JP2010143055A - ノズル基板、液滴吐出ヘッド、及びノズル基板の製造方法 - Google Patents
ノズル基板、液滴吐出ヘッド、及びノズル基板の製造方法 Download PDFInfo
- Publication number
- JP2010143055A JP2010143055A JP2008322210A JP2008322210A JP2010143055A JP 2010143055 A JP2010143055 A JP 2010143055A JP 2008322210 A JP2008322210 A JP 2008322210A JP 2008322210 A JP2008322210 A JP 2008322210A JP 2010143055 A JP2010143055 A JP 2010143055A
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- nozzle
- liquid
- base material
- borosilicate glass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 239000000758 substrate Substances 0.000 title claims abstract description 184
- 239000007788 liquid Substances 0.000 title claims abstract description 103
- 238000004519 manufacturing process Methods 0.000 title claims description 27
- 239000000463 material Substances 0.000 claims abstract description 109
- 239000002210 silicon-based material Substances 0.000 claims abstract description 31
- 239000005388 borosilicate glass Substances 0.000 claims abstract description 29
- 238000007599 discharging Methods 0.000 claims abstract description 4
- 238000010030 laminating Methods 0.000 claims abstract description 4
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 claims description 25
- 229910052796 boron Inorganic materials 0.000 claims description 25
- 238000000034 method Methods 0.000 claims description 15
- 239000011521 glass Substances 0.000 claims description 10
- 239000010408 film Substances 0.000 description 38
- 238000005530 etching Methods 0.000 description 32
- KRHYYFGTRYWZRS-UHFFFAOYSA-N Fluorane Chemical compound F KRHYYFGTRYWZRS-UHFFFAOYSA-N 0.000 description 28
- 229910004298 SiO 2 Inorganic materials 0.000 description 21
- 239000007864 aqueous solution Substances 0.000 description 20
- KWYUFKZDYYNOTN-UHFFFAOYSA-M Potassium hydroxide Chemical compound [OH-].[K+] KWYUFKZDYYNOTN-UHFFFAOYSA-M 0.000 description 18
- 238000000605 extraction Methods 0.000 description 16
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 13
- 239000001301 oxygen Substances 0.000 description 13
- 229910052760 oxygen Inorganic materials 0.000 description 13
- 238000009792 diffusion process Methods 0.000 description 10
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical group [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 9
- BOTDANWDWHJENH-UHFFFAOYSA-N Tetraethyl orthosilicate Chemical compound CCO[Si](OCC)(OCC)OCC BOTDANWDWHJENH-UHFFFAOYSA-N 0.000 description 9
- 239000000853 adhesive Substances 0.000 description 9
- 230000001070 adhesive effect Effects 0.000 description 9
- 229910052710 silicon Inorganic materials 0.000 description 9
- 239000010703 silicon Substances 0.000 description 9
- 238000000059 patterning Methods 0.000 description 8
- 239000012298 atmosphere Substances 0.000 description 7
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 7
- 239000011651 chromium Substances 0.000 description 6
- 239000007789 gas Substances 0.000 description 6
- 230000007547 defect Effects 0.000 description 4
- 230000007774 longterm Effects 0.000 description 4
- 239000010453 quartz Substances 0.000 description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 4
- 238000010586 diagram Methods 0.000 description 3
- 238000001312 dry etching Methods 0.000 description 3
- 239000003822 epoxy resin Substances 0.000 description 3
- 230000001590 oxidative effect Effects 0.000 description 3
- 238000005268 plasma chemical vapour deposition Methods 0.000 description 3
- 229920000647 polyepoxide Polymers 0.000 description 3
- 239000000243 solution Substances 0.000 description 3
- 238000000347 anisotropic wet etching Methods 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 150000001639 boron compounds Chemical class 0.000 description 2
- HSJPMRKMPBAUAU-UHFFFAOYSA-N cerium(3+);trinitrate Chemical compound [Ce+3].[O-][N+]([O-])=O.[O-][N+]([O-])=O.[O-][N+]([O-])=O HSJPMRKMPBAUAU-UHFFFAOYSA-N 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 238000005137 deposition process Methods 0.000 description 2
- 239000012299 nitrogen atmosphere Substances 0.000 description 2
- 230000010355 oscillation Effects 0.000 description 2
- 238000005498 polishing Methods 0.000 description 2
- 239000003566 sealing material Substances 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 238000004544 sputter deposition Methods 0.000 description 2
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- DKNPRRRKHAEUMW-UHFFFAOYSA-N Iodine aqueous Chemical compound [K+].I[I-]I DKNPRRRKHAEUMW-UHFFFAOYSA-N 0.000 description 1
- QGZKDVFQNNGYKY-UHFFFAOYSA-O ammonium group Chemical group [NH4+] QGZKDVFQNNGYKY-UHFFFAOYSA-O 0.000 description 1
- 230000003139 buffering effect Effects 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 238000005229 chemical vapour deposition Methods 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 230000018044 dehydration Effects 0.000 description 1
- 238000006297 dehydration reaction Methods 0.000 description 1
- 239000002019 doping agent Substances 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- AMGQUBHHOARCQH-UHFFFAOYSA-N indium;oxotin Chemical compound [In].[Sn]=O AMGQUBHHOARCQH-UHFFFAOYSA-N 0.000 description 1
- 229910010272 inorganic material Inorganic materials 0.000 description 1
- 239000011147 inorganic material Substances 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 238000005488 sandblasting Methods 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- LEIGGMIFKQLBRP-UHFFFAOYSA-N tetraethyl silicate Chemical compound CCO[Si](OCC)(OCC)OCC.CCO[Si](OCC)(OCC)OCC LEIGGMIFKQLBRP-UHFFFAOYSA-N 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- XOLBLPGZBRYERU-UHFFFAOYSA-N tin dioxide Chemical compound O=[Sn]=O XOLBLPGZBRYERU-UHFFFAOYSA-N 0.000 description 1
- 229910001887 tin oxide Inorganic materials 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2/14314—Structure of ink jet print heads with electrostatically actuated membrane
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1623—Manufacturing processes bonding and adhesion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1626—Manufacturing processes etching
- B41J2/1628—Manufacturing processes etching dry etching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1626—Manufacturing processes etching
- B41J2/1629—Manufacturing processes etching wet etching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1632—Manufacturing processes machining
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1635—Manufacturing processes dividing the wafer into individual chips
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/164—Manufacturing processes thin film formation
- B41J2/1642—Manufacturing processes thin film formation thin film formation by CVD [chemical vapor deposition]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/164—Manufacturing processes thin film formation
- B41J2/1646—Manufacturing processes thin film formation thin film formation by sputtering
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2002/14411—Groove in the nozzle plate
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Particle Formation And Scattering Control In Inkjet Printers (AREA)
- Coating Apparatus (AREA)
Abstract
【課題】液との適合性に優れ、しかも微細で高精度のノズル孔を有するノズル基板、液滴吐出ヘッド等を提供すること。
【解決手段】液滴を吐出するためのノズル孔30を有するノズル基板3であって、ノズル基板3がシリコン材料からなる基材4と硼珪酸ガラス材料からなる基材5とを積層して形成され、シリコン材料からなる基材4がノズル孔30の液吐出側に配設され、硼珪酸ガラス材料からなる基材5がノズル孔30の液導入側に配設されている。そして、ノズル孔30の液吐出側に配設されたシリコン材料からなる基材4と、ノズル孔30の液導入側に配設された硼珪酸ガラス材料からなる基材5とが、陽極接合されている。
【選択図】図2
【解決手段】液滴を吐出するためのノズル孔30を有するノズル基板3であって、ノズル基板3がシリコン材料からなる基材4と硼珪酸ガラス材料からなる基材5とを積層して形成され、シリコン材料からなる基材4がノズル孔30の液吐出側に配設され、硼珪酸ガラス材料からなる基材5がノズル孔30の液導入側に配設されている。そして、ノズル孔30の液吐出側に配設されたシリコン材料からなる基材4と、ノズル孔30の液導入側に配設された硼珪酸ガラス材料からなる基材5とが、陽極接合されている。
【選択図】図2
Description
本発明は、ノズル基板、液滴吐出ヘッド、及びノズル基板の製造方法に関する。
近年、液滴吐出ヘッドをインクのみならずカラーフィルター、有機EL等の工業用途、生体分子等のバイオ関連用途に適用する動きが見られる。液滴吐出ヘッドは、ノズル基板やキャビティ基板などが積層された構造であり、各基板は様々な接合方法によって接合されている。しかしながら、各基板の接合に接着剤を用いた場合、工業用途液、バイオ関連用途液の場合に接着剤が溶ける恐れがある。
従来の液滴吐出ヘッドは、ノズル基板をガラス材料で形成し、接着剤を用いずにシリコン製のキャビティ基板と陽極接合により接合していた(例えば、特許文献1参照)。
特許文献1記載の技術によれば、ノズル基板をガラス材料で形成したので、レーザー加工やドライエッチングを行って微細で高精度のノズル孔を形成することは必ずしも容易ではなかった。
本発明は上記のような課題を解決するためになされたもので、液との適合性に優れ、しかも微細で高精度のノズル孔を有するノズル基板、液滴吐出ヘッド、及びノズル基板の製造方法を提供することを目的とする。
本発明に係るノズル基板は、液滴を吐出するためのノズル孔を有するノズル基板であって、ノズル基板がシリコン材料からなる基材と硼珪酸ガラス材料からなる基材とを積層して形成され、シリコン材料からなる基材がノズル孔の液吐出側に配設され、硼珪酸ガラス材料からなる基材ノズル孔の液導入側に配設されたものである。
それぞれの基材に液吐出側及び液導入側のノズル部を形成すればよいので、微細で高精度なノズル孔を簡単に形成することができる。しかも、一方の基材はシリコン材料からなるため、加工性に優れる。
それぞれの基材に液吐出側及び液導入側のノズル部を形成すればよいので、微細で高精度なノズル孔を簡単に形成することができる。しかも、一方の基材はシリコン材料からなるため、加工性に優れる。
また、本発明に係るノズル基板は、ノズル孔の液吐出側に配設されたシリコン材料からなる基材と、ノズル孔の液導入側に配設された硼珪酸ガラス材料からなる基材とが、陽極接合されてなるものである。
ノズル基板は、シリコン材料からなる基材と硼珪酸ガラス材料からなる基材とが陽極接合されてなり、接着剤を用いていないため、液との適合性に優れる。
ノズル基板は、シリコン材料からなる基材と硼珪酸ガラス材料からなる基材とが陽極接合されてなり、接着剤を用いていないため、液との適合性に優れる。
また、本発明に係るノズル基板は、シリコン材料からなる基材側にノズル孔の液吐出側ノズル部を形成し、硼珪酸ガラス材料からなる基材側に液吐出側ノズル部よりも大径の液導入側ノズル部を液吐出側ノズル部と同軸上に形成した。
それぞれの基材にノズル部を形成し、同軸に配設することにより、吐出側が小径で導入側が大径のノズル孔を容易に形成することができる。
それぞれの基材にノズル部を形成し、同軸に配設することにより、吐出側が小径で導入側が大径のノズル孔を容易に形成することができる。
本発明に係る液滴吐出ヘッドは、上記のノズル基板と、振動板が壁面の一部に形成されてノズル孔と連通する吐出室及び吐出室に液を供給するリザーバ凹部を有するキャビティ基板と、振動板と対向配置された個別電極を有する電極基板とを備え、振動板と個別電極との間の静電力により振動板を変位させて吐出室の液をノズル孔から吐出させる液滴吐出ヘッドであって、各基材及び各基板がそれぞれ陽極接合されたものである。
液滴吐出ヘッドの各基材及び各基板がそれぞれ陽極接合されており、接合に接着剤を用いていないため、液との適合性に優れ、長期駆動に耐え、高精度で信頼性が高い。
液滴吐出ヘッドの各基材及び各基板がそれぞれ陽極接合されており、接合に接着剤を用いていないため、液との適合性に優れ、長期駆動に耐え、高精度で信頼性が高い。
また、本発明に係る液滴吐出ヘッドは、キャビティ基板がシリコン材料で形成され、電極基板が硼珪酸ガラス材料で形成され、上記のノズル基板のシリコン材料からなる基材と硼珪酸ガラス材料からなる基材とが陽極接合され、ノズル基板の硼珪酸ガラス材料からなる基材とキャビティ基板とが陽極接合され、キャビティ基板と電極基板とが陽極接合されたものである。
液滴吐出ヘッドの各基材及び各基板がそれぞれ陽極接合されており、接合に接着剤を用いていないため、液との適合性に優れ、長期駆動に耐え、高精度で信頼性が高い。このため、インクのみならず、カラーフィルター、有機EL等の工業用途、生体分子などのバイオ関連用途へも幅広く適用することができる。
また、本発明に係る液滴吐出ヘッドは、キャビティ基板のリザーバ凹部の底部を吐出室の底部よりノズル基板側に配設してダイアフラムを形成したものである。
ダイアフラムをリザーバ凹部の底部に形成したため、圧力干渉機構を備え、吐出特性の安定化が可能である。
ダイアフラムをリザーバ凹部の底部に形成したため、圧力干渉機構を備え、吐出特性の安定化が可能である。
また、本発明に係る液滴吐出ヘッドは、リザーバ凹部の底部にボロンドープ層により底壁を形成して圧力干渉ダイアフラムとしたものである。
リザーバ凹部の底部に形成された薄いボロンドープ層によりリザーバの深さが高精度に制御されているので、流路抵抗のばらつきを抑えることができる。
リザーバ凹部の底部に形成された薄いボロンドープ層によりリザーバの深さが高精度に制御されているので、流路抵抗のばらつきを抑えることができる。
本発明に係る液滴吐出ヘッドは、ノズル基板の硼珪酸ガラス材料からなる基材に、キャビティ基板のリザーバ凹部側に開口する第2のリザーバ凹部を形成し、リザーバ凹部と第2のリザーバ凹部とによりリザーバを形成した。
リザーバ凹部と第2のリザーバ凹部とによりリザーバを形成したので、リザーバの体積を増加させることができる。
リザーバ凹部と第2のリザーバ凹部とによりリザーバを形成したので、リザーバの体積を増加させることができる。
本発明に係る液滴吐出ヘッドは、電極基板に第1の液供給孔を設けると共にキャビティ基板に第1の液供給孔と連通する第2の液供給孔を設け、これら第1、第2の液供給孔がリザーバの外側の基板を上下方向に貫通され、第2の供給孔をその下流側で拡幅して液滴供給溝を形成し、第1、第2の液供給孔からの供給された液を、液供給溝から第2のリザーバ凹部を介して前記ーバ凹部に移送するようにしたものである。
リザーバ凹部と第2のリザーバ凹部とによりリザーバを形成したので、リザーバの体積を増加させることができ、これによってリザーバの流路抵抗を低減させることができる。
リザーバ凹部と第2のリザーバ凹部とによりリザーバを形成したので、リザーバの体積を増加させることができ、これによってリザーバの流路抵抗を低減させることができる。
本発明に係るノズル基板の製造方法は、シリコン材料からなる基材に液吐出側ノズル部を形成する工程と、シリコン材料からなる基材に硼珪酸ガラス材料からなる基材を陽極接合する工程と、硼珪酸ガラス材料からなる基材に、液吐出側ノズル部と同軸に液導入側ノズル部を形成して、液吐出側ノズル部と液導入側ノズル部とによりノズル孔を形成する工程とを備えたものである。
基材を陽極結合により接合しているため液との適合性に優れ、しかも微細で高精度のノズル孔を簡単に形成することができる。
実施の形態1.
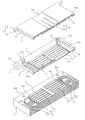
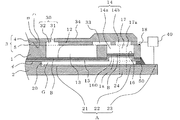
図1は本発明の実施の形態1に係る液滴吐出ヘッドの分解斜視図、図2は図1の液滴吐出ヘッドを組み立てた状態の縦断面図である。なお、本実施の形態1は、液滴を基板の面部に設けたノズル孔から吐出させるフェイス型の液滴吐出ヘッドに関する。
図1、図2に示すように、液滴吐出ヘッドは3層構造からなり、振動板を有するキャビティ基板1と、電極部を有する電極基板2と、ノズル孔を有するノズル基板3とが積層されている。
図1は本発明の実施の形態1に係る液滴吐出ヘッドの分解斜視図、図2は図1の液滴吐出ヘッドを組み立てた状態の縦断面図である。なお、本実施の形態1は、液滴を基板の面部に設けたノズル孔から吐出させるフェイス型の液滴吐出ヘッドに関する。
図1、図2に示すように、液滴吐出ヘッドは3層構造からなり、振動板を有するキャビティ基板1と、電極部を有する電極基板2と、ノズル孔を有するノズル基板3とが積層されている。
3層構造の中間に位置するキャビティ基板1は、例えば約50μmの厚みの、(110)を面方位とするシリコン(Si)単結晶基板(以下、シリコン基板ともいう)である。このキャビティ基板1は、シリコン基板に異方性ウェットエッチングを施して形成したもので、底壁が振動板12となる吐出室13、及び各ノズル孔(後述)に共通して吐出する液体を溜めておくリザーバ凹部14a(リザーバ14)を有する。
振動板12は、厚みが約0.8μmであって、同じ厚みの高濃度のボロンドープ層Bにより形成されている。そして、アルカリ性水溶液でシリコン基板の異方性ウェットエッチングを行った場合、ボロンをドーパントとしたときには、高濃度(約5×1019atoms・cm-3以上)の領域で極端にエッチングレートが小さくなるので、これを利用したいわゆるエッチングストップ技術を用いて、振動板12の厚みや、吐出室13の容積を精度よく形成する。
リザーバ凹部14a(リザーバ14)はボロンエッチングストップ技術を用いて形成されており、底部には裏に溝1aが設けられ、電極基板2から浮かして圧力緩衝機能を有するダイアフラム16が構成されている。ダイアフラム16の底壁160は薄いボロンドープ層Bによって形成されている。
キャビティ基板1には液供給孔(第2の液供給孔)17が設けられ、リザーバ凹部14の外側の基板を上下方向に貫通し、その下流側(図1の上側)で拡幅して液供給溝17aを形成している。
キャビティ基板1の下面には、絶縁膜15となるTEOS(Tetraethyl orthosilicate Tetraethoxysilane:テトラエトキシシラン、珪酸エチル)膜が例えば0.1μmの厚みで、プラズマCVD(Chemical Vapor Deposition )により成膜されている。これは、液滴吐出ヘッドを駆動させたときの絶縁膜破壊及び短絡を防止するためである。
なお、キャビティ基板1上には共通電極の端子部18が形成されている。
なお、キャビティ基板1上には共通電極の端子部18が形成されている。
キャビティ基板1の下側(図1の下側)には電極基板2が配設され、キャビティ基板1と陽極接合(接合面イ)で接合している。この電極基板2は、厚みが約1mmのホウ珪酸系の耐熱硬質ガラスよりなる。電極基板2には、キャビティ基板1に形成されている各吐出室13に合わせて、エッチングにより深さ約0.2μmの電極凹部20が設けられており、その内部には、個別電極21、リード部22及び端子部23(以下、これらを合わせて電極部Aという)が形成されているので、電極凹部20のパターン形状は電極部Aの形状よりも少し大きめに作製してある。
電極凹部20に設けた電極部Aの材料としては、酸化錫を不純物としてドープした透明のITO(Indium Tin Oxide:インジウム錫酸化物)を用い、例えば0.1μmの厚みにスパッタ法を用いて成膜する。
したがって、振動板12と個別電極21との間で形成されるギャップGは、電極凹部20の深さと個別電極21の厚みとにより決まることになる。このギャップGは吐出特性に大きく影響する。
ここで、電極部Aの材料はITOに限定するものではなく、クロム等の金属等を材料に用いてもよいが、本実施の形態1では、透明で放電したかどうかの確認が行い易い等の理由でITOを用いている。
したがって、振動板12と個別電極21との間で形成されるギャップGは、電極凹部20の深さと個別電極21の厚みとにより決まることになる。このギャップGは吐出特性に大きく影響する。
ここで、電極部Aの材料はITOに限定するものではなく、クロム等の金属等を材料に用いてもよいが、本実施の形態1では、透明で放電したかどうかの確認が行い易い等の理由でITOを用いている。
電極基板2には液供給孔(第1の液供給孔)24がサンドブラスト加工または切削加工により形成されて、電極部Aの外側の基板を上下方向に貫通し、キャビティ基板1の液供給孔17と連通している。
なお、気相処理ライン25は、電極基板2がキャビティ基板1と接合後に形成されるギャップG内の脱水処理及び疎水化処理を行うための溝である。
なお、気相処理ライン25は、電極基板2がキャビティ基板1と接合後に形成されるギャップG内の脱水処理及び疎水化処理を行うための溝である。
キャビティ基板1の上側(図1の上側)にはノズル基板3が配設され、液吐出側に位置する第1のノズル基材4と液導入側に位置する第2のノズル基材5とで構成され、第1のノズル基材4はシリコン材料からなる約150μmの厚みであり、第2のノズル基材5は硼珪酸ガラス材料からなる30μmの厚みである。そして、これら第1、第2の基材4、5同士は陽極接合(接合面ロ)により接合してノズル基板3を構成し、また、ノズル基板3の第2のノズル基材5はキャビティ基板1と陽極接合(接合面ハ)で接合している。
ノズル基板3のノズル凹面34にはノズル孔30が設けられており、第1のノズル基材4には液吐出側ノズル部である第1のノズル孔31が形成され、第2のノズル基材5には第1のノズル孔31よりも大径であって、第1のノズル孔31と吐出室13とを連通する液導入側ノズル部である第2のノズル孔32が同軸上に形成されている。また、第2のノズル基材5には、キャビティ基板1の吐出室13とリザーバ14(リザーバ凹部14a)とを連通するオリフィス33が形成され、さらに、リザーバ凹部14aと液供給溝17aとを連通する第2のリザーバ凹部14bが形成されている。
第2のリザーバ凹部14bはキャビティ基板1のリザーバ凹部14a側に開口しており、リザーバ凹部14aと第2のリザーバ凹部14bとによりリザーバ14を形成する。そして、液供給孔24、17から供給された液を、液供給溝17aから第2のリザーバ凹部14bを介してリザーバ凹部14aに移送する。こうして、第2のリザーバ凹部14bにより液供給溝17aからリザーバ凹部14aへ液の移送を行い、またリザーバ14の体積を増加させてリザーバ14の流路抵抗を低減する。
上記の液滴吐出ヘッドにおいて、振動板12と個別電極21とからなるアクチュエーターは、封止材50によって個別電極21毎に封止されている。これにより、アクチュエーターを駆動させた際の個別電極21と振動板12との貼り付き等を防止することができる。
なお、電極基板2上に形成した電極部Aの端子部23は、キャビティ基板1上に形成した共通電極の端子部18とともに、発振回路40に接続されている。
なお、電極基板2上に形成した電極部Aの端子部23は、キャビティ基板1上に形成した共通電極の端子部18とともに、発振回路40に接続されている。
上記のように構成した液滴吐出ヘッドの動作を説明する。
図2に示すように、吐出室13にはノズル孔30から吐出する吐出液体を溜めておく。そして、吐出室13の底壁である振動板12を撓ませ、吐出室13内の圧力を高めて、ノズル孔30から液滴を吐出させる。
図2に示すように、吐出室13にはノズル孔30から吐出する吐出液体を溜めておく。そして、吐出室13の底壁である振動板12を撓ませ、吐出室13内の圧力を高めて、ノズル孔30から液滴を吐出させる。
この際、発振回路40は、個別電極21への電荷の供給及び停止を制御する。例えば、24kHzで発振し、個別電極21に0Vと30Vのパルス電位を印加して電荷供給を行う。
個別電極21に電荷を供給して正に帯電させると、振動板12は負に帯電し、静電気力により個別電極21に引き寄せられて撓む。これにより吐出室13の体積は広がる。そして個別電極21への電荷供給を止めると振動板12は元に戻るが、そのときの吐出室13の体積も元に戻って急激に縮小されるため、その圧力により差分の液滴がノズル孔30から吐出し、例えば液滴がインクである場合は、記録対象となる記録紙に着弾することによって記録が行われる。
個別電極21に電荷を供給して正に帯電させると、振動板12は負に帯電し、静電気力により個別電極21に引き寄せられて撓む。これにより吐出室13の体積は広がる。そして個別電極21への電荷供給を止めると振動板12は元に戻るが、そのときの吐出室13の体積も元に戻って急激に縮小されるため、その圧力により差分の液滴がノズル孔30から吐出し、例えば液滴がインクである場合は、記録対象となる記録紙に着弾することによって記録が行われる。
本発明に係るノズル基板3は、シリコン材料からなる第1のノズル基材4と硼珪酸ガラス材料からなる第2のノズル基材5とを接着剤を用いずに陽極接合で接合しているので、液適合性に優れる。また、第1のノズル基材4側に液吐出側の第1のノズル孔31を形成し、第2のノズル基材5側に液吐出側の第1のノズル孔31よりも大径の液導入側の第2のノズル孔32を形成して、これらのノズル基材4、5を接合した状態でノズル孔30を形成したので、微細で高精度なノズル孔30を簡単に製造することができる。この際、液吐出側の第1のノズル基材4はシリコン材料で形成されているので加工性に優れる。
また、本発明に係る液滴吐出ヘッドは、キャビティ基板1がシリコン材料で形成され、電極基板2が硼珪酸ガラス材料で形成され、ノズル基板3はシリコン材料からなる基材4と硼珪酸ガラス材料からなる基材5とが陽極接合されており、ノズル基板3の硼珪酸ガラス材料からなる基材5とキャビティ基板1とが陽極接合され、キャビティ基板1と電極基板2とが陽極接合されており、これらの接合に接着剤を用いていないため液適合性に優れ、長期駆動に耐え、高精度で信頼性が高い。
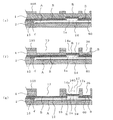
上記のように構成した液滴吐出ヘッドの製造方法を図3〜図14により説明する。
なお、以下の説明で記載した数値はその一例を示すもので、これに限定するものではない。
なお、以下の説明で記載した数値はその一例を示すもので、これに限定するものではない。
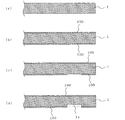
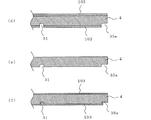
図3〜図5は電極基板2と陽極接合する前のキャビティ基板1の製造方法を示す製造工程図である。
(a) (110)を面方位とする酸素濃度の低いシリコン材からなるキャビティ基板1の片面を鏡面研磨し、例えば220μmの厚みの基板を作製する(図3(a))。
(a) (110)を面方位とする酸素濃度の低いシリコン材からなるキャビティ基板1の片面を鏡面研磨し、例えば220μmの厚みの基板を作製する(図3(a))。
(b) 酸素及び水蒸気雰囲気中において、例えば1075℃の条件で4時間酸化することで、キャビティ基板1の両面に約1.2μmのSiO2 膜100を成膜する(図3(b))。
(c) キャビティ基板1の両面にレジストを塗布し、リザーバ裏の溝1a(図3(d)参照)を作り込むためのレジストパターニングを施し、ふっ酸水溶液でエッチングして、SiO2 膜100をパターニングする(図3(c))。そして、レジストを剥離する。
(d) キャビティ基板1を35wt%の濃度の水酸化カリウム水溶液に浸し、リザーバ裏の溝1aの深さが約5μmになるまでエッチングを行う(図3(d))。
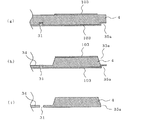
(e) キャビティ基板1をふっ酸水溶液に浸し、両面のSiO2 膜100を剥離する(図4(e))。
(f) 酸素及び水蒸気雰囲気中において、例えば1075℃の条件で12時間酸化することで、キャビティ基板1の両面に約2.0μmのSiO2 膜101を成膜する(図4(f))。
(g) キャビティ基板1の両面にレジストを塗布し、選択拡散部60(図4(h)参照)を作り込むためのレジストパターニングを施し、ふっ酸水溶液でエッチングして、SiO2 膜101をパターニングする(図4(g))。そして、レジストを剥離する。
(h) キャビティ基板1のボロンドープ層を形成する側の面をB2O3を主成分とする固体の拡散源に対向させて、石英ボートにセットする。この石英ボートを縦型炉にセットし、炉内を窒素雰囲気にし、温度を例えば1100℃に上昇させ、そのまま温度を例えば6時間保持し、ボロンをキャビティ基板1中に拡散させ、選択拡散部60にボロンドープ層Bを形成する(図3(h))。ボロンドープ工程では、キャビティ基板1の投入温度を例えば800℃とし、キャビティ基板1の取出し温度も800℃とする。これにより、酸素欠陥の成長速度が速い領域(600℃から800℃)をすばやく通過することができるため、酸素欠陥の発生を抑えることができる。
このとき、選択拡散部60以外の部分及び拡散面と反対側の面にはSiO2 膜101が残っているため、SiO2 膜101がマスクとなってボロンが拡散されることがない。
このとき、選択拡散部60以外の部分及び拡散面と反対側の面にはSiO2 膜101が残っているため、SiO2 膜101がマスクとなってボロンが拡散されることがない。
(i) ボロンドープ層Bの表面にはボロン化合物SiB6 が形成されるが(図示せず)、酸素及び水蒸気雰囲気中において、例えば600℃の条件で1時間30分酸化することで、ふっ酸水溶液によるエッチングが可能なB2O3+SiO2 に化学変化させることができる。
選択拡散した面と反対側の面にレジストを塗布し、キャビティ基板1をふっ酸水溶液に例えば10分間浸す。こうすると、選択拡散部60のB2O3+SiO2 膜及び拡散面側のSiO2 膜101がエッチング除去される(図3(i))。そして、レジストを剥離する。
選択拡散した面と反対側の面にレジストを塗布し、キャビティ基板1をふっ酸水溶液に例えば10分間浸す。こうすると、選択拡散部60のB2O3+SiO2 膜及び拡散面側のSiO2 膜101がエッチング除去される(図3(i))。そして、レジストを剥離する。
(j) 工程(h)と同様に、キャビティ基板1のボロンドープ層を形成する側の面をB2O3を主成分とする固体の拡散源に対向させて、石英ボートにセットする。この石英ボートを縦型炉にセットし、炉内を窒素雰囲気にし、温度を例えば1050℃に上昇させ、そのまま温度を例えば7時間保持し、ボロンをキャビティ基板1中に拡散させ、拡散面側の全面にボロンドープ層Bを形成する(図5(j)参照)。ボロンドープ工程では、キャビティ基板1の投入温度を例えば800℃とし、キャビティ基板1の取出し温度も800℃とする。これにより、酸素欠陥の成長速度が速い領域(600℃から800℃)をすばやく通過することができるため、酸素欠陥の発生を抑えることができる。
このとき、拡散面と反対面にはSiO2 膜101が残っているため、ボロンが反対面に回り込んでも、SiO2 膜101がマスクとなって反対面に拡散されることがない。
先に選択拡散した選択拡散部60のボロン濃度は他の部分に比べて濃くなり、キャビティ基板1のより内部へボロンが拡散される(図5(j))。
このとき、拡散面と反対面にはSiO2 膜101が残っているため、ボロンが反対面に回り込んでも、SiO2 膜101がマスクとなって反対面に拡散されることがない。
先に選択拡散した選択拡散部60のボロン濃度は他の部分に比べて濃くなり、キャビティ基板1のより内部へボロンが拡散される(図5(j))。
(k) 工程(i)と同様に、ボロンドープ層Bの表面にはボロン化合物SiB6 が形成されるが(図示せず)、酸素及び水蒸気雰囲気中、例えば600℃の条件で1時間30分酸化することで、ふっ酸水溶液によるエッチングが可能なB2O3+SiO2 膜に化学変化させることができる。そして、キャビティ基板1をふっ酸水溶液に例えば10分間浸す。こうすると、拡散面のB2O3+SiO2 膜、及び反対面のSiO2 膜101がエッチング除去される(図5(k))。
(l) ボロンドープ層Bを形成した側の面に、プラズマCVD法によりTEOS絶縁膜15を、例えば成膜時の処理温度は360℃、高周波出力は250W、圧力は66.7Pa(0.5Torr)、ガス流量はTEOS流量100cm3 /min(100sccm)、酸素流量1000cm3/min(1000sccm)の条件で、0.1μm成膜する(図5(l))。
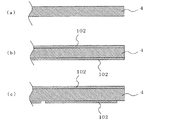
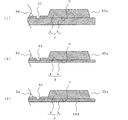
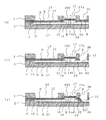
図6〜図10は、ノズル基板3の製造方法を示す製造工程図である。
(a) (100)を面方位とするシリコン材からなる第1のノズル基材4の片面を鏡面研磨し、例えば150μmの厚みとする(図6(a))。
(a) (100)を面方位とするシリコン材からなる第1のノズル基材4の片面を鏡面研磨し、例えば150μmの厚みとする(図6(a))。
(b) 酸素及び水蒸気雰囲気中において、例えば1075℃の条件で8時間酸化することで、第1のノズル基材4の両面に約1.8μmのSiO2 膜102を成膜する(図6(b))。
(c) 第1のノズル基材4の両面にレジストを塗布し、鏡面側に第1のノズル孔31及び上部電極取出し部35a(図8(i)参照)を作り込むためのレジストパターニングを施し、ふっ酸水溶液でエッチングして、SiO2 膜102をパターニングする。そして、レジストを剥離する(図6(c))。
(d) ICPドライエッチング装置を用いて、第1のノズル孔31及び上部電極取出し部35aの深さが約20μmになるまでエッチングする(図7(d))。エッチング条件は、例えばエッチングプロセスがSF6 流量400cm2 /min(400sccm)、エッチング時間3.5秒、チャンバー圧力8Pa、コイルパワー2200W、プラテンパワー55W、プラテン温度20℃で、デポジションプロセスがC4F8流量200cm3 /min(200sccm)、エッチング時間2.5秒、チャンバー圧力2.7Pa、コイルパワー1800W、プラテン温度20℃である。エッチングプロセスとデポジションプロセスを組み合わせて1サイクルとし、約50サイクル行う。
(e) ふっ酸水溶液に第1のノズル基材4を浸し、第1のノズル基材4の両面に残っているSiO2 膜102を剥離する(図7(e))。
(f) 酸素及び水蒸気雰囲気中において、例えば1075℃の条件で4時間酸化することで、第1のノズル基材4の両面に約1.2μmのSiO2 膜103を成膜する(図7(f))。
(g) 第1のノズル基材4の両面にレジストを塗布し、鏡面と反対側にノズル凹面34及び上部電極取出し部35a(図8(i)参照)を作り込むためのレジストパターニングを施し、ふっ酸水溶液でエッチングして、SiO2 膜103をパターニングする。そして、レジストを剥離する(図8(g))。
(h) 第1のノズル基材4を例えば25wt%の濃度の水酸化カリウム水溶液に浸し、ノズル凹面34及び上部電極取出し部35aの深さが約130μmになるまでエッチングを行う(図8(h))。
(i) ふっ酸水溶液に第1のノズル基材4を浸し、第1のノズル基材4の両面に残っているSiO2 膜103を剥離する。これにより、第1のノズル基材4の第1のノズル孔31が貫通し、また、第1のノズル基材4の上部電極取出し部35aが開く(図8(i))。
(j) 硼珪酸系の耐熱硬質ガラスの片面を鏡面研磨した例えば500μm厚みのガラス材料からなる第2のノズル基材5を用意する。そして、図6〜図8の工程で加工済みのシリコン材からなる第1のノズル基材4と、ガラス材料からなる未加工の第2のノズル基材5とを、例えば360℃に加熱した後、第2のノズル基材5に負極、第1のノズル基材4に正極を接続し、例えば800Vの電圧を印加して、第1のノズル基材4と第2のノズル基材5とを陽極接合(接合面ロ)する(図9(j))。
(k) 第2のノズル基材5を、厚みが約30μmになるまで研削、研磨加工する(図9(k))。
(l) 第2のノズル基材5の、第1のノズル基材4と反対側の面に、Cr/Au膜104(Cr膜が第2のノズル基材5側)をスパッタリング法により成膜する(図9(l))。
(m) Cr/Au膜104上にレジストを塗布し、第2のノズル孔32、オリフィス33、第2のリザーバ凹部14b、上部電極取出し部35b(図10(n)参照)を作り込むためのレジストパターニングを施す。そして、Au膜をヨウ素−ヨウ化カリウム水溶液でエッチングし、続けて、Cr膜を硝酸セリウム第2アンモニウム水溶液でエッチングする(図10(m))。
(n) ふっ酸水溶液で第2のノズル基材5をエッチングする。これにより、第2のノズル孔32、オリフィス33、第2のリザーバ凹部14b、上部電極取出し部35bが形成され、第1のノズル孔31と第2のノズル孔32が連通してノズル孔30が形成され、及び電極取り出し側端部35(35a、35b)が開かれる(図10(n))。
(o) レジスト、Au膜、Cr膜をそれぞれ剥離する(図10(o))。
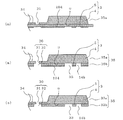
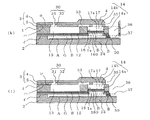
図11〜図14は、電極基板2、キャビティ基板1及びノズル基板3を積層して液滴吐出ヘッドを製造する方法を示す製造工程図である。
なお、実際には、基板から複数個分の液滴吐出ヘッドの部材を同時形成するが、図11〜図14ではその一部分だけを示している。
(a) 個別電極21、リード部22、端子部23、気相処理ライン25(図1参照)、及び液供給穴24を形成したガラス材料からなる電極基板2を作製する(図11(a))。
なお、実際には、基板から複数個分の液滴吐出ヘッドの部材を同時形成するが、図11〜図14ではその一部分だけを示している。
(a) 個別電極21、リード部22、端子部23、気相処理ライン25(図1参照)、及び液供給穴24を形成したガラス材料からなる電極基板2を作製する(図11(a))。
(b) 図3〜図5の製造方法により作製したシリコン材からなるキャビティ基板1と、ガラス材料からなる電極基板2とを、例えば360℃に加熱した後、電極基板2に負極、キャビティ基板1に正極を接続して、800Vの電圧を印加して陽極接合(接合面イ)する(図11(b))。
(c) 陽極接合後、キャビティ基板1の厚みが約60μmになるまで研削加工を行う。その後、加工変質層を除去するために、CMP(Chemical Mechanical Polishing)を用いて、キャビティ基板1を約10μm研磨する(図11(c))。これにより、キャビティ基板1の厚みは約50μmとなる。
(d) 研磨面にプラズマCVDを用いて、例えば成膜時の処理温度は360℃、高周波出力は700W、圧力は33.3Pa(0.25Torr)、ガス流量はTEOS流量100cm3 /min(100sccm)、酸素流量1000cm3 /min(1000sccm)の条件で、TEOSエッチングマスク105を1.0μm成膜する(図11(d))。
(e) TEOSエッチングマスク105にレジストパターニングを施し、ふっ酸水溶液でエッチングし、吐出室13、リザーバ凹部14a(リザーバ14)、上部電極取出し部36、液供給溝17a(図12(g)参照)を作り込むためのパターニングを行う。そして、レジストを剥離する(図11(e))。
(f) 接合済み基板を35wt%の濃度の水酸化カリウム水溶液に浸し、吐出室13及び上部電極取出し部36の厚みが約10μmになるまでエッチングを行う。リザーバ凹部14aは裏に溝1aがあるため、厚みが約5μmとなる。しかしながら、電極基板2に設けられた液供給孔24に対応する液供給溝17aでは、水酸化カリウム水溶液の濃度が高いため、ボロンドープ層Bでのエッチングレートが低下するものの、接合面側からエッチングが進行していく(図12(f))。
(g) 接合済み基板を3wt%の濃度の水酸化カリウム水溶液に浸し、ボロンドープ層Bでのエッチングレート低下によるエッチングストップが十分効くまでエッチングを続ける。前記2種類の濃度の異なる水酸化カリウム水溶液を用いたエッチングを行うことによって、振動板12の面荒れを抑制し、振動板12の厚み精度を0.80±0.05μm以下にすることができ、液滴吐出ヘッドの吐出性能を安定化することができる。リザーバ凹部14aの底にも、振動板12と同様に、厚み0.8μmのボロンドープ層Bを底壁160とするダイアフラム16が形成される(図12(g))。
選択拡散されている上部電極取出し部36は高濃度で深いボロンドープ層Bが形成されているため、エッチングストップが振動板12側のボロンドープ層Bに比べ、早く効き始め、上部電極取出し部36の厚みは約3μmとなる。このため、強度が向上し、シリコンエッチング中に広い面積を持つ上部電極取出し部36が割れることがなくなり、歩留まりが向上する。
選択拡散されている上部電極取出し部36は高濃度で深いボロンドープ層Bが形成されているため、エッチングストップが振動板12側のボロンドープ層Bに比べ、早く効き始め、上部電極取出し部36の厚みは約3μmとなる。このため、強度が向上し、シリコンエッチング中に広い面積を持つ上部電極取出し部36が割れることがなくなり、歩留まりが向上する。
(h) シリコンエッチングが終了したら、接合基板をふっ酸水溶液に浸し、キャビティ基板1の表面のTEOSエッチングマスク105を剥離する(図13(h))。
(i) 上部電極取出し部36に残っているシリコン薄膜及びTEOS絶縁膜を除去するために、シリコンマスクをキャビティ基板1の表面に取り付け、例えばRFパワー200W、圧力40Pa(0.3Torr)、CF4 流量30cm3 /min(30sccm)の条件で、RIEドライエッチングを例えば1時間行い、所望の場所のみにプラズマを当て、開口し、上部電極取出し部36を開口する。上部電極取出し部36の開口によって、電極取出し部37が開かれる。このとき、ギャップGは大気開放される(図13(i))。
(j) 封止部にエポキシ系樹脂を盛り、封止材50により個別電極21毎の封止を行う。エポキシ系樹脂の代わりに、TEOS膜等の無機材料を成膜して封止しても良い。この時点では、ギャップGは密閉されていない。そして、気相処理ライン25(図1参照)の端部を介してギャップG内の水分除去及び疎水化処理を行った後、エポキシ系樹脂を気相処理ライン25の端部に盛り、ギャップGを封止する(図13(j))。
(k) 図6〜図10の製造方法により作製したノズル基板3を、キャビティ基板1と陽極接合(接合面ハ)する(図14(k))。
(l) ダイシングを行い、個々のヘッドに切断する(図14(l))。
こうして、ガラス基板2、キャビティ基板1、及びノズル基板3が積層された液滴吐出ヘッドが完成する。
こうして、ガラス基板2、キャビティ基板1、及びノズル基板3が積層された液滴吐出ヘッドが完成する。
実施の形態2.
図15は、実施の形態1の液滴吐出ヘッドを搭載した液滴吐出装置を示す斜視図である。図15に示す液滴吐出装置は、一般的なインクジェットプリンタである。
実施の形態1の液滴吐出ヘッドは、接着剤を用いず陽極接合のみで基板を接合したので、液適合性に優れて長期駆動に耐えることができ、このため高精度で信頼性が高い液滴吐出装置を得ることができる。
なお、実施の形態1の液滴吐出ヘッドは、図15に示すインクジェットプリンタの他に、液を種々変更することで、液晶ディスプレイのカラーフィルタの製造、有機EL表示装置の発光部分の形成、生体液体の吐出等にも適用することができる。
図15は、実施の形態1の液滴吐出ヘッドを搭載した液滴吐出装置を示す斜視図である。図15に示す液滴吐出装置は、一般的なインクジェットプリンタである。
実施の形態1の液滴吐出ヘッドは、接着剤を用いず陽極接合のみで基板を接合したので、液適合性に優れて長期駆動に耐えることができ、このため高精度で信頼性が高い液滴吐出装置を得ることができる。
なお、実施の形態1の液滴吐出ヘッドは、図15に示すインクジェットプリンタの他に、液を種々変更することで、液晶ディスプレイのカラーフィルタの製造、有機EL表示装置の発光部分の形成、生体液体の吐出等にも適用することができる。
1 キャビティ基板、2 電極基板、3 ノズル基板、4 シリコン材料からなる基材(第1のノズル基材)、5 硼珪酸ガラス材料からなる基材(第2のノズル基材)、12 振動板、13 吐出室、14 リザーバ、14a リザーバ凹部、14b 第2のリザーバ凹部、15 絶縁膜、16 ダイアフラム、17 液供給孔(第2の液供給孔)、17a 液供給溝、21 個別電極、22 リード部、23 端子部、24 液供給孔(第1の液供給孔)、30 ノズル孔、31 第1のノズル孔(液吐出側ノズル部)、32 第2のノズル孔(液導入側ノズル孔)、37 電極取出し部、160 ダイアフラムの底壁、イ、ロ、ハ 陽極接合の接合面、A 電極部、B ボロンドープ層、G ギャップ。
Claims (10)
- 液滴を吐出するためのノズル孔を有するノズル基板であって、
前記ノズル基板がシリコン材料からなる基材と硼珪酸ガラス材料からなる基材とを積層して形成され、前記シリコン材料からなる基材が前記ノズル孔の液吐出側に配設され、前記硼珪酸ガラス材料からなる基材が前記ノズル孔の液導入側に配設されたことを特徴とするノズル基板。 - 前記ノズル孔の液吐出側に配設された前記シリコン材料からなる基材と、前記ノズル孔の液導入側に配設された前記硼珪酸ガラス材料からなる基材とが、陽極接合されてなることを特徴とする請求項1記載のノズル基板。
- 前記シリコン材料からなる基材側に前記ノズル孔の液吐出側ノズル部を形成し、前記硼珪酸ガラス材料からなる基材側に前記液吐出側ノズル部よりも大径の液導入側ノズル部を前記液吐出側ノズル部と同軸上に形成したことを特徴とする請求項1または2記載のノズル基板。
- 請求項1記載のノズル基板、
振動板が壁面の一部に形成されて前記ノズル孔と連通する吐出室及び前記吐出室に液を供給するリザーバ凹部を有するキャビティ基板と、
前記振動板と対向配置された個別電極を有する電極基板とを備え、
前記振動板と前記個別電極との間の静電力により前記振動板を変位させて前記吐出室の液を前記ノズル孔から吐出させる液滴吐出ヘッドであって、
前記各基材及び各基板がそれぞれ陽極接合されてなることを特徴とする液滴吐出ヘッド。 - 前記キャビティ基板がシリコン材料で形成され、前記電極基板が硼珪酸ガラス材料で形成され、
請求項1記載のノズル基板のシリコン材料からなる基材と硼珪酸ガラス材料からなる基材とが陽極接合され、前記ノズル基板の硼珪酸ガラス材料からなる基材と前記キャビティ基板とが陽極接合され、前記キャビティ基板と前記電極基板とが陽極接合されてなることを特徴とする請求項4記載の液滴吐出ヘッド。 - 前記キャビティ基板のリザーバ凹部の底部を前記吐出室の底部より前記ノズル基板側に配設してダイアフラムを形成したことを特徴とする請求項5記載の液滴吐出ヘッド。
- 前記リザーバ凹部の底部にボロンドープ層により底壁を形成して圧力干渉ダイアフラムとしたことを特徴とする請求項6記載の液滴吐出ヘッド。
- 前記ノズル基板の硼珪酸ガラス材料からなる基材に、前記キャビティ基板のリザーバ凹部側に開口する第2のリザーバ凹部を形成し、
前記リザーバ凹部と前記第2のリザーバ凹部とによりリザーバを形成したことを特徴とする請求項4〜7のいずれかに記載の液滴吐出ヘッド。 - 前記電極基板に第1の液供給孔を設けると共に前記キャビティ基板に前記第1の液供給孔と連通する第2の液供給孔を設け、これら第1、第2の液供給孔が前記リザーバの外側の基板を上下方向に貫通され、前記第2の供給孔をその下流側で拡幅して液滴供給溝を形成し、
前記第1、第2の液供給孔からの供給された液を、前記液供給溝から前記第2のリザーバ凹部を介して前記リザーバ凹部に移送することを特徴とする請求項4〜8のいずれかに記載の液滴吐出ヘッド。 - シリコン材料からなる基材に液吐出側ノズル部を形成する工程と、
前記シリコン材料からなる基材に硼珪酸ガラス材料からなる基材を陽極接合する工程と、
前記硼珪酸ガラス材料からなる基材に、前記液吐出側ノズル部と同軸に液導入側ノズル部を形成して、前記液吐出側ノズル部と液導入側ノズル部とによりノズル孔を形成する工程と、
を備えたことを特徴とするノズル基板の製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008322210A JP2010143055A (ja) | 2008-12-18 | 2008-12-18 | ノズル基板、液滴吐出ヘッド、及びノズル基板の製造方法 |
| US12/629,403 US20100155435A1 (en) | 2008-12-18 | 2009-12-02 | Nozzle substrate, droplet discharge head, and method for manufacturing nozzle substrate |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008322210A JP2010143055A (ja) | 2008-12-18 | 2008-12-18 | ノズル基板、液滴吐出ヘッド、及びノズル基板の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2010143055A true JP2010143055A (ja) | 2010-07-01 |
Family
ID=42264561
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008322210A Withdrawn JP2010143055A (ja) | 2008-12-18 | 2008-12-18 | ノズル基板、液滴吐出ヘッド、及びノズル基板の製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US20100155435A1 (ja) |
| JP (1) | JP2010143055A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016155357A (ja) * | 2015-02-26 | 2016-09-01 | ブラザー工業株式会社 | 液体吐出装置及び液体吐出装置の製造方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11000876B2 (en) * | 2014-06-24 | 2021-05-11 | Valeo Cincinnati, Inc. | Reversible non-contact adhesive applicator dispenser |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4936880B2 (ja) * | 2006-12-26 | 2012-05-23 | 株式会社東芝 | ノズルプレート、ノズルプレートの製造方法、液滴吐出ヘッド及び液滴吐出装置 |
-
2008
- 2008-12-18 JP JP2008322210A patent/JP2010143055A/ja not_active Withdrawn
-
2009
- 2009-12-02 US US12/629,403 patent/US20100155435A1/en not_active Abandoned
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016155357A (ja) * | 2015-02-26 | 2016-09-01 | ブラザー工業株式会社 | 液体吐出装置及び液体吐出装置の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20100155435A1 (en) | 2010-06-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2010240852A (ja) | ノズルプレートの製造方法、ノズルプレート、液滴吐出ヘッドの製造方法及び液滴吐出ヘッド、プリンター | |
| CN101007461A (zh) | 静电致动器、液滴喷出头、液滴喷出装置和静电驱动器件 | |
| JP2010143055A (ja) | ノズル基板、液滴吐出ヘッド、及びノズル基板の製造方法 | |
| JP5612819B2 (ja) | ノズル基板、液滴吐出ヘッド及び液滴吐出装置の製造方法 | |
| JP2005354846A (ja) | 電極基板の製造方法、ならびに、電極基板、静電アクチュエータ、液滴吐出ヘッド、および液滴吐出装置 | |
| JP4259554B2 (ja) | 液滴吐出ヘッドの製造方法及び液滴吐出装置の製造方法 | |
| TWI300384B (en) | Droplet-discharging head, method for manufacturing the same, and droplet-discharging device | |
| JP2010240912A (ja) | 液滴吐出ヘッド、及びこれを搭載した液滴吐出装置 | |
| JP2009012211A (ja) | 静電アクチュエータ、液滴吐出ヘッド、静電アクチュエータの製造方法及び液滴吐出ヘッドの製造方法 | |
| JP2006263933A (ja) | 液滴吐出ヘッド及びその製造方法並びに液滴吐出装置 | |
| JP2009012403A (ja) | 静電アクチュエータ、液滴吐出ヘッド、静電アクチュエータの製造方法及び液滴吐出ヘッドの製造方法 | |
| JP2008207458A (ja) | 液滴吐出ヘッド、液滴吐出装置、液滴吐出ヘッドの製造方法及び液滴吐出装置の製造方法 | |
| JP2010120169A (ja) | ノズル基板、液滴吐出ヘッド及び液滴吐出装置の製造方法並びに液滴吐出ヘッド及び液滴吐出装置 | |
| JP2008279707A (ja) | ノズル基板、液滴吐出ヘッド及び液滴吐出装置の製造方法 | |
| JP2010125639A (ja) | 液滴吐出ヘッド、液滴吐出装置、液滴吐出ヘッドの製造方法、及び液滴吐出装置の製造方法 | |
| JP2007038452A (ja) | 静電アクチュエータ及びその製造方法、液滴吐出ヘッド及びその製造方法、デバイス並びに液滴吐出装置 | |
| JP2010240914A (ja) | 静電アクチュエーター、液滴吐出ヘッド、液滴吐出装置、及び静電アクチュエーターの製造方法 | |
| JP2007045110A (ja) | 液滴吐出ヘッドの製造方法および液滴吐出装置の製造方法 | |
| JP2010046847A (ja) | 液滴吐出ヘッド、液滴吐出装置、シリコン製基板の製造方法、液滴吐出ヘッドの製造方法、及び液滴吐出装置の製造方法 | |
| JP4701935B2 (ja) | 液滴吐出ヘッドの製造方法 | |
| JP2007331284A (ja) | 静電アクチュエータ、液滴吐出ヘッド及び液滴吐出装置並びにそれらの製造方法 | |
| JP2007182009A (ja) | ノズル基板、液滴吐出ヘッド及び液滴吐出装置の製造方法 | |
| JP2007007940A (ja) | 液滴吐出ヘッドの製造方法及び液滴吐出装置の製造方法 | |
| JP2008230116A (ja) | 液滴吐出ヘッド及びその製造方法 | |
| JP2007106085A (ja) | 陽極接合方法、静電アクチュエータの製造方法、静電アクチュエータ、液滴吐出ヘッドの製造方法、液滴吐出ヘッド及び液滴吐出装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Application deemed to be withdrawn because no request for examination was validly filed |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20120306 |