 |
| US20210104638A1 (en) * | 2019-10-04 | 2021-04-08 | Sensors Unlimited, Inc. | Visible-swir hyper spectral photodetectors with reduced dark current |
| JP7334335B2 (ja) * | 2020-03-30 | 2023-08-28 | 富士フイルム株式会社 | 液体吐出構造体、液体吐出ヘッド及び液体吐出装置 |
| JP2022049855A (ja) * | 2020-09-17 | 2022-03-30 | 株式会社リコー | 液体吐出ヘッド、液体吐出ユニット及び液体を吐出する装置 |
| WO2022270237A1 (ja) * | 2021-06-22 | 2022-12-29 | コニカミノルタ株式会社 | ノズルプレート、液滴吐出ヘッド、液滴吐出装置及びノズルプレートの製造方法 |
| JP7790087B2 (ja) * | 2021-10-26 | 2025-12-23 | セイコーエプソン株式会社 | 液滴噴射装置 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6155670A (en) * | 1997-03-05 | 2000-12-05 | Hewlett-Packard Company | Method and apparatus for improved ink-drop distribution in inkjet printing |
| JPH09216368A (ja) | 1996-02-13 | 1997-08-19 | Seiko Epson Corp | インクジェットノズルプレートおよびその製造方法 |
| DE69932911T2 (de) | 1998-06-18 | 2007-02-22 | Matsushita Electric Industrial Co., Ltd., Kadoma | Fluidausstossvorrichtung und verfahren zu deren herstellung |
| JP2001212966A (ja) * | 2000-02-04 | 2001-08-07 | Seiko Epson Corp | 親水性構造及びインクジェット記録ヘッド |
| JP2003266394A (ja) * | 2002-03-14 | 2003-09-24 | Seiko Epson Corp | シリコンデバイスの製造方法及びインクジェット式記録ヘッドの製造方法並びにシリコンウェハ |
| JP2004209707A (ja) * | 2002-12-27 | 2004-07-29 | Canon Inc | インクジェットヘッドの製造方法 |
| JP2004237448A (ja) * | 2003-02-03 | 2004-08-26 | Canon Inc | 液体吐出ヘッド素子 |
| JP2005035013A (ja) | 2003-07-15 | 2005-02-10 | Brother Ind Ltd | 液体移送装置の製造方法 |
| JP4246583B2 (ja) * | 2003-09-24 | 2009-04-02 | 株式会社日立産機システム | インクジェット記録装置 |
| KR100561864B1 (ko) | 2004-02-27 | 2006-03-17 | 삼성전자주식회사 | 잉크젯 프린트헤드의 노즐 플레이트 표면에 소수성코팅막을 형성하는 방법 |
| JP4654458B2 (ja) * | 2004-12-24 | 2011-03-23 | リコープリンティングシステムズ株式会社 | シリコン部材の陽極接合法及びこれを用いたインクジェットヘッド製造方法並びにインクジェットヘッド及びこれを用いたインクジェット記録装置 |
| JP4889450B2 (ja) * | 2005-11-11 | 2012-03-07 | 株式会社リコー | 液体吐出ヘッド及び画像形成装置、液滴を吐出する装置、記録方法 |
-
2006
- 2006-12-26 JP JP2006350146A patent/JP4936880B2/ja not_active Expired - Fee Related
-
2007
- 2007-12-21 US US11/962,912 patent/US8136920B2/en not_active Expired - Fee Related
- 2007-12-26 CN CN200710185787.3A patent/CN101284447B/zh not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| US8136920B2 (en) | 2012-03-20 |
| CN101284447B (zh) | 2011-08-10 |
| CN101284447A (zh) | 2008-10-15 |
| US20080211871A1 (en) | 2008-09-04 |
| JP2008155591A (ja) | 2008-07-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8136920B2 (en) | Nozzle plate, method for manufacturing nozzle plate, droplet discharge head, and droplet discharge apparatus | |
| EP1321294B1 (en) | Piezoelectric ink-jet printhead and method for manufacturing the same | |
| WO1993022140A1 (fr) | Tete a jet de liquide et procede de production associe | |
| JP5332275B2 (ja) | シリコン製ノズル基板の製造方法、液滴吐出ヘッドの製造方法、及び液滴吐出装置の製造方法 | |
| WO2014021200A1 (en) | Nozzle plate, method of manufacturing nozzle plate, inkjet head, and inkjet printing apparatus | |
| EP1311395B1 (en) | Monolithic printhead with self-aligned groove and relative manufacturing process | |
| JP2007531645A (ja) | 基板内のフィーチャー及びその形成方法 | |
| JP4280758B2 (ja) | インクジェットヘッドの製造方法 | |
| CN101007461A (zh) | 静电致动器、液滴喷出头、液滴喷出装置和静电驱动器件 | |
| JP2007144989A (ja) | 疎水性コーティング膜の形成方法 | |
| JP5050743B2 (ja) | ノズル基板の製造方法、液滴吐出ヘッドの製造方法、液滴吐出装置の製造方法、ノズル基板、液滴吐出ヘッド及び液滴吐出装置 | |
| JP2007175992A (ja) | ノズルプレートの製造方法及びノズルプレート、液滴吐出ヘッドの製造方法及び液滴吐出ヘッド、並びに液滴吐出装置の製造方法及び液滴吐出装置 | |
| JP5807362B2 (ja) | 液体噴射ヘッドの製造方法 | |
| JP4163075B2 (ja) | ノズルプレートの製造方法 | |
| WO2008075715A1 (ja) | 液体吐出ヘッド用ノズルプレートの製造方法、液体吐出ヘッド用ノズルプレート及び液体吐出ヘッド | |
| JP5038065B2 (ja) | 液体吐出ヘッド及びその製造方法 | |
| JP2008103428A (ja) | プラズマエッチング加工方法及び液体噴射ヘッドの製造方法 | |
| JP2009274415A (ja) | ノズルプレート及び液体吐出ヘッド | |
| JP4737420B2 (ja) | シリコンウェハの加工方法及びシリコンウェハ、並びに液体噴射ヘッドの製造方法 | |
| KR100641286B1 (ko) | 압전방식을 이용한 초소형 정밀 액적분사헤드 및 제조 방법 | |
| JP2013146911A (ja) | 液体噴射ヘッドの製造方法、及び、液体噴射装置の製造方法 | |
| JP2005161706A (ja) | 液滴吐出ヘッド、その製造方法及び液滴吐出ヘッドを備えた液滴吐出装置 | |
| US20250289225A1 (en) | Nozzle plate manufacturing method, nozzle plate, and fluid ejection head | |
| JP2008142966A (ja) | インクジェット記録ヘッド | |
| JP2008110560A (ja) | 液体吐出ヘッド用ノズルプレート及び液体吐出ヘッド用ノズルプレートの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090925 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090925 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110608 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110804 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120124 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120221 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150302 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4936880 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150302 Year of fee payment: 3 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |